 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Un ghid esențial privind componentele și funcțiile setului de matrițe
REZUMAT
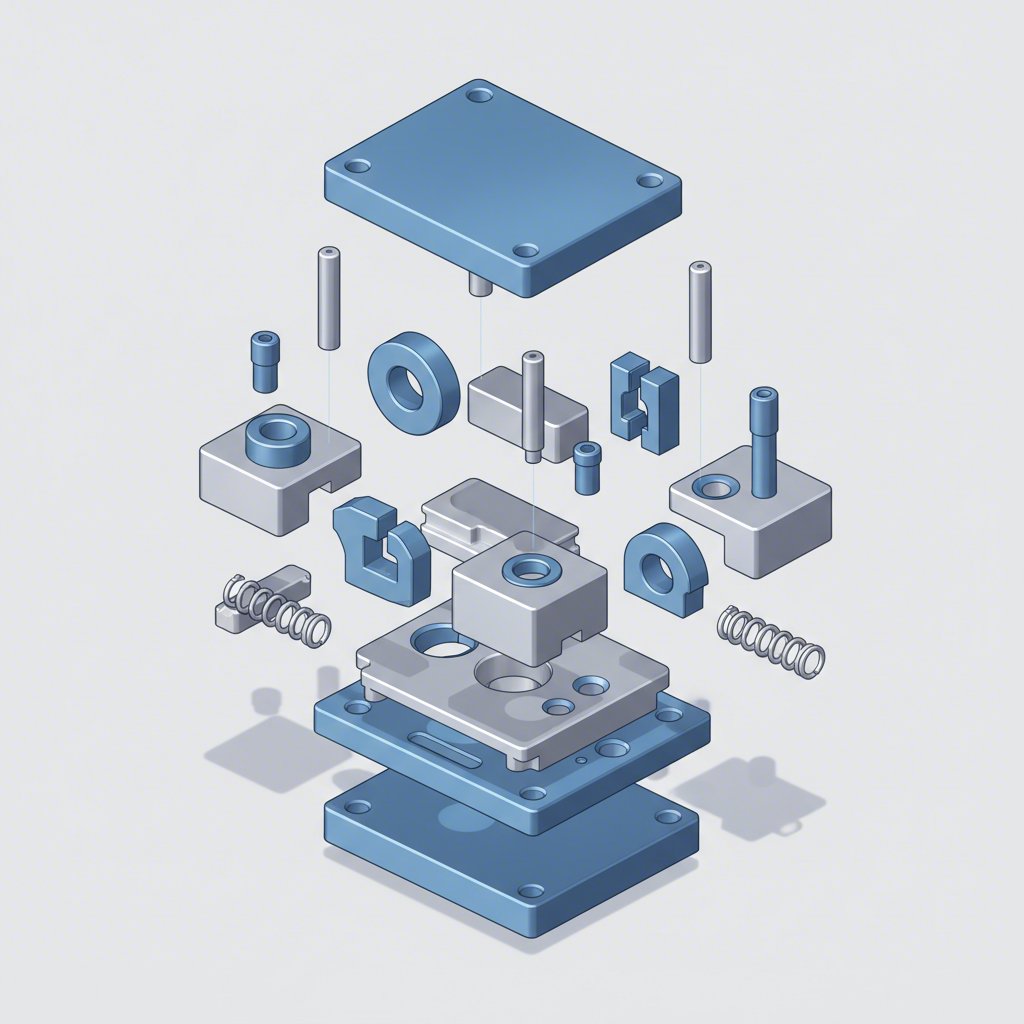
Un ansamblu de matrițe este o unealtă de fabricație precisă care taie și profilează tabla subțire într-o formă specifică. Componentele sale esențiale funcționează împreună pentru a asigura precizia și repetabilitatea. Părțile principale includ plăcile de bază ale matriței (sau încălțările) care susțin tot ansamblul, pivoți și bucșe de ghidare pentru aliniere precisă, precum și elementele active, cum ar fi poansoanele și blocurile de matriță care efectuează operațiunile reale de tăiere și formare. Alte componente, cum ar fi arcurile și tamponele, controlează curgerea materialului și asigură forța necesară.
Baza: Anatomia principală a ansamblului de matrițe
Inima oricărei operațiuni de stampare o reprezintă ansamblul matriței, care servește drept fundație robustă pentru toate celelalte componente active. Elementele principale ale acestei baze sunt plăcile matriței, cunoscute și sub numele de încălțăminte ale matriței. Un ansamblu complet de matriță constă dintr-o încălțăminte superioară (care susține ansamblul poansonului) și o încălțăminte inferioară (care susține blocul matriței), aduse în aliniere perfectă prin componente de ghidare. Aceste plăci sunt prelucrate cu mare precizie din oțel de înaltă calitate sau aluminiu pentru a fi perfect plane și paralele, o cerință esențială pentru producerea unor piese uniforme și de înaltă calitate. Alegerea materialului depinde de aplicație; deși oțelul este frecvent utilizat datorită durabilității sale, aluminiul este adesea preferat pentru greutatea sa mai mică, prelucrabilitatea rapidă și absorbția excelentă a șocurilor, făcându-l ideal pentru matrițele de decupare supuse la sarcini mari.
Designul și grosimea încălțărilor matriței sunt în strânsă legătură cu cantitatea de forță pe care matrița trebuie să o suporte. De exemplu, o matriță de ambutisare, care comprimă metalul sub o presiune enormă, necesită încălțăminte mult mai groase și mai robuste decât o matriță simplă utilizată pentru operațiuni ușoare de îndoire. Această rezistență fundamentală previne deformarea și asigură transmiterea eficientă a forței presei către semifabricat. Încălțământul inferior al matriței este de obicei prelucrat cu găuri plasate strategic. Aceste deschideri permit tăieturilor și materialelor reziduale generate în timpul operațiunilor de perforare sau decupare să cadă prin ele și să fie eliminate din presă, prevenind deteriorarea matriței și opririle operaționale.
În plus, ansamblul de matrițe reprezintă interfața dintre sculă și mașina presă. Tocurile superioare și inferioare au elemente de fixare, cum ar fi cozi sau găuri pentru bolțuri, care asigură montarea întregului ansamblu de matrițe în berbecul presei și în placa suport. Această fixare sigură este esențială pentru siguranță și precizie operațională. Pentru aplicații complexe, mai ales în industrii precum cea a producției auto, proiectarea ansamblului de matrițe este de maximă importanță. Companii precum Shaoyi (Ningbo) Metal Technology Co., Ltd. se specializează în crearea de matrițe personalizate pentru ambutisare, ale căror componente de bază sunt proiectate pentru a face față cerințelor extreme privind producerea pieselor auto complicate, cu mare precizie și durabilitate.
Precizie în mișcare: Pivoți de ghidare, buce și blocuri de reazem
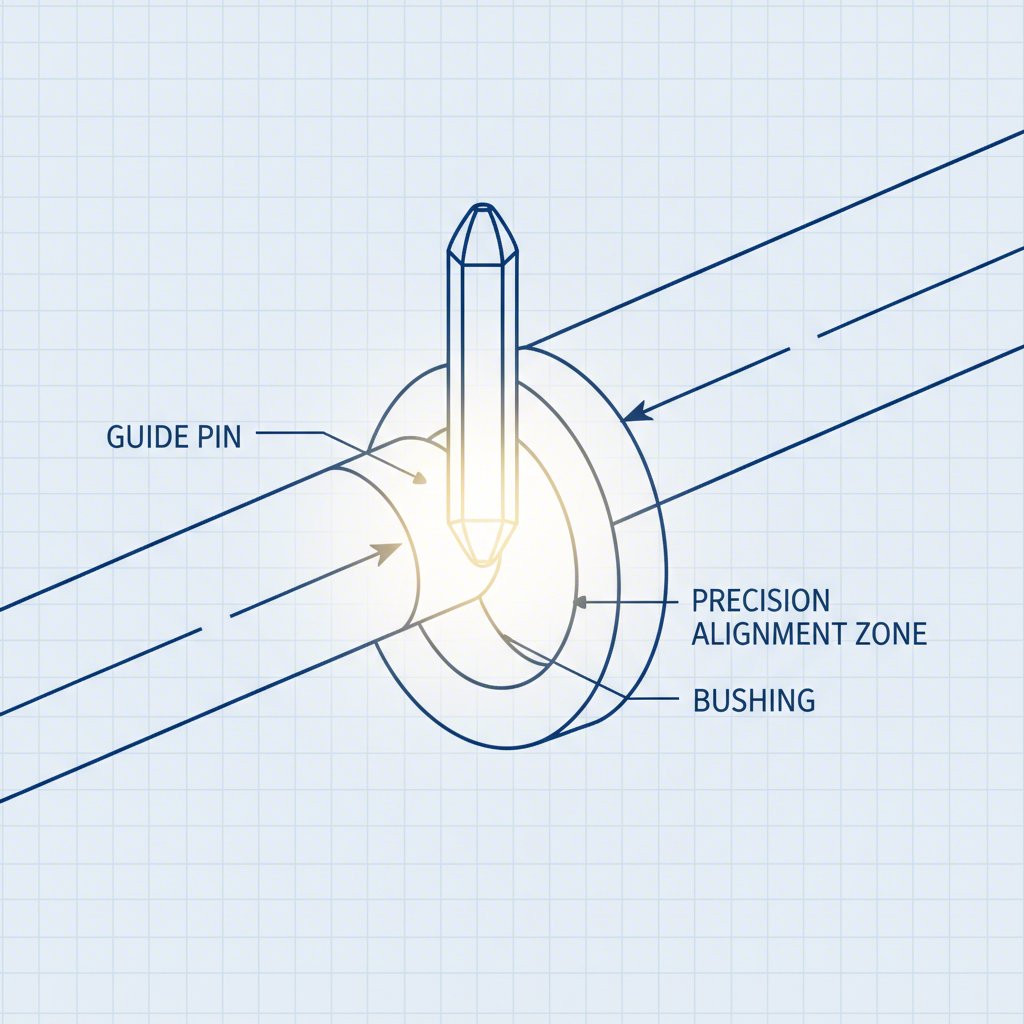
Deși blocurile matriței oferă fundația, precizia remarcabilă a unei matrițe de stampare este realizată prin sistemul său de ghidare. Componentele principale responsabile pentru acest lucru sunt tijele de ghidare (numite și piloni sau stâlpi de ghidare) și bucșele de ghidare. Aceste elemente funcționează în tandem pentru a asigura o aliniere perfectă între jumătățile superioară și inferioară ale matriței la fiecare cursă a presei, menținând adesea toleranțe de până la 0,0001 inch. Această aliniere exactă este esențială pentru menținerea jocului corect între ștanțele de tăiere și blocurile matriței, ceea ce influențează direct calitatea pieselor, uzura sculei și durata de viață a matriței.
Există două tipuri principale de sisteme cu pivoți ghid, fiecare potrivit pentru cerințe operaționale diferite. Alegerea tradițională este reprezentată de pivoți cu frecare, care sunt pivoți din oțel călit și rectificați cu precizie, ce alunecă în bucșe din aluminiu-bronz. Aceste bucșe sunt adesea înglobate cu dopuri din grafit pentru auto-ungere, pentru a minimiza frecarea și uzura. Alternativa este un sistem de tip rulment cu bile, la care pivoții se rotesc pe un șir de bile menținute într-o carcasă. Acest design reduce semnificativ frecarea, permițând viteze mai mari ale presei fără generarea unei călduri excesive și facilitând tehnicienilor separarea jumătăților matriței pentru întreținere.
| Caracteristică | Pivoți cu frecare | Pivoți cu rulmenți |
|---|---|---|
| Nivelul de Frecare | Mai mare | Foarte scăzută |
| VITEZA DE FUNCȚIONARE | Scăzută până la medie | Înaltelor |
| Precizie | Bun la ridicat | Foarte sus |
| Cost | Mai jos | Mai mare |
În operațiunile în care se generează forțe laterale semnificative — de exemplu, în matrițe de ambutisare sau acționate prin came — penele de ghidare pot fi insuficiente pentru a preveni deviația. În aceste cazuri, se adaugă blocuri de reazem. Acestea sunt blocuri robuste din oțel, prelucrate cu precizie, montate pe ambele talpi ale matriței, care se angajează unul cu celălalt pentru a absorbi forțele laterale. De regulă, utilizează plăci antifricțiune din metale diferite, cum ar fi oțel față de aluminiu-bronz, pentru a preveni griparea și a asigura o funcționare lină. Este un principiu esențial în proiectarea matrițelor ca elementele de ghidare să aibă rolul de a alinia o matriță care funcționează corect, nu de a compensa o batiu de presă prost întreținut sau nealiniat.
Capătul activ: Poansoane, Blocuri de matriță și Suporturi
Componentele care efectuează lucrul propriu-zis de tăiere și formare a tablei sunt poansonul și placa de sculă. Poansonul este componenta masculină, montată de obicei pe sabotul superior al matriței, care pătrunde în material. Placa de sculă, sau cavitatea matriței, este componenta feminină, montată pe sabotul inferior, care definește forma finală a piesei. Relația precisă și jocul dintre poanson și placa de sculă determină calitatea tăieturii sau formării.
Poansoanele și plăcile de sculă sunt utilizate pentru o varietate de operații, iar terminologia lor reflectă funcția lor. De exemplu, o operațiune de 'debitare' este atunci când piesa extrasă din tablă este piesa dorită, cunoscută sub numele de semifabricat. În schimb, o operațiune de 'punctare' este atunci când poansonul creează o gaură în piesă, iar materialul extras, numit tăiș, este îndepărtat ca deșeu. Aceste componente active sunt responsabile pentru numeroase procese, inclusiv:
- Decupare: Tăierea profilului exterior al unei piese din tabla brută.
- Perforare: Crearea de găuri interne sau elemente în piesă.
- AmButisare: Aplicarea unei presiuni ridicate pentru a imprima o imagine detaliată în metal.
- Traseare: Întinderea și formarea tablei în forme adânci, asemănătoare cu niște pahare.
- Îndoire: Formarea materialului de-a lungul unei axe drepte.
Pentru a facilita întreținerea și schimbările rapide, poansonii sunt de obicei fixați în locașuri prin intermediul unor piese de retenție. Unul dintre cele mai frecvente tipuri este cel cu blocare prin bile. Acest dispozitiv folosește un rulment cu bilă acționat de arc care se fixează într-o crestătură în formă de lacrimă de pe coada poansonului. Acest sistem permite unui tehnician de întreținere a matriței să înlocuiască rapid un poanson uzat sau rupt și să instaleze unul nou fără a demonta întreaga matriță, reducând semnificativ timpul de staționare. Această modularitate este o caracteristică esențială a proiectării moderne și eficiente a matrițelor.
Controlul Materialului și Aplicarea Forței: Plăcuțe și Arcuri
Gestionarea eficientă a tablei metalice în timpul unei operațiuni de stampare la viteză mare este la fel de importantă ca și tăierea și formarea în sine. Acesta este rolul diverselor plăci și arcuri din setul de matrițe. O placă este o placă încărcată cu presiune care fixează, controlează sau desprinde metalul. De exemplu, o placă de evacuare este o placă cu arc care înconjoară poansonii de tăiere. După ce un poanson străpunge materialul, elasticitatea metalului face ca acesta să se agate de poanson; placa de evacuare menține materialul fixat, permițând poansonului să se retragă curat.
În operațiunile de formare, se folosesc alte tipuri de plăcuțe. Plăcuțele de presiune sunt esențiale în îndoirea prin ștergere, unde mențin materialul ferm contra secțiunii inferioare a matriței pentru a asigura o îndoire clară și precisă. În operațiunile de adâncire, plăcuțele de tras (numite și fixatori) aplică o presiune controlată pe perimetrul semifabricatului. Această presiune este esențială pentru reglarea curgerii materialului în cavitatea matriței. O presiune prea mică permite apariția cutei, în timp ce o presiune prea mare restricționează curgerea și poate provoca fisurarea sau ruperea piesei. Aceste plăcuțe sunt de obicei fixate cu componente precum șaibe distanțiere sau șuruburi cu guler, care le permit să se miște în sus și în jos aplicând o forță constantă.
Forța necesară acestor plăcuțe este furnizată de arcuri. Alegerea arcului depinde de forța, cursa și cerințele de durată de viață ale aplicației. Cele trei tipuri principale sunt:
- Arcuri elicoidale: Realizate din oțel arc, acestea sunt comune, eficiente din punct de vedere al costurilor și potrivite pentru aplicații care necesită forțe moderate.
- Arcuri din uretan: Acestea oferă o presiune bună de decapare și sunt adesea utilizate în scule pentru prototipuri sau serii scurte datorită costului lor mai redus.
- Arcuri cu gaz azotic: Acestea sunt cilindri încărcați cu gaz azotic care pot furniza o forță extrem de mare și constantă pe întreaga cursă a presei. Au o durată de viață foarte lungă și sunt preferate pentru aplicații solicitante, cum ar fi ambutisarea profundă.
Întrebări frecvente
1. Ce este un component al matriței?
Un component al matriței este orice parte individuală care alcătuiește un ansamblu complet de matriță de debitare sau formare. Aceste componente lucrează împreună pentru a tăia sau forma tabla. Exemple importante includ plăcile matriței (baza), penele și bucșele de ghidare (pentru aliniere), poansoanele și blocurile de matriță (elementele de tăiere/formare), arcurile (pentru forță) și plăcuțele de desprindere (pentru controlul materialului). Fiecare component are o funcție specifică esențială pentru performanța generală și precizia matriței.
2. Care sunt componentele turnării sub presiune?
Deși sună asemănător, turnarea sub presiune este un proces de fabricație diferit de ambutisare. Turnarea sub presiune implică forțarea metalului topit sub presiune ridicată într-o cavitate de formă, numită matriță sau formă. Componentele principale includ cele două jumătăți ale matriței (matrița de acoperire și matrița de evacuare), un sistem de pinteni de evacuare pentru a împinge piesa solidificată afară, precum și canale sau porți care direcționează metalul topit în cavitate. Materialele utilizate sunt în general aliaje neferoase, cum ar fi aluminiul, zincul și magneziul.
3. Ce sunt componentele tăiate cu matrita?
Componentele tăiate cu matrita sunt piese produse printr-un proces numit tăiere cu matrita, care este frecvent utilizat pentru materiale mai moi, cum ar fi hârtia, plasticul, textilul sau spuma, precum și pentru metale subțiri. 'Matrita' în acest context poate fi o lamă ascuțită, având o formă specială (o matrită din oțel flexibil) apăsată în material pentru a decupa o anumită formă, asemenea unei stante pentru biscuiți. Produsele rezultate sunt utilizate în domenii variate, de la ambalaje și garnituri până la izolatori electrici și dispozitive medicale.