 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Cum contribuie turnarea sub presiune de înaltă performanță la inovația din industria auto

REZUMAT
Turnarea sub presiune de înaltă performanță pentru autovehicule este un proces de fabricație în care metalul topit, cum ar fi aluminiul sau zincul, este injectat într-o formă sub presiune extremă. Această metodă produce componente puternice, ușoare și extrem de precise, esențiale pentru vehiculele moderne. Această tehnologie este esențială pentru îmbunătățirea eficienței combustibilului, sporirea performanței generale și pentru a permite proiectările avansate necesare atât vehiculelor cu motor cu ardere internă (ICE), cât și vehiculelor electrice (EV).
Înțelegerea turnării sub presiune auto de înaltă performanță
Turnarea sub presiune în domeniul auto este un proces fundamental de fabricație care creează piese metalice complexe și dimensionale precise prin injectarea metalului topit într-o formă reutilizabilă din oțel, cunoscută sub numele de matriță. În aplicațiile de înaltă performanță, acest proces este perfecționat pentru a produce componente care îndeplinesc cerințe stricte privind rezistența, greutatea și precizia. Utilizarea presiunii ridicate asigură umplerea tuturor detaliilor intricate ale formei, rezultând o piesă aproape finită, care necesită o prelucrare secundară minimă.
Această tehnologie este esențială pentru producerea numeroaselor componente critice ale vehiculelor. Constructorii auto se bazează pe turnarea sub presiune pentru piese care sunt în același timp ușoare și durabile, contribuind direct la siguranța și eficiența vehiculului. Așa cum este descris de experți la Autocast Inc. , procesul este esențial pentru producerea tuturor componentelor, de la blocurile de motor și carcasele cutiei de viteze până la elementele structurale ale șasiului. De exemplu, blocurile de motor din aluminiu turnat sub presiune reduc greutatea totală a motorului, ceea ce îmbunătățește accelerația și consumul de combustibil, în timp ce designul lor precis contribuie la o disipare eficientă a căldurii.
Aplicațiile se extind în întregul vehicul. Exemple cheie de piese turnate sub presiune evidențiate de analizele industriale din Transvalor include:
- Componente ale motorului: Capace de cilindri și blocuri de motor ușoare și robuste.
- Carcase de transmisie: Carcase rigide și dimensional stabile pentru transmisie eficientă a puterii.
- Părți ale șasiului și structurale: Suporturi de suspensie și fuzete cu raport ridicat rezistență-la-greutate.
- Carcase electronice: Capace de protecție pentru senzori, cutii de viteze și motoare.
- Componente de frână: Pinze de frână care necesită rezistență și precizie ridicate pentru siguranță.
Adoptarea turnării sub presiune de înaltă performanță oferă o serie de beneficii care se traduc direct printr-o calitate superioară a vehiculelor. Prin crearea unor piese ușoare, aceasta reduce masa la rulare a unui vehicul, un factor principal în îmbunătățirea eficienței consumului de combustibil și reducerea emisiilor. În plus, precizia componentelor turnate sub presiune conduce la o funcționare mai lină a motorului, o manevrabilitate mai rapidă și o durabilitate generală crescută. Procesul este de asemenea foarte eficient, permițând cicluri rapide de producție și fabricație rentabilă pentru piese produse în volum mare.
Procese de bază și considerente privind fabricația
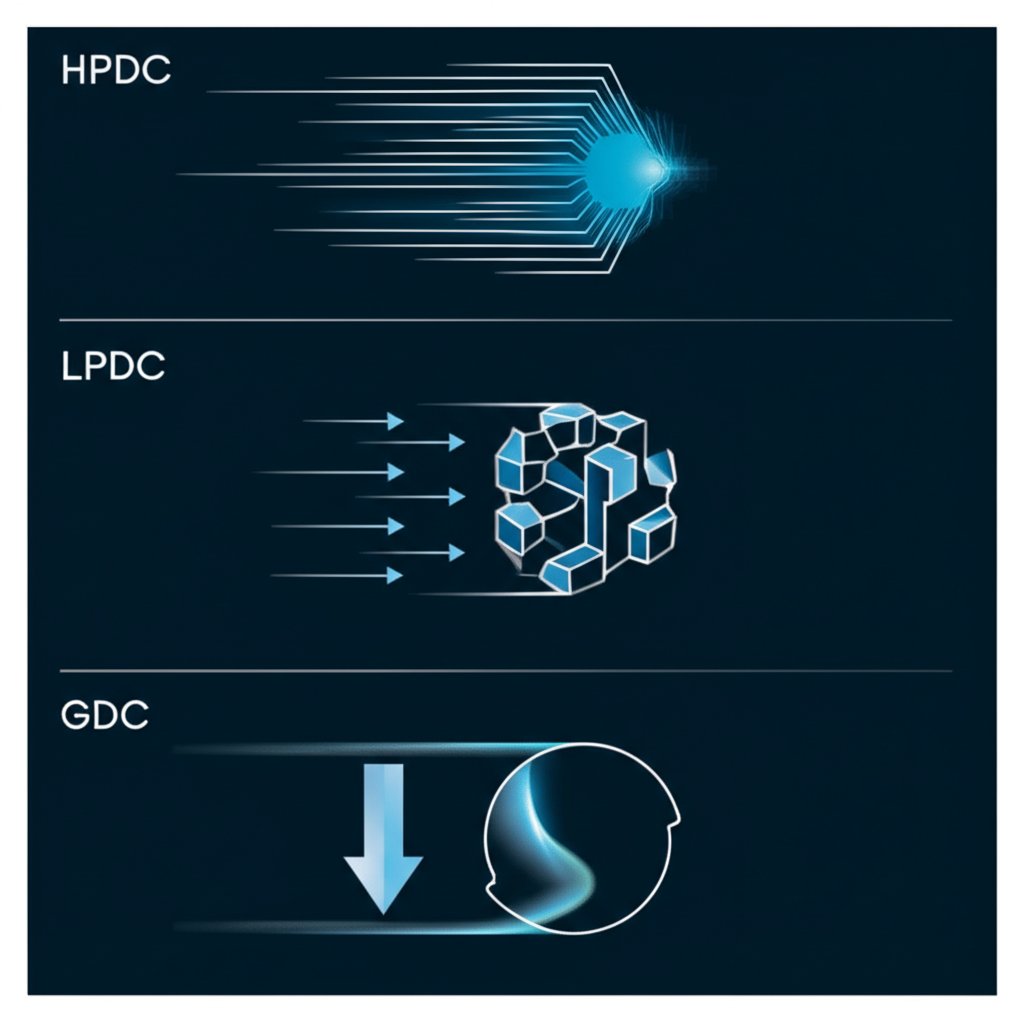
Lumea turnării sub presiune nu este monolitică; există mai multe procese distincte, fiecare adaptat la materiale și cerințe diferite ale componentelor. Cele trei metode principale sunt Turnarea Sub Presiune Înaltă (HPDC), Turnarea Sub Presiune Scăzută (LPDC) și Turnarea Gravitatică (GDC). Înțelegerea diferențelor dintre acestea este esențială pentru a înțelege de ce HPDC este atât de răspândită în aplicațiile auto de înaltă performanță.
HPDC, după cum sugerează și numele, injectează metal topit la viteze și presiuni extrem de mari. Conform DyCast Specialties Corporation , această metodă este ideală pentru producerea unui volum mare de piese complexe, cu pereți subțiri, având o precizie dimensională excelentă și finisaje superficiale netede. HPDC se împarte în două categorii principale: procesul cu cameră caldă, utilizat pentru aliaje cu punct de topire scăzut, cum ar fi zincul, și procesul cu cameră rece, utilizat pentru aliaje cu punct de topire ridicat, cum ar fi aluminiul. Metoda cu cameră rece este dominantă în industria auto pentru producerea unor piese structurale mari, cum ar fi blocurile de motor și carcasele cutiilor de transmisie.
Deși turnarea în forme deschise este excelentă pentru piese complexe, aproape de forma finală, alte procese de fabricație de înaltă performanță, cum ar fi forjarea, sunt esențiale pentru componentele care necesită rezistență maximă și durabilitate la oboseală. De exemplu, companii precum Shaoyi (Ningbo) Metal Technology se specializează în forjarea auto, oferind o altă cale de realizare a unor piese robuste pentru vehicule printr-un proces care modelează metalul prin forțe de compresiune.
Cu toate acestea, HPDC nu este lipsit de provocări. Un dezavantaj principal este posibilitatea apariției porozității, situație în care se formează mici goluri sau orificii în interiorul piesei turnate din cauza gazelor capturate. Acest lucru poate compromite proprietățile mecanice ale componentei. Pentru a combate acest fenomen, sunt utilizate tehnici avansate precum Metoda de Umplere cu Flux de Tranziție (TFFM), așa cum este menționat de AdvanTech International . Mai jos este o comparație între principalele procese de turnare:
| Proces | Caracteristici cheie | Cel Mai Bine Pentru | Aplicații Auto Comune |
|---|---|---|---|
| Litaj sub Presiune Înaltă (HPDC) | Viteză foarte mare, precizie ridicată, finisaj neted, potențial pentru porozitate. | Piese complexe, cu pereți subțiri și în cantități mari. | Blocuri motor, carcase de transmisie, carcase electronice, componente structurale. |
| Turnare sub presiune joasă (LPDC) | Viteză de umplere mai scăzută, integritate structurală bună, mai puțină turbulență. | Componente mari, simetrice și rezistente din punct de vedere structural, care necesită o înaltă integritate. | Roți, componente de suspensie și alte componente critice pentru siguranță. |
| Turnarea prin gravitație (GDC) | Utilizează gravitația pentru a umple forma, proces simplu, rezultând piese dense. | Producerea de piese puternice, cu integritate ridicată și porozitate minimă. | Pinioane de frână, pistoane și alte piese care necesită rezistență mare. |
Materiale cheie în turnarea sub presiune de înaltă performanță
Alegerea materialului este la fel de importantă ca procesul de turnare în sine. În turnarea sub presiune pentru industria auto, inginerii aleg în principal dintr-o gamă de aliaje neferoase, fiind cele mai promovate aluminiul, zincul și magneziul. Fiecare material oferă un profil unic de proprietăți care îl face potrivit pentru aplicații specifice, influențând direct performanța, greutatea și durabilitatea vehiculului.
Aluminiul este motorul industriei de turnare sub presiune auto. Combinarea sa de greutate ușoară, rezistență mare, rezistență excelentă la coroziune și conductivitate termică bună îl face o alegere ideală pentru o gamă largă de componente. Așa cum este prezentat în detaliu de experții în producție de la Dynacast , turnările subțiri din aluminiu pot rezista la cele mai înalte temperaturi de funcționare dintre toate aliajele turnate prin presare, ceea ce le face ideale pentru blocuri de motor, carcase de transmisie și radiatoare. Tendința de ușurare a vehiculelor pentru a îmbunătăți eficiența combustibilului a transformat aluminiul într-un material indispensabil.
Aliajele de zinc sunt o altă opțiune populară, în special pentru piese care necesită detalii complicate și o finisare superficială de înaltă calitate. Fluiditatea zincului îi permite să umple secțiuni subțiri și complexe ale matriței cu precizie excepțională, eliminând adesea necesitatea operațiilor secundare. Este utilizat frecvent pentru componente mici și detaliate, cum ar fi carcase electronice, piese cosmetice interioare și corpuri complexe de senzori. În plus, matrițele utilizate pentru turnarea zincului au o durată de viață semnificativ mai lungă decât cele pentru aluminiu, ceea ce le face o opțiune rentabilă pentru producția de serie mare.
Magneziul se remarcă ca fiind cel mai ușor dintre toate metalele structurale. Avantajul său principal este raportul excepțional de rezistență la greutate, ceea ce îl face o alegere premium pentru aplicațiile în care reducerea greutății este prioritate absolută. Componentele din magneziu se găsesc adesea în vehiculele de înaltă clasă, în părți precum cadrele interioare, miezurile volanului și panourile de bord. Utilizarea unor procese avansate precum Thixomolding poate îmbunătăți în continuare calitatea și domeniul de aplicare al pieselor din magneziu.
| Material | Proprietăți cheie | Cost | Aplicații comune în industria auto |
|---|---|---|---|
| Aluminiu | Ușor, rezistență ridicată, disipare excelentă a căldurii, rezistent la coroziune. | Moderat | Blocuri motor, carcase de transmisie, componente de șasiu, radiatoare de căldură, carcase motoare EV. |
| Zinc | Fluideitate ridicată pentru forme complexe, finisaj superficial excelent, durabilitate mare. | Mai scăzut (luând în calcul durata de viață a sculelor) | Carcase electronice, senzori, componente interioare, conectori, pinioane. |
| Magnesiu | Extrem de ușor, raport excepțional de rezistență la greutate, rigiditate bună. | Mai mare | Panouri de bord, cadre volan, cadre scaune, subcadre. |

Viitorul turnării sub presiune în industria auto: Inovații pentru vehicule electrice și electronice
Industria auto se confruntă cu o transformare majoră către electrificare și conducerea autonomă, iar tehnologia turnării sub presiune evoluează rapid pentru a face față acestor noi provocări. Viitorul turnării sub presiune de înaltă performanță este strâns legat de cerințele vehiculelor electrice (EV) și de răspândirea electronicilor avansate. Această evoluție nu constă doar în îmbunătățirea pieselor existente, ci în posibilitatea de a permite arhitecturi complet noi de vehicule.
Pentru vehiculele electrice, ușurarea este și mai importantă decât pentru vehiculele tradiționale, deoarece influențează direct autonomia și performanța. Turnarea sub presiune joacă un rol esențial în producerea componentelor structurale mari, realizate dintr-o singură bucată — o tendință adesea denumită „gigacasting”. Aceasta presupune turnarea unor piese masive, cum ar fi întregul subsol al unui vehicul sau un container pentru baterie, ca o unitate unică. Această abordare consolidează sute de piese mai mici, stampilate și sudate, într-una singură, simplificând astfel în mod semnificativ asamblarea, reducând greutatea și scăzând costurile. Aceste turnări mari din aluminiu sunt esențiale pentru a găzdui și proteja pachetele grele de baterii, contribuind totodată la rigiditatea structurală a vehiculului.
În același timp, apariția sistemelor avansate de asistență pentru conducător (ADAS) și conectivitatea din interiorul autovehiculelor au condus la o creștere explozivă a numărului de senzori, camere și unități electronice de control (ECU) dintr-un vehicul. Fiecare dintre aceste componente necesită carcase realizate cu precizie și ecranate electromagnetic. Turnarea sub presiune, în special cu aliaje de zinc și aluminiu, este procesul ideal pentru crearea acestor carcase complexe, cu pereți subțiri. Capacitatea procesului de turnare sub presiune de a realiza forme finale permite integrarea directă în piesă a unor elemente complexe, cum ar fi radiatoarele de răcire și punctele de fixare, economisind spațiu și îmbunătățind gestionarea termică pentru electronicele sensibile.
Progresele tehnologice în procesul de turnare în sine extind și mai mult limitele a ceea ce este posibil. Inovații precum turnarea asistată cu vid și software-ul avansat de simulare a curgerii în formă permit producerea de piese cu porozitate mai scăzută, rezistență mai mare și chiar proprietăți sudabile. Aceste progrese sunt esențiale pentru crearea componentelor structurale critice pentru siguranță și carcase de baterii etanșe pentru vehiculele electrice. Pe măsură ce industria avansează, turnarea sub presiune va rămâne un factor cheie în realizarea unor vehicule mai sigure, mai eficiente și mai durabile.
Întrebări frecvente
1. Care sunt dezavantajele turnării sub presiune înaltă (HPDC)?
Dezavantajul principal al turnării sub presiune înaltă (HPDC) este riscul de porozitate. Deoarece metalul topit este injectat la viteză mare, gazele pot fi capturate în interiorul matriței, formând mici goluri în piesa finită. Această porozitate poate slăbi componenta și o poate face nepotrivită pentru aplicații care necesită tratament termic sau sudură. Totuși, tehnici moderne precum asistența cu vid și proiectarea avansată a matrițelor ajută la atenuarea acestei probleme.
2. Care este diferența dintre HPDC, LPDC și GDC?
După cum este detaliat în corpul principal al articolului, diferența esențială constă în presiunea și viteza utilizate pentru umplerea matriței. HPDC utilizează o presiune foarte ridicată pentru o producție rapidă și în volum mare de piese complexe. LPDC folosește o presiune mai scăzută pentru o umplere mai lentă și controlată, ideală pentru componente structurale solide, cum ar fi roțile. GDC se bazează exclusiv pe gravitație, rezultând piese dense și puternice, dar cu un ciclu de producție mult mai lent.
3. Care este raportul de umplere pentru HPDC?
Raportul de umplere în HPDC se referă la volumul metalului topit turnat în manșonul de injecție comparativ cu volumul total al manșonului. Cercetările sugerează că un raport de umplere de 60-70% este adesea recomandat. Acesta ajută la minimizarea cantității de aer care pătrunde în cavitatea matriței împreună cu metalul, reducând astfel captarea gazelor și porozitatea în componenta finală.