 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Stampilarea Panourilor Laterale: Fabricație vs Cumpărarea Pieselor Stampilate cu Matrita
REZUMAT
Stampilării panourilor pentru praguri laterale se referă la procesul industrial de presare în matriță a tablei metalice în piese structurale pentru caroserie, deși mulți entuziaști folosesc acest termen atunci când decid între achiziționarea unor piese de schimb originale de calitate OEM „stampilate în matriță” sau realizarea personală a acestora. Panourile stampilate în matriță sunt soluții complete care se montează prin sudură și restabilesc integritatea structurală, pe când panourile de tip „slip-on” sunt capace estetice lipite sau fixate peste zonele afectate de rugină. Pentru o restaurare corectă, panourile stampilate ce se montează prin sudură sunt esențiale. Deși nu puteți reproduce acasă un proces real de stampilare hidraulică, persoanele pricepute pot folosi role pentru ondulare și mașini de îndoit tablă pentru a realiza panouri personalizate funcționale.
Ce sunt panourile stampilate pentru praguri laterale? (Proces și calitate)
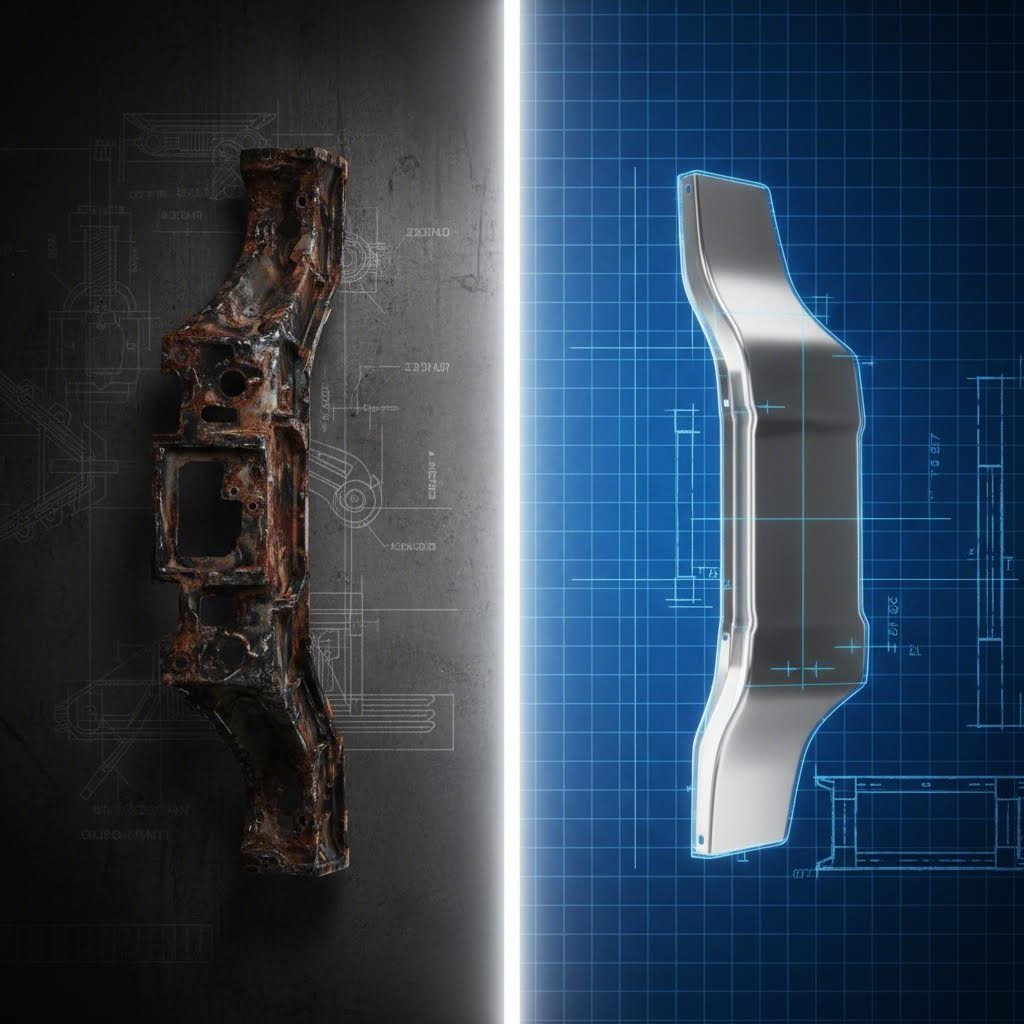
Pentru a înțelege valoarea unei piese de schimb de înaltă calitate, este util să cunoașteți ingineria din spatele stampilării panourilor pentru praguri laterale . Spre deosebire de oțelul îndoit simplu, o tablă "ambutisată cu matriță" este creată folosind mașinării industriale grele care presionează o foaie plană de metal între două matrițe potrivite. Acest proces forțează metalul să ia forme complexe, tridimensionale, care corespund exact specificațiilor originale ale fabricii vehiculului.
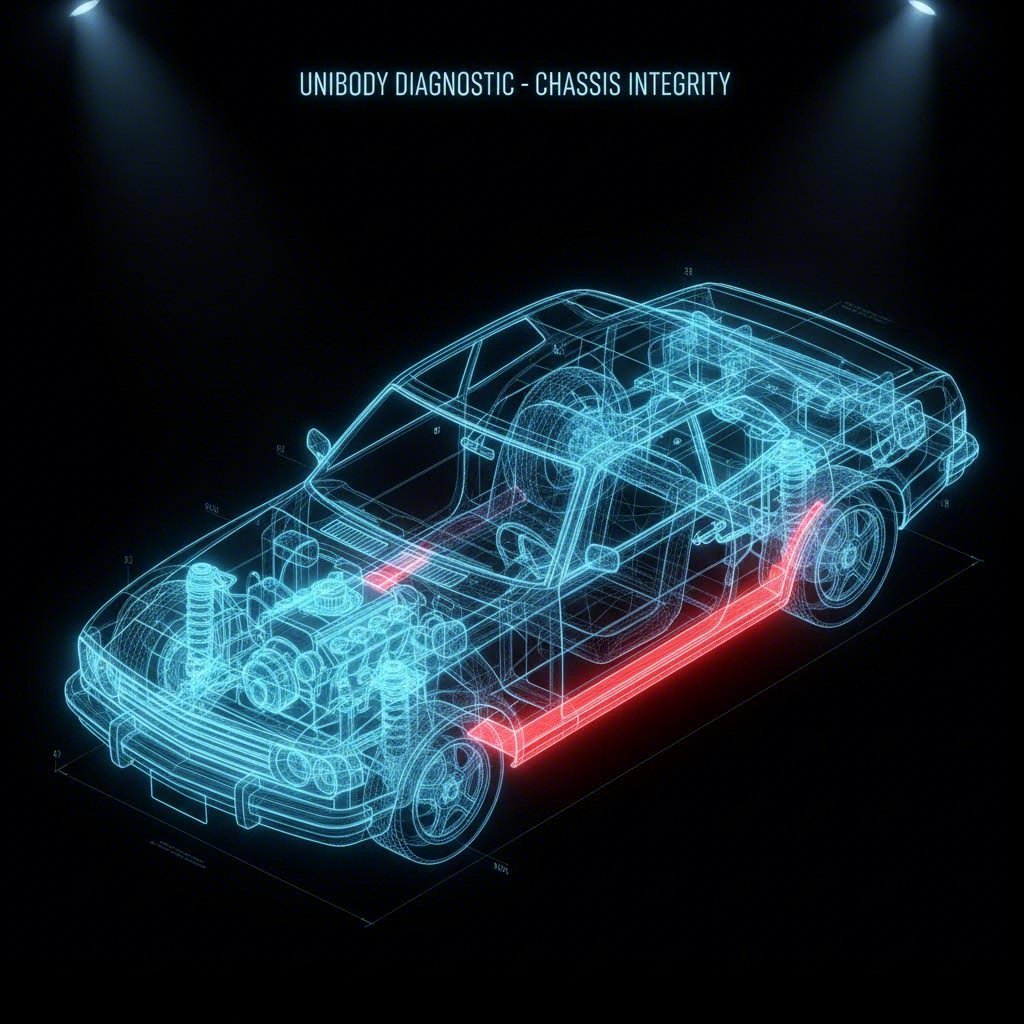
AmButisarea reală creează caracteristici esențiale pe care o simplă îndoire nu le poate realiza, cum ar fi curbe compuse, linii precise ale caroseriei și găuri scufundate pentru scurgere. Deoarece bara laterală este un component structural al unui autovehicul cu caroserie monobloc, grosimea specifică și forma metalului contribuie la rigiditatea și siguranța automobilului în caz de coliziune. Din acest motiv, restauratorii profesioniști folosesc aproape exclusiv piese ambutisate cu matriță, nu table generice.
Diferența dintre o garaj casnic și producția profesională este uriașă. Producția industrială necesită precizie și forță imensă. De exemplu, producătorii avansați precum Shaoyi Metal Technology utilizează prese cu până la 600 de tone forță pentru a asigura faptul că componente precum brațele de comandă și subcadrele respectă standardele stricte OEM IATF 16949. Acest nivel de forță este necesar pentru a fixa forma metalului, asigurând o potrivire perfectă a piesei fără a necesita materiale de umplere excesive sau modificări în timpul instalării.
Comparație esențială: Panouri stampate (prin sudură) vs. Panouri montate prin alunecare
Dilema cea mai frecventă pentru proprietarii de vehicule constă în alegerea între o înlocuire completă prin ștanțare matricată și un capac „montat prin alunecare”. Acestea sunt două produse fundamental diferite, concepute pentru scopuri diferite. Un panou ștanțat este o piesă structurală de reparație, în timp ce unul montat prin alunecare este doar o reparație cosmetică.
Conform experților în restaurare de la Raybuck Auto Body Parts , sudura unui panou complet este singura modalitate de a restabili rezistența structurii monobloc a vehiculului. Panourile de tip slip-on, adesea denumite „acoperișuri pentru rugină”, sunt în general mai subțiri și sunt concepute pentru a fi instalate peste metalul existent, frecvent utilizând adeziv pentru caroserie sau nituri. Deși aceasta acoperă ruggina, nu o oprește, iar slăbiciunea structurală rămâne.
| Caracteristică | Die-Stamped (cu sudură) | Slip-On (acoperire) |
|---|---|---|
| Scop | Restaurare structurală | Reparație cosmetică |
| Metodă de instalare | Tăiere, rectificare, sudare | Adeziv, nituri sau puncte de sudură |
| Montaj | Contururi exacte ca la fabrică | Ușor mai mari pentru a se potrivi peste metalul vechi |
| Cost (doar piesa) | 150 - 400+ USD pe pereche | 40 - 100 USD pe pereche |
| Intensitatea Muncii | Ridicat (intervenție majoră) | Scăzut (proiect de weekend) |
| Longevitate | Permanent (zeci de ani) | Temporar (rugină reapare adesea dedesubt) |
DIY „Stamping“: Formare și fabricare alternativă a metalului
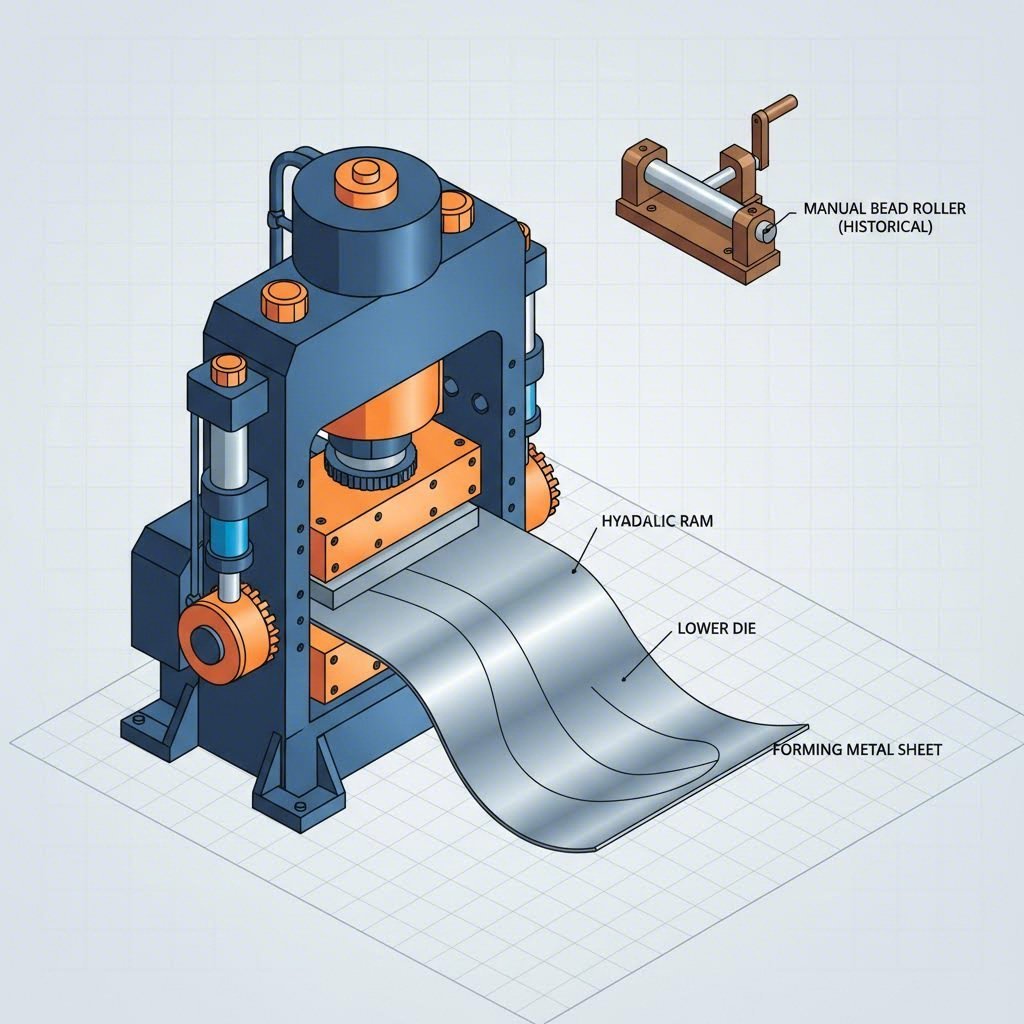
O parte din comunitatea auto caută expresia „stamping rocker panels“ cu intenția de a-și confecționa singuri aceste piese. Este important să clarificăm că nu puteți „stampa“ metal într-un garaj casnic fără matrițe industriale. Totuși, puteți fabricat sau formulare confecționa panouri laterale utilizând unelte pentru prelucrarea metalului.
Fabricarea unui panou lateral de la zero este o opțiune viabilă pentru vehicule rare la care nu există suport aftermarket. Acest proces presupune modelarea manuală a tablei plate (de obicei oțel de 18 gauge sau 20 gauge) pentru a imita profilul original de fabrică. Așa cum se arată în ghiduri clasice de restaurare , acest lucru necesită echipamente specifice:
- Presă pentru metal: Utilizată pentru a crea îndoituri lungi și drepte pentru flanșele superioare și inferioare.
- Rulant cu nervuri: Esential pentru a adăuga rezistență și a replica linii estetice ale caroseriei sau nervuri de întărire.
- Strângător / întinzător: Utilizat pentru a curba metalul astfel încât să corespundă profilului batiului de-a lungul întregii lungimi a mașinii.
- Șabloane și ciocane: Forme din lemn (șabloane) pot fi construite pentru a bate metalul în jurul lor în cazul curbelor complexe.
Deși fabricația DIY oferă satisfacții, îi lipsește precizia amprentării industriale. Panourile formate manual necesită adesea mai mult material de umplere pentru a netezi imperfectorile. Dacă există o piesă realizată prin amprentare pentru vehiculul dumneavoastră, cumpărarea acesteia este aproape întotdeauna mai rentabilă decât numărul de ore necesare pentru a realiza una identică de la zero.
Prezentare generală a instalației: Ce panouri amprentate necesită
Alegerea unui panou amprentat înseamnă a te angaja într-un proces major de reparație. Aceasta nu este o actualizare care se montează ușor; este o intervenție structurală. Procesul implică în mod obișnuit demontarea ușilor și uneori întărirea deschiderii pentru ușă pentru a preveni încovoierea caroseriei odată ce pragul vechi—care oferă susținere structurală—este tăiat.
Fluxul de lucru pentru instalare urmează în mod tipic acești pași:
- Preparate: Vehiculul trebuie să fie nivelat pe cricuri. Jocurile dintre uși trebuie să fie măsurate și înregistrate înainte ca tăierea să înceapă.
- Demontare: Se folosește un instrument pentru îndepărtarea sudurilor punctuale pentru a freza sudurile fabrică. O mozaică unghiulară cu disc de tăiere este folosită pentru a elimina secțiunile putrezite.
- Curățare: Pragul interior de sub panou trebuie curățat de rugină și tratat cu grund pentru sudură.
- Aliniere: Noul panou amprentat este fixat cu menghină în poziție. Aceasta este faza critică în care ușile sunt montate temporar pentru a verifica dacă se deschid și se închid corect, fără să frece.
- SUDURA: Odată aliniat, panoul este sudat prin procedeul MIG. Pentru a preveni deformarea tablei subțiri, sudurile trebuie efectuate în impulsuri scurte, deplasându-se în jurul panoului pentru a distribui căldura.
Pentru cei care se confruntă cu camioanele ruginite, discuțiile din comunitate subliniază adesea că, deși eliminarea punctelor de sudură prin găurire este obositoare, păstrează metalul înconjurător mai bine decât tăierea agresivă, facilitând semnificativ instalarea noii piese ambutisate.
Concluzia: Reparăm sau înlocuim?
Decizia de a utiliza stampilării panourilor pentru praguri laterale (producția proprie) sau achiziționarea pieselor înlocuitoare ambutisate cu matrita depinde în final de valoarea vehiculului și de obiectivul dumneavoastră final. Pentru un proiect iubit de restaurare sau pentru o mașină pe care doriți să o mențineți sigură pe autostradă, investiția în panouri ambutisate, care se sudează, este singura alegere responsabilă. Acestea restabilesc celula de siguranță a vehiculului și protejează valoarea muncii depuse. Capacele de acoperire care se montează prin alunecare au locul lor în cazul camioanelor agricole sau al mașinilor ieftine unde estetica contează mai mult decât durabilitatea, dar nu trebuie niciodată confundate cu o reparație reală.
Întrebări frecvente
1. Panourile rocker montate prin alunecare trebuie sudate?
Tehnic, nu. Panourile montate prin alunecare pot fi fixate folosind nituri sau adezivi structurale de înaltă rezistență. Cu toate acestea, sudarea lor este posibilă și oferă o legătură mai puternică. Trebuie să rețineți că, chiar dacă sunt sudate, un panou montat prin alunecare peste o structură ruginită nu restabilește ratingul original de siguranță în caz de accident al vehiculului.
2. Merită să reparați panourile rocker ruginite?
Da, dacă vehiculul are valoare sau este condus pe drumurile publice. Panourile rocker sunt componente esențiale ale structurii monobloc. Permisul lor să putrezească compromite rigiditatea cabinei. Conform estimărilor industriale de cost , deși înlocuirea profesională poate costa peste 4.000 de dolari, integritatea structurală și valoarea de reșcoală păstrate o fac demnă de investiție pentru modelele dorite.
3. Ce grosime de metal au panourile rocker stampilate?
Cele mai multe panouri rocker tipărite de calitate OEM sunt realizate din oțel de 18 gauge până la 20 gauge. Această grosime asigură echilibrul potrivit între rigiditatea structurală și ușurința în prelucrare. Camioanele heavy-duty pot utiliza oțel mai gros, în timp ce unele mașini economice folosesc materiale mai subțiri. Verificați întotdeauna că piesa de schimb corespunde gauge-ul fabricii.