 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

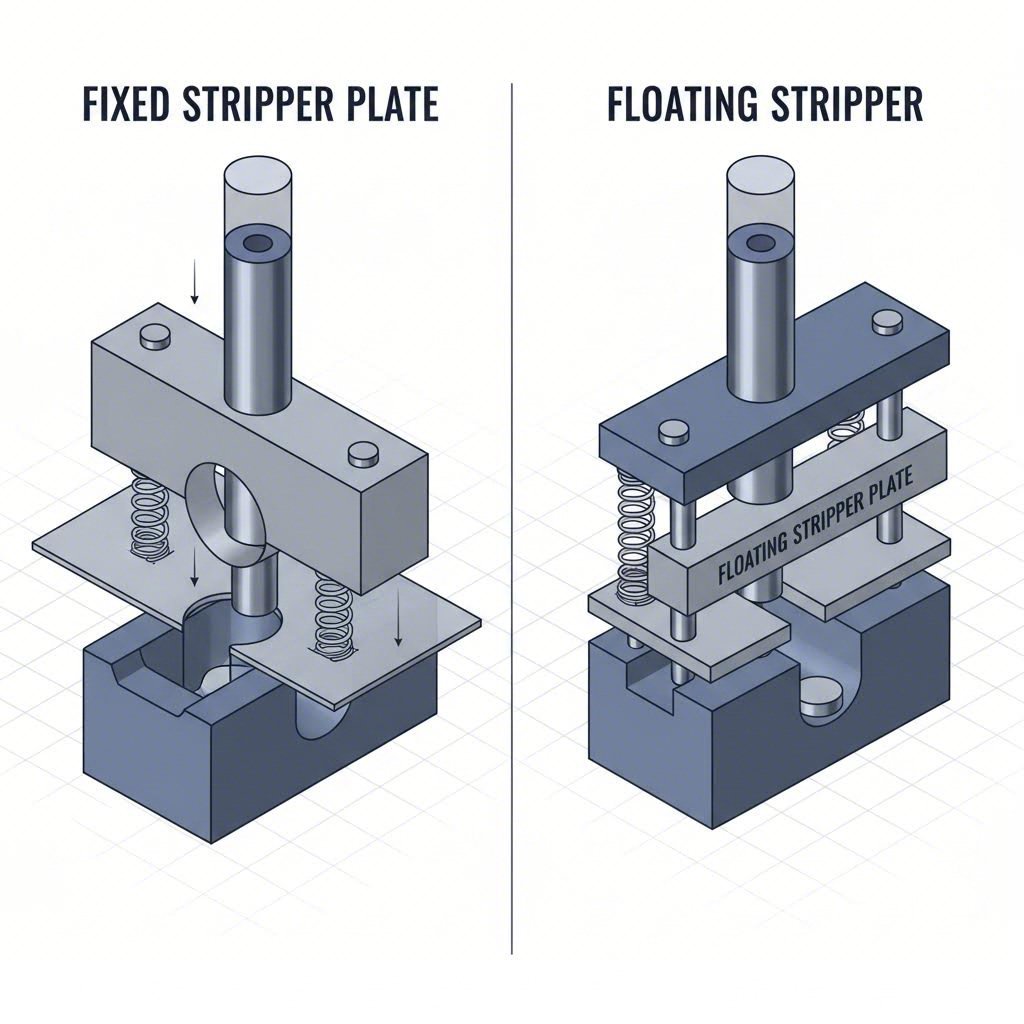
Pevná vs. plávajúca vyhazovacia doska: Rozhodnutie pri konštrukcii matrice, ktoré rozhoduje o úspechu alebo neúspechu vašich nástrojov

Kľúčové rozhodnutie týkajúce sa vyhodcovacej dosky, ktoré musí ovládať každý konštruktér dielní
Predstavte si, že prevádzkujete veľkovýrobné lisy a zrazu sa začnú súčiastky lepiť na pichy, hrany majú neočakávané buriny a váš servisný tím spieva, aby diagnostikoval problém. Čo sa pokazilo? Vo mnohých prípadoch sa koreňová príčina vracia k základnému rozhodnutiu pri návrhu dielne: výberu nesprávneho typu vyhodcovacej dosky pre danú aplikáciu.
Či už konštrukcia postupných dielní pre autonômne komponenty alebo návrh náradia pre presnú elektroniku je pochopenie rozhodnutia medzi pevnou a plávajúcou vyhodcovacou doskou nevyhnutné. Toto rozhodnutie priamo ovplyvňuje kvalitu súčiastok, životnosť nástroja a vašu konečnú bilanciu.
Prečo voľba vyhodcovacej dosky určuje výkon dielne
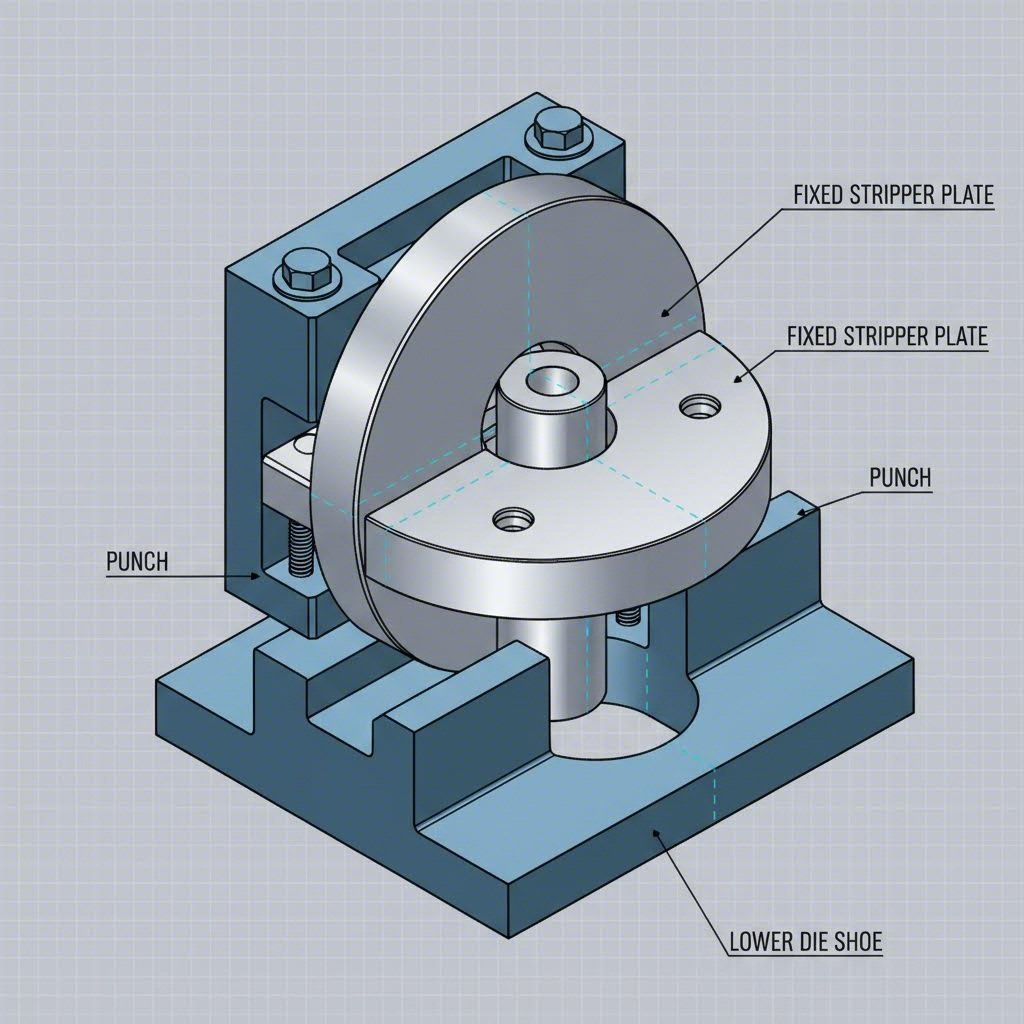
Čo je vlastne strihacia doska? Je to komponent, ktorý má za úlohu odstrániť materiál polotovaru z trníka po každom zdvihu. Správny výhodný systém strihacej dosky zabezpečuje čisté oddelenie dielu, zabraňuje vyťahovaniu odpadu a udržiava konštantnú dĺžku cyklu. Keď zvolíte správnu konfiguráciu, vaša nástrojová forma pracuje hladko. Ak sa rozhodnete nesprávne, budete musieť čeliť celému radu výrobných problémov.
Strihacia doska robí viac než len odstraňuje materiál – vedie trníky, kontroluje pohyb materiálu a ovplyvňuje celkovú stabilitu formy. Preto je voľba medzi pevným a pohyblivým (plávajúcim) dizajnom kľúčovým rozhodnutím, ktoré ovplyvňuje každý aspekt výkonu formy.
Skryté náklady nesprávnej voľby strihacej dosky
Výber nevhodného typu strihacej dosky má dôsledky, ktoré siaha ďaleko za rámec počiatočných nákladov na nástroj:
- Poškodenie dielu: Škrabance, deformácie a rozmerové nekonzistencie spôsobené nesprávnou silou strihania
- Zrýchlené opotrebovanie nástroja: Nesúosne vystrihovacie nástroje a nadmerné trenie skracujú životnosť komponentov
- Naplánovaná prestoja: Časté úpravy a núdzové opravy narušujú výrobné plány
- Zvýšené percento odpadu: Chybné vysúvanie vedie k odmietnutým dielom a plytvaniu materiálom
Vytvorenie podmienok pre presný úspešný strih
Tu je výzva, s ktorou sa stretávajú mnohí návrhári matríc: informácie o výbere vyháňacej dosky sú rozptýlené po technických príručkách, katalógoch dodávateľov a tradičných znalostiach prenášaných medzi inžiniermi. Žiadny jediný zdroj tieto dôležité porovnania zlučuje s jasnými, realizovateľnými kritériami rozhodovania – až doposiaľ.
Táto príručka poskytuje komplexné hodnotenie pevných a plovúcich vyháňacich dosiek vrátane štruktúrovaných rámcov pre výber a praktických odporúčaní. Zistíte, kedy ktorý typ najlepšie využiť, pochopíte súvisiace kompromisy a získate istotu pri tomto rozhodovaní o nástrojoch vo vašich konkrétnych aplikáciách.
Kritériá hodnotenia pre výber vyháňacej dosky
Než sa ponoríme do špecifikácií pevných a pohyblivých vyhazovacích dosiek, potrebujete jasný rámec na rozhodovanie. Bez stanovených kritérií sa porovnávanie týchto dvoch možností mení na tipovanie namiesto inžinierskeho prístupu. Stanovme si metodiku hodnotenia, ktorú odborníci používajú pri výbere vhodnej konfigurácie vyhazovacej dosky pre formy s vyhazovacími doskami a dies.
Päť faktorov, ktoré určujú úspech vyhazovacej dosky
Keď inžinieri hodnotia, ktorá vyhazovacia doska je najvhodnejšia pre ich aplikáciu, vracajú sa stále k piatim kľúčovým hľadiskám. Každý faktor má inú váhu v závislosti od konkrétnych požiadaviek vašej výroby:
- Požiadavky na vyhazovaciu silu :Sila potrebná na oddelenie materiálu od striekov sa zvyčajne pohybuje medzi 10–25 % sily potrebnej na strihanie. Aplikácie s vyššími nárokmi na vyhadzovanie vyžadujú robustnejšie konštrukcie dosiek schopné poskytovať stály tlak.
- Kompatibilita s hrúbkou materiálu: Tenké materiály sa správajú inak ako hrubé pri vysúvaní. Výber dosky musí zohľadňovať konkrétny rozsah hrúbok, ktoré budete spracovávať, pretože nesúlad spôsobuje poškodenie dielov alebo neúplné vysunutie.
- Zohľadnenie objemu výroby: Prevádzka s vysokým objemom vyžaduje vysúvacie dosky, ktoré udržia výkon počas miliónov cyklov. Prevádzka s nižším objemom môže tolerovať jednoduchšie konfigurácie, ktoré vyžadujú častejšiu úpravu.
- Požiadavky na údržbu: Niektoré konštrukcie vysúvacích dosiek vyžadujú pravidelnú výmenu pružín, mazanie alebo znovunastavenie. Porozumenie týmto pravidelným požiadavkám pomáha vypočítať skutočné prevádzkové náklady.
- Nákladová efektívnosť: Počiatočná nákupná cena hovorí len časť príbehu. Pri vyhodnocovaní celkových nákladov na vlastníctvo zohľadnite zložitosť inštalácie, výpadky kvôli úpravám, frekvenciu výmeny komponentov a vplyv na kvalitu dielov.
Ako sme hodnotili každý typ vysúvacej dosky
Počas tohto porovnania budeme hodnotiť pevné a pohyblivé vyháňacie dosky voči každému z vyššie uvedených kritérií. Uvidíte jasné rozdelenie, kde každý typ exceluje a kde sa objavujú obmedzenia. Tento štruktúrovaný prístup eliminuje subjektívne preferencie a zakladá vaše rozhodnutie na merateľných výkonnostných faktoroch.
Rámec pre výber, ktorý používajú odborníci
Skúsení konštruktéri nástrojov nevyberajú vyháňacie dosky len na základe zvyku alebo odporúčaní dodávateľa. Namiesto toho systematicky prispôsobujú požiadavky aplikácie možnostiam dosiek. Keď budete prechádzať podrobnými porovnaniami, ktoré nasledujú, pamätajte na tieto hľadiská hodnotenia – pomôžu vám určiť konfiguráciu, ktorá poskytne optimálny výkon pre vaše konkrétne lisy.
Pevné vyháňacie dosky pre stabilitu a nákladovú efektívnosť
Teraz, keď rozumiete evaluačnému rámci, pozrime sa na nášho prvého súpera v porovnaní pevných a pohyblivých vyhazovacích dosiek. Pevné vyhazovacie dosky predstavujú základný prístup k vysúvaniu dielov – dizajnovú filozofiu, ktorá klade dôraz na jednoduchosť, tuhosť a konzistentný výkon pre určité spektrum aplikácií.
Keď vaša kĺpacia operácia vyžaduje predvídateľné správanie a nákladovo efektívne nástroje, pevné vyhazovače často predstavujú rozumnú voľbu. Avšak presné pochopenie toho, ako fungujú – a kde vynikajú – je tým, čo oddeľuje úspešné návrhy vložiek od tých problematických.
Ako pevné vyhazovače zabezpečujú konzistentný výkon
Pevné vyhazovacie dosky sú pevne pripevnené k podrážke alebo držiaku ihly, čím zachovávajú stálu polohu voči súčastiam vložky po celý priebeh zdvihu lisu. Na rozdiel od svojich pružinami zaťažených protikusov sa tieto dosky nepohybujú nezávisle – spoliehajú sa na zdvih lisu samotného na oddelenie materiálu od ihly.
Tento tuhý spôsob upevnenia vytvára niekoľko prevádzkových vlastností, ktoré si okamžite všimnete:
- Vedenie dierneho nástroja: Doska poskytuje stabilnú referenčnú plochu, ktorá vedie pilotné dierne nástroje pre upevnenie na vyhadzovacie dosky a zachováva zarovnanie počas celých rýchlych operácií
- Stále medzery: Bez premenných hodnôt pruženia zostáva medzera medzi diernym nástrojom a vyhadzovacou doskou konštantná, čo zabezpečuje rovnomerný vyhadzovací účinok
- Odolnosť proti vibráciám: Pevné spojenie s konštrukciou matrice tlmi prevádzkové vibrácie, ktoré by mohli ovplyvniť kvalitu dielcov
Pri práci so priamymi pilotnými diernymi nástrojmi pre vyhadzovacie dosky pevná konfigurácia zabezpečuje, že tieto kritické komponenty pre zarovnanie zostávajú presne umiestnené. Táto stabilita sa ukazuje ako obzvlášť cenná pri použití postupných matríc, kde sa kumulatívne nesúosenie môže nasčítavať cez viacero staníc.
Ideálne aplikácie pre pevné vyhadzovacie dosky
Pevné vyhodzovače najviac záriasne v aplikáciách, ktoré vyhovujú ich prirodzeným silám. Zvážte toto riešenie, ak sa váš projekt týka:
- Tenkostenné materiály: Polotovary s hrúbkou pod 1,5 mm sa zvyčajne čisté oddeľujú bez potreby kontrolovaného tlaku, ktorý ponúkajú plávajúce konštrukcie
- Vysokorýchlostné lisovanie: Prevádzka s viac ako 400 zdvihmi za minútu profitovala z menšieho počtu pohyblivých častí a konštantného správania
- Presné elektronické komponenty: Nosníky pre vývody, svorky a mikrolisované diely si vyžadujú stabilitu, ktorú poskytujú pevné platne
- Tenkostenné autodiely: Uchytenia, sponky a malé konštrukčné prvky z tenkého oceľového alebo hliníkového polotovaru
- Jednoduché strihacie operácie: Jednostaničné matrice s priamočiarou geometriou, kde je správanie materiálu predvídateľné
Kľúčový princíp tu? Pevné vyhazovacie dosky vynikajú, keď hrúbka materiálu spadá do rozvážne zvládnuteľného rozsahu a interakcia drieňa s materiálom zostáva predvídateľná. Sú obzvlášť účinné, keď je kontakt medzi vyhazovacou doskou a vrchným povrchom minimálny a kontrolovaný.
Rozbor výhod a nevýhod pevných vyhazovacích dosiek
Každé rozhodnutie o nástrojoch zahŕňa kompromisy. Tu je úprimné zhodnotenie toho, čo pevné vyhazovacie dosky prinášajú do konštrukcie vašej matrice:
Výhody
- Nižšie počiatočné náklady: Jednoduchšia konštrukcia sa prekladá do nižších výrobných nákladov – často o 20–30 % nižších ako u ekvivalentných plávajúcich konštrukcií
- Jednoduchší dizajn a inštalácia: Menej komponentov znamená rýchlejšie nastavenie, jednoduchšiu diagnostiku a znížené riziko chýb pri montáži
- Minimálne požiadavky na údržbu: Žiadne pružiny, ktoré by sa unavovali, žiadne nastavovacie mechanizmy, ktoré treba kalibrovať, žiadne pohyblivé časti, ktoré treba mazať
- Vynikajúce využitie pri tenkom plechu: Zabezpečuje spoľahlivé vyraďovanie materiálov, kde nie je kritická regulovaná sila
- Dlhšia životnosť: S menším počtom opotrebiteľných súčiastok správne navrhnuté pevné platne často vydržia dlhšie ako pohyblivé alternatívy
- Stály cyklus za cyklomom chovanie: Eliminuje premenné spôsobené degradáciou pružín alebo posunom nastavenia
Nevýhody
- Obmedzený rozsah hrúbky materiálu: Má problémy s hrubším materiálom, kde sa stáva nevyhnutnou regulovaná tlaková sila pri vyraďovaní
- Menej toleruje nesúosnosť striekacieho nástroja: Bez pružnej kompenzácie sa malá nesúosnosť priamo prenáša na striekací nástroj a vložky
- Žiadna predbežná funkcia vyraďovania: Nie je možné udržať materiál pred začatím prieniku, čo obmedzuje aplikácie pri zložitých tvárniacich operáciách
- Znížená prispôsobivosť: Po dokončení výroby nástroja je ťažké jemne doladiť správanie vyhazovača
- Výzvy spôsobené pružením materiálu: Hrubší materiál môže odkloniť puncovacie nástroje, ak nie sú k dispozícii plávajúce konštrukcie poskytujúce protisilu
Pevné vyhodzovacie dosky predstavujú riešenie 80/20 vo výrobe nástrojov – zvládajú 80 % aplikácií za zlomok zložitosti. Kľúčové je rozpoznať, či vaša aplikácia spadá do tejto väčšiny.
Pri určovaní pevných vyhazovacích dosiek má veľký význam výber materiálu. Nástrojové ocele ako D2 ponúkajú vynikajúcu odolnosť proti opotrebeniu pri vysokých objemoch výroby, zatiaľ čo OHNS (olejom kalená nesmršťujúca sa oceľ) poskytuje nákladovo efektívnu alternatívu pre stredné dávky výroby. Tvrdosť sa bežne pohybuje v rozmedzí 58–62 HRC na povrchu vyhazovača, čo zabezpečuje trvanlivosť bez nadmerné krehkosť.
Porozumenie týmto charakteristikám vám umožní urobiť informovanú voľbu – alebo rozpoznať, keď vaša aplikácia vyžaduje dodatočné možnosti, ktoré ponúkajú plávajúce vyhazovacie dosky.
Plávajúce vyhazovacie dosky pre maximálnu univerzálnosť
Čo sa stane, keď vaša aplikácia presiahne pohodlné limity pevných vyhazovacích dosiek? Keď sa zväčší hrúbka materiálu, geometria dielu sa stane komplexnejšou alebo sa zvýšia požiadavky na presnosť, budete potrebovať sofistikovanejšie riešenie. Tu prichádzajú do úvahy plávajúce vyhazovacie dosky – pružinami ovládané pracovné nástroje, ktoré zvládnu náročné lisy, kde pevné alternatívy nestačia.
Plávajúce vyhazovače predstavujú najvyššiu triedu pri porovnávaní pevných a plávajúcich vyhazovacích dosiek, pričom ponúkajú riadené dodávanie sily a prispôsobivosť, ktorá zmení náročné operácie v dies na spoľahlivé výrobné procesy.
Pružinová presnosť pre náročné aplikácie
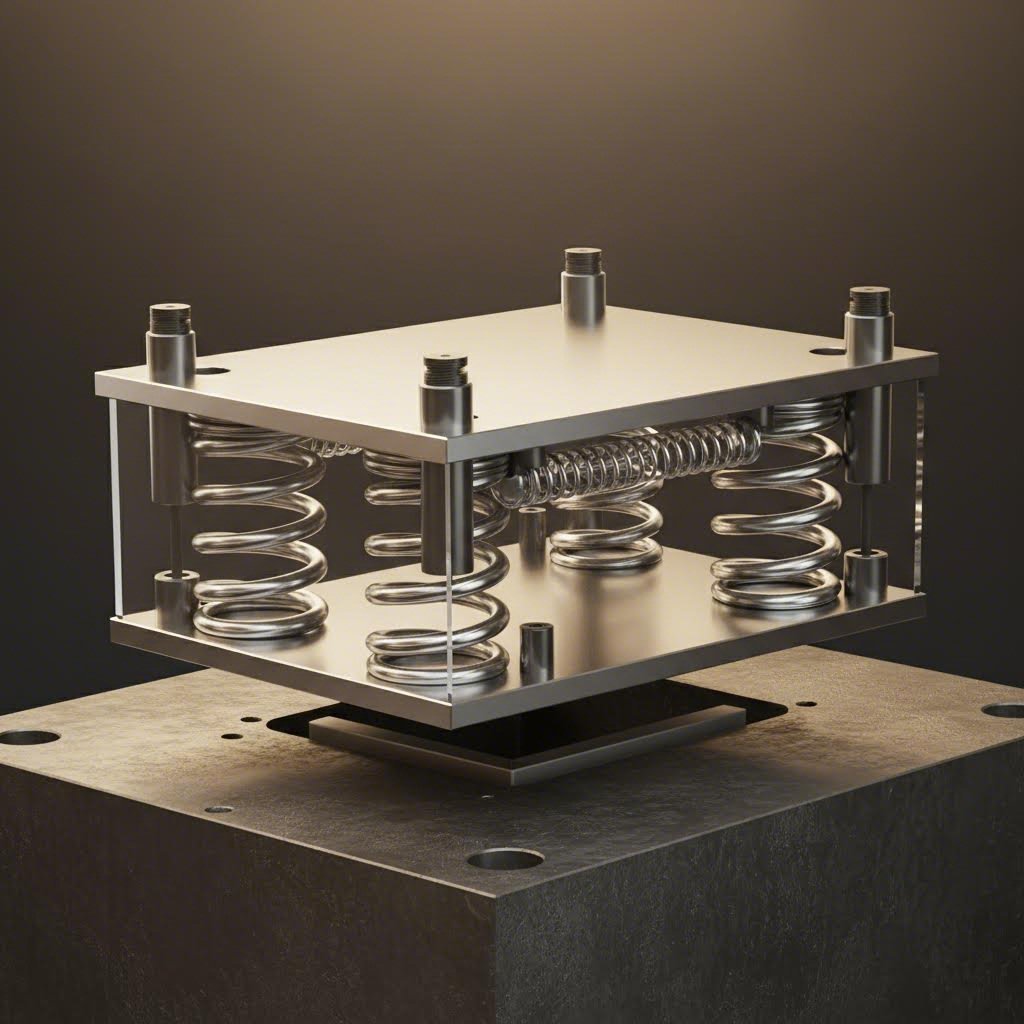
Na rozdiel od svojich tuhých protikusov, plávajúce výluhové platne sú namontované na pružinách alebo iných pružných prvcoch, ktoré umožňujú nezávislý vertikálny pohyb. Tento zdĺhavo jednoduchý rozdiel zásadne mení spôsob, akým výluhová platňa interaguje s materiálom vašej súčiastky.
Tu je, ako funguje pružinové ovládanie v praxi:
- Kontakt pred začatím opracovania: Keď sa lis pohybuje nadol, plávajúca platňa skontaktuje a upevní materiál ešte predtým, ako dojde ku kontaktu s dierkovačmi – stabilizuje tak súčiastku pre čistejšie rezanie
- Riadený tlak počas prieniku: Pružiny sa stlačia, keď dierkovače prenikajú materiálom, a tým udržiavajú konzistentný smerovo dolný tlak na materiál po celý priebeh rezného zdvihu
- Aktívne vyberanie pri návrate: Počas zdvihu nahor aktívne pružiny odpudzujú materiál z dierkovačov, namiesto toho, aby sa spoliehali len na gravitáciu a trenie
- Automatická kompenzácia opotrebenia: Konštrukcia s pružinovým uložením kompenzuje malé opotrebenie dierkovačov bez nutnosti nastavovať nástroj
Držiaky pružín výsuvnej dosky majú v tomto systéme kľúčovú úlohu, keďže upevňujú pružiny na mieste a zároveň umožňujú správny pohyb pri stlačení. Tieto komponenty musia odolávať miliónom cyklov bez uvoľnenia alebo poruchy – čo robí kvalitný výber držiakov nevyhnutným pre dlhodobú spoľahlivosť.
Kúzlo sa odohráva pri riadenom dodávaní tlaku. Zatiaľ čo pevné dosky ponúkajú jedno jediné statické usporiadanie s materiálom, plávajúce konštrukcie vytvárajú dynamickú interakciu, ktorá sa prispôsobuje zmenám materiálu, stavu strihacieho kolíka a prevádzkových požiadaviek.
Keď plávajúce výsuvné dosky prekonávajú pevné alternatívy
Niektoré aplikácie prakticky vyžadujú použitie plávajúcich výsuvných dosiek. Ak sa váš projekt zhoduje s niektorým z týchto scenárov, dodatočná investícia sa zvyčajne vypláca vo vyššej kvalite a produktivite:
- Spracovanie hrubého materiálu: Polotovar s hrúbkou vyše 1,5 mm vyžaduje riadenú silu, ktorá zabráni zdvihnutiu materiálu a zabezpečí úplné preniknutie strihacieho kolíka
- Postupné tvárnicové operácie: Viacstaničné matrice profitujú z pohyblivých platní, ktoré zabezpečujú kontrolu materiálu a udržiavajú presné vedenie pri postupných operáciách
- Zamedzenie vytahovania odpadu: Aktívny tlak nadol počas vyhazovania výrazne zníži tendenciu, že odpad bude vytiahnutý späť cez maticu
- Vysoká presnosť polohy súčiastok: Nastaviteľné vyhazovacie platne umožňujú jemné nastavenie pridržiavania materiálu pre aplikácie s úzkymi toleranciami polohy
- Premenné podmienky materiálu: Pri spracovaní materiálov s odlišnou hrúbkou alebo rôznou tvrdosťou dokáže pružinové vyrovnание kompenzovať tieto zmeny
- Komplexné geometrie súčiastok: Súčiastky so tvarovanými prvky, taženými oblasťami alebo komplikovanými obrysami profitujú z riadeného manipulovania s materiálom
Zvoľte vysúvacie dosky pre aplikácie vstrekovacích foriem – plnia podobnú funkciu, pričom používajú pružinovú silu na čistené vysunutie dielov z komplexných dutín. Základný princíp sa priamo prenáša aj na kovové väzbanie: riadené pôsobenie sily rieši problémy, ktoré nemožno vyriešiť tuhými systémami.
Výhody a obmedzenia plávajúcich vysúvačov
Osvedčené rozhodnutie si vyžaduje úprimné posúdenie oboch výhod aj obmedzení. Plávajúce vysúvacie dosky ponúkajú presvedčivé výhody, no nie sú bez kompromisov.
Výhody
- Vyšší stupeň kontroly nad dielom: Materiál zostáva pevne fixovaný počas celého zdvihu dierňovacieho nástroja, čím sa eliminuje posúvanie spôsobujúce rozdiely v rozmeroch
- Efektívne spracovanie hrubších materiálov: Pružinová sila kompenzuje pruženie materiálu a sily, ktoré spôsobujú jeho zdvíhanie a ktoré prekonávajú pevné dosky
- Výrazne znížené vytahovanie odpadkov (slugs): Aktívny tlak vysúvania udržiava odpadky v otvore diele namiesto ich vytiahnutia späť s dierňovacím nástrojom
- Kompenzuje opotrebenie dierňovacích nástrojov: Keď sa rezné hrany zaobľujú, pružná poddajnosť udržiava účinné odstraňovanie materiálu bez okamžitej úpravy
- Nastaviteľná výdrž sily: Predpnutie a výber pružín umožňujú nastaviť silu odstraňovania materiálu podľa konkrétnych požiadaviek aplikácie
- Chrání razníky pred poškodením: Kontrolované zaangažovanie materiálu znižuje bočné zaťaženie, ktoré môže zlomiť alebo odštípať rezné hrany
- Zlepšuje kvalitu hrán: Správne pripevnenie materiálu minimalizuje tvorbu hrotov a deformácií okolo vyrazených prvkov
Nevýhody
- Vyššie počiatočné náklady: Pružiny, držiaky a požiadavky na presné obrábanie zvyšujú počiatočnú investíciu do nástrojov
- Vyžadovaná údržba pružín: Kompresné pružiny sa časom unavia, vyžadujú pravidelnú kontrolu a výmenu
- Zložitejšie nastavenie: Správna predpätia pružín a nastavenie zdvihu vyžaduje zručných nastavovačov nástrojov a viac času na nastavenie
- Ďalšie miesta opotrebenia: Pružinové vrecká, vodiace kolíky a plochy upevnenia zavádzajú komponenty, ktoré vyžadujú sledovanie
- Možnosť nekonzistentnosti: Opotrebené alebo nezhodné pružiny môžu spôsobiť nerovnomernú oddeľovaciu silu po celom povrchu dosky
- Zväčšená výška nástroja: Požiadavky na zdvih pružín prispievajú k celkovej výške nástroja, čo môže obmedziť kompatibilitu s lisom
Správna voľba pružín je kľúčová pre úspech plávajúcej oddeľovacej dosky. Pružiny musia poskytovať dostatočnú silu počas celého pracovného rozsahu a zároveň odolávať miliónom cyklov stlačenia – ide o rovnováhu, ktorá vyžaduje starostlivé inžinierske riešenie namiesto ľubovoľných špecifikácií.
Pri určovaní plávajúcich vyhazovacích dosiek si zasluhujú osobitnú pozornosť výpočty sily pružín. Odstrihovacia sila musí prekonať úchop materiálu na razníku plus akékoľvek účinky podtlaku, a zároveň musí byť dostatočne jemná, aby sa predišlo deformácii dielu. Tento výpočet závisí od druhu materiálu, hrúbky, obvodu razníka a rezného medzera – premenných, ktoré sú jedinečné pre každé použitie. Namiesto používania všeobecných vzorcov sa poraďte so skúsenými konštruktérmi nástrojov alebo výrobcami pružín, ktorí dokážu posúdiť vaše konkrétne požiadavky.
Nastaviteľnosť, ktorú ponúkajú plávajúce dosky, sa ukazuje ako mimoriadne cenná počas skúšania nástrojov a optimalizácie výroby. Ak nie je odstrihovací výkon úplne správny, môžete upraviť predpätie pružín alebo vymeniť tuhosť pružín bez väčších zásahov do nástroja – flexibilita, ktorú pevné dosky jednoducho nemôžu ponúknuť.
Keďže sme teraz dôkladne prebrali pevné aj plávajúce možnosti, ste pripravení preskúmať, ako pokročilé inžinierske schopnosti ešte viac zvyšujú výkon vyhazovacích dosiek.
Precízne navrhnuté riešenia strippera pre automobilovú excelentnosť
Už viete, ako pevné strippery zabezpečujú nákladovú efektívnosť pri tenkých materiáloch a ako plávajúce konštrukcie zvládajú náročné aplikácie s hrubými materiálmi. Ale čo sa stane, keď váš projekt vyžaduje to najlepšie z oboch svetov? Keď automobiloví výrobcovia požadujú diely bez chýb, keď sa tolerancie zužujú na úroveň mikrometrov a keď objemy výroby dosahujú milióny kusov – štandardné prístupy dosahujú svoje limity.
Tu prichádzajú do hry precízne navrhnuté riešenia strippera. Moderné nástrojárské inžinierstvo kombinuje pokročilé simulačné technológie, certifikované výrobné procesy a odborné metodiky návrhu, aby vytvorilo strippery optimalizované pre konkrétne požiadavky aplikácií. Či už potrebujete strippera pre vstrekovaciu formu na plastové diely alebo strippera pre tvárnicu na kovové diely, inžinierske princípy, ktoré riadia excelentnosť, zostávajú rovnaké.
Inžinierska excelentnosť v modernom návrhu strippera
Čo rozdeľuje primeraný výkon vyhodvácejšej dosky od vynikajúcich výsledkov? Odpoveď spočíva v pochopení, že každá aplikácia prináša jedinečné požiadavky. Vlastnosti materiálov sa líšia medzi dodávateľmi. Geometrie dielov spôsobujú lokálne koncentrácie napätia. Rýchlosť výroby ovplyvňuje tepelné správanie. Odborné inžinierstvo zohľadňuje tieto premenné prostredníctvom systematickej analýzy namiesto všeobecných špecifikácií.
Zvážte, čo je vyhodvácia doska v kontexte vstrekovacieho lisovania – musí odolávať tepelnému cyklovaniu, odolávať opotrebovaniu spôsobenému plnenými polymérmi a poskytovať konzistentnú vyhadzovaciu silu po celom povrchu dielu. Vyhodcovacie dosky pri kovovom väzbení čelia iným výzvam: zaťaženie s vysokou frekvenciou nárazov, abrazívny kontakt s materiálom a presné požiadavky na zarovnanie. Odborné inžinierstvo nástrojov rieši tieto aplikačne špecifické požiadavky prostredníctvom:
- Optimalizácia výberu materiálu: Priradenie tried nástrojových ocelí konkrétnym typom opotrebenia, podmienkam zaťaženia a požiadavkám na povrchovú úpravu
- Geometrická analýza: Vyhodnocovanie rozloženia sily pri vyberaní po obvode zložitých dielov, aby sa predišlo lokálnemu preťaženiu
- Tepelná manažment: Zohľadňovanie tvorby tepla počas vysokorýchlostných prevádzkových režimov, ktorá ovplyvňuje medzery a správanie materiálu
- Plánovanie integrácie: Navrhovanie vyháňacích systémov, ktoré pracujú v súlade s ostatnými komponentmi matrice pre optimálny celkový výkon
Prístup k návrhu vyháňacej platne pri vstrekovacej forme ponúka cenné ponaučenie pre aplikácie strihanie. Návrhári foriem bežne používajú simulačné nástroje na predpovedanie správania pri vysúvaní ešte pred obrábaním ocele – metódu, ktorú si stále viac preberajú aj inžinieri progresívnych strihacích matríc pri riešení zložitých úloh s vyháňacími platňami.
Ako CAE simulácia optimalizuje výkon vyháňacej platne
Znie to zložito? Nemusí to tak byť. Simulácia pomocou počítačovej podpory inžinierstva (CAE) mení optimalizáciu vyháňacej platne zo špekulácie na vedu. Ešte pred spustením výroby môžu inžinieri virtuálne otestovať rôzne konfigurácie, predpovedať možné problémy a dokonaliť návrhy pre optimálny výkon.
Simulácia CAE rieši kľúčové otázky, na ktoré tradičné metódy nemôžu spoľahlivo odpovedať:
- Mapovanie rozloženia síl: Vizualizácia toho, ako sa sily pri vyberaní rozdeľujú po povrchu platne, odhaľuje oblasti, ktoré potrebujú zosilnenie alebo uvoľnenie
- Analýza ohybu: Predpovedanie ohybu platne pod zaťažením identifikuje konštrukcie, ktoré zachovávajú kritické vôle počas celého zdvihu lisu
- Optimalizácia tuhosti pružín: Pri plávajúcich konštrukciách simulácia pomáha určiť kombinácie pružín, ktoré poskytujú konzistentnú silu v celom pracovnom rozsahu
- Predpovedanie opotrebenia: Identifikácia oblastí s vysokým opotrebením riadi rozhodnutia o povrchovej úprave a plánovaní údržby
- Modelovanie tepelných vplyvov: Pochopenie zmen rozmerov spôsobených teplotou zabraňuje problémom so vzdušnosťami počas výroby
Spoločnosti ako Shaoyi využívajú pokročilé CAE simulácie na optimalizáciu návrhov vyhadzovacích dosiek ešte pred výrobou nástrojov. Tento prístup umožňuje včasné odhalenie potenciálnych problémov – vtedy, keď ich oprava stojí len niekoľko centov namiesto dolárov – a urýchľuje prechod od konceptu k výrobnopripraveným nástrojom.
Simuláciou riadená metodika sa ukazuje ako obzvlášť cenná pri hodnotení rozhodnutia medzi pevnou a plávajúcou vyhadzovacou doskou. Namiesto výlučnej spoliehania sa na pravidlá založené na skúsenostiach môžu inžinieri modelovať obe konfigurácie pre konkrétnu aplikáciu a objektívne porovnať predpokladaný výkon. Niektoré analýzy odhaľujú, že dobre navrhnutá pevná doska zvládne aplikáciu, ktorá bola tradične priradená k plávajúcim konštrukciám – alebo naopak.
Presná výroba pre výsledky bez chýb
Aj najsofistikovanejší dizajn nedosiahne nič, ak ho nepodporuje presná výroba, ktorá mu dodá život. Automobilové aplikácie obzvlášť vyžadujú výrobné kapacity, ktoré konzistentne vyrábajú nástroje spĺňajúce prísne špecifikácie. Práve tu získavajú certifikácie ako IATF 16949 skutočný význam a nie sú len dekoratívne.
Certifikácia IATF 16949 označuje systém riadenia kvality špeciálne navrhnutý pre požiadavky automobilového dodávateľského reťazca. Pre výrobu strihacích dosiek to znamená:
- Dokumentované procesné kontroly: Každý výrobný krok sleduje overené postupy, ktoré zabezpečujú opakovateľnosť
- Overenie meracieho systému: Kontrolné zariadenia prechádzajú pravidelnou kalibráciou a overením schopností
- Stopovateľnosť: Certifikáty materiálov a záznamy o spracovaní spájajú hotové komponenty so zdrojovými materiálmi
- Nepretržitá vylepšovanie: Systematická analýza údajov o kvalite podporuje neustále vylepšovanie procesov
Keď presnosť výlamek priamo ovplyvňuje kvalitu dielu – a výrobcovia automobilov sledujú chyby späť cez celý dodávateľský reťazec – tieto výrobné kontroly sa stávajú nevyhnutnými, nie voliteľnými. Dokončenie výlamek striebornou platňou napríklad vyžaduje konzistentnú úpravu povrchu a kontrolu hrúbky náteru, ktorú dokážu poskytnúť len disciplinované výrobné procesy.
Rozdiel medzi prijateľným a vynikajúcim výkonom výlamek často závisí od výrobnej presnosti – schopnosti spoľahlivo vyrábať komponenty, ktoré zodpovedajú pôvodnému zámeru návrhu s presnosťou na mikrometre, nie desatiny milimetra.
Profesionálne inžinierske služby pre výstrelky kombinujú tieto schopnosti – CAE simuláciu, certifikovanú výrobu a odbornosť v aplikácii – a tak poskytujú riešenia vysúvačových dosiek optimalizované pre špecifické požiadavky. Inžiniersky tím Shaoyi vyniká týmto integrovaným prístupom, ponúkajúc rýchle prototypovanie už v priebehu 5 dní a dosahujúc 93% schvaľovaciu úspešnosť pri prvej prechodovej kontrole prostredníctvom svojej simulačne riadenej metodiky návrhu. Ich komplexné možnosti návrhu a výroby formy slúžia náročným automobilovým aplikáciám, kde pevné aj plávajúce konštrukcie vysúvačov vyžadujú odborné inžinierske riešenia na splnenie štandardov OEM.
Kľúčové výhody spolupráce s odborníkmi na presné inžinierske riešenia pre výstrelky zahŕňajú:
- Možnosti rýchleho výroby prototypov: Urýchlite vývojové časy pomocou rýchlej výroby nástrojov pre overovacie testovanie
- Vysoká úspešnosť pri prvej prechodovej kontrole: Návrhy overené simuláciou znížia počet opakovaných pokusov a urýchlujú spustenie výroby
- Nástroje podľa štandardu OEM: Spĺňte požiadavky na dokumentáciu, kvalitu a stopnosť, ktoré automobiloví zákazníci vyžadujú
- Optimalizácia pre konkrétnu aplikáciu: Profesujte si inžiniersky odborný know-how, ktorý prispôsobuje návrhy vysúvacieho plechu vašim špecifickým požiadavkám
Či už vaša aplikácia vyžaduje striebornú povrchovú úpravu vysúvacieho plechu pre odolnosť voči korózii alebo špeciálne kalenie pre abrazívne materiály, presné inžinierstvo zabezpečí, že hotové nástroje budú fungovať podľa plánu od prvej súčiastky až po koniec životnosti výroby.
Keď inžiniersky excelentnosť tvorí základ optimálneho výkonu vysúvacieho plechu, pozrime sa na nevyhnutné komponenty a príslušenstvo, ktoré dopĺňajú celý systém.
Neoddeliteľné komponenty a príslušenstvo vysúvacieho plechu
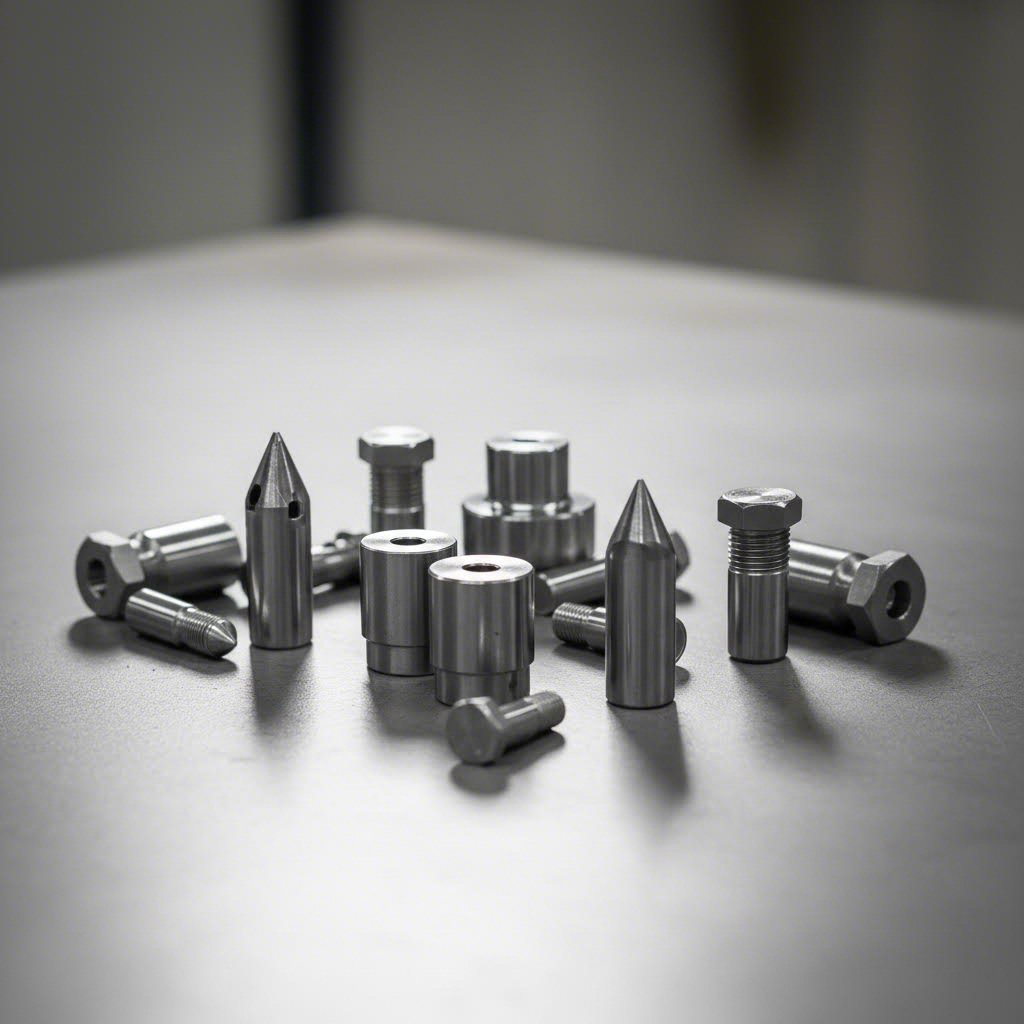
Voľba vysúvacieho plechu – či už pevného alebo pohyblivého – predstavuje len časť kompletného systému. Komponenty okolo tohto plechu výrazne ovplyvňujú celkový výkon matrice, životnosť nástroja a kvalitu súčiastok. Vodiaci dierovače, držiaky pružín a skrutky vysúvacieho plechu spolupracujú s vybraným návrhom plechu a vytvárajú spoľahlivý vysúvací systém.
Uvažujte o tom nasledovne: dokonca aj najjemnejšia plávajúca vyhadzovacia doska podceňuje svoj výkon, ak je spájaná s nevhodnými vodičmi alebo nesprávne špecifikovanými pružinami. Porozumenie týmto podporným komponentom vám pomôže budovať kompletné systémy namiesto izolovaných riešení.
Výber vodičov pre systémy vyhadzovacích dosiek
Vodiče plnia kritickú funkciu, ktorá ide ďalej ako len jednoduché vytváranie dier. Tieto presné komponenty udržiavajú polohu pásu počas celého procesu progresívnej výlisky, zabezpečujúc, že každá stanica spracováva polotovar v presne stanovenej polohe. Pri výbere karbidových vodičov na upevnenie na vyhadzovacie dosky investujete do presnosti zarovnania, ktorá sa násobí cez všetky stanice výlisky.
Priame vodiče pre vyhadzovacie dosky musia spĺňať náročné požiadavky:
- Koncentricita: Priemer vodiča musí byť v mikrónoch presne zarovnaný so stopkou, aby sa predišlo kumulatívnym chybám polohy
- Povrchová úprava: Hladké povrchy vodiča znižujú trenie pri posúvaní pásu a minimalizujú opotrebovanie vodičových dier
- Tvrdosť: Hrot pilotu musí odolávať opotrebovaniu spôsobenému opakovaným kontaktom s materiálom, pričom musí zachovať rozmerovú stabilitu
- Presnosť dĺžky: Správna hĺbka zaistenia pilotu zaisťuje umiestnenie pásu ešte predtým, než rezné podpaľovače prídu do kontaktu s materiálom
Vzťah medzi zaistením pilotného podpaľovača a typom vyhazovača si zasluhuje starostlivú pozornosť. Pri pevných konštrukciách vyhazovača sa piloty musia plne zaistiť do pásu už predtým, ako rezné podpaľovače preniknú povrchom dosky. Plávajúce vyhazovače ponúkajú väčšiu flexibilitu – pružinou zaťažená doska drží materiál, kým sa piloty umiestnia, čím vzniká kontrolovaná sekvencia zaistenia, ktorá zníži riziko nesprávneho umiestnenia.
Kľúčové komponenty, ktoré zvyšujú výkon vyhazovača
Okrem pilotných podpaľovačov ovplyvňuje niekoľko kategórií komponentov, ako dobre bude váš systém vyhazovača fungovať počas celej výrobnej životnosti:
- Možnosti držiakov pružín: Tieto komponenty zabezpečujú tlakové pružiny v aplikáciách plávajúcich vyhadzovačov. Kvalitné upevňovacie prvky udržiavajú polohu pružín počas miliónov cyklov a zabraňujú uvoľneniu alebo nesprávnemu zarovnaniu, ktoré spôsobuje nerovnomernú silu vyhadzovania. Zvážte upevňovacie prvky s ramenom pre spoľahlivé umiestnenie pružiny alebo konštrukcie so šesťhrannou hlavou pre jednoduchý prístup pri nastavovaní.
- Konfigurácie skrutiek vyhadzovača: Skrutky, ktoré spájajú plávajúce dosky s dielmi matrice, musia byť vyvážené medzi pevnosťou a nastaviteľnosťou. Konštrukcie s jemným závitom umožňujú presnú kontrolu predpätia, zatiaľ čo bežné závity ponúkajú jednoduchšiu výmenu. Voľba materiálu skrutiek – od štandardnej ocele až po vyššie triedy – ovplyvňuje životnosť pri opakovanom zaťažení.
- Systémy vodičiek a pouci: Správne vedenie dosiek zabraňuje bočnému posunu, ktorý spôsobuje problémy s kontaktom medzi puncovacou a vyhadzovacou doskou. Presne broušené vodičky spárované s kvalitnými puciemi zachovávajú zarovnanie aj pri opotrebení.
- Držiakove dosky a oporné bloky: Tieto podporné komponenty rozdeľujú sily strihania po povrchu platne, čím zabraňujú lokálnemu prehnutiu, ktoré negatívne ovplyvňuje kvalitu výrobkov.
Vzdialenosť pohybu dierňovacieho nástroja – zdvih, počas ktorého dierňovacie nástroje prechádzajú nad líštou odstredivača – významne ovplyvňuje výber komponentov. Dlhší zdvih vyžaduje robustnejšie vedenie pilotných kolíkov a väčšiu kapacitu zdvihu pružín vo vplávajúcich konštrukciách. Keď lístva odstredivača drviacu horný povrch pri nesúosnosti, oba komponenty trpia zrýchleným opotrebovaním.
Porovnanie karbidových a štandardných pilotných dierňovacích nástrojov
Jedno z najdôležitejších rozhodnutí týkajúcich sa komponentov sa týka výberu materiálu pilotného dierňovacieho nástroja. Voľba medzi karbidom a štandardnou nástrojovou oceľou ovplyvňuje životnosť nástroja, intervaly údržby a dlhodobé prevádzkové náklady.
| Charakteristika | Karbidové priame pilotné dierňovacie nástroje | Štandardné piloty z nástrojovej ocele |
|---|---|---|
| Odolnosť proti opotrebovaniu | Výborná – udržiava priemer aj po miliónoch cyklov | Dobrá – postupné opotrebovanie si vyžaduje pravidelnú výmenu |
| Počiatočné náklady | o 3–5× vyššia ako u štandardných alternatív | Nižšia počiatočná investícia |
| Najlepšie použitie | Vysoká výrobná frekvencia, abrazívne materiály, úzke tolerancie | Stredná výrobná frekvencia, neabrazívne materiály, štandardné tolerancie |
| Riziko zlomenia | Vyššia krehkosť vyžaduje opatrné zaobchádzanie | Ľahšie znáša nárazy a nesúosnosť |
| Možnosť prebrúsenia | Obmedzená – zvyčajne sa vymieňa namiesto prebrúsenia | Viacnásobné prebrúsenie predlžuje užitočnú životnosť |
Karbidové priame vodiče pre upevnenie na vymedzovacie dosky ponúkajú výrazné výhody v náročných aplikáciách. Pri spracovaní abrazívnych materiálov, ako je nehrdzavejúca oceľ alebo kremíková oceľ, si karbidové vodiče zachovávajú presný priemer oveľa dlhšie ako štandardné alternatívy. Pre prevádzky pracujúce v troch zmenách s minimálnou plánovanou odstávkou sa znížená frekvencia výmeny často vypláti napriek vyššiemu počiatočnému investičnému nákladu.
Avšak krehkosť karbidu si vyžaduje rešpekt. Nevhodné manipulovanie počas nastavenia nástroja, náhodný náraz alebo vážne nesúosenie môže okamžite spôsobiť zlomenie karbidových vodičiek – zatiaľ čo alternatívy z nástrojovej ocele by mohli pri rovnakom zaobchádzaní prežiť s iba povrchovými poškodeniami. Táto vlastnosť ovplyvňuje nielen voľbu materiálu, ale aj typ výklopného plechu: kontrolovaná postupnosť zapojenia plávajúcich výklopných plechov zníži rázové zaťaženie, ktoré ohrozuje karbidové komponenty.
Rozhodnutia na úrovni jednotlivých komponentov sa v rámci vašej systémovej matrice násobia. Investovanie do kvalitných karbidových vodiacich kolíkov upevnených na výklopný plech pri zanedbaní kvality pružinových držiakov vytvára systém obmedzený svojím najslabším článkom.
Pri určovaní pilotných vystrihovacích nástrojov a príslušenstva pre vašu vyhadzovaciu dosku zvážte celé prevádzkové prostredie. Zostavte úrovne kvality komponentov v celej sústave, vyberte materiály vhodné pre vaše objemy výroby a zabezpečte, aby všetky prvky harmonicky fungovali s vaším zvoleným pevným alebo pohyblivým dizajnom dosky.
Vyhadzovacie lišty a prstence ako alternatívne riešenia
Doteraz sme sa sústredili na rozhodnutie medzi pevnou a pohyblivou vyhadzovacou doskou – ale čo ak vôbec nie je doska najvhodnejším riešením? Niekedy najlepšie riešenie neznamená len voľbu medzi pevným a pohyblivým dizajnom. Ide o to urobiť krok späť a uvedomiť si, že vyhadzovacie lišty alebo prstencové vyhadzovače by mohli byť pre vašu aplikáciu efektívnejšie.
Tieto alternatívne metódy vyhadzovania zaujímajú dôležité pozície v konštrukcii nástrojov. Porozumenie tomu, kedy ktorý prístup vyniká, vám pomôže vyhnúť sa nadmernému inžinierstvu pri jednoduchých aplikáciách a zároveň zabezpečiť, že komplexné nástroje dostanú primerané riešenia.
Kedy vyhadzovacie lišty prekonajú dosky
Predstavte si jednoduchú operáciu strihania – jeden dierňovací nástroj, ktorý vyrába jednoduché okrúhle alebo obdĺžnikové diely zo plechu. Potrebuje táto aplikácia naozaj plnú vyhazovaciu dosku so všetkou jej zložitosťou a nákladmi? Často je odpoveď nie.
Vyhazovacie lišty ponúkajú zjednodušenú alternatívu pre jednoduchšie konfigurácie nástrojov. Tieto úzke pruhy z kalenej nástrojovej ocele sú pripevnené cez otvor v nástroji a dotýkajú sa polotovaru na oboch stranách dierňovacieho nástroja. Keď sa lis vráti, lišty držia materiál, kým sa dierňovací nástroj stiahne.
Zvážte použitie vyhazovacích lišt, ak vaša aplikácia zahŕňa:
- Jednoduché strihacie nástroje: Operácie na jednom pracovisku s jednoduchou geometriou dielcov profitujú z nižšej zložitosti
- Veľké plochy dierňovania: Keď by boli potrebné širšie vyhazovacie dosky, než je dostupných základných materiálov, poskytujú lišty preklenuté cez otvor nástroja praktické riešenie
- Rýchla výmena nástrojov: Lišty umožňujú rýchlejší prístup k dierňovaciemu nástroju na výmenu alebo ostrzenie v porovnaní s odstraňovaním celých dosiek
- Obmedzená výška nástroja: Minimálny vertikálny profil lišt zachováva uzatváraciu výšku pri aplikáciách s obmedzenou výškou v lisoch
- Projekty citlivé na náklady: Lišty vyžadujú menej materiálu a obrábanie voči plným doskám, čím sa znížia náklady na nástroje
Aký je kompromis? Lišty strihákov poskytujú menšiu kontrolu materiálu ako dosky. Kontaktujú polotovar len pozdĺž úzkych čiar, nie po celej ploche. Pre tenké materiály alebo operácie, kde nie je kritická rovinnosť dielu, má toto obmedzenie zriedkavo význam. Pre aplikácie vyžadujúce presné pripevnenie materiálu, plné dosky strihákov zostávajú lepšou voľbou.
Kruhové striháky pre špecializované aplikácie
Čo ak sa používajú okrúhle puncov v izolácii? Kruhové striháky – tiež nazývané strihákové krúžky alebo stopkové striháky – sa umiestňujú súosovo okolo jednotlivých puncov a poskytujú lokálnu strihákovú silu presne tam, kde je potrebná.
Táto alternatíva k doskovému striháku sa presadzuje v konkrétnych prípadoch:
- Piercing operácie s jedným puncom: Keď jedna kruhová diera dominuje funkcií matrice, krúžkový vyhadzovač zabezpečuje efektívne vyhadzovanie bez plnej nadložnej dosky
- Nástroje pre vežové pichacie stroje: Jednotlivé pichacie stanice profitujú zo samostatných systémov vyhadzovania, ktoré sa pohybujú spolu s každým nástrojom
- Veľké priemerové pichacie nástroje: Masívne kruhové pichy vyvíjajú významné sily vyhadzovania sústredené v malom priestore – krúžky tieto zaťaženia efektívne zvládajú
- Aplikácie na dovybavenie: Pridanie funkcie vyhadzovania k existujúcim maticiam je často jednoduchšie pomocou krúžkov než inštaláciou plných doskových systémov
- Variácie so skrutkovými pružinami: Krúžkové vyhadzovače môžu obsahovať individuálne pružiny, ktoré umožňujú plávajúce správanie sa na základe každého pichu
Krúžkové vyhadzovače sa zvyčajne montujú do vodicou dosky alebo držiaka s mierne utiahnutým spojením alebo pomocou stiahnutia skrutkami. Vnútorný priemer krúžku zabezpečuje vedenie pichu, zatiaľ čo jeho dolný povrch pôsobí na obrobok počas vyhadzovania. Táto dvojitá funkcia – vedenie a vyhadzovanie – robí krúžky obzvlášť cennými pre dlhé, štíhle pichy náchylné na ohyb.
Voľba medzi platňami, tyčami a kruhmi
Ako určíte, ktorá metóda vyberania je vhodná pre vašu aplikáciu? Rovzhodnutie závisí od zložitosti matrice, geometrie dielu a výrobných požiadaviek:
| Metóda vyberania | Najlepšie použitie | Hlavné výhody | Hlavné obmedzenia |
|---|---|---|---|
| Vyberacie platne (pevné/plytvajúce) | Postupné matrice, zložité geometrie, presné diely | Plná kontrola materiálu, vedenie piestov, všestrannosť | Vyššie náklady, zložitejší dizajn |
| Vyberacie tyče | Jednoduché strihanie, veľké diely, rýchlo vymeniteľné matrice | Nižšia cena, jednoduchý prístup k puncu, minimálna výška | Obmedzené upevnenie materiálu, nižšia presnosť |
| Oddeľovače kotúčov | Kruhové puncovacie nástroje, vežové nástroje, dodatočné aplikácie | Sústredená sila, vedenie puncu, modulárny dizajn | Iba kruhové puncovacie nástroje, vyžaduje individuálne nastavenie |
Pri hodnotení možností sa opýtajte týchto sprievodných otázok:
- Koľko puncov vyžaduje odstránenie? Viac puncov v blízkosti odporúča platne; izolované puncy môžu byť vhodnejšie pre lišty alebo kruhy
- Akú geometriu dielu vyrábate? Komplexné obvody vyžadujú platne; jednoduché tvary fungujú s tyčinkami alebo kruhmi
- Ako dôležitá je rovinnosť materiálu? Náročné požiadavky na rovinnosť smerujú k použitiu plných vymedzovacích platní
- Aké sú moje rozpočtové obmedzenia? Obmedzený rozpočet môže uprednostniť jednoduchšie riešenia s tyčinkami, ak sú vhodné pre danú aplikáciu
- Ako často budem meniť razníky? Častá výmena zaisťuje výhody tyčiniek alebo kruhov pre jednoduchší prístup
Najlepšie riešenie vymedzenia zodpovedá skutočným požiadavkám aplikácie – nie najsofistikovanejšej dostupnej možnosti. Jednoduché strihacie matrice s vymedzovacími platňami sú nadmerné; postupné matrice s iba vymedzovacími tyčinkami sú nedostatočne navrhnuté.
Mnoho výrobných matric tieto metódy strategicky kombinuje. Postupná matica môže používať plávajúcu vymedzovaciu platňu vo väčšine staníc, pričom zároveň využíva kruhové vymedzenie pre izolované razníky s veľkým priemerom, ktoré vyvolávajú mimoriadne vymedzovacie sily. Tento hybridný prístup optimalizuje systém vymedzenia každej stanice podľa jej konkrétnych požiadaviek.
Teraz, keď poznáte alternatívne riešenia odstraňovania, ste pripravení na komplexné porovnanie „hlava na hlavu“, ktoré všetky tieto možnosti zosúla do jednotného rámca pre výber.
Kompletné porovnanie pevných a pohyblivých vyhadzovacích dosiek
Preskúmali ste pevné vyhadzovacie dosky, pohyblivé konštrukcie, presne navrhnuté riešenia a alternatívne metódy odstraňovania. Teraz je čas všetko spojiť dokopy v komplexnom porovnaní, na ktoré ste čakali – podrobná analýza vedľa seba, ktorá zoskupí všetky kľúčové faktory do praktických smerníc pre rozhodovanie.
Nie ide o to, aby sme určili univerzálneho víťaza. Namiesto toho získate jasný rámec pre priradenie každého typu vyhadzovacej dosky ku konkrétnym požiadavkám aplikácie. Správna voľba závisí výlučne od vašich špecifických výrobných požiadaviek, charakteristík materiálu a priorít výkonu.
Pevné vs. pohyblivé – porovnanie „hlava na hlavu“
Pri hodnotení rozhodnutia medzi pevnou a pohyblivou vyhazovacou doskou je dôležitých najmä šesť parametrov. Nasledujúca porovnávacia tabuľka uvádza všetky tri úrovne riešení – presne navrhnuté, pohyblivé a pevné – vo vzťahu k týmto kritickým faktorom výkonu:
| Hodnotiaci faktor | Presné technické riešenia | Pohyblivé vyhazovacie dosky | Pevné vyhazovacie dosky |
|---|---|---|---|
| Schopnosť vyhadzovacieho sily | Optimalizované pomocou simulačného CAE pre presné požiadavky aplikácie; zvláda 10–25 % sily piestika s presnou kalibráciou | Nastaviteľné prostredníctvom výberu pružín; zvyčajne efektívne zvláda vyššie vyhadzovacie sily | Obmedzené na sily, ktoré možno riadiť tuhým upevnením; najvhodnejšie pre aplikácie s nižšími silami |
| Rozsah hrúbky materiálu | Plný rozsah schopností – od tenkých po hrubé materiály s optimalizáciou špecifickej pre danú aplikáciu | Vynikajú pri materiáloch nad 1,5 mm; zvládajú hrubé polotovary vyžadujúce kontrolovaný tlak | Optimálny pre tenké materiály pod 1,5 mm; problémy s hrubšími materiálmi |
| Požiadavky na údržbu | Prediktívna údržba umožnená prostredníctvom simulačných dát; optimalizované intervaly údržby | Pravidelná kontrola a výmena pružín; vyžaduje sa občasná úprava | Minimálna údržba; menej opotrebiteľných súčastí na monitorovanie alebo výmenu |
| Počiatočné náklady | Prémiová investícia; najvyššie počiatočné náklady vyvážené optimalizáciou výkonu | Stredná až vysoká; 20-40 % viac ako pevné alternatívy | Najnižšia počiatočná investícia; ekonomická pre vhodné aplikácie |
| Najlepšie použitie | Požiadavky automobilových výrobcov, výroba bez chýb, komplexné progresívne diely | Hrubé materiály, progresívne diely, prevencia vytiahnutia odpadkov, presné polohovanie | Prestavkovanie tenkých materiálov, vysokorýchlostné operácie, jednoduché vystavovanie, elektronické súčiastky |
| Prispôsobenosť objemu výroby | Výroba vo veľkých objemoch s náročnými požiadavkami na kvalitu; milióny cyklov | Stredné až vysoké objemy; výmena pružín znamená občasné údržbové okná | Všetky objemy; obzvlášť nákladovo efektívne pre rýchle, veľkoobjemové behy tenkých materiálov |
Všimnite si, ako každá možnosť zaujíma odlišný výkonový rozsah. Presne konštruované riešenia ponúkajú maximálny výkon, ale vyžadujú primerané investície. Plávajúce konštrukcie ponúkajú rovnováhu medzi všestrannosťou a riaditeľnou zložitosťou. Pevné platne ponúkajú jednoduchosť a hospodárnosť pre aplikácie, ktoré vyhovujú ich silným stránkam.
Výberová matica podľa typu aplikácie
Okrem všeobecného porovnania určité scénare aplikácií jasne naznačujú odporúčania. Použite túto maticu na spárovanie charakteristík vášho projektu s najvhodnejším prístupom strippovacej dosky:
| Aplikačný scénario | Odporúčané riešenie | Odôvodnenie |
|---|---|---|
| Konštrukčné komponenty automobilov s požiadavkami IATF | Presne inžinierované | Požiadavky OEM na stopovateľnosť, očakávania nulovej chyby a zložité geometrie odôvodňujú použitie vysokej triedy nástrojov |
| Postupné matrice s 5+ stanicami | Plávajúce alebo presne spracované | Kontrola materiálu počas viacerých operácií zabraňuje kumulatívnym chybám polohovania |
| Vystrihovanie hrubých oceľových plechov (nad 2 mm) | Plávajúci | Príslna sila pôsobí proti pružnému návratu materiálu; zabraňuje vyťahovaniu výstrikov |
| Piestovanie kontaktov pre rýchlospojky | Vyrovnané | Tenké materiály a extrémne rýchlosti uprednostňujú tuhú stabilitu pred pružnou prispôsobivosťou |
| Prototypy a výroba v malom objeme | Vyrovnané | Nižšie investície sú vhodnejšie, keď sa nástroje môžu meniť pred spustením sériovej výroby |
| Aplikácie vyhrievaných oddeľovačov platní | Presne inžinierované | Termálny manažment vyžaduje návrh riadený simuláciami na udržanie medzier |
| Vývoj prototypu formy pre lisovanie s vymedzujúcimi doskami | Plávajúce alebo presne spracované | Nastaviteľnosť umožňuje iterácie návrhu; kontrolované vysúvanie chráni povrchy dielov |
| Jednoduché kruhové strihovacie operácie | Pevné (alebo kruhové vymedzovače) | Priama geometria neodôvodňuje použitie plávajúcej konštrukcie |
Keď sa vaša aplikácia pohybuje v viacerých kategóriách – napríklad postupná výstrešná forma spracovávajúca tenké materiály pri vysokých rýchlostiach – zvažte faktory príslušne. Rozhodujúci požiadavok zvyčajne určuje výber, pričom sekundárne faktory potvrdzujú alebo upravujú pôvodný smer.
Odhalené kompromisy medzi nákladmi a výkonom
Počiatočná nákupná cena predstavuje len časť celkových nákladov. Múdre rozhodnutia o nástrojoch zohľadňujú úplný ekonomický obraz počas celého životného cyklu výroby:
- Počiatočná investícia: Pevné dosky sú o 20-30 % lacnejšie ako plávajúce alternatívy; presne konstruované riešenia si vyžadujú vyššiu cenu
- Čas nastavenia: Pevné platne sa inštalujú rýchlo s minimálnou úpravou; plávajúce konštrukcie vyžadujú kalibráciu predpätia pružín; presné riešenia zahŕňajú optimalizované postupy nastavenia
- Frekvencia údržby: Pružiny v plávajúcich systémoch vyžadujú kontrolu každých 500 000–1 000 000 cyklov; pevné platne môžu fungovať bez údržby roky
- Náklady na výstupky: Zastavenie výroby kvôli oddeľovaču stojí čas, nezávisle od počiatočných nákladov na nástroje – výber nesprávneho typu spôsobuje trvalé náklady
- Zníženie odpadu: Správna voľba oddeľovača priamo ovplyvňuje výťažok pri prvej prechádzke; kvalitné riešenia sa často samy zaplatia znížením množstva nepodarkov
- Vplyv na životnosť nástroja: Správna sila oddeľovania predlžuje životnosť strihacieho kolíka a matrice; nezhodné systémy urýchľujú opotrebovanie všetkých strihacích komponentov
Zvážte použitie vysúvacieho systému s výstužnými platňami a trubicou U vo vybraných aplikáciách vstrekovacích foriem – počiatočná investícia do zložitosti umožňuje stálu kvalitu dielov, čo zníži dodatočné operácie a reklamácie od zákazníkov. Rovnaký princíp platí aj pre tvárnenie: primeraná investícia do systémov vysúvacieho ústrojenstva často prináša pozitívny finančný návrat vďaka zlepšenej kvalite na ďalších stupňoch výroby.
Najdrahšia vysúvacia platňa je tá nesprávna – bez ohľadu na jej nákupnú cenu. Nízko cenová pevná platňa, ktorá spôsobuje 2 % dodatočného odpadu pri sérii milión kusov, vyvolá oveľa vyššie náklady ako prémiový plávajúci systém zabezpečujúci konzistentnú kvalitu.
Pri výpočte návratnosti investície do vysúvacích platní zahrňte tieto často podceňované faktory:
- Inžiniersky čas: Zložité aplikácie môžu vyžadovať viacnásobné skúšobné cykly s jednoduchšími vysúvačmi – čas, ktorý eliminujú presne navrhnuté riešenia
- Náklady nameškaných príležitostí: Oneskorenie spustenia výroby pri riešení problémov s vyhadzovačom stojí stratu pozície na trhu a dôvery zákazníkov
- Kaskádové účinky: Poškodenie súčiastok spôsobené vyhadzovačom môže viesť k problémom v následnej montáži, nárokoch na záruku a negatívnemu vplyvu na reputáciu
- Hodnota flexibility: Nastaviteľnosť plávajúcich vyhadzovačov kompenzuje odchýlky materiálu a opotrebenie puncov bez nutnosti úpravy alebo výmeny výliskov
Pre kritické aplikácie – bezpečnostné komponenty automobilov, lekársku techniku, diely pre letecký priemysel – sa výkonnosť presne navrhnutých alebo správne špecifikovaných plávajúcich systémov zvyčajne vypláca napriek vyššej cene. Pre bežné súčiastky s vyššími toleranciami poskytujú pevné vyhadzovače cenovo efektívne riešenie.
S týmto komplexným porovnávacím rámcom teraz môžete preložiť analýzu do konkrétnych odporúčaní prispôsobených typickým výrobným scenárom.
Finálne odporúčania pre výber vašej dosky vyhadzovača
Prešli ste technickými podrobnosťami, vyhodnotili kompromisy a preskúmali celé spektrum riešení strippovania. Teraz nastal okamih, ktorý je najdôležitejší – premeniť všetky tieto poznatky na sebavedomé konanie pre vašu konkrétnu aplikáciu. Či navrhujete nový postupný nástroj, odstraňujete problémy pri existujúcej lisovacej operácii alebo plánujete spustenie vysokozdružnej výroby, tieto prioritné odporúčania vás povedú správnym rozhodnutím pri voľbe strippovacej dosky.
Nezabudnite: cieľom nie je nájsť „najlepšiu“ strippovaciu dosku v absolútnom zmysle. Ide o to prispôsobiť vaše jedinečné požiadavky aplikácie riešeniu, ktoré ponúka optimálny výkon, spoľahlivosť a hodnotu pre vašu konkrétnu situáciu.
Váš plán výberu strippovacej dosky
Po analýze nekonečného množstva aplikácií a vyhodnotení rozhodnutia medzi pevnou a plávajúcou strippovacou doskou z každého hľadiska sa objavili jasné vzory. Tieto prioritné odporúčania odrážajú rozhodovací proces, ktorého sa držia skúsení inžinieri nástrojov:
- Pre presné kovania automobilových dielov vyžadujúce dodržanie štandardu IATF: Spolupracujte so špecializovanými certifikovanými odborníkmi v oblasti nástrojového inžinierstva, ktorí kombinujú schopnosti CAE simulácie s výrobou s garantovanou kvalitou. Riziká v automobilových aplikáciách – dôsledky pre bezpečnosť, požiadavky OEM na stopovateľnosť a očakávanie nulovej chybovosti – vyžadujú presne navrhnuté riešenia namiesto bežných univerzálne použiteľných prístupov. Spoločnosti ako Shaoyi predstavujú tento typ schopností, ponúkajúc rýchle prototypovanie už v čase 5 dní a dosahujúcich až 93 % schválenie pri prvej dodávke prostredníctvom návrhu riadeného simuláciou. Ich certifikácia IATF 16949 a komplexné odborné znalosti v oblasti návrhu formy ich robia cenným partnerom, keď vaša aplikácia vyžaduje profesionálnu podporu v nástrojovom inžinierstve.
- Pre tenké materiály s hrúbkou pod 1,5 mm: Pevné vyhazovacie dosky ponúkajú nákladovo efektívny a spoľahlivý výkon. Tuho namontovaný dizajn zabezpečuje vynikajúcu vodidlíkosť drieňa, minimálne požiadavky na údržbu a konzistentné správanie počas miliónov cyklov. Do tejto kategórie zvyčajne spadajú aplikácie ako vysokorýchlostné kĺpanie elektroniky, tenkostenné automobilové konzoly a jednoduché operácie strihanie platiek. Nezložite tieto aplikácie – ušetrite si prémiový nástroj pre projekty, ktoré skutočne vyžadujú plávajúce alebo presne inžinierske riešenia.
- Pre hrubé materiály alebo postupné matrice: Plávajúce vyhazovacie dosky poskytujú regulovaný tlak a manipuláciu s materiálom, ktoré tieto aplikácie vyžadujú. Pružinový dizajn kompenzuje pruženie materiálu, zabraňuje vytahovaniu odpadkov a kompenzuje opotrebenie drieňa, ku ktorému dochádza počas dlhších výrobných sérií. Pri spracovaní polotovarov hrubších ako 1,5 mm alebo pri prevádzke postupných matric s viacerými stanicami sa prispôsobivosť a aktívna vyhadzovacia sila plávajúcich konštrukcií zvyčajne osvedčia a odôvodnia ich vyššiu počiatočnú investíciu.
- Pre prototypovú a vývojovú prácu: Začnite s pevnými vyhazovačmi, pokiaľ špecifické požiadavky na aplikáciu jasne neukazujú inak. Nižšia počiatočná investícia dáva zmysel, keď sa návrhy môžu meniť pred spustením výroby. Vždy si môžete neskôr pri výrobe nástrojov prejsť na plávajúce systémy, ak výsledky skúšok poukážu na takú potrebu.
- Pre špecializované aplikačné zariadenia: Zvážte špecifické požiadavky vášho zariadenia. Napríklad vymedzovacia doska pre štiepkovač dreva Yardmax čelí úplne iným požiadavkám ako nástroje pre presné kĺzanie – ťažké rázové zaťaženie, vonkajšie klimatické vplyvy a odlišné vlastnosti materiálu. Prispôsobte voľbu vyhazovača skutočnému prevádzkovému prostrediu a nepoužívajte univerzálne smernice pre strihacie matrice. Podobne aplikácie vymedzovacích dosiek ingun pre skúšobné zariadenia vyžadujú presné zarovnanie, ktoré môže uprednostňovať pevné konštrukcie napriek iným faktorom, ktoré naznačujú plávajúce alternatívy.
Prispôsobte svoju aplikáciu správnemu typu vyhazovača
Okrem uprednostnených odporúčaní zvažte tieto aplikáciou špecifické poznatky, ktoré jemne doladiace váš výber:
- Keď je rovnosť dielu kritická: Kontrolovaná pritlačná sila plávajúcich vyhadzovačov zabraňuje dvíhaniu materiálu, ktoré spôsobuje rozmerové skreslenie počas rezania
- Pri spracúvaní viacerých hrúbok materiálu: Nastaviteľné vyhadzovacie dosky sa vyplatia vďaka schopnosti prispôsobiť sa rôznym hrúbkam materiálu bez úprav nástroja
- Keď vytiahnutie odpadu spôsobuje problémy kvality: Aktívny smerovo dolný tlak plávajúcich konštrukcií výrazne zníži zadržiavanie odpadu na čelách puncov
- Keď je výška nástroja obmedzená: Pevné vyhadzovače s minimálnym vertikálnym profilom šetria cenný uzatvárací priestor v aplikáciách s obmedzením lisu
- Keď sú údržbové okná obmedzené: Znížený počet komponentov pri pevných konštrukciách znamená menej dielov na kontrolu, nastavenie alebo výmenu
- Pri spracovaní abrazívnych materiálov: Kombinujte voľbu vyhazovača s vhodnými povrchovými úpravami a kvalitnými materiálmi vodičiek pre predvŕtacie ihly, aby ste predĺžili prevádzkovú životnosť
Upozorňujeme, že špeciálne aplikácie, ako napríklad výmena platní vyhazovača u štiepkovačov dreva Yardmax, sa riadia úplne odlišnými kritériami výberu – s dôrazom na trvanlivosť a odolnosť voči nárazom namiesto presnosti, ktorá je rozhodujúca pri výberu razníkov
Odporúčania odborníkov pre bežné scenáre
Pre čitateľov, ktorí stojia pred konkrétnymi rozhodnutiami, tu uvádzame priame odporúčania založené na najbežnejších aplikačných scenároch:
- Spustenie nového postupného razenia: Investujte do simulačného softvéru CAE počas fázy návrhu, aby ste optimalizovali konfiguráciu platne vyhazovača ešte pred obrábaním ocele. Náklady na simuláciu predstavujú iba zlomok nákladov na následné úpravy počas skúšobnej prevádzky
- Zaznamenávate nekonzistentnú kvalitu výrobkov: Posúďte, či typ vášho súčasného vyberača zodpovedá požiadavkám na hrúbku materiálu a jeho zložitosť. Výmena pevného za pohyblivý vyberač často odstráni trvalé problémy s kvalitou.
- Plánovanie vysokozdružnej výroby vozidiel: Začnite spolupracovať so špecialistami na nástroje certifikovanými podľa IATF už v skorých fázach projektu. Inžiniersky tím Shaoyi ponúka nákladovo efektívne, kvalitné nástroje prispôsobené štandardom výrobcov automobilov, s kapacitami pre vysokozdružnú výrobu, ktoré sa môžu škálovať podľa vašich výrobných potrieb.
- Vyváženie rozpočtových obmedzení a požiadaviek na výkon: Používajte pevné vyberače tam, kde je to vhodné, aby ste ušetrili rozpočet na pohyblivé alebo presne konštruované riešenia tam, kde sú skutočne potrebné.
- Modernizácia existujúcich nástrojov: Prstencové vyberače ponúkajú praktickú cestu modernizácie pre pridanie pohyblivého typu vyberania na konkrétne polohy dierňov bez nutnosti výmeny celej dosky.
Rozhodnutie medzi pevnou a pohyblivou vyháňačkou sa v konečnom dôsledku svádza k jednému zásadnému princípu: prispôsobte svoje riešenie skutočným požiadavkám. Nedostatočný technický prístup spôsobuje problémy s kvalitou; nadmerný technický prístup plýva zdrojmi. Optimálne riešenie spočíva v úprimnom posúdení toho, čo vaša aplikácia skutočne vyžaduje.
Pri výbere vyháňačky si pamätajte, že toto rozhodnutie je prepojené so všetkými ostatnými aspektami konštrukcie nástroja. Najlepší výber vyháňačky berie do úvahy geometriu striekacieho kolíka, vlastnosti materiálu, objemy výroby, požiadavky na kvalitu a údržbárske schopnosti ako navzájom prepojené faktory, nie ako izolované premenné. V prípade pochybností sa obráťte na skúsených konštruktérov nástrojov, ktorí dokážu vyhodnotiť celkový obraz vašej aplikácie a odporučiť riešenia optimalizované pre váš konkrétny úspech.
Často kladené otázky o pevných a pohyblivých vyháňačkách
1. Čo je vyháňačka v lisovacom nástroji?
Oddeľovacia doska je kritickou súčasťou nástroja, ktorá po každom zdvihu odstraňuje materiál polotovaru z dierne. Môže byť pevná (tuho pripevnená) alebo plávajúca (so skrutkovými pružinami). Pevné oddeľovače oddeľujú materiál, ale počas prevádzky ho neudržiavajú, zatiaľ čo plávajúce oddeľovače materiál aktívne pripevňujú počas kĺpania a využívajú pružinovú silu na riadené vysunutie. Voľba typu priamo ovplyvňuje kvalitu dielcov, životnosť nástroja a efektivitu výroby.
2. Čo je oddeľovacia sila v aplikáciách lísniacich nástrojov?
Oddeľovacia sila je sila potrebná na oddelenie materiálu prilepeného na dierňu po rezaní. Zvyčajne sa pohybuje v rozmedzí 10–25 % strihovej sily. Plávajúce oddeľovacie dosky poskytujú nastaviteľnú oddeľovaciu silu prostredníctvom voľby pružín, zatiaľ čo pevné dosky závisia od zdvihu lisu samotného. Správna oddeľovacia sila zabraňuje vytahovaniu odpadu, zabezpečuje čisté oddelenie dielcov a udržiava konzistentné časy cyklov pri kĺpacích operáciách.
3. Kedy by som mal použiť pevnú oddeľovaciu dosku namiesto plávajúcej?
Pevné vývrtky sú ideálne pre tenké materiály pod 1,5 mm, vysoce rýchle kĺzacie operácie nad 400 zdvihov za minútu a jednoduché strihacie nástroje. Sú o 20–30 % lacnejšie ako plávajúce alternatívy, vyžadujú minimálnu údržbu a zabezpečujú vynikajúcu stabilitu pri presnom kĺzaní elektroniky. Zvoľte pevné vývrtky, keď je správanie materiálu predvídateľné a kontrolovaný prítlak nie je kritický.
4. Aké sú hlavné výhody plávajúcich vývrtiek?
Plávajúce vývrtky sa osvedčili pri hrubých materiáloch nad 1,5 mm, postupných nástrojoch a aplikáciách, ktoré vyžadujú presné umiestnenie dielov. Kľúčové výhody zahŕňajú vynikajúcu kontrolu materiálu počas strihania, znížené vytiahnutie odpadu aktívnym dolným tlakom, automatickú kompenzáciu opotrebenia strihadiel a nastaviteľnú silu pružín. Sú nevyhnutné vtedy, keď pruženie materiálu, komplexné geometrie alebo požiadavky na výrobu bez chýb vyžadujú kontrolovanú silu vývrtky.
5. V čom sa líšia vyhazovacie lišty a prstence od vyhazovacích dosiek?
Vyhazovacie lišty sú úzke pruhy z tvrdeného ocele, ktoré prechádzajú otvorom v diesekcií — ideálne pre jednoduché vystrihovanie, veľké diely a rýchlo vymieňateľné nástroje za nižšiu cenu. Prstencové vyhazovače obkolesujú jednotlivé okrúhle pichy, čo je dokonalé pre operácie s jedným pichom a vežové nástroje. Dosky zabezpečujú plnú kontrolu materiálu pri komplexných postupných diesekciách. Voľte podľa zložitosti diesekcie: dosky pre presné viacstanovišťové práce, lišty pre jednoduché operácie, prstence pre izolované okrúhle pichy.