 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Rolul esențial al EDM în realizarea matrițelor de precizie
REZUMAT
Mașinarea cu descărcare electrică (EDM) joacă un rol indispensabil în fabricarea modernă a matrițelor. Este un proces de fabricare de înaltă precizie care utilizează scântei electrice controlate pentru a eroda și a modela metalele împietrit în forme complexe și complicate. Această tehnologie este esențială pentru crearea de unelte durabile, de înaltă precizie, forme de injectare și matrițe de ștampilare, care adesea sunt imposibil de produs cu metode de prelucrare convenționale.
Înțelegerea MDE: principiile fundamentale
Prelucrarea prin descărcări electrice, adesea denumită prelucrare prin scânturi, este un proces neconvențional de fabricație fără contact, bazat pe energia termică. Spre deosebire de metodele clasice care utilizează forța mecanică pentru tăierea materialului, EDM îndepărtează materialul printr-o serie de descărcări electrice rapide și repetitive — sau scântuieli — între un electrod (scula) și o piesă de prelucrat. Ambele componente sunt scufundate într-un fluid dielectric, care acționează ca un izolator electric până când este atinsă o anumită tensiune.
Mecanismul de bază începe atunci când este aplicată o tensiune înaltă, determinând fluidul dielectric să se degradeze și să formeze un canal de plasmă între electrod și piesa de prelucrat. Acest lucru creează o scânteie intensă cu temperaturi cuprinse între 14.500 și 21.500 °F, care topește și vaporizează instantaneu o cantitate infimă de material al piesei. Odată ce ciclul de descărcare se încheie, fluidul dielectric spală particulele vaporizate (deșeurile) din zona de prelucrare. Acest ciclu se repetă de mii de ori pe secundă, erodând treptat piesa pentru a corespunde formei electrodului sau pentru a urma o traiectorie programată.
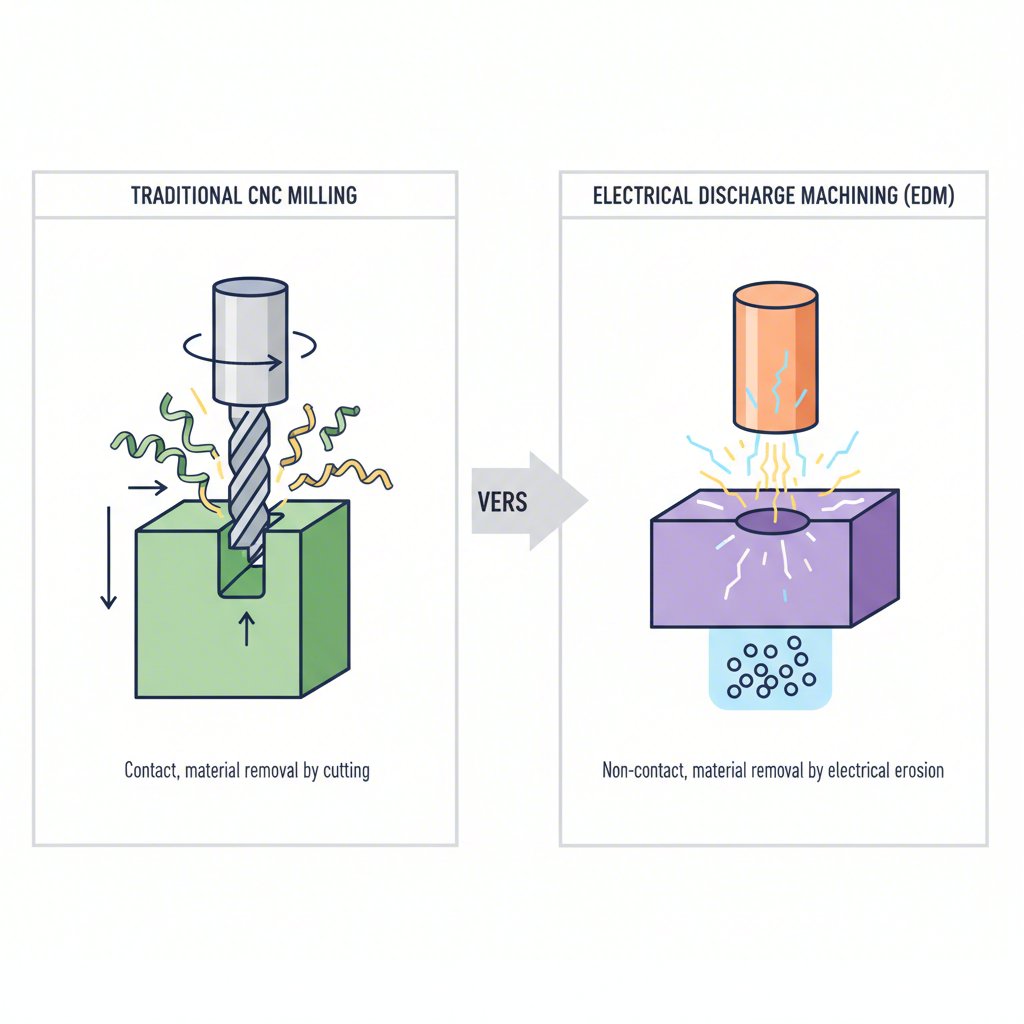
Acest proces este fundamental diferit de prelucrarea tradițională prin frezare sau strunjire CNC. Deoarece nu există contact fizic între sculă și piesă, EDM poate prelucra materiale extrem de dure și rezistente, cum ar fi oțelul tratat termic, titanul și carbura de wolfram, cu o precizie excepțională și fără a induce tensiuni mecanice. Această capacitate îl face o tehnologie esențială pentru aplicațiile care necesită detalii fine și toleranțe strânse, pe care alte metode nu le pot realiza.
Rolul esențial al EDM în fabricarea matricilor și matrițelor de înaltă precizie
În lumea fabricării sculelor și matrițelor, precizia nu este doar un obiectiv; este o cerință fundamentală. Tehnologia EDM este baza acestei precizii, permițând crearea de matrițe și forme cu un grad de complexitate și acuratețe care odinioară părea de neimaginat. Rolul său principal constă în realizarea unor elemente complicate, cum ar fi colțuri interne ascuțite, nervuri adânci și înguste, precum și cavități complexe, care deseori nu pot fi create cu sculele clasice de tăiere din cauza limitărilor legate de geometria sculei și accesibilitate.
Una dintre cele mai importante aplicații ale EDM este producerea matrițelor pentru turnarea prin injectare a materialelor plastice și a matrițelor pentru turnarea și ambutisarea metalelor. De exemplu, în sectorul auto, fabricarea componentelor de înaltă calitate se bazează pe scule perfect realizate. Furnizorii importanți ai matrițe personalizate pentru ambutisare auto și fabricare componente metalice , cum ar fi Shaoyi (Ningbo) Metal Technology Co., Ltd., utilizează procese avansate pentru a oferi precizia necesară furnizorilor OEM și furnizorilor de nivel 1. EDM este esențial în acest context pentru crearea matrițelor de tanțare durabile și complexe care prelucrează tabla în piese auto cu o consistență impecabilă.
În plus, EDM se potrivește în mod unic pentru prelucrarea materialelor deja călite. Procesele tradiționale necesită adesea prelucrarea unui material mai moale, care apoi este supus tratamentului termic, o etapă care poate introduce deformări și inexactități dimensionale. Mașinile EDM lucrează pe aliaje din oțel pre-călit, eliminând riscul de distorsiune și asigurând faptul că forma finală sau matrița respectă cele mai stricte toleranțe. Acest lucru se traduce direct printr-o calitate superioară a produselor finite, fie că acestea sunt bunuri plastice de consum, implanturi medicale sau componente aero-spațiale, și asigură o durată mai lungă de viață pentru sculele în sine.
Tehnici principale EDM pentru realizarea matrițelor: Wire EDM vs. Die-Sinking EDM
Producătorii de matrițe se bazează în principal pe două tipuri distincte de prelucrare prin descărcări electrice, fiecare potrivită pentru aplicații diferite: EDM cu scufundare și EDM cu fir. Înțelegerea diferențelor dintre acestea este esențială pentru a aprecia versatilitatea tehnologiei într-un mediu de producție.
EDM cu scufundare , cunoscut și sub numele de EDM cu tijă sau EDM pentru cavitate, utilizează un electrod prelucrat personalizat, de obicei din grafit sau cupru, care are forma negativă a elementului dorit. Acest electrod este coborât încet sau „scufundat” în piesa de prelucrat, iar scânteile electrice erodează materialul pentru a forma o cavitate care reproduce forma electrodului. Această metodă este ideală pentru crearea de cavități complexe 3D, găuri înfundate și amprente detaliate necesare pentru matrițe și matrițe de forjare.
EDM cu fir , sau WEDM, funcționează mai degrabă ca un ferăstrău-benzi high-tech. Utilizează un fir metalic foarte subțire, continuu alimentat (de obicei din alamă) ca electrod. Firul este ghidat de-a lungul unei traiectorii precise, programate prin CNC, pentru a tăia întreaga grosime a piesei, creând profile și forme 2D complexe. Este excepțional de eficient pentru producerea de poansoane, scule și matrițe din plăci groase de oțel călit, precum și pentru realizarea de piese cu contururi complexe și componente care se asamblează strâns.
Pentru a clarifica în ce situații un constructor de matrițe ar alege una dintre metode, luați în considerare următoarea comparație:
| Caracteristică | Electroeroziune tip die-sinking (cu ramă) | EDM cu fir |
|---|---|---|
| Tip de electrode | Electrod solid, de formă specială (grafit sau cupru) | Fir subțire, monocordon, metalic (de obicei din alamă) |
| Aplicație Principală | Crearea de cavități 3D, matrițe, găuri înfundate și amprente complexe | Tăierea profilurilor 2D, poansoanelor, matrițelor și contururilor complexe prin traversarea piesei |
| Geometria creată | Forme negative complexe tridimensionale | Contururi bidimensionale intricate, forme tronconice și tăieturi complete (prin tot materialul) |
| Interacțiunea cu semifabricatul | Electroda pătrunde în semifabricat pentru a forma o cavitate | Sârma trece complet prin semifabricat pentru a tăia un profil |
Principalele beneficii și avantaje ale utilizării EDM în industria matrițelor și sculelor
Adoptarea larg răspândită a procedeului EDM în construcția de matrițe și scule provine dintr-un set unic de avantaje care abordează direct cele mai critice provocări ale industriei. Aceste beneficii depășesc simpla îndepărtare a materialului, oferind o calitate superioară, libertate în proiectare și eficiență sporită în comparație cu metodele tradiționale de prelucrare mecanică.
Cele mai semnificative avantaje includ:
- Prelucrarea materialelor extrem de dure: EDM este indiferent față de duritatea materialului, deoarece mecanismul său este termic, nu mecanic. Poate prelucra fără efort oțeluri sculă călite, carburați de wolfram și aliaje exotice care ar uzura rapid sau ar fi imposibil de tăiat cu scule convenționale.
- Crearea geometriilor complexe și intricate: Deoarece procesul este fără contact, nu există forțe de tăiere care ar putea deforma elemente delicate. Acest lucru permite crearea unor colțuri interne ascuțite, fante adânci și înguste, precum și pereți subțiri, care nu pot fi realizate cu freze.
- Precizie fără egal și finisaj superficial fin: EDM poate atinge toleranțe extrem de strânse, adesea în limitele de +/- 0,0002 inchi. Procesul poate fi reglat fin pentru a produce un finisaj superficial neted, care minimizează sau chiar elimină necesitatea lustruirii manuale, economisind timp și muncă semnificative.
- Fără tensiuni mecanice asupra piesei prelucrate: Absența contactului direct între sculă și piesă înseamnă că nu sunt introduse tensiuni mecanice. Acest lucru este esențial pentru menținerea stabilității dimensionale a componentelor delicate sau cu pereți subțiri și pentru prevenirea deformărilor sau fisurării.
În cele din urmă, aceste beneficii se combină pentru a face ca EDM să devină o tehnologie indispensabilă pentru orice producător modern de matrițe și scule. Aceasta permite producerea unor scule de calitate superioară și cu durată mai lungă de viață, care la rândul lor realizează piese finale superioare, consolidându-și astfel rolul esențial în industrii competitive și cu riscuri mari, cum sunt cele aerospațială, medicală și auto.
Întrebări frecvente
1. Care este principiul EDM-ului prin scufundare?
EDM-ul prin scufundare, cunoscut și sub numele de EDM cu tijă, funcționează prin crearea unei electrozi profilate (adesea realizată din grafit sau cupru) care are forma negativă a cavității ce urmează să fie prelucrată. Această electrodă este scufundată într-un fluid dielectric și avansată către semifabricat. Descărcările electrice (scântei) apar între electrodă și semifabricat, erodând materialul pentru a crea o amprentă care corespunde exact formei electrozii.
2. La ce se folosește o mașină EDM în realizarea matrițelor?
În confecționarea matrițelor, EDM este utilizat pentru a crea cavități și caracteristici complexe în oțelul pentru scule preîntărit, care vor forma piesele finale din plastic sau metal. Este esențial pentru realizarea unor elemente precum nervuri adânci, colțuri interne ascuțite și texturi intricate, care sunt dificil de obținut sau imposibil de realizat prin frezare CNC tradițională. Această precizie asigură faptul că piesele turnate finalizate respectă exact specificațiile.
3. Care este rolul EDM?
Rolul principal al EDM constă în modelarea și prelucrarea materialelor conductoare electric prin energia termică generată de scântuieli electrice controlate. Este apreciat în special pentru capacitatea sa de a prelucra materiale foarte dure cu mare precizie, de a crea geometrii complexe fără forță mecanică și de a obține finisaje superficiale fine. Funcția sa principală este îndepărtarea materialului în aplicațiile în care metodele convenționale nu sunt suficiente.
4. Ce este EDM în prelucrarea CNC?
EDM este un tip specializat de prelucrare CNC (Comandă Numerică Computerizată). În timp ce prelucrarea CNC tradițională implică un instrument tăietor care contactează fizic și îndepărtează material, EDM-CNC utilizează o cale controlată de computer pentru a ghida un electrod. Sistemul CNC controlează mișcarea electrodului (în EDM cu fir sau EDM cu scufundare) pentru a genera scântei exact acolo unde trebuie să fie îndepărtat materialul, permițând crearea automată a pieselor extrem de complexe și precise.