 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Postupné tvárnenie dielov automobilov: Príručka pre vysoké objemy
ZKRATKA
Postupné lisovanie je rýchly proces tvárnenia kovov, pri ktorom sa nepretržitý prúžok kovu podáva cez sériu po sebe idúcich stanic a vytvára sa hotový diel pri každom zdvihu lisu. Pre automobilový priemysel je táto metóda zlatým štandardom pre hromadnú výrobu malých až stredných presných komponentov — ako napríklad držiaky, elektrické konektory a upevňovacie klipy snímačov — s úzkymi toleranciami (často ±0,001 palca) a minimálnymi odpadmi. Na rozdiel od prenosového lisovania, ktoré spracováva jednotlivé diely pre väčšie konštrukčné prvky, postupné lisovanie maximalizuje efektivitu pri veľkých sériách, čo ho robí nevyhnutným pre dodávateľské reťazce typu Just-in-Time (JIT).
Postupné lisovanie: Motor automobilovej výroby
Vo vysokorizikovom prostredí výroby automobilov, kde výrobné objemy často dosahujú milióny kusov ročne, je rýchlosť a konzistencia nepostrábaná. Postupné dražovanie tvárnic tvorí chrbticu tohto ekosystému, ktorý premieňa surové kovové cievky na hotové súčiastky rýchlosťou vyššou ako 1 000 dielov za minútu. Proces sa opiera o jedinečný mechanizmus privádzania: nepretržitý pás kovu sa odvíja z cievky a automaticky sa privádza do dražovacej lisovne.
Vo vnútri lisovne, postupná matrica slúži ako viacstanicičné nástroje. Keď sa pás postupne posúva, zastavuje sa v presných intervaloch, kde sa súčasne na každej stanici vykonávajú rôzne operácie – ako napríklad strihanie, ohýbanie, prebíjanie, prerážanie a kalenie. Kľúčové je, že dielok zostáva pripojený kovovým pásom (tzv. „web“) až do samotnej poslednej stanice, kde je oddelený a vymrštený. Toto nepretržité pripevnenie zabezpečuje vynikajúcu presnosť zarovnania a kontroly v porovnaní s ručnými metódami, čím výrazne skracuje časy cyklov a zníži pracovné náklady.
Pre automobilových inžinierov spočíva hlavná hodnota v opakovateľnosť - Čo? Keď je postupná matrica postavená a overená, môže vyrábať milióny identických častí s prakticky nulovým posunom. Táto schopnosť je dôležitá pre automatizované montážne linky, kde aj odchýlka na úrovni mikra v konektoroch alebo držiakoch môže spôsobiť zácpovanie alebo zlyhanie. Okrem toho schopnosť integrovať sekundárne operácie ako napínacie nitky alebo vkladanie kontaktov priamo do matričky (skupina v matrici) ďalej zefektívňuje výrobnú stopu.
Základné časti automobilov vyrábané postupným lisovaním
Kým veľké karosérie sú zvyčajne vyrábané pomocou prevodných matric alebo tandemových línií, progresívne lisovanie matricom dominuje výrobe tisícok menších, zložitých častí, ktoré tvoria funkciu vozidla. Tieto komponenty možno kategorizovať podľa systémov vozidiel, ktoré podporujú.
V prípade, že sa použije tento postup, sa použije tento postup.
Štruktúrna integrita vozidla závisí od nespočetných posilňovacích častí skrytých za čalúnením. Progresívne lisovanie je ideálne pre výrobu vysoko pevnej ocele sedadlá, mechanizmy na ležačky a držiaky bezpečnostných pásov - Čo? Tieto časti vyžadujú robustné mechanické vlastnosti, ale musia byť vyrábané vo veľkých množstvách, aby zodpovedali rýchlosti montáže vozidiel. Medzi ďalšie bežné aplikácie patria:
- Zámky a zámky na zámky dverí
- Súčasti regulátora okien
- Vodičové koľajnice a posilňovacie nosníky
- Komponenty krytu airbagu
Elektrické a elektrické systémy
Keďže priemysel sa posúva k elektrickým vozidlám, dopyt po štampovaných elektrických komponentoch prudko narástol. Z medi a mostu sa vyrábajú zložité geometrické tvary, ktoré uľahčujú vodivosť a prepojenie. Vodičoch , ktoré rozdeľujú výkon v batériách elektromobilov, sú typickým príkladom súčiastok, ktoré profitujú z vysokéj presnosti postupného tvárnenia. Tento proces umožňuje vytvárať komplexné tvary svoriek a pružinových kontaktov bez poškodenia jemného povrchu materiálu. Kľúčové elektrické komponenty zahŕňajú:
- Nosníky vodičov a pinové konektory
- Koše snímačov a kryty
- Poistkové svorky a reléové svorky
- Kontaktné platne batérie
Motorové a podvozové komponenty
Pod kapotou musia súčasti odolávať extrémnym teplotám, vibráciám a agresívnym prostrediam. Z nehrdzavejúcej ocele a špecializovaných zliatin sa tvária spony pre vstrekovanie paliva, kryty ventilov a tepelné clony . Podvozok tiež využíva tvárnené brzdové spony, uchytenia ABS snímačov a medzikusy . Pre tieto aplikácie s vysokými bezpečnostnými požiadavkami zabezpečuje konzistentný tok zrna pri kovanie, že diely zachovávajú svoju štrukturálnu integritu pri cyklickom zaťažovaní.
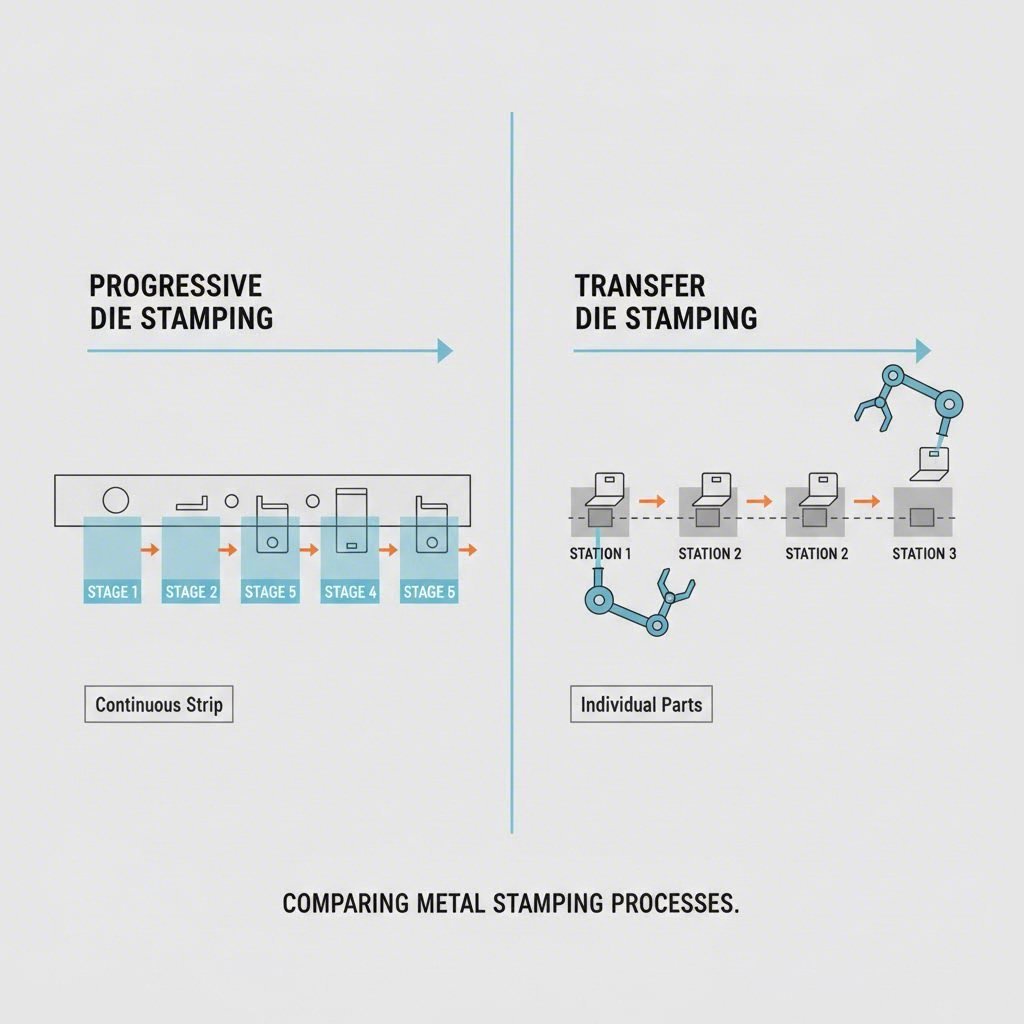
Postupná matrica vs. prenosová matrica: Výber správnej metódy
Jedno z najdôležitejších rozhodnutí pre manažéra nákupu v automobilovom priemysle je výber správnej metódy kovania. Hoci postupné kovanie je účinné, nie je univerzálnym riešením. Voľba často závisí od veľkosti, geometrie a objemu dielov.
| Vlastnosti | Progresívne razenie | Lisovanie transferovou formou |
|---|---|---|
| Spracovanie súčastí | Diely zostávajú pripojené na kovový pás až do konca procesu. | Diely sa najskôr vystrihnú (vyražia), potom sa prenášajú mechanickými prstencami. |
| Ideálna veľkosť dielu | Malé až stredné (napr. konektory, uchytenia). | Veľké (napr. priečne nosníky, rámové lišty, hlboké skrinky). |
| Rýchlosť výroby | Extrémne vysoký (neustály cyklus). | Stredný (obmedzené rýchlosťou prenosového mechanizmu). |
| Náklady na nástroje | Vyššia počiatočná investícia (komplexný jediný nástroj). | Premenná, ale často vyššia cena na súčiastku kvôli pomalšej rýchlosti. |
| Najlepšie pre | Veľké objemy, komplikované súčiastky s úzkymi toleranciami. | Hlboko vytláčané súčiastky alebo veľké štrukturné komponenty. |
Progresívne razenie je jednoznačným víťazom pre menšie súčiastky, ktoré vyžadujú vysoké rýchlosti výroby a presné tolerancie. Prístup „pásky“ eliminuje potrebu komplikovaných prenosových mechanizmov, čím sa zníži riziko nesprávneho zarovnania súčiastok. Nie je však vhodný pre hlboké vyťahovanie (kde hĺbka súčiastky presahuje jej priemer), pretože páska obmedzuje tok materiálu.
Lisovanie transferovou formou , na rozdiel od toho, je nevyhnutný pre väčšie súčiastky ako náprstky zavesnenia alebo olejové panvice. Keďže súčiastka je ihneď oddeľovaná od pásky, môže byť voľne manipulovaná – otáčaná alebo nakláňaná – medzi jednotlivými stanicami. To umožňuje hlbšie vyťahovanie a zložitejšie tvárniace operácie, ktoré by v progresívnej výstreške trhali pásku.
Výber materiálu pre automobilový výkon
Široký rozsah progresívneho lisovania umožňuje výrobcom pracovať s rôznymi materiálmi, z ktorých každý je vybraný podľa špecifických kritérií výkonu v automobilovom prostredí.
Oceľ s vysokou pevnosťou a nízkym obsahom zliatín (HSLA) je hlavným pracovným koníkom pre konštrukčné a bezpečnostné komponenty. Ponúka vynikajúci pomer pevnosti a hmotnosti, čo je pre bezpečnostné časti, ako sú zberné nárazníky a nosníky, kritické. Na vytlačenie týchto tvrdených materiálov je potrebné robustné náradie vyrobené z karbidovej alebo prémiovej ocele, aby sa zabránilo predčasnému opotrebovaniu.
Hliník je čoraz viac preferovaný pre iniciatívy na zníženie hmotnosti vozidiel s cieľom zlepšiť spotrebu paliva a dojazd vozidiel. Hoci hliník je náchylnejší k spätnému zvratu (vracia sa k pôvodnému tvaru po ohýbaní) ako oceľ, pokročilé pokrokové konštrukcie matricy to kompenzujú preháňaním. Bežné aplikácie zahŕňajú tepelné štíty, držiaky a obkladové komponenty.
Z medi a mostu sú nevyhnutné pre elektrifikovanú budúcnosť jazdy. Ich vynikajúca elektrická vodivosť ich robí štandardom pre svorky, konektory a spojovacie tyče. Pri postupnom strihaní sa tieto mäkké kovy dajú tváriť pri vysokých rýchlostiach, no treba venovať pozornosť správnemu odvádzaniu odpadu a zabrániť poškriabaniu povrchu.
Štandardy kvality a strategické nakupovanie
V automobilovom dodávateľskom reťazci je kvalita riadená prísnymi globálnymi štandardmi, najmä IATF 16949 toto certifikovanie zabezpečuje, že dodávateľ strihov má na mieste robusté systémy riadenia kvality s dôrazom na prevenciu chýb a zníženie variability. Pri výbere partnera by mali inžinieri hľadať schopnosti, ktoré siahajú za rámec základného strihania, napríklad inline vizuálne systémy, ktoré kontrolujú 100 % dielcov na kritické rozmery.
Bežnou výzvou pre výrobcov automobilov (OEM) je nájsť dodávateľa, ktorý dokáže preklenúť medzeru medzi počiatočným dizajnom a sériovou výrobou. Zatiaľ čo niektoré dielne spracúvajú len veľké objednávky, obratní partneri ako Shaoyi Metal Technology ponúkajú komplexné riešenia tvárnenia, ktoré sa dajú škálovať od rýchleho prototypovania až po výrobu vo veľkom objeme. Využitím presnosti certifikovanej podľa IATF 16949 a lisovacích kapacít až do 600 ton dokážu dodávať kľúčové komponenty, ako sú riadiace ramená a podvozky, pri dodržaní globálnych noriem OEM. Táto flexibilita umožňuje inžinierom overiť návrhy pomocou prototypovej série, než sa rozhodnú pre nákladné nástroje potrebné na výrobu miliónov dielov.
Nakoniec správne rozhodnutie o zdrojoch zahŕňa vyváženie ceny za kus a rizika. Domáci dodávateľ môže ponúknuť rýchlejšiu komunikáciu, ale uznávaný medzinárodný partner s certifikátmi IATF často môže poskytnúť výrazné cenové výhody bez toho, aby bol obetovaný materiálový sortiment alebo termíny dodania.

Záver: Zvyšovanie efektivity v automobilovej výrobe
Postupné výstrehy zostávajú kľúčovou technológiou pre automobilový priemysel, umožňujúc hromadnú výrobu komplexných, odolných a presných súčastí, ktoré požadujú moderné vozidlá. Od elektrických konektorov v batérii EV po vysokopevné konzoly upevňujúce sedadlo – tento proces zabezpečuje škálovateľnosť a nákladovú efektívnosť potrebnú na udržanie výrobných čiar v pohybe. Pre nákupné tímy a inžinierov je pochopenie mechaniky, materiálových obmedzení a zdrojových noriem tejto metódy nevyhnutné pre optimalizáciu automobilovej dodávateľskej siete a zabezpečenie kvality vozidiel.
Často kladené otázky
1. Aký je rozdiel medzi postupným a transferovým výstrelom?
Hlavný rozdiel spočíva v spôsobe manipulácie s dielom. Pri postupnom strihaní die zvyšuje diel pripevnený k nepretržitému kovovému pásu, keď prechádza rôznymi stanicami. Pri prestupnom strihaní die je diel najskôr vyrezaný z pásu a potom mechanicky presunutý (prenesený) zo stanice na stanicu. Postupné je zvyčajne rýchlejšie a vhodnejšie pre menšie diely, zatiaľ čo prestupné je určené pre väčšie, hlboko tažené diely.
2. Aké materiály sa najčastejšie používajú pri postupnom strihaní die pre automobily?
Pri tvárnení automobilov sa často používa vysokopevnosťová nízkolegovaná oceľ (HSLA) na konštrukčné diely v dôsledku jej trvanlivosti. Hliník sa široko používa na ľahké komponenty, ako sú tepelné clony a konzoly. Meď a mosadz sú štandardné pre elektrické komponenty, ako sú konektory a prípojnice, vzhľadom na ich vysokú vodivosť.
3. Prečo je pre dodávateľov strihania dôležitá certifikácia IATF 16949?
IATF 16949 je medzinárodný štandard riadenia kvality určený špecificky pre automobilový priemysel. Zabezpečuje, že dodávateľ tvárnic dodržiava prísne postupy na prevenciu chýb, zníženie odpadu a neustále zlepšovanie. Nakupovanie u dodávateľa certifikovaného podľa IATF je často povinným predpokladom pre výrobcov originálnych zariadení (OEM), aby sa zabezpečila bezpečnosť a spoľahlivosť súčastí.