 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Alegerea unei companii de prelucrare precisă a tablelor metalice: 8 factori critici pe care majoritatea cumpărătorilor îi neglijează

Ce definește o companie de prelucrare precisă a foilor metalice
Când începeți căutarea unui partener de prelucrare, veți observa rapid că multe ateliere susțin că oferă lucrări „precise”. Dar ce distinge de fapt o companie de prelucrare precisă a foilor metalice de un fabricator obișnuit? Diferența nu constă doar în limbajul de marketing — ea se bazează pe specificații măsurabile care influențează direct dacă piesele dvs. vor funcționa conform proiectării.
Prelucrarea precisă a foilor metalice reprezintă o fabricație de nivel ingineresc, cu cea mai înaltă acuratețe și cele mai riguroase standarde de calitate, menținând de obicei toleranțe între ±0,005" și ±0,010" (±0,13 mm până la ±0,25 mm) pe geometrii complexe.
Acest lucru este important deoarece componentele care nu respectă exact specificațiile pot duce la eșecuri de asamblare, retrageri de produse și reparații costisitoare. Înțelegerea ceea ce definește lucrul de precizie vă ajută să puneți întrebările potrivite înainte de a vă angaja un partener de fabricație.
Ce diferențiază precizia de fabricația standard
Imaginați-vă că comandați o carcasă personalizată pentru echipamente medicale. În cazul fabricației standard, puteți primi piese cu toleranțe de ±1/16" până la ±1/8" (±1,6 mm până la ±3,2 mm) . Această variație poate părea mică, dar atunci când mai multe componente trebuie să se încadreze perfect una în alta, aceste abateri se acumulează rapid.
Companiile specializate în fabricarea de precizie a foilor din metal folosesc tehnologii complet diferite. Ele utilizează sisteme avansate cu laser de fibră, mașini de măsurare cu coordonate (CMM) și sisteme automate de îndoire echipate cu tehnologie de corecție a unghiurilor. Mai important decât atât, aceste companii înțeleg comportamentul materialelor — cum se „întorc” diferitele aliaje după îndoire, cum influențează direcția grânelor procesul de deformare și cum afectează dilatarea termică dimensiunile finale.
Principalele caracteristici care diferențiază fabricația standard de cea de precizie includ:
- Sophisticarea echipamentului: Atelierele standard folosesc șubleri obișnuiți și inspecție vizuală; companiile specializate în prelucrarea precisă a tablelor metalice utilizează sisteme CMM, comparatoare optice și tehnologii de măsurare cu laser
- Experțise în Materiale: Prelucratorii de precizie înțeleg modul în care oțelul inoxidabil 316L se comportă diferit față de 304 în timpul operațiunilor de deformare
- Investiția în scule: Echipamente și dispozitive de fixare specifice aplicației, care pot costa de 3–5 ori mai mult decât cele standard, dar asigură o precizie reproductibilă
- Sisteme de calitate: Controlul statistic al proceselor, inspecția primului articol și urmărirea completă a materialelor
Înțelegerea specificațiilor de toleranță în prelucrarea metalelor
Toleranțele funcționează ca un «contract de precizie» care traversează întreaga durată de viață a produsului dumneavoastră. Fiecare specificație de toleranță influențează performanța viitoare, costul de fabricație și eficiența asamblării. Gândiți-vă la toleranțe ca la balustrade în jurul dimensiunilor nominale — rămâneți în interiorul lor și piesele dumneavoastră vor funcționa corect.
Conform standardelor din industrie, clasele de toleranță sunt clasificate în 18 niveluri. Companiile specializate în prelucrarea precisă a foilor de metal lucrează în mod obișnuit în limitele claselor IT5 până la IT7 pentru aplicații inginerești, în timp ce atelierele standard operează în limitele claselor IT12 până la IT14.
Ce înseamnă acest lucru în practică:
- Taieră cu laser: Sistemele moderne cu laser pe fibră mențin toleranțe între ±0,1 mm și ±0,3 mm, variația depinzând de grosimea materialului.
- Operațiuni de îndoire: Preselor de îndoire de precizie le este specifică o toleranță unghiulară de aproximativ ±0,5°.
- Ambutisare de Precizie: Capabile să asigure toleranțe dimensionale de ±0,05 mm sau mai strânse.
Industriile precum cea aerospațială, cea a dispozitivelor medicale și cea de apărare necesită aceste specificații strânse, deoarece eșecul unui component are consecințe grave. În aplicațiile aerospațiale, o abatere de 0,020" poate face ca o piesă să devină complet neutilizabilă. Pentru carcasele dispozitivelor medicale, acuratețea dimensională influențează direct conformitatea cu reglementările FDA și siguranța pacienților.
Provocarea? Aplicarea unor toleranțe nejustificat de strânse prelungește în mod semnificativ termenele de livrare și crește costurile. Obiectivul este găsirea echilibrului — toleranțe suficient de strânse pentru a păstra funcționalitatea, dar suficient de practice pentru a permite o fabricație eficientă. Înțelegerea acestui echilibru reprezintă primul pas către alegerea partenerului potrivit pentru fabricarea precisă din tablă.

Procesele de bază de fabricație și capacitățile echipamentelor
Acum că ați înțeles ce diferențiază lucrările de precizie de fabricația standard, să explorăm procesele reale care fac posibile aceste toleranțe strânse. O companie specializată în fabricarea precisă din tablă nu deține doar echipamente scumpe — ci înțelege cum contribuie fiecare proces la acuratețea dimensională și la calitatea suprafeței. Când evaluați potențialii parteneri, cunoașterea capacităților oferite de aceste procese vă ajută să puneți întrebări mai bine fundamentate și să recunoașteți cu adevărat competența tehnică.
Procesele de bază utilizate de companiile de fabricare precisă din tablă se împart în mai multe categorii, fiecare având un rol specific în transformarea materialelor plane în componente finite:
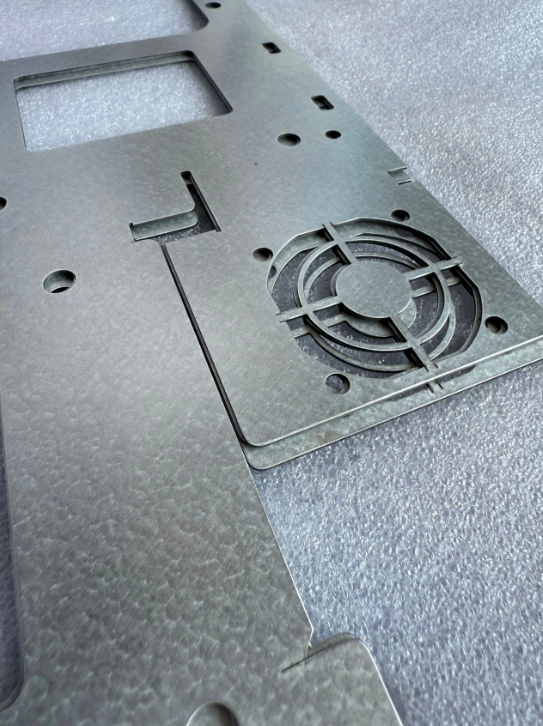
- Taieră cu laser: Folosește energie luminoasă concentrată pentru a efectua tăieturi precise, cu distorsionare minimă a materialului și calitate superioară a marginilor, potrivită pentru suprafețe vizibile
- Punctare CNC: Poziționează materialul sub un piston de perforare pentru crearea rapidă a găurilor și efectuarea operațiunilor de deformare în aplicații de mare volum
- Îndoire și formare: Transformă semifabricatele plane în forme tridimensionale folosind prese de îndoire și scule specializate
- SUDURA: Asamblează mai multe componente folosind căldură și presiune, cu diverse metode adaptate diferitelor materiale și aplicații
- Tăiere cu jet de apă: Folosește apă la presiune înaltă (adesea cu abrazivi) pentru materiale sensibile la căldură sau pentru materiale groase, acolo unde distorsionarea termică nu este acceptabilă
Tăierea cu laser și rolul său în lucrările de precizie
Când aveți nevoie de piese cu margini curate, toleranțe dimensionale strânse și zone afectate termic minime, tăierea cu laser devine metoda dvs. principală de fabricație. Companiile moderne de prelucrare precisă a foilor metalice operează, în mod obișnuit, două tehnologii principale de laser: lasere CO₂ și lasere cu fibră.
Tăierea cu laser cu fibră a devenit standardul industrial pentru majoritatea aplicațiilor precise. Conform surselor din domeniu, laserele cu fibră folosesc diode laser transmise prin fibre optice pentru a realiza tăieturi, oferind o putere ridicată și o eficiență excepțională. Această tehnologie se remarcă în special la tăierea materialelor reflectante, cum ar fi aliajele de aluminiu și cupru, care reprezentau o provocare pentru sistemele mai vechi cu laser CO₂.
Specificațiile echipamentelor sunt esențiale în acest context. Luați în considerare modul în care diferitele capacități ale laserelor influențează opțiunile proiectului dvs.:
| Tip laser | Interval de Putere | Cele mai bune aplicații | Capacitate de tăiere în funcție de grosimea materialului |
|---|---|---|---|
| laser cu fibră de 8 kW | Putere de ieșire mare | Inginerie generală, tăierea plăcilor groase | Oțel moale până la 30 mm; oțel inoxidabil până la 30 mm |
| laser CO₂ de 4 kW | Putere medie de ieșire | Semne de afișare, lucrări decorative, materiale subțiri | Oțel moale până la 16 mm; oțel inoxidabil până la 12 mm |
| EDM cu fir | Descărcare electrică | Toleranțe extrem de strânse, materiale călite | Limitat de dimensiunea baiei, nu de duritatea materialului |
În afară de laser în sine, căutați sisteme automate de manipulare a materialelor. Principalele companii specializate în prelucrarea precisă a foilor metalice integrează linii de desfășurare care alimentează direct materialul brut în sistemele de tăiere, reducând deteriorarea cauzată de manipulare și îmbunătățind productivitatea. Mesele de tăiere cu plasmă servesc ca echipamente complementare pentru materiale mai groase, unde tăierea cu laser devine mai puțin rentabilă.
O capacitate adesea neglijată? Prelucrarea prin electroeroziune cu fir (Wire EDM), în care un fir subțire metalic încărcat electric folosește scântei electrice pentru a topi materialul fără a intra vreodată în contact cu piesa de prelucrat. Firul nu atinge niciodată materialul — în schimb, scânteile controlate „pontează” spațiul dintre ele, în timp ce un fluid dielectric răcește zona de tăiere și elimină materialul în exces. Acest proces obține toleranțe imposibil de realizat prin metodele convenționale de tăiere.
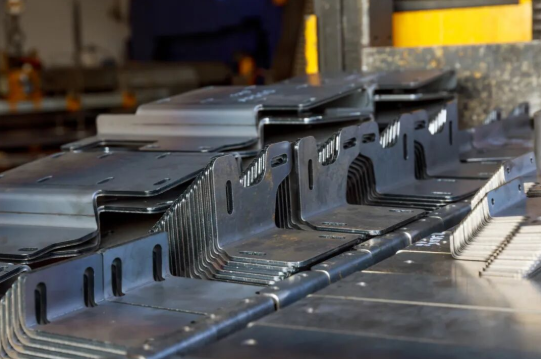
Îndoirea, formarea și tehnici de sudură explicate
Tăierea semifabricatelor plane reprezintă doar jumătate din provocarea fabricării. Transformarea acestor semifabricate în componente tridimensionale necesită capacități la fel de sofisticate de îndoire și deformare.
Tehnologia presei de îndoit s-a dezvoltat spectaculos. Presele moderne CNC de îndoit, precum Seria Bystronic Xpert oferă o forță de îndoire de 150 tone, cu viteze de lucru până la 20 mm/s și viteze maxime de deplasare rapidă de 220 mm/s. Mai important, acestea sunt dotate cu măsurare și corecție în timp real a unghiurilor: mașina măsoară efectiv unghiurile de îndoire în timpul procesului de deformare și se ajustează automat pentru a compensa revenirea elastică a materialului.
De ce este acest lucru important pentru piesele dvs.? Diferitele materiale prezintă revenire elastică diferită după îndoire. O îndoire de 90 de grade în oțel inoxidabil 304 ar putea necesita o supraindoire până la 88 de grade pentru a obține unghiul final dorit. Fără corecție automată a unghiului, operatorii trebuie să se bazeze pe experiență și pe metoda încercării și erorii — ceea ce adaugă timp și introduce variații între piese.
Capacitățile de sudură completează procesul de fabricație. O companie profesionistă specializată în prelucrarea precisă a tablelor oferă mai multe metode de sudură, adaptate aplicațiilor specifice:
- Sudare TIG (Tungsten Inert Gas): Produce cele mai curate suduri pentru suprafețele vizibile și materialele subțiri; preferată pentru oțelul inoxidabil și aluminiu
- Sudare MIG (Metal Inert Gas): Mai rapidă decât sudura TIG, ideală pentru trasee lungi de sudură și materiale mai groase
- Sudură prin punctare cu rezistență: Creează puncte discrete de conectare fără urme vizibile pe suprafață; utilizată frecvent pentru carcase și console
- Sudare cu laser: Asigură un aport minim de căldură și o distorsiune redusă pentru ansambluri de precizie care necesită un control strict al dimensiunilor
În afară de fabricația principală, căutați și capacitățile secundare care finalizează piesele dumneavoastră. Companiile profesionale specializate în prelucrarea precisă a tablelor oferă instalarea elementelor de fixare, rectificarea și șlefuirea pentru pregătirea suprafeței, aplicarea pudrei de acoperire sau vopsirea lichidă pentru rezistența la coroziune, precum și servicii de asamblare care livrează produse finite, nu doar componente individuale.
Echipamentele pe care le operează un fabricant vă indică nivelul maxim al capacităților acestuia — dar modul în care combină aceste procese în fluxuri de lucru eficiente determină dacă poate livra în mod constant rezultate precise.
Materialele și impactul lor asupra rezultatelor de precizie
Ați ales un fabricant dotat cu echipamente impresionante și procese dovedite. Dar iată ce mulți cumpărători neglijează: materialul pe care îl selectați influențează acuratețea dimensională la fel de mult ca și mașinile care efectuează lucrarea. O firmă specializată în deformarea precisă a tablelor metalice înțelege că fiecare aliaj se comportă diferit în timpul operațiilor de tăiere, îndoire și sudare — iar acest comportament determină direct dacă piesele dvs. respectă specificațiile.
Gândiți-vă în felul următor: aluminiul are o revenire mai puțin previzibilă decât oțelul moale după îndoire. Oțelul inoxidabil se întărește prin deformare în timpul formării , modificându-și proprietățile în timpul procesului. Aliajele de cupru conduc căldura atât de eficient, încât sudarea necesită parametri complet diferiți. Acestea nu sunt detalii minore — ci variabile ascunse care separă proiectele reușite de rework-ul costisitor.
Oțel inoxidabil, aluminiu și aliaje speciale
Companiile specializate în prelucrarea precisă a foilor metalice lucrează, de obicei, cu un grup de materiale de bază, fiecare ales pentru caracteristicile sale specifice de performanță. Înțelegerea acestor opțiuni vă ajută să potriviți proprietățile materialelor cerințelor aplicației dumneavoastră.
Oțel inoxidabil rămâne materialul de referință pentru aplicațiile care necesită rezistență și rezistență la coroziune. Conform analizei materialelor efectuate de specialiștii în fabricarea precisă , variantele de oțel inoxidabil îndeplinesc scopuri distincte:
- Calități austenitice (304, 316): Rezistență excelentă la coroziune, neferomagnetic în starea recoptă, ductilitate și formabilitate ridicate — ideal pentru dispozitive medicale și echipamente pentru industria alimentară
- Clase feritice (430, 446): Magnetic, rezistent la căldură, potrivit pentru aplicații la temperaturi înalte, cum ar fi cuptoarele industriale și sistemele de evacuare
- Calități martensitice (410, 420): Pot fi căliți prin tratament termic, oferă rezistență excelentă la uzură și o rezistență mecanică ridicată — sunt frecvent specificați pentru componente aeronautice și scule de precizie
Aliaje de aluminiu oferă cel mai bun raport rezistență-masă pentru aplicații în care reducerea masei este esențială. Aliajul 6061 domină lucrările de precizie deoarece se prelucrează curat, menține toleranțe de ±0,01–0,02 mm cu reglaje stabile și acceptă anodizarea pentru finisaje superioare. Pentru carcasele din domeniul electronicii, echipamentelor audio și dispozitivelor portabile, aluminiul oferă atât performanță, cât și estetică.
Aleiere speciale intră în discuție atunci când materialele standard nu pot îndeplini cerințele extreme. Titanul oferă un raport excepțional de rezistență la greutate și o rezistență ridicată la coroziune pentru implante medicale și aplicații aero-spațiale—deși conductivitatea sa termică scăzută și tendința de întărire prin deformare necesită expertiză specializată în fabricație. Cuprul și alama oferă o conductivitate electrică și termică superioară pentru aplicații electronice, dar greutatea și costul lor limitează utilizarea la componente critice din punct de vedere funcțional.
Cum influențează proprietățile materialelor precizia fabricației
Aici este unde selecția materialelor devine practică. Fiecare proprietate pe care o observați în fișa tehnică se traduce direct în provocări sau avantaje privind fabricația. O companie de producție de precizie a pieselor din tablă evaluează acești factori înainte de a vă oferi un preț pentru proiectul dumneavoastră:
| Material | Toleranță tipică realizabilă | Raza minimă de îndoire | Capacitate de sudare | Cele mai bune aplicații |
|---|---|---|---|---|
| Cu o greutate de minimum 0,15 g/m2 | ±0,01–0,02 mm | ≥1,5–2× grosimea | Ușor sudabil cu TIG/MIG | Dispozitive medicale, echipamente pentru industria alimentară, medii marine |
| Aluminiu 6061 | ±0,01–0,02 mm | ≥1× grosimea | Sudabil, dar pierde 30–50% din rezistență în zona afectată termic | Carcase ușoare, radiatoare, structuri aero-spațiale |
| Oțel moale | ±0,05 mm (predispuse la deformare) | ≥1× grosimea | Excelentă — cea mai tolerantă la sudură | Suporturi structurale, cadre, componente sensibile din punct de vedere al costurilor |
| Cupru/Alamă | ±0,02–0,05 mm | ≥0,5–1× grosimea | Dificil de sudat; se preferă brasajul | Contacte electrice, schimbătoare de căldură, elemente decorative |
| Titan | ±0,02–0,05 mm | ≥1,5× grosimea | Necesită o atmosferă inertă specializată | Implanturi medicale, aplicații aero-spațiale și de înaltă performanță |
Observați cum oțelul moale—adesea opțiunea cea mai accesibilă din punct de vedere financiar—este menționat ca fiind „predispus la deformare” în colțul referitor la toleranțe. Aceasta nu este o limitare a echipamentului, ci un comportament specific materialului. Oțelul moale de grosime mică tinde să se deformeze în timpul prelucrării sau sudării, făcând ca o toleranță de ±0,05 mm să fie mai realistă decât toleranțele mai strânse obținabile cu aluminiul sau oțelul inoxidabil.
Cerințele privind raza de îndoire evidențiază o altă considerație esențială. Conform specialiștilor în fabricație, proiectanții care specifică îndoiri ascuțite de 90 de grade în oțel inoxidabil, fără o rază suficient de mare, descoperă adesea fisurarea marginilor în timpul formării. Valoarea implicită sigură? Stabiliți raza de îndoire egală cu grosimea materialului sau mai mare pentru metale ductile, iar pentru aliaje mai puțin tolerante, cum ar fi oțelul inoxidabil, măriți această rază la 1,5–2× grosimea materialului.
Condițiile de mediu influențează, de asemenea, selecția materialelor în moduri pe care cumpărătorii le ignoră adesea. Oțelul inoxidabil 304 sau 316 devine obligatoriu pentru aplicații în aer liber, marine sau sterilizate, unde coroziunea este constantă. Aluminiul rezistă coroziunii în utilizarea generală, dar necesită anodizare sau straturi protectoare în medii cu apă sărată. Oțelul moale este potrivit pentru utilizare în interior, cu o acoperire adecvată, dar va rugini rapid dacă este expus umidității fără protecție.
Concluzia? Alegerea materialului nu este independentă de cerințele dvs. de precizie — este integral legată de acestea. Aceeași toleranță de ±0,010" costă semnificativ mai mult de realizat în titanul care se întărește prin deformare decât în aluminiul 6061, care se prelucrează ușor. O companie capabilă de fabricare precisă a pieselor din tablă ajută clienții să navigheze printre aceste compromisuri, potrivind proprietățile materialelor atât nevoilor funcționale, cât și constrângerilor bugetare.
Acum că materialele sunt înțelese, următoarea dvs. provocare constă în evaluarea capacității partenerilor potențiali de fabricație de a livra, de fapt, precizia pe care o promit. Această evaluare depășește simpla listă a echipamentelor și include certificatele, sistemele de calitate și abordările de fabricație care diferențiază partenerii de încredere de cele riscante.
Cum să evaluați și să alegeți un partener specializat în prelucrarea precisă a tablelor metalice
Ați analizat procesele, ați examinat specificațiile echipamentelor și ați comparat opțiunile de materiale. Dar aici este locul în care majoritatea cumpărătorilor greșesc: transformarea acestei cunoștințe tehnice într-un cadru de evaluare fiabil. Cum verificați, de fapt, dacă o firmă specializată în prelucrarea precisă la comandă a tablelor metalice poate livra rezultate constante pe parcursul lunilor sau chiar al anilor de producție?
Răspunsul se află în înțelegerea a ceea ce dovedesc, de fapt, certificatele de calitate, cum să evaluați abordările de fabricație dincolo de liste de echipamente și care indicatori operaționali diferențiază partenerii de precizie de clasă mondială de cei cu performanțe medii. Să elaborăm împreună o listă practică de verificare pe care o puteți aplica oricărui potențial partener de fabricație.
Certificări de calitate și semnificația acestora
Certificatele nu sunt doar plăci montate pe peretele holului — ele reprezintă sisteme verificate de management al calității care influențează fiecare piesă produsă de furnizorul dumneavoastră. Totuși, nu toate certificatele au aceeași importanță pentru fiecare aplicație. Înțelegerea ierarhiei vă ajută să stabiliți așteptări adecvate.
ISO 9001 reprezintă fundația. Conform experților în certificate pentru domeniul fabricației acest standard recunoscut internațional stabilește cerințe pentru asigurarea calității coerente în toate industriile. O companie specializată în prelucrarea precisă a foilor de metal care deține certificarea ISO 9001 a demonstrat o gestionare formală a calității, axată pe „satisfacerea clienților, optimizarea proceselor pentru eficiență și precizie, precum și motivarea și implicarea angajaților la toate nivelurile”. Certificarea necesită trecerea unei audieri detaliate la fiecare trei ani — astfel, aceasta reprezintă un angajament continuu, nu o realizare unică.
AS9100 preia cerințele ISO 9001 și le extinde în mod specific pentru aplicații din domeniul aerospace, aviație și apărare. Dacă componentele dvs. pot afecta siguranța umană — gândiți-vă la structurile aeronavelor, dispozitivele medicale sau sistemele de apărare — această certificare devine esențială, nu doar opțională. AS9100 adaugă protocoale riguroase pentru:
- Gestionarea riscurilor, cu responsabilitate atribuită departamentelor
- Prevenirea și verificarea pieselor contrafăcute
- Protocoale de stocare a echipamentelor, cu programe definite de întreținere
- Verificarea informațiilor prin teste și inspecții independente
IATF 16949 reprezintă standardul de management al calității din industria auto, subliniind prevenirea defectelor și reducerea deșeurilor de-a lungul întregii lanțuri de aprovizionare. Pentru componente ale caroseriei, piese de suspensie sau ansambluri structurale, această certificare indică faptul că un fabricant înțelege cerințele specifice industriei auto.
Ce ar trebui să căutați în situația dvs. specifică? Folosiți acest cadru:
| Aplicația dvs. | Certificare minimă | Certificare preferată | De ce contează |
|---|---|---|---|
| Produse comerciale generale | ISO 9001 | ISO 9001 | Asigură existența unor procese documentate de calitate și îmbunătățire continuă |
| Componente pentru domeniul aerospațial sau de apărare | AS9100 | AS9100 + NADCAP | Obligatorie pentru majoritatea producătorilor OEM din domeniul aerospațial; demonstrează capacitatea de a gestiona aspecte critice pentru siguranță |
| Piese de automobile | ISO 9001 | IATF 16949 | Este aliniată cu cerințele lanțului de aprovizionare al producătorilor OEM și cu accentul pus pe prevenirea defectelor |
| Dispozitive medicale | ISO 9001 | ISO 13485 | Abordează cerințele de conformitate reglementară și de trasabilitate |
Evaluarea investițiilor în echipamente și tehnologii
Certificările verifică sistemele și procesele. Dar ce se întâmplă cu capacitatea reală de producție? Aici trebuie să vă uitați dincolo de lista de echipamente și să înțelegeți modul în care o companie specializată în prelucrarea precisă a tablelor metalice organizează producția.
Configurațiile de fabricație celulară reprezintă unul dintre cei mai clari indicatori ai sofisticării operaționale. În loc să organizeze echipamentele în funcție de tipul de proces — toate laserurile într-o zonă, toate presa-mașinile în alta — configurațiile celulare grupează mașinile pentru a servi anumite familii de produse. Conform specialiștilor în fabricație lean , această abordare reduce în mod semnificativ inventarul de produse în curs de fabricație și termenele de livrare, îmbunătățind în același timp consistența calității.
De ce este important acest lucru pentru precizie? Când piesele parcurg distanțe mai scurte între operațiuni, deteriorarea cauzată de manipulare scade. Când aceeași echipă gestionează o întreagă familie de produse, aceasta dezvoltă o expertiză profundă în ceea ce privește toleranțele și comportamentul materialelor specifice acelei familii. Rezultatul: mai puține defecțiuni, un flux de producție mai rapid și o calitate mai previzibilă.
Disciplina timpului takt reprezintă un alt indicator al calității. Atelierele care calculează și mențin ritmul de fabricație — adică viteza la care trebuie finalizate produsele pentru a satisface cererea — demonstrează o maturitate în controlul proceselor. Așa cum a remarcat un vechi specialist din domeniu: „Piesele care stau neutilizate nu aduc niciun profit.” Loturi mari de produse aflate în curs de fabricație, depozitate pe rafturi, semnalează un flux neprevizibil, care se corelează adesea cu incoerența calității.
Când evaluați echipamentele, puneți întrebări care să evidențieze filosofia operațională:
- Cum separați lucrările contractuale de înalt volum de cele prototip, cu cantități mici?
- Care este nivelul tipic de inventar de produse în curs de fabricație, exprimat în zile de producție?
- Cât de rapid puteți răspunde la modificările ingineresti în timpul producției?
- Ce procentaj de piese necesită reprelucrare sau sunt eliminate ca rebut?
Răspunsurile dezvăluie mai multe despre capacitatea de precizie decât orice fișă tehnică a echipamentelor.
Lista de verificare pentru evaluarea partenerului
Înainte de a vă angaja un partener specializat în prelucrarea precisă a tablelor metalice, parcurgeți această listă completă de verificare. Nu fiecare element se aplică tuturor proiectelor, dar acoperirea acestor domenii previne surprize costisitoare:
- Verificarea certificărilor: Solicitați copii ale certificatelor actuale și verificați datele de expirare; certificările necesită audite trienale
- Documentația sistemului de calitate: Cereți exemple de rapoarte de inspecție, proceduri de inspecție pentru primul articol și exemple de acțiuni corective
- Capacități echipamente: Confirmați că mașinile specifice pot prelucra tipurile de materiale, grosimile și cerințele de toleranță ale dumneavoastră
- Trasabilitatea materialului: Verificați dacă păstrează înregistrări complete care leagă piesele finite de certificatele materialelor brute
- Echipamente de inspecție: Căutați sisteme CMM, comparatoare optice și instrumente de măsurare calibrate, potrivite cerințelor dvs. de toleranță
- Controlul Statistic al Procesului: Întrebați dacă monitorizează capabilitatea procesului (valori Cpk) pentru dimensiunile critice
- Transparență privind termenele de livrare: Solicitați termene realiste și înțelegeți factorii care le determină — limitări de capacitate, disponibilitatea materialelor sau complexitatea procesului
- Receptivitatea în comunicare: Observați cât de repede răspund la cererile de ofertă și la întrebările tehnice în timpul evaluării
- Disponibilitatea eșantioanelor sau a prototipurilor: Luați în considerare solicitarea unor piese eșantion înainte de a vă angaja pentru volume de producție
- Referințe clienți: Cereți referințe de la clienți din domeniul dvs. de activitate sau cu cerințe similare de precizie
Cele mai bune companii de prelucrare a tablelor metalice cu precizie își doresc acest nivel de verificare. Ele au investit în sisteme și capacități specifice pentru a demonstra o calitate verificată — iar ele înțeleg că o evaluare riguroasă pune bazele unei parteneriate de succes pe termen lung.
Cu criteriile de evaluare stabilite, sunteți pregătit să luați în considerare un alt factor care diferențiază proiectele de succes de cele frustrante: modul în care deciziile dvs. de proiectare permit – sau limitează – obținerea rezultatelor precise de care aveți nevoie.
Proiectarea pentru fabricabilitate în proiectele din tablă metalică
Iată o realitate care surprinde mulți cumpărători: deciziile dvs. de proiectare influențează rezultatele fabricării la fel de mult ca și echipamentele utilizate în proces. O companie de fabricație precisă de piese din tablă metalică, perfect capabilă, se poate confrunta cu dificultăți în realizarea unor piese care ignoră constrângerile fundamentale ale fabricației, în timp ce proiectele simple trec ușor prin procesul de producție, asigurând o calitate constantă și costuri mai mici.
Proiectarea pentru fabricabilitate (DFM) reprezintă podul dintre ceea ce vă imaginați pe ecran și ceea ce este fizic realizabil în metal. Conform specialiștilor în DFM pentru table acest concept înseamnă proiectarea pieselor într-un mod care le face ușor — și, prin urmare, economic — de realizat. Ignorând aceste principii, veți întâmpina ceea ce producătorii numesc „frecare în fabricație”: prețuri mai mari, timpi de așteptare mai lungi și un risc crescut de erori.
Indiferent dacă sunteți un inginer experimentat sau un antreprenor care dezvoltă un prototip, înțelegerea acestor principii fundamentale de DFM vă ajută să comunicați eficient cu partenerul dumneavoastră de fabricație și să identificați eventualele probleme înainte ca acestea să se transforme în probleme costisitoare.
Elemente de proiectare care permit o fabricație precisă
Gândiți-vă la tabla din oțel ca la carton, dar cu reguli foarte specifice de îndoire. Fiecare îndoire, gaură și decupare interacționează cu proprietățile materialului într-un mod previzibil — dacă știți ce trebuie să căutați. Aceste principii cheie de DFM orientează proiectele pe care companiile specializate în fabricația precisă a tablelor metalice le pot realiza în mod fiabil:
- Dimensiunea razei de îndoire: Curba interioară a îndoiturii dvs. trebuie să corespundă cel puțin grosimii materialului. Așa cum explică experții în DFM, dacă încercați să îndoiți metalul prea brusc, marginea exterioară se va crapa sau va dezvolta „fisuri microscopice". Proiectarea tuturor îndoiturilor cu același rază permite prelucrătorilor să utilizeze o singură sculă pentru fiecare îndoire — economisind timpul de configurare și reducând costurile dumneavoastră.
- Distanța dintre gaură și îndoitură: Mențineți găurile la o distanță minimă de 2,5 ori grosimea materialului plus o rază de îndoire față de liniile de îndoire. Găurile plasate prea aproape de îndoituri se întind în formă de oval în timpul deformării, făcând imposibilă introducerea corectă a șuruburilor sau a știfturilor.
- Elemente de reducere a efortului la îndoire: Când îndoirile se termină la margini plane, adăugați decupări mici, dreptunghiulare sau circulare, în punctele în care liniile de îndoire întâlnesc marginile. Aceasta previne concentrarea eforturilor și fisurarea la interfețele îndoirilor.
- Lungime minimă a flanșei: Realizați flanșele cu o lungime de cel puțin patru ori grosimea materialului. Presa de îndoit are nevoie de o suprafață suficient de mare pentru a prinde materialul în timpul deformării — flanșele scurte necesită scule personalizate, costisitoare, care pot dubla costurile de producție.
- Conștientizarea direcției de laminare: Tabloul metalic are un „grain” (direcție de laminare) rezultat din procesul de laminare la uzină. Îndoirile efectuate paralel cu direcția grain sunt mult mai predispuse să se crăpească. Proiectați piesele astfel încât plierea să aibă loc perpendicular pe direcția grain, ori de câte ori este posibil.
- Lățimea fantei și a decupajului: Mențineți decupajele înguste cu o lățime de cel puțin 1,5 ori mai mare decât grosimea materialului. Tăierea cu laser generează căldură intensă — fantele și degetele subțiri se deformează sau se răsucesc datorită tensiunii termice, compromițând planitatea și ajustarea.
Înțelegerea factorului K devine esențială pentru piesele cu multiple îndoieli. Conform referințelor tehnice, factorul K reprezintă raportul dintre poziția axei neutre și grosimea materialului, având valori cuprinse între 0,25 și 0,50, în funcție de material și de tipul operației de îndoire. Introducerea corectă a acestei valori în software-ul CAD asigură obținerea corectă a desfășuratei și previne acumularea toleranțelor în ansamblurile complexe.
Erori comune de proiectare care compromit calitatea
Chiar și designerii experimentați comit greșeli care creează provocări în procesul de fabricație. Atenție la aceste capcane frecvente cu care se confruntă în mod regulat companiile specializate în prelucrarea precisă a tablelor metalice:
- Aplicarea excesivă a toleranțelor pentru caracteristici necritice: Specificarea unei toleranțe de ±0,005" pentru dimensiuni care nu afectează în mod semnificativ funcționalitatea crește în mod considerabil timpul și costul de inspecție. Fiți flexibili în ceea ce privește toleranțele acolo unde nu este necesar — toleranțele standard pentru tablele metalice mențin proiectele în buget, păstrând în același timp calitatea acolo unde contează.
- Dimensiuni ne-standard ale găurilor: Specificarea găurilor cu dimensiuni precum 5,123 mm poate necesita burghie personalizate. Utilizarea dimensiunilor standard disponibile pe piață (5 mm, 6 mm, 1/4") permite prelucrătorilor să execute comanda dvs. cu uneltele existente, permițând o livrare aproape imediată prin echipamente de înaltă viteză.
- Ignorarea revenirii elastice: Metalul este ușor elastic. O îndoire realizată la 90 de grade tinde natural să revină la 88 sau 89 de grade (efect de revenire). Prelucrătorii de precizie compensează acest efect, dar toleranțele unghiulare excesiv de strânse, fără o rezervă pentru efectul de revenire, conduc la nerespectarea cerințelor la inspecție.
- Distanțare insuficientă între găuri: Găurile trebuie să fie plasate la aproximativ 1,5 ori grosimea materialului de la margini și la o distanță de două ori grosimea materialului una față de cealaltă. O distanțare mai mică provoacă deformarea materialului în timpul operațiunilor de perforare.
- Considerente legate de lipsa acoperirii: Vopsirea electrostatică (prin pudră) și anodizarea adaugă o grosime dimensională. Proiectele trebuie să țină cont de această modificare, în special pe suprafețele de contact și pe elementele filetate. În plus, piesele necesită puncte de suspendare în timpul procesului de acoperire — comunicați unde sunt acceptabile secțiunile neacoperite.
Caracteristicile de autoghidare reprezintă o oportunitate frecvent neglijată. Acolo unde este posibil, proiectați piese care se aliniază singure în timpul asamblării, reducând astfel nevoia de dispozitive de fixare și ghidare. Utilizarea inserților PEM sau a niturilor în locul sudurii poate economisi un timp și bani semnificativi, atunci când funcționalitatea o permite — sudura necesită muncă calificată și provoacă deformări termice, în timp ce fixarea mecanică asigură un control dimensional mai precis.
Impactul de afaceri al unei bune proiectări pentru fabricație (DFM) depășește eficiența în producție. Componentele proiectate conform acestor principii trec, de obicei, inspecția inițială fără necesitatea unor reparații, mențin o calitate constantă pe întreaga serie de producție și costă mai puțin, deoarece furnizorii pot utiliza echipamente și procese standardizate. Când prezentați un proiect care demonstrează conștientizarea DFM, companiile specializate în prelucrarea precisă a tablelor metalice recunosc un client care înțelege realitățile fabricației — ceea ce duce adesea la prețuri mai avantajoase, oferte mai rapide și programare prioritară.
După stabilirea principiilor de proiectare, următorul pas din traseul dumneavoastră de fabricație precisă implică înțelegerea modului în care procesele de prototipare și de lansare a unui nou produs validează proiectele înainte de a trece la volumele complete de producție.

Servicii de prototipare și de lansare a unui nou produs
Ați proiectat piesa dvs. având în vedere posibilitățile de fabricare. Dar cum puteți fi siguri că va funcționa cu adevărat înainte de a aloca mii de dolari pentru dotarea de producție? Aici intervin serviciile de prototipare precisă din tablă, care devin extrem de valoroase — transformând proiectele digitale în piese fizice pe care le puteți ține în mână, testa și perfecționa.
Lansarea noului produs (NPI) reprezintă procesul structurat prin care conceptul dvs. evoluează de la ideea inițială până la validarea pregătirii pentru producție. Conform specialiștilor în domeniul fabricării, NPI cuprinde întreaga gamă de etape, de la crearea conceptului, trecând prin dezvoltare, până la producția produsului final — eliminând cât mai multe riscuri posibile și, în același timp, valorificând oportunitățile de succes.
Pentru cumpărătorii care evaluează o companie specializată în NPI pentru piese precise din tablă, înțelegerea acestui proces ajută la identificarea partenerilor capabili să vă accelereze realist cronograma, comparativ cu cei care doar primesc comenzi, fără a adăuga valoare.
De la concept la aprobarea primei piese
Imaginați-vă că dezvoltați o nouă carcasă pentru echipamente industriale. Aveți fișiere CAD, specificații privind materialele și cerințe privind toleranțele—dar rămân încă întrebări. Vor produce îndoirile unghiurile așteptate? Se aliniază corect găurile de fixare cu componentele corespunzătoare? Vor evidenția procesul de asamblare probleme de interferență neașteptate?
Fluxul de lucru pentru prototipare răspunde acestor întrebări în mod sistematic. În baza practicilor din industrie, procesul tipic parcurge următoarele etape:
- Identificarea și definirea obiectivelor: Partenerul dumneavoastră de fabricație lucrează împreună cu dumneavoastră pentru a înțelege cerințele esențiale—specificațiile funcționale, așteptările estetice, protocoalele de testare și constrângerile de termen. Această etapă stabilește fundația pentru tot ceea ce urmează.
- Revizuirea proiectului și optimizarea DFM: Inginerii analizează datele dumneavoastră CAD din perspectiva realizabilității, recomandând ajustări care îmbunătățesc precizia rezultatelor fără a compromite funcționalitatea. Această fază colaborativă identifică adesea probleme care ar cauza întârzieri în producție ulterior.
- Fabricarea prototipului: Folosind aceeași echipamentă destinată producției, fabricanții creează mostrele inițiale. Această abordare asigură faptul că prototipurile reprezintă cu exactitate ceea ce va oferi producția la scară largă.
- Testare și Validare: Prototipurile sunt supuse testelor funcționale, verificărilor de potrivire cu componentele care se asamblează și evaluărilor de performanță în condiții de funcționare. Analiza cu elemente finite (FEA) poate simula modelele de tensiune, în timp ce testele fizice confirmă comportamentul în condiții reale.
- Iterația designului: Pe baza rezultatelor testelor, proiectele sunt rafinate și, după caz, sunt create noi prototipuri. Așa cum subliniază un expert din domeniu: „Nu fiecare concept este un câștigător — dorești să înveți rapid ce funcționează și ce necesită ajustări.”
- Aprobarea proiectului și stabilirea prețurilor pentru producție: Odată ce prototipurile îndeplinesc specificațiile, proiectul este definitivat și sunt elaborate oferte detaliate pentru producție. Fabricanții care au realizat prototipurile dumneavoastră pot oferi oferte precise, deoarece au testat deja procesul de fabricație.
- Inspecția la primul articol (FAI): Piesele produse inițial sunt supuse unei verificări dimensionale cuprinzătoare în raport cu specificațiile, creând dovezi documentate că procesele de fabricație livrează piese conforme.
Această abordare structurată reduce în mod semnificativ riscul apariției unor surprize costisitoare în timpul producției depline. La evaluarea serviciilor de prototipare precisă din tablă, căutați parteneri care oferă un sprijin cuprinzător DFM în faza de revizuire a proiectului—această colaborare determină adesea dacă proiectele reușesc sau întâmpină dificultăți.
Prototipare rapidă versus serii de producție
Viteza are o importanță diferită în fiecare etapă a dezvoltării produsului. În faza de prototipare, un timp de livrare scurt permite iterații rapide—filozofia „eșuează mai repede”, care vă ajută să aflați rapid dacă proiectele funcționează așa cum au fost concepute. Așa cum explică specialiștii în prototipare, dacă un anumit proiect nu este viabil, stabilirea acestui fapt într-un timp scurt este mult mai eficientă din punct de vedere al resurselor decât investirea unui timp și efort prelungit.
Ce diferențiază prototiparea rapidă de termenele standard de fabricație? Principalele companii specializate în prelucrarea precisă a tablelor metalice își mențin departamente dedicate prototipării, izolate de programul de producție. Această separare asigură faptul că lucrările de prototipare nu intră în competiție cu comenzile de mare volum pentru timpul de funcționare al mașinilor — o distincție esențială atunci când vă grăbiți să validați proiectele înainte ca ferestrele de piață să se închidă.
Luați în considerare cum arată, de fapt, capacitatea de prototipare rapidă în practică. Partenerii de top, precum Shaoyi (Ningbo) Metal Technology oferă prototipare rapidă în 5 zile, împreună cu un suport complet DFM (Design for Manufacturability) și un timp de ofertare de 12 ore — un astfel de grad de reactivitate accelerează semnificativ ciclurile de dezvoltare. Certificarea lor IATF 16949 demonstrează sistemele de calitate necesare pentru componentele auto de tip chasis, suspensie și structurale, unde toleranțele precise sunt ne-negociabile.
Trecerea de la prototipare la producție introduce priorități diferite:
| Factor | Prototipare rapida | Tiruri de producție |
|---|---|---|
| Obiectiv Principal | Validarea proiectului și viteza de iterare | Calitate constantă la scară mare |
| Termen tipic | 3–10 zile pentru eșantioanele inițiale | 2–6 săptămâni, în funcție de complexitate și volum |
| Abordare privind sculele | Matrițare moale sau fabricare directă | Matrițare de producție pentru repetabilitate |
| Structura de costuri | Cost unitar mai ridicat, investiție totală mai mică | Cost unitar mai scăzut, investiție mai mare în matrițe |
| Interval de volum | de obicei 1–50 de bucăți | Sute sau mii de bucăți |
Producția pilot constituie puntea între aceste faze. Înainte de extinderea la volumul complet, fabricanții produc loturi mici — de obicei 50–200 de bucăți — pentru a valida repetabilitatea și stabilitatea proceselor de fabricație. Această etapă identifică eventualele probleme de fabricabilitate care nu au apărut în faza de prototipare și confirmă faptul că sistemele de calitate pot menține specificațiile pe durata unor serii extinse de producție.
Când alegeți o companie specializată în alimentatoare servo pentru tablă de precizie sau un partener pentru fabricarea rapidă de prototipuri din tablă, evaluați întreaga gamă de capacități pe care aceasta o oferă. Cei mai buni parteneri conduc proiectele de la conceptul inițial până la producția validată, aplicând sisteme de calitate constante la fiecare etapă. Ei înțeleg că realizarea de prototipuri nu este doar o chestiune de fabricare rapidă a pieselor — este vorba despre învățarea rapidă, suficient de repede pentru a lua decizii mai bune înainte ca investițiile în producție să consolideze alegerile de design.
Acum, după ce ați înțeles procesele de prototipare, sunteți pregătiți să abordați un subiect pe care mulți fabricanți îl evită să-l discute deschis: ce determină, de fapt, prețurile în lucrările de precizie pe tablă și cum puteți optimiza costurile fără a sacrifica calitatea?
Înțelegerea factorilor de prețurizare și a motoarelor costurilor
Iată o conversație pe care mulți fabricanți o evită: ce determină, de fapt, costul proiectului dumneavoastră? Deși obținerea unor oferte pentru prelucrarea personalizată a tablelor din metal pare adesea ca și cum ați primi numere misterioase dintr-o cutie neagră, realitatea este mai simplă decât v-ați putea imagina. Înțelegerea factorilor care influențează costul prelucrării precise a tablelor din metal vă permite să luați decizii informate — și, eventual, să reduceți cheltuielile fără a sacrifica calitatea.
Conform specialiștilor în prelucrare precisă, mai mulți factori interconectați influențează prețurile. Cheia constă în înțelegerea factorilor pe care îi puteți controla, a celor care necesită compromisuri și a celor care reprezintă pur și simplu realități fixe ale fizicii proceselor de fabricație.
Costurile materialelor și factorii de complexitate
Să începem cu cei mai concreți factori de cost ai prelucrării precise a metalului: din ce sunt confecționate piesele dumneavoastră și cât de complicate sunt de produs.
Selectarea materialelor reprezintă una dintre cele mai importante variabile din oferta dvs. Conform explicațiilor furnizate de sursele din industrie, metalele precum aluminiul, oțelul inoxidabil și oțelul carbon variază atât în ceea ce privește prețul pe kilogram, cât și în ceea ce privește ușurința de prelucrare:
- Aluminiu este ușor și rezistent la coroziune, dar necesită o atenție sporită în timpul operațiunilor de deformare și sudare
- Oțel inoxidabil oferă o rezistență și o durabilitate excelente, dar are un cost semnificativ mai mare pe kilogram și necesită adesea finisări specializate
- Oțel carbon rămâne accesibil și versatil, dar necesită, în mod obișnuit, straturi de protecție pentru a preveni coroziunea
Grosimea materialului amplifică direct aceste costuri. Materialul mai gros necesită mai mult timp pentru tăiere, forță mai mare pentru îndoire și timp mai lung de sudare — toate acestea se traduc prin ore suplimentare de producție și prețuri mai ridicate.
Complexitatea proiectării crează al doilea factor major de multiplicare a costurilor. Componentele cu multiple îndoiri, decupări complexe sau toleranțe strânse necesită mai mult timp de programare, operațiuni suplimentare de configurare și cicluri frecvente de inspecție. Diferența dintre un simplu suport cu două îndoiri și o carcasă cu doisprezece îndoiri, inserții pentru elemente de fixare și ansambluri sudate poate fi dramatică — chiar și atunci când se folosesc materiale identice.
Iată un cadru practic pentru înțelegerea modului în care diferiții factori de prețurizare ai prelucrării tablelor metalice afectează rezultatul final al dvs.
| Factor de Cost | Nivelul impactului | Ce determină acest cost | Cum să optimizați |
|---|---|---|---|
| Tip de material | Ridicat | Prețurile de piață ale materiilor prime, specificațiile aliajelor | Specificați aliaje standard; luați în considerare alternative cu performanțe similare |
| Grosimea materialului | Mediu-Mare | Viteză de tăiere, forță de deformare, timp de sudare | Utilizați grosimea minimă care îndeplinește cerințele structurale |
| Complexitate geometrică | Ridicat | Programare, modificări de configurare, scule specializate | Simplificați proiectele; standardizați razele de îndoire și dimensiunile găurilor |
| Cerințe privind Toleranțele | Ridicat | Viteze reduse de prelucrare, inspecții frecvente, risc ridicat de refacere | Aplicați toleranțe strânse doar pentru dimensiunile critice |
| Finisarea suprafeței | Mediu | Pași suplimentari de proces, materiale de acoperire, timp de întărire | Specificați finisajele doar acolo unde sunt necesare din punct de vedere funcțional |
| Operațiuni de montaj | Mediu-Mare | Ore de muncă, costuri ale componentelor, puncte de inspecție | Proiectați pentru asamblare simplificată; utilizați caracteristici auto-poziționabile |
| Configurare și programare | Mediu | Configurare inițială a mașinii, pregătirea sculelor | Proiectați familii de piese care împart aceleași cerințe privind sculele |
Observați că cerințele privind toleranțele au un grad de impact „ridicat”. Conform experților în fabricație, cu cât toleranțele sunt mai strânse, cu atât costul este mai mare — îndeplinirea cerințelor stricte privind dimensiunile implică inspecții mai frecvente, viteze mai lente de prelucrare mecanică și echipamente avansate de măsurare, cum ar fi mașinile de măsurare cu coordonate (CMM) și sistemele de inspecție bazate pe laser.
Considerente legate de volum și compromisuri privind termenul de livrare
Cantitatea modifică în totalitate prețurile în domeniul prelucrării de precizie. Un singur prototip sau o serie mică vor costa semnificativ mai mult pe unitate decât o comandă de volum mare, deoarece timpul de configurare și programare se repartizează pe un număr mai mic de piese.
Gândiți-vă practic: indiferent dacă comandați 10 piese sau 1.000, fabricantul trebuie să programeze totuși laserul, să configureze presa de îndoit și să stabilească protocoalele de inspecție a calității. Aceste costuri fixe se împart diferit în funcție de volumul comenzii:
- Cantități prototip (1-10 bucăți): Costurile de configurare domină; prețul pe piesă este cel mai ridicat, dar investiția totală este cea mai mică
- Producție de volum redus (50-500 bucăți): Costurile de configurare se amortizează mai avantajos; prețul pe piesă scade semnificativ
- Producție de volum ridicat (1.000+ bucăți): Câștigurile de eficiență sunt maximizate; manipularea automatizată și dispunerea optimizată reduc deșeurile și cheltuielile cu forța de muncă
Timpul de livrare introduce o altă dimensiune a costurilor, pe care mulți cumpărători o subestimează. Conform specialiștilor în estimarea costurilor de fabricație , comenzile urgente sau proiectele care necesită livrare accelerată implică adesea ore suplimentare sau ajustări ale programului de producție — ambele generând costuri suplimentare.
Relația dintre timpul de livrare și cost creează compromisuri importante:
| Scenariu privind timpul de livrare | Impact asupra costurilor | Termen tipic | Cel Mai Bine Pentru |
|---|---|---|---|
| Producție Standard | Prețuri de bază | 2-4 săptămâni | Producție planificată cu cerere previzibilă |
| Livrare accelerată | Se aplică tarife premium | 1-2 săptămâni | Termene limită critice cu flexibilitate bugetară |
| Urgent/urgentă | Suprataxă semnificativă | Zile, nu săptămâni | Adevărate situații de urgență în care costul este secundar |
| Flexibil/programat | Reducere potențială | 4–6+ săptămâni | Comenzi non-urgente, unde momentul livrării este negociabil |
După cum subliniază specialiștii în termene de livrare, cu cât proiectul dumneavoastră este mai simplu și cu cât materialele folosite sunt mai standard, cu atât piesele dumneavoastră vor ajunge mai repede — iar un termen mai scurt înseamnă adesea și un cost mai mic, evitându-se astfel tarifele suplimentare pentru execuție urgentă.
Un factor de cost adesea neglijat? Transportul și logistica. Conform surselor din industrie, producția se poate încheia la timp, dar transportul poate totuși afecta programul dumneavoastră. Logistica accelerată prin operatori de transport prioritari scurtează termenul de livrare, dar, de obicei, la un cost mai ridicat. Pentru comenzile internaționale, luați în considerare posibilitatea solicitării expedierii în loturi separate dacă viteza este mai importantă decât minimizarea cheltuielilor de transport maritim.
Abordarea cea mai eficientă din punct de vedere al costurilor combină decizii inteligente de proiectare cu o planificare realistă a termenelor. Colaborați din timp cu partenerul dumneavoastră specializat în prelucrarea precisă a tablelor metalice — în faza de proiectare, nu după finalizarea desenelor. Fabricanții experimentați pot identifica oportunități de optimizare a costurilor pe care le puteți omite, de la sugestii privind dimensiunile standard ale găurilor, care reduc schimbările de scule, până la recomandări privind alternativele de materiale care oferă performanțe echivalente la un cost mai redus.
Acum, cu factorii de preț înțeleși, sunteți pregătit să evaluați ofertele în mod inteligent și să purtați discuții informate cu potențialii parteneri de fabricație despre originea costurilor – și unde puteți identifica economii care nu compromit precizia cerută de aplicația dumneavoastră.
Luarea deciziei corecte privind metalul laminat de precizie
Ați parcurs un teren semnificativ – de la înțelegerea semnificației reale a toleranțelor de precizie până la evaluarea certificărilor, a principiilor DFM (Design for Manufacturability), a proceselor de prototipare și a factorilor care influențează costurile. Acum este momentul să sintetizați aceste informații în orientări practice care vă vor ajuta să avansați cu încredere.
Indiferent dacă sunteți un specialist tehnic care compară capacitățile de fabricație sau un decident de afaceri care evaluează potențiali parteneri din lanțul de aprovizionare, criteriile de selecție pentru metalul laminat de precizie pe care le-am analizat au un element comun: capacitatea verificată este mai importantă decât afirmațiile de marketing.
Concluzii cheie pentru următorul dumneavoastră proiect de precizie
Înainte de a solicita oferte sau de a programa vizite la facilități, rețineți aceste puncte esențiale de evaluare:
Cea mai bună companie specializată în prelucrarea precisă a foilor de metal demonstrează trei calități ne-negociabile: certificate corespunzătoare domeniului de activitate, verificate prin documentație actuală; capacități ale echipamentelor adaptate cerințelor specifice de toleranță ale dumneavoastră; și sprijin ingineresc colaborativ care îmbunătățește proiectele dumneavoastră înainte de începerea producției.
Iată cadrul condensat de evaluare a partenerului dumneavoastră pentru prelucrarea precisă:
- Verificați certificatele în mod activ: Solicitați certificatele actuale, cu datele de expirare. Certificatul ISO 9001 este valabil pentru aplicații generale; AS9100 este obligatoriu pentru domeniul aerospațial; IATF 16949 indică pregătirea pentru lanțul de aprovizionare auto.
- Potriviți capacitățile cerințelor: Nu plătiți în exces pentru capacități de care nu aveți nevoie — dar nu compromiteți toleranțele pe care le impune aplicația dumneavoastră.
- Evaluați colaborarea în cadrul DFM (Design for Manufacturability): Partenerii care îmbunătățesc proiectele dumneavoastră în faza de prototipare previn probleme costisitoare de producție ulterioare.
- Evaluați rapiditatea răspunsului din faza inițială: Viteza cu care potențialii parteneri răspund la cererile de ofertă prezice modul în care vor comunica în timpul provocărilor legate de producție
- Înțelegeți factorii care influențează costul: Selectarea materialelor, complexitatea geometrică, cerințele privind toleranțele și termenul de livrare influențează toate prețul — optimizați acolo unde există flexibilitate
Înaintăm încrezători
Următorii dumneavoastră pași depind de stadiul în care vă aflați în cadrul procesului de achiziție. Dacă definiți încă cerințele, concentrați-vă asupra specificațiilor privind toleranțele și asupra selecției materialelor — aceste decizii au un impact asupra tuturor alegerilor ulterioare. Dacă comparați în prezent furnizorii, dați prioritate verificării certificărilor și solicitați piese eșantion care să demonstreze capacitatea lor de precizie.
În special pentru aplicațiile destinate industriei auto, alegerea partenerului potrivit în domeniul preciziei devine și mai critică. Așa cum subliniază specialiștii în stampare de precizie, certificările precum IATF 16949 semnalează faptul că un fabricant înțelege cerințele specifice industriei auto, inclusiv prevenirea defectelor, trasabilitatea și protocoalele de îmbunătățire continuă.
Gândiți-vă la ceea ce înseamnă, în practică, un partener ideal în domeniul prelucrării de precizie. Shaoyi (Ningbo) Metal Technology exemplifică criteriile pe care le-am discutat pe parcursul acestui ghid: certificare IATF 16949 pentru componentele auto ale caroseriei, suspensiei și structurale; prototipare rapidă în 5 zile, care accelerează cronograma dvs. de dezvoltare; sprijin complet DFM (Design for Manufacturability), care identifică problemele de proiectare înainte de producție; și o durată de 12 ore pentru întocmirea ofertei, care menține proiectele dvs. în mișcare. Această combinație de sisteme de calitate verificate, servicii rapide și colaborare tehnică reprezintă exact ceea ce ar trebui să căutați într-un partener specializat în prelucrarea de precizie a tablelor metalice.
Pe piața prelucrării de precizie, cumpărătorii bine informați obțin rezultate superioare. Dotat cu cadrul de evaluare, cunoștințele despre DFM și înțelegerea costurilor pe care le-ați dobândit aici, sunteți pregătit să alegeți parteneri care asigură o calitate constantă — nu doar pentru prima comandă, ci pe întreaga perioadă de colaborare în producție, pe parcursul mai multor ani.
Întrebări frecvente despre companiile specializate în prelucrarea de precizie a tablelor metalice
1. Ce este prelucrarea precisă a tablelor?
Fabricarea precisă a pieselor din tablă este procesul de producere a pieselor și componentelor din tablă metalică cu o precizie extrem de ridicată, menținând în mod tipic toleranțe între ±0,005" și ±0,010" (±0,13 mm până la ±0,25 mm). Acest proces implică echipamente specializate, cum ar fi sistemele cu laser pe fibră, prese de îndoit CNC cu tehnologie de corecție a unghiurilor și mașini de măsurare tridimensionale (CMM) pentru inspecție. Industriile care necesită specificații exacte — cum ar fi cea aerospațială, cea a dispozitivelor medicale și cea autohtonă — se bazează pe fabricarea precisă, deoarece defecțiunile componentelor cauzate de inexactitățile dimensionale pot duce la probleme de asamblare, retrageri de produse și probleme de siguranță.
2. Cine este cel mai bun fabricant din lume?
Cel mai bun fabricant depinde de cerințele specifice ale aplicației dvs., de certificatele industriale necesare și de toleranțele de precizie solicitate. Pentru aplicații auto, căutați parteneri certificați IATF 16949, cum ar fi Shaoyi (Ningbo) Metal Technology, care oferă prototipare rapidă în 5 zile, sprijin complet DFM și un timp de răspuns pentru ofertă de 12 ore pentru componente ale caroseriei, suspensiei și structurale. Pentru lucrări aeronautice, certificarea AS9100 este esențială. Evaluați potențialii parteneri pe baza capacităților lor de echipament, a sistemelor de calitate, a expertizei în materiale și a reactivității, nu pe baza clasărilor generale.
3. Cât costă instalarea tablelor metalice?
Costurile pentru prelucrarea precisă a foilor metalice variază semnificativ în funcție de mai mulți factori: tipul și grosimea materialului, complexitatea geometrică, cerințele de toleranță, necesitățile de finisare a suprafeței și volumul comenzii. Deși proiectele simple pot costa câteva sute de dolari, componente precise complexe cu toleranțe strânse pot ajunge la mii de dolari. Costurile pentru configurare și programare rămân relativ fixe, indiferent de cantitate, ceea ce face ca costul pe unitate să fie mult mai ridicat pentru prototipuri decât pentru serii de producție. Pentru a optimiza costurile, specificați toleranțe strânse doar pentru dimensiunile critice, utilizați dimensiuni standard pentru găuri și raze de îndoire, iar termenele de livrare trebuie planificate realist, pentru a evita suplimentele legate de execuția urgentă.
4. Ce certificate ar trebui să dețină o firmă specializată în prelucrarea precisă a foilor metalice?
Certificările necesare depind de industria dumneavoastră. ISO 9001 reprezintă baza pentru aplicațiile comerciale generale, demonstrând existența unor sisteme documentate de management al calității. AS9100 extinde cerințele ISO pentru aplicațiile din domeniul aerospace, aviație și apărare, unde fabricarea critică pentru siguranță este obligatorie. IATF 16949 indică pregătirea pentru lanțul de aprovizionare auto, cu accent pe prevenirea defectelor și îmbunătățirea continuă. ISO 13485 abordează conformitatea reglementară pentru dispozitive medicale. Solicitați întotdeauna certificatele actuale, împreună cu datele lor de expirare, deoarece certificările necesită audituri trienale pentru a-și menține valabilitatea.
5. Cum aleg partenerul potrivit pentru prelucrarea precisă a tablelor metalice?
Începeți prin verificarea faptului că certificatele adecvate domeniului de activitate corespund cerințelor aplicației dvs. Evaluați capacitățile echipamentelor în raport cu nevoile specifice de toleranță și tipurile de materiale utilizate. Analizați sprijinul oferit pentru ingineria pentru fabricație (DFM) în faza de proiectare – partenerii care îmbunătățesc proiectele înainte de producție previn probleme costisitoare ulterioare. Verificați promptitudinea răspunsurilor în timpul procesului de ofertare, ca indicator al calității viitoarei comunicări. Solicitați piese eșantion sau referințe de la clienți cu cerințe similare de precizie. Luați în considerare capacitățile lor de prototipare dacă aveți nevoie de iterații rapide și asigurați-vă că sistemele lor de calitate includ trasabilitatea materialelor și controlul statistic al proceselor pentru dimensiunile critice.