 Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —
Malé dávky, vysoké štandardy. Naša služba rýchlejho prototypovania urobí overenie rýchlejšie a jednoduchšie —

Náklady na tvárniace nástroje pre automobilový priemysel: rozpočtovanie progresívnych nástrojov
ZKRATKA
Náklady na automobilové lisovacie nástroje sa výrazne líšia v závislosti od veľkosti a zložitosti, od približne 3 000 USD za jednoduché mäkké nástroje (upínacie prvky, západky) po viac ako 1 000 000 USD za kompletnú linku pre povrchové panely triedy A ( blatníky, kapoty). Pre stredne veľké presné komponenty sa cena postupného nástroja pohybuje priemerne okolo 15 000–30 000 USD . Rokovacie rozhodnutie závisí predovšetkým od výrobného objemu: hoci nástroje pre lisovanie vyžadujú vysoké počiatočné investície, ponúkajú najnižšiu cenu za kus pri množstvách vyšších ako 10 000–20 000 kusov ročne.
Rozdelenie podľa typu nástroja: postupný vs. linkový vs. mäkký nástroj
Najväčším faktorom, ktorý ovplyvňuje náklady na tvárniace nástroje pre automobilový priemysel, je technológia zvolená na výrobu súčiastky. Inžinieri musia vyvážiť počiatočný rozpočet na nástroje voči očakávanej rýchlosti výroby a objemu súčiastok.
Postupné nástroje ($15 000 – $60 000+)
Postupné nástroje sú pracovnými koňmi automobilového priemyslu pre malé až stredné konštrukčné súčiastky, ako sú držiaky, spony a konektory. Pri tejto zostave kovový pás prechádza jedným nástrojom s viacerými stanicami – rezanie, ohýbanie a tváranie súčiastky sa uskutočňujú postupne v každom zdvihu lisu.
Podľa odvetvových údajov od výrobcov, ako je Bazz Houston, priemerné náklady na postupný nástroj predstavujú približne $30,000. Tieto náklady môžu klesnúť na 15 000 USD pri jednoduchších geometriách alebo prekročiť 60 000 USD u komplexných súčiastok vyžadujúcich tesné tolerancie. Hoci počiatočná cena je významná, postupné nástroje sú veľmi efektívne a často dosahujú 60 až 100+ zdvihov za minútu, čo snižuje cenu na kus na niekoľko centov.
Prenosové a riadkové matrice ($100,000 – $1,000,000+)
Pre veľké karosériové diely (plochy triedy A) ako sú dvere, kapoty a blatníky sa postupné matrice zvyčajne nehodia kvôli veľkosti dielu a zložitosti tvárania. Namiesto toho výrobcovia používajú riadkové alebo prenosové matrice.
Skutočné údaje o nákupoch ukazujú, že jedna vytiahovacia matica (prvý krok pri tváraní blatníka) často stojí medzi $250,000 a $500,000 . Hotový panel však vyžaduje kompletný rad matíc — vytiahnutie, orezanie, ohýbanie okrajov a prepichovanie — čo celkové náklady posúva na rozsah medzi $500,000 a $1,000,000 . Na tieto matrice sú potrebné obrovské liatiny, rozsiahle CNC obrábanie a ručné dokončovanie (doladenie) za účelom zabezpečenia dokonalého povrchu.
Mäkké nástroje a prototypovanie ($3 000 – $15 000)
Pre nízky objem výroby (pod 5 000 súčiastok) alebo pre prototypy je „mäkké nástroje“ cenovo výhodnou alternatívou. Tieto formy často používajú jednoduché nástroje alebo lacnejšie predpnevané ocele namiesto odolnejších karbidov. Náklady môžu byť také nízke ako $3,000pre jednoduché strihacie nástroje. Hoci sa mäkké nástroje rýchlejšie opotrebujú a vyžadujú viac ručnej práce na súčiastku, umožňujú výrobcom overiť dizajny bez potreby investovať do majetku za státisíce eur.
Kľúčové faktory ovplyvňujúce náklady: materiály, zložitosť a objem
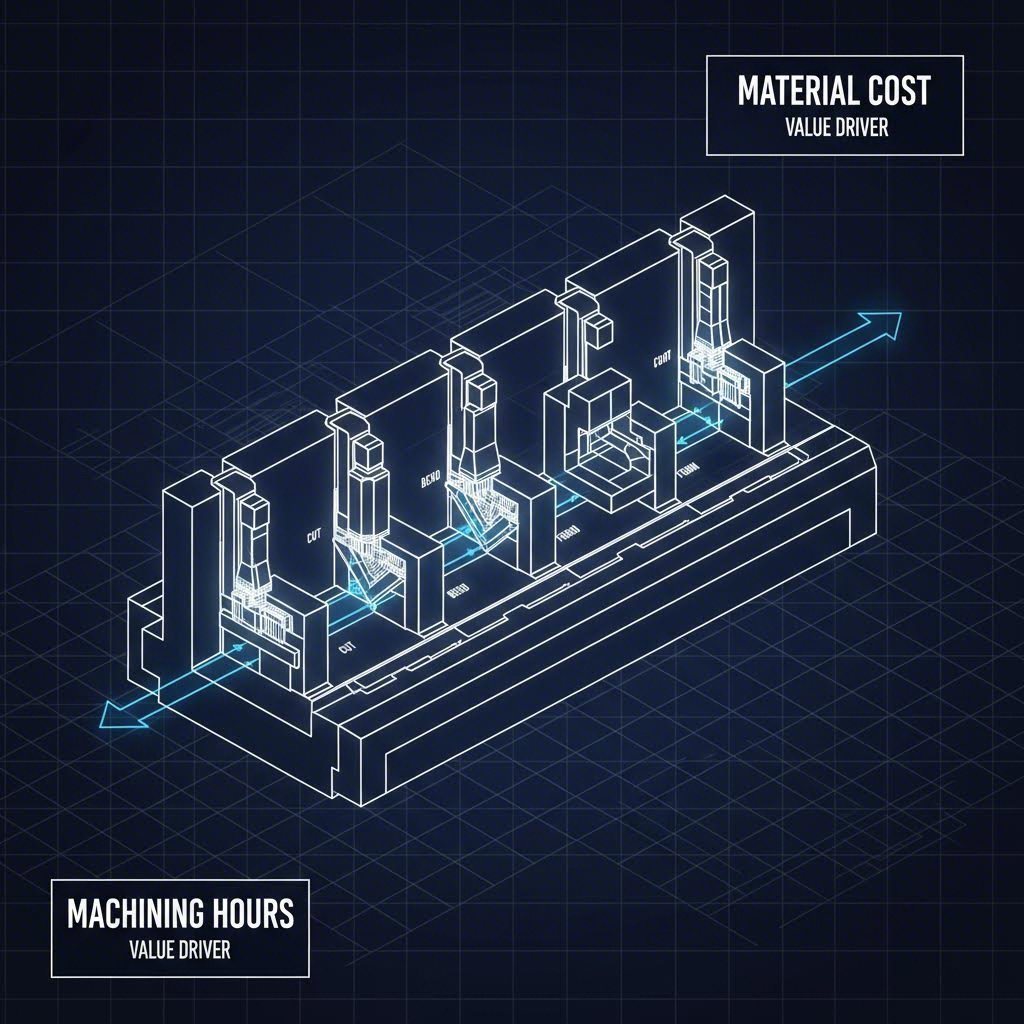
Porozumenie tomu, čo ovplyvňuje cenu ponuky, umožňuje nákupným manažérom optimalizovať svoje požiadavky z hľadiska hodnoty. Celkové náklady na automobilovú lisovaciu formu sa zvyčajne skladajú z troch hlavných položiek: materiál, obrábanie a validácia.
- Materiál formy (20–40 % celkových nákladov): Oceľ použitá na výrobu formy samotnej je významnou položkou nákladov. Pre vysoké objemy v automobilovom priemysle (500 000+ kusov) používajú výrobcovia nástrojov kvalitnejšie sortimenty ako napríklad SKD11 alebo z tvrdokovu, ktoré sú drahšie, ale odolnejšie voči opotrebeniu. Pre kratšie série sa na zníženie nákladov môžu použiť lacnejšie zliatiny ako Cr12MoV, hoci vyžadujú častejšie brúsenie.
- Obrábanie a komplexnosť (30–50 % celkových nákladov): Každý prvok na súčiastke – každý otvor, jazýček a polomer – vyžaduje zodpovedajúcu stanicu v nástroji. Zvyšovaním komplexnosti sa zvyšuje počet hodín potrebných na obrábanie CNC a drôtové EDM (elektroerózne obrábanie). Nástroj s 15 stanicami bude stáť výrazne viac ako nástroj s 5 stanicami len kvôli zapojeným hodinám obrábania.
- Skúšobný chod a overenie (10–15 % celkových nákladov): Fáza „skúšobného chodu“ je moment, keď sa nástroj otestuje v lise, aby sa zabezpečilo, že vyrába súčiastky podľa špecifikácií. Toto je kritické pre autonáhrady vyžadujúce vysokú presnosť. Ak nástroj neprejde kontrolou dodržania tolerancií, vyžaduje si to nákladnú ručnú opravu.
Strategické zabezpečovanie dodávok a objem výroby
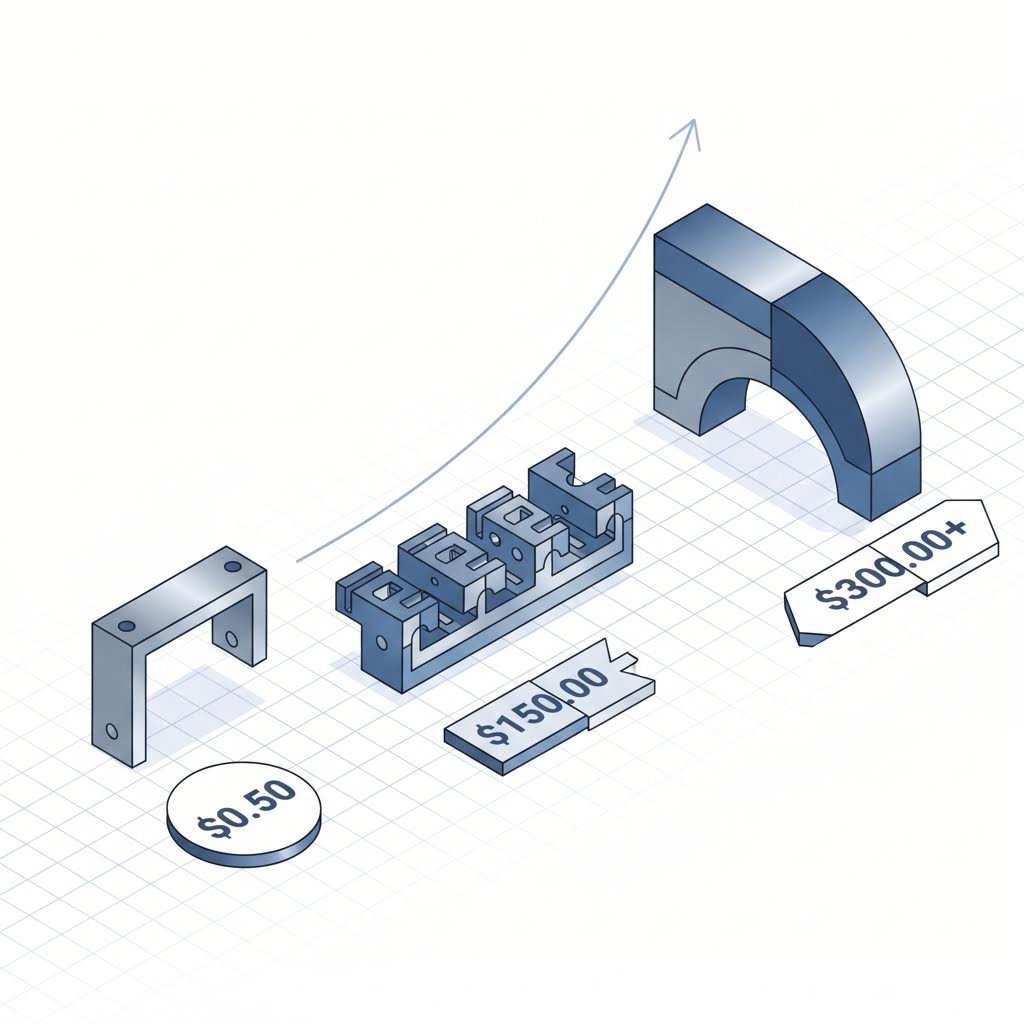
Ekonomika kovového tvárnenia je definovaná „bodmi návratnosti“. Tvárnenie zriedkavo efektívne pri množstvách pod 2 000 kusov, pretože amortizácia nástrojov príliš zvyšuje náklady na kus. Pri týchto nižších objemoch sú často lepšie procesy ako laserové rezanie alebo ohýbanie na líske.
Akonáhle však ročný objem presiahne 10 000 až 20 000 kusov, investícia do pevného dielu sa rýchlo vráti. Napríklad progresívny nástroj za 30 000 USD môže znížiť náklady na kus z 5,00 USD (laserovo rezané) na 0,50 USD (tvárnené). Pri 20 000 kusoch úspory (90 000 USD) ľahko pokryjú počiatočné náklady na nástroje.
Pre výrobcov, ktorí hľadajú partnera schopného riadiť tento prechod, Shaoyi Metal Technology ponúka strategickú výhodu. S certifikáciou IATF 16949 a lisovacími schopnosťami až do 600 ton prekonáva priepasť medzi rýchlym prototypovaním a vysokozdružnou sériovou výrobou. Ich schopnosť navrhovať nákladovo efektívne nástroje pomáha automobilovým OEM dodávateľom prejsť od overenia dizajnu k plnohodnotnej výrobe, pričom dodržiavajú prísné požiadavky globálnych noriem.
Skryté náklady: Údržba a logistika
Nákupná cena formy nie je konečnou cenou. Tvárniace formy na automobilové plechy vyžadujú pravidelnú údržbu, aby sa zachovala kvalita dielcov. Ostrzenie a nastavovanie sú bežné výdavky, ktoré sa zvyčajne odhadujú na 5–10 % hodnoty formy ročne, v závislosti od intenzity používania. Zanedbanie tejto údržby vedie k tvorbe hrotov na dielcoch a potenciálnemu katastrofálnemu poškodeniu formy.
Logistika tiež zohráva dôležitú úlohu, najmä pri nástrejoch mimo miesta. Hoci ázijské trhy často ponúkajú lisovacie formy za cenu o 30 % nižšiu ako západné obdoby, preprava ťažkých nástrojových ocelí (ktoré často vážia niekoľko ton) pripočítava výrazné náklady a predlžuje dodací termín. Okrem toho, ak je po doručení potrebné formu upraviť, neprítomnosť miestnej podpory môže viesť k drahému výpadku v prevádzke.

Záver: Vyváženie rozpočtu a výkonu
Plánovanie rozpočtu na lisovacie dies vyžaduje jasné porozumenie kompromisom medzi počiatočnými kapitálovými výdavkami (CapEx) a dlhodobými prevádzkovými nákladmi (OpEx). Hoci progresívna forma za 30 000 USD alebo linka na blatníky za 500 000 USD môže na prvý pohľad pôsobiť drahšie, tieto nástroje sú jedinou životaschopnou cestou k dosiahnutiu nízkych jednotkových nákladov potrebných pre hromadnú automobilovú výrobu.
Úspech spočíva v presnom predpovedaní ročných objemov a vo výbere správnej triedy nástrojov – mäkkých, progresívnych alebo transferových – aby zodpovedali životnému cyklu výrobku. Zohľadnením materiálových tried, zložitosti a údržby už v fáze návrhu môžu inžinieri a nakupujúci predísť prekročeniu rozpočtu a zabezpečiť hladké spustenie výroby.
Často kladené otázky
1. Koľko stojí v priemere kovová štancovacia forma?
Typická progresívna forma pre stredne veľké autodiely sa pohybuje v rozmedzí 15 000–30 000 USD . Náklady sa však výrazne líšia: jednoduché prototypové nástroje môžu stáť len 3 000 USD, zatiaľ čo komplexné formy triedy A pre karosériové súčasti často prevyšujú 500 000 USD.
2. Aký je rozdiel medzi rezaním foriem a kovovým štancovaním?
Rezanie foriem sa zvyčajne vzťahuje na strihanie mäkších materiálov (ako tesnenia, tkaniny alebo tenké fólie) pomocou oceľového rezného noža, podobne ako formička na sušienky. Kovové štancovanie je priemyselný proces s vysokou silou, ktorý využíva kalené oceľové formy nielen na rezanie, ale aj na tvorenie, ťahanie a ohýbanie plechu do komplexných trojrozmerných tvarov.
3. Prečo je automobilová nástrojárna tak drahá?
Náklady odrážajú presné inžinierstvo, vysokokvalitné nástrojové ocele a rozsiahle strojové hodiny potrebné na výrobu formy. Automobilové formy musia vydržať milióny nárazových cyklov a zároveň zachovať tolerancie na úrovni mikrónov, čo si vyžaduje pevnú konštrukciu a drahé materiály, ako sú karbid alebo oceľ SKD11.