 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Skutočný ROI špeciálnych výtlakových dies pre sériovú výrobu
Skutočný ROI špeciálnych výtlakových dies pre sériovú výrobu

ZKRATKA
Návratnosť investície (ROI) pri výrobe na mieru určených tvárnic pre výrobu vo veľkom rozsahu je mimoriadne vysoká, a to vďaka skromným počiatočným nákladom na nástroje, ktoré sa odrátavajú z veľkého počtu súčiastok. Keďže náklady na tvárnicu sa často pohybujú od 300 USD do viac ako 2 000 USD, cena za kus je pri veľkosériovej výrobe minimálna. To robí extrudovanú výrobu na mieru mimoriadne ekonomickou výrobnou metódou pre vytváranie komplexných a presných profilov v porovnaní s procesmi, ktoré vyžadujú drahšie nástroje, ako napríklad tlakové liatie.
Analýza počiatočných nákladov: Rozbor nákladov na tvárnice pre extrudovanú výrobu na mieru
Pred výpočtom dlhodobého výnosu je nevyhnutné pochopiť počiatočnú investíciu do nástrojov. Na rozdiel od iných výrobných procesov, kde môže byť výroba nástrojov významnou finančnou prekážkou, náklady na formy pre vlastné hliníkové profily sú relatívne nízke. Táto dostupnosť je hlavným dôvodom ich výhodného ROI, najmä pri vysokých objemoch výroby. Počiatočná suma za formu je jednorazový poplatok, ktorý sa pri rozložení na tisíce alebo milióny kusov len zanedbateľne prejaví na konečnej cene súčiastky.
Náklady na expanznú formu nie sú jedinou pevnou sumou, ale závisia od niekoľkých kľúčových faktorov dizajnu a výroby. Podľa analýzy spoločnosti analýzy spoločnosti Ya Ji Aluminum , náklady sa dajú rozdeliť podľa zložitosti. Jednoduchá plná matrica môže stáť od 300 do 800 USD, zatiaľ čo komplikovanejšia dutá matrica môže mať cenu od 800 do 2 000 USD. Pre veľmi zložité profily s viacerými dutinami alebo pre veľmi veľké prierezy môže investícia presiahnuť 2 000 USD. Tieto sumy sú výrazne nižšie ako náklady na nástroje pre alternatívy, ako je tlakové liatie, kde môžu dosiahnuť viac ako 25 000 USD, ako uvádza American Douglas Metals .
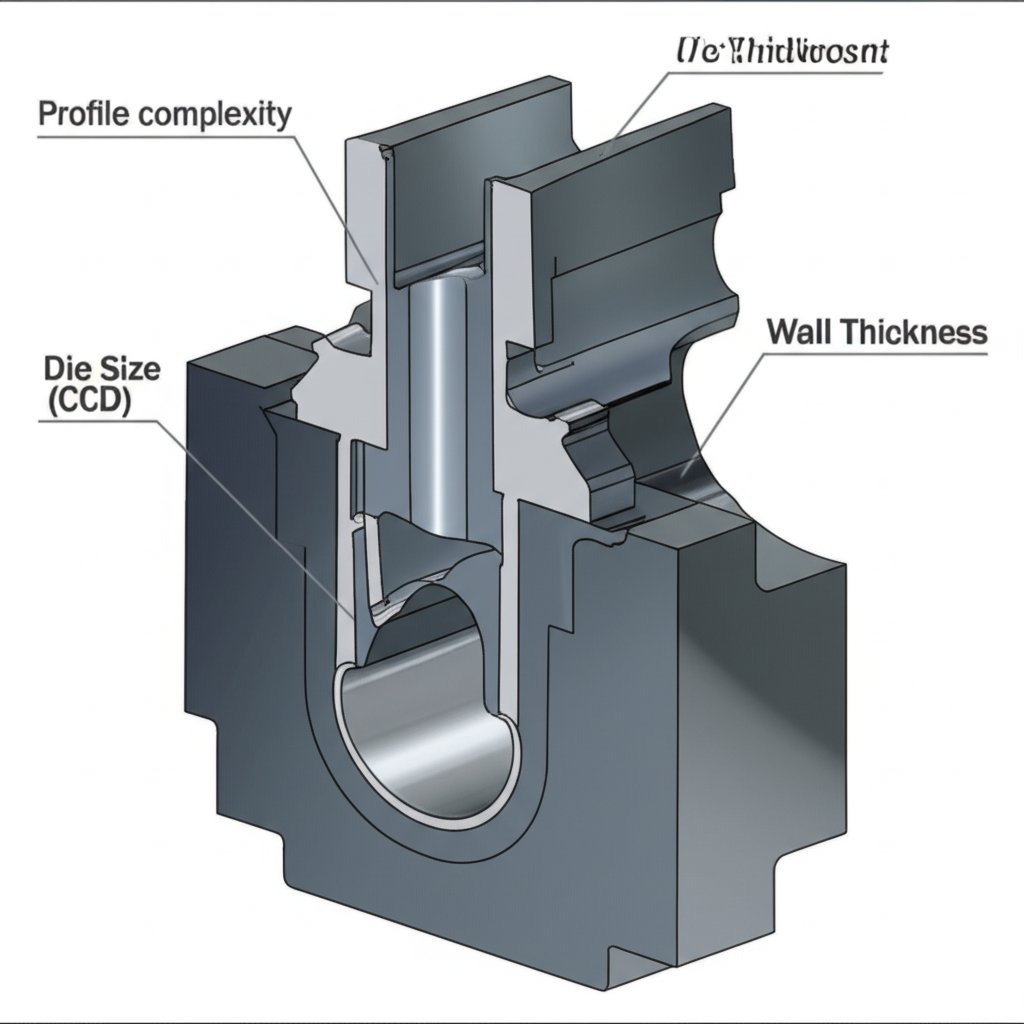
Na tieto počiatočné náklady má priamy vplyv niekoľko kľúčových faktorov. Hlavným faktorom je zložitosť profilu. Jednoduchý symetrický tvar je jednoduchšie obrábať a vyžaduje menej ocele než komplexný asymetrický profil s vnútornými dutinami. Medzi ďalšie dôležité premenné patria:
- Veľkosť matice: Meria sa priemerom obkreslenej kružnice (CCD), čo je najmenší kruh, do ktorého sa zmestí prierez profilu. Väčší CCD vyžaduje väčší a drahší blok matice.
- Tolerancie: Užšie rozmerové tolerance si vyžadujú presnejšie obrábanie a rozsiahlejšie kontroly kvality, čo zvyšuje náklady.
- Materiál: Väčšina foriem je vyrobená z nástrojovej ocele H13, no pri aplikáciách s vysokým opotrebovaním môžu byť potrebné kvalitnejšie materiály alebo povlaky, čo zvyšuje cenu.
- Počet dutín: Pri malých profiloch vyrábaných vo veľmi vysokých objemoch viacdiery forma umožňuje súčasne extrudovať niekoľko dielov. Hoci počiatočná cena je vyššia, výrazne sa tým zníži výrobná cena na kus.
Návratnosť investície: Ako špeciálne formy zvyšujú ROI pri výrobe vysokých objemov
Základom výpočtu ROI je amortizácia. Počiatočné náklady na náradie, hoci dôležité, predstavujú fixnú položku. Pri výrobe vysokých objemov sa tieto náklady rozložia na celý výrobný cyklus. Napríklad forma za 1 500 USD použitá na výrobu 100 000 stôp profilu pridá len 0,015 USD na stopu. Keď sa objem výroby zvyšuje, tento náklad na jednotku sa blíži k nule, čo spôsobuje, že dominantnými nákladmi sa stávajú suroviny a čas extrúzie. Práve tento princíp robí špeciálnu extrúziu výkonným nástrojom pre sériovú výrobu.
Okrem jednoduchej amortizácie nákladov špeciálne formy prinášajú návratnosť investícií významnými inžinierskymi a prevádzkovými úsporami. Proces extrúzie umožňuje vytvárať mimoriadne komplexné prierezy, ktoré dokážu integrovať viacero funkcií do jedného jediného komponentu. Táto schopnosť môže eliminovať potrebu sekundárnych operácií ako sú obrábanie, zváranie alebo montáž. Napríklad prvky ako závitové vsuvky, chladiče s rebríkmi alebo klikové spoje možno priamo integrovať do profilu, čím sa znížia náklady na prácu aj počet dielov vo finálnej zostave.
Okrem toho prispievajú vlastné tvarovanie extrúziou k návratnosti investícií optimalizáciou využitia materiálu. Inžinieri môžu navrhnúť profily, ktoré umiestnia kov len tam, kde je konštrukčne potrebný, čím vytvoria ľahké, ale pevné komponenty. Toto je výrazná výhoda oproti subtraktívnym výrobným metódam, ktoré začínajú s plným blokom materiálu a vytvárajú významné množstvo odpadu. Efektívnosť samotného procesu extrúzie, ktorá sa často meria pomocou tzv. „výťažku“ – množstva hotového výrobku vzhľadom na použitý surový materiál – je zásadne vysoká, čo minimalizuje odpad a maximalizuje hodnotu získanú zo surového hliníkového bloku.
Strategický návrh a plánovanie: Praktické tipy na maximalizáciu návratnosti investícií
Dosiahnutie maximálneho možného výnosu z investícií pri vlastných tvarových liaciach nie je samozrejmosťou; vyžaduje premyslený návrh a strategické plánovanie. Inžinieri a dizajnéri môžu urobiť niekoľko konkrétnych krokov na optimalizáciu svojich profilov z hľadiska nákladovej efektívnosti aj výkonu. Zameraním sa na návrh zohľadňujúci výrobné možnosti (DFM) môžu tímy znížiť počiatočné náklady na nástroje a zlepšiť rýchlosť výroby, čím ďalej zvyšujú finančný výnos.
Jednou z najúčinnejších stratégií je zachovanie rovnomernej hrúbky stien po celom profile. Výrazné zmeny hrúbky môžu spôsobiť nerovnomerné chladenie a problémy s tokom materiálu, čo vedie k nestabilitám v rozmeroch. Ako uvádza návrhový sprievodca od Gabrian zdôrazňuje , symetrické tvary je jednoduchšie a lacnejšie tlačiť, pretože umožňujú vyvážený tlak na liaciu formu. Ak sú zmeny hrúbky nevyhnutné, mali by byť postupné, s použitím hladkých prechodov a zaoblených rohov namiesto ostrých uhlov, ktoré môžu vytvárať miesta napätia v samotnej súčiastke aj v liacej forme.
Ďalšou dôležitou radou je vyhnúť sa neopodstatnene tesným toleranciám. Stanovenie tolerancií prísnejších, ako aplikácia vyžaduje, môže výrazne zvýšiť zložitosť a náklady na tvárnicu. Navrhovatelia by mali tiež zvážiť rozdelenie príliš zložitého profilu na dva alebo viac jednoduchších, západkových dielov. Hoci sa to môže zdať neprirodzené, dve jednoduché tvárnice sú často lacnejšie a rýchlejšie na výrobu ako jedna extrémne komplikovaná tvárniča. Pre projekty s náročnými požiadavkami, ako sú projekty v automobilovom priemysle, môže byť neoceniteľná spolupráca so špecializovaným partnerom. Pre automobilové projekty vyžadujúce presne konštruované komponenty zvážte výrobu vlastných hliníkových profilov od overeného partnera. Shaoyi Metal Technology ponúka komplexnú jednostopovú službu , od rýchleho prototypovania až po kompletnú výrobu v rámci prísneho systému kvality certifikovaného podľa IATF 16949, čo pomáha zefektívniť výrobu a efektívne splniť špecifikácie.
Ekonomické odôvodnenie pre vlastné extrúzie
Nakoniec je ekonomické odôvodnenie investície do vlastných extrúznych liatiek pre vysokozdružnú výrobu presvedčivé. Kombinácia nízkych počiatočných nákladov na nástroje, výrazného zníženia nákladov na kus prostredníctvom amortizácie a významných príležitostí na konsolidáciu súčiastok a zníženie hmotnosti vytvára silný finančný výnos z investície. Prijatím strategických princípov dizajnu a spoluprácou s odbornými dodávateľmi môžu výrobcovia využiť tento pružný proces na získanie výraznej konkurenčnej výhody, pričom znížia celkové náklady na výrobok a zároveň zlepšia jeho výkon a kvalitu.

Často kladené otázky
1. Koľko stojí vlastná extrúzna liata?
Náklady na výrobu formy pre výtlak z hliníka sa zvyčajne pohybujú od 300 do viac ako 5 000 USD. Cena formy pre jednoduchý plný profil môže byť medzi 300 a 800 USD. Forma pre dutý profil sa zvyčajne pohybuje v rozmedzí od 800 do 2 000 USD. Vysokej zložitosti, veľké alebo formy s viacerými dutinami môžu stáť 2 000 USD alebo viac. Konečná cena závisí od zložitosti profilu, veľkosti (CCD), tolerancií a počtu dutín.
2. Aký je výťažok pri výtlaku?
V kontexte výtlaku sa pojmom „výťažok“ rozumie množstvo hotového, použiteľného výrobku získaného z určitého množstva suroviny. Ide o mieru efektívnosti procesu. Vysoký výťažok znamená, že počas výroby bolo stratené len minimum materiálu vo forme odpadu, čo je kľúčový faktor pri udržiavaní nízkych nákladov, najmä pri výrobe vo veľkom rozsahu.
3. Aká je cena hliníkového výtlaku 4040?
Cena štandardného profilu, ako je hliníková extrúzia 4040, nie je priamo spojená s nákladmi na vlastné formy, pretože nástroje pre tieto bežné tvary už dávno boli odpísané. Cena štandardných profilov sa založuje primárne na aktuálnej trhovej cene hliníka za kilogram alebo libru, plus náklady spracovateľa na spracovanie a dokončenie. Ceny sa medzi dodávateľmi líšia a menia sa spolu s globálnym trhom s hliníkom.