 Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —
Serii mici, standarde ridicate. Serviciul nostru de prototipare rapidă face validarea mai rapidă și mai ușoară —

Piese Turnate Sub Presiune: Echilibrul dintre Formă, Funcționalitate și Finisaje

REZUMAT
Diferența dintre piese turnate sub presiune estetice versus funcționale nu este o alegere binară, ci un spectru de priorități de proiectare. Succesul depinde de echilibrarea aspectului vizual cu cerințele de performanță, cum ar fi durabilitatea și rezistența la coroziune. Acest echilibru se realizează în primul rând prin selecția strategică a materialelor, respectarea principiilor de proiectare pentru ușurința fabricației (DFM) și aplicarea esențială a unor finisaje superficiale specifice, adaptate utilizării finale a piesei.
Definirea spectrului: priorități estetice versus funcionale
În lumea producției, dezbaterea dintre formă și funcționalitate este una constantă. În cazul pieselor turnate sub presiune, nu este vorba despre a alege una în locul celeilalte, ci mai degrabă despre navigarea unui spectru de priorități. Aproape fiecare componentă necesită o combinație între atracția estetică și performanța funcțională. Esențial este să se definească intenția principală la începutul procesului de proiectare, deoarece această decizie influențează toate alegerile ulterioare, de la selecția materialului până la tratamentul final al suprafeței.
Considerațiile estetice se concentrează asupra calităților vizuale și tactilale ale unei piese. Acestea sunt esențiale pentru produsele destinate consumatorilor, unde aspectul și senzația tactilă influențează direct valoarea percepută. Factorii includ netezimea suprafeței, consistența culorii, textura și absența defectelor vizuale, cum ar fi liniile de separație sau urmele de contracție. Carcasa elegantă a unui laptop, o garnitură interioară auto lustruită sau un carcas decorativ pentru un electrocasnic de înaltă gamă sunt toate exemple în care estetica este un factor determinant. Obținerea unei finisări cosmetice superioare necesită adesea o proiectare minuțioasă a matriței și procese secundare de finisare care pot duce la creșterea costurilor.
Cerințele funcționale, pe de altă parte, sunt dictate de mediul operațional și scopul mecanic al piesei. Aceste priorități includ integritatea structurală, rezistența la uzură, protecția anticorozivă, conductivitatea termică și precizia dimensională. Pentru un suport intern de motor, o carcasă de cutie de viteze sau un component aerospațial, funcția este indisputabilă. Piesa trebuie să funcționeze în mod fiabil în condiții de stres, variații de temperatură și expunere la substanțe chimice sau umiditate. Finisajele de suprafață în acest context sunt mai puțin legate de aspect și mai mult de creșterea durabilității și longevității, așa cum se menționează într-un ghid realizat de Kenwalt Die Casting .
Compromisiul dintre aceste priorități este adesea o chestiune de inginerie și economie. De exemplu, proiectarea unei piese cu curbe complexe din motive estetice ar putea crea provocări pentru fluxul de metal topit, potențial compromitând integritatea internă. În schimb, optimizarea unei piese pentru o rezistenţă maximă poate duce la un finisaj mai puţin atractiv din punct de vedere vizual. Obiectivul oricărei echipe de produse este de a defini în mod clar utilizarea finală și de a obține cel mai eficient echilibru, asigurându-se că componenta finală este atât atractivă, cât și fiabilă, fără a depăși constrângerile bugetare.
Rolul esenţial al finisărilor de suprafaţă
Finisajele de suprafață sunt cel mai puternic instrument pentru a ridica atât calitățile estetice, cât și cele funcționale ale unei piese turnate prin matriță. Finisajul nu este doar un strat de acoperire; este un pas important al fabricării care poate transforma o picătură brută într-o componentă performante, atractivă vizual. În calitate de Zetwerk explică, finisajul suprafeței depășește aspectul pentru a influența în mod semnificativ performanța. Alegerea finisajului abordează direct prioritățile definite în faza de proiectare, fie că scopul este un luciu similar cu cel al unei oglinzi, rezistență ridicată la coroziune sau conductivitate electrică crescută.
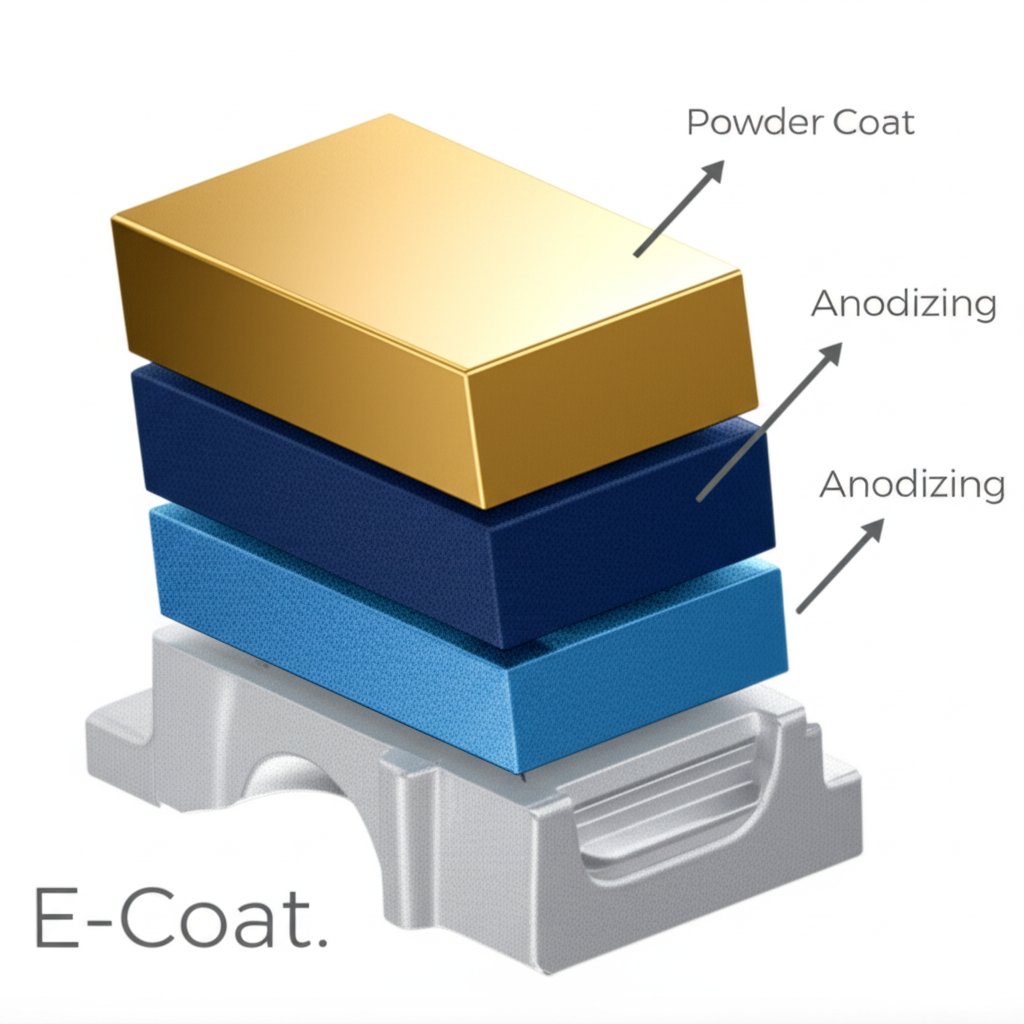
Sunt disponibile mai multe opțiuni comune de finisare, fiecare oferind o combinație unică de beneficii. Anodizare este un proces electrochimic care creează un strat dur și rezistent la coroziune pe piesele din aluminiu, ideal pentru electronicele de consum care necesită durabilitate și un sentiment de calitate superioară. Vopsire în pulbere oferă un finisaj gros, durabil și decorativ într-o gamă largă de culori, fiind ideal pentru piese auto și echipamente exterioare. Pentru cerințele estetice cele mai înalte, lustruire creează o suprafață netedă și reflectivă, în timp ce electroplacare adaugă un strat subțire dintr-un alt metal (cum ar fi crom sau nichel) pentru frumusețe, rezistență la uzură și conductivitate.
Pentru nevoi mai industriale sau funcionale, tratamente precum părți din materialul textil oferă o rezistență excelentă la coroziune la un cost scăzut, ceea ce le face potrivite pentru aplicații aero-spațiale și electronice unde performanța este mai importantă decât aspectul. În mod similar, curățarea prin sablare sau nisipuire este o metodă rentabilă de curățare a unei piese și de creare a unei texturi mate uniforme, care poate servi, de asemenea, ca o etapă excelentă pregătitoare pentru vopsire sau acoperire.
Alegerea finisajului potrivit necesită o analiză atentă a aplicației piesei, a mediului înconjurător și a bugetului. Un ghid complet de costuri și comparație poate fi extrem de util pentru luarea unei decizii informate. Pentru a simplifica această alegere, tabelul de mai jos compară finisajele comune în funcție de beneficiile lor principale și aplicațiile tipice.
| Tipul finisajului | Beneficiu principal | Rezistență la coroziune | Cost relativ | Aplicații comune |
|---|---|---|---|---|
| Anodizare | Estetic & Funcțional | Ridicat | Mediu | Electronice de consum, dispozitive medicale, profile arhitecturale |
| Vopsire în pulbere | Funcțional și estetic | Foarte sus | Mediu | Piese auto, mobilier exterior, carcase industriale |
| Lustruire | Estetică | Scăzut (dacă nu este acoperit) | Ridicat | Piese decorative premium, accesorii de lux, reflectoare |
| Electrozahărrire (de exemplu, crom) | Estetic & Funcțional | Foarte sus | Ridicat | Accesorii auto, armături sanitare, conectoare electrice |
| Conversie cromat | Funcțional | Mediu | Scăzute | Piese aeronautice, componente electronice, grund pentru vopsea |
| Aruncare cu focul | Funcțional (Pregătire) | Niciunul | Scăzute | Tratament prealabil înainte de acoperire, componente industriale |
Principii fundamentale de proiectare pentru optimizarea pieselor
Mult înainte ca o finisare superficială să fie aplicată, proiectarea de bază a unei piese turnate sub presiune determină succesul final al acesteia. Respectarea principiilor de proiectare pentru facilitarea fabricației (DFM) este esențială pentru crearea unor componente care să fie în același timp funcționale și estetice. Aceste principii asigură că piesa poate fi produsă eficient, cu un număr minim de defecte și la un cost redus. Așa cum este detaliat într-un ghid complet de proiectare , variabile cheie precum grosimea pereților, racordările și unghiurile de extracție sunt critice.
Unul dintre cele mai importante principii este menținerea grosimea uniformă a pereților . Schimbările bruște ale grosimii pot face ca metalul topit să se răcească neuniform, ducând la defecte precum porozitatea (cavități interne) și urmele de contracție (adâncituri superficiale). Acestea nu doar că slăbesc piesa (un eșec funcțional), dar afectează și aspectul ei estetic (un eșec estetic). Păstrând pereții de grosime uniformă, proiectanții asigură o curgere ușoară a metalului și integritatea structurală.
Fileurile și razele —rotunjirea colțurilor ascuțite interne și externe—sunt un alt element esențial. Colțurile interne ascuțite creează concentrații de tensiune, făcând piesa predispusă la crăpare sub sarcină. Prin adăugarea unui filet generos, tensiunea este distribuită mai uniform, îmbunătățind semnificativ rezistența piesei și durabilitatea sa la oboseală. Din punct de vedere estetic, marginile rotunjite oferă un aspect mai neted și mai finisat. În mod similar, unghiuri de scoatere (o înclinare ușoară a pereților verticali) sunt necesare pentru a extrage piesa din formă fără deteriorări, păstrând astfel finisajul superficial atent proiectat.
Selectia materialelor joacă, de asemenea, un rol esențial. Aliajele de aluminiu sunt populare datorită echilibrului excelent dintre greutate redusă și rezistență, fiind ideale pentru numeroase aplicații auto și electronice. Aliajele de zinc oferă o fluiditate ridicată, permițând detalii complicate și pereți foarte subțiri, ceea ce le face potrivite pentru componente mici și complexe. Pentru aplicații care necesită rezistență și durabilitate extreme, în special în sectorul auto, se pot lua în considerare procese alternative. De exemplu, unele componente supuse la tensiuni mari beneficiază de forjarea la cald. Companii precum Shaoyi (Ningbo) Metal Technology se specializează în piese forjate de precizie pentru autovehicule, oferind soluții robuste acolo unde performanța mecanică este prioritate absolută.
Pentru a asigura un design reușit, inginerii ar trebui să verifice o listă cu aceste principii de bază înainte de finalizarea unui model:
- Grosime Perete: Este cât mai uniform posibil? Sunt tranzițiile treptate?
- Unghiuri de înclinare: Există o conicitate suficientă (în mod tipic 1-3 grade) pe toate suprafețele paralele cu deschiderea matriței?
- Teșituri și raze: Toate colțurile ascuțite interne și externe sunt rotunjite generos?
- Linia de separație: Linia de separație este plasată într-o zonă necritică sau mai puțin vizibilă pentru a minimiza impactul estetic?
- Ribs & Bosses: Sunt utilizate nervuri pentru a consolida pereții subțiri în loc să se crească grosimea generală? Sunt proporționate corespunzător (de exemplu, 50-60% din grosimea peretelui)?
Alegerea potrivită pentru proiectul dumneavoastră
În ultimă instanță, crearea unui component turnat sub presiune reușit este un exercițiu de compromis strategic și proiectare inteligentă. Discuția nu constă în a alege între estetică și funcționalitate, ci în a defini amestecul ideal dintre cele două pentru o aplicație specifică. Prin stabilirea priorităților din timp, proiectanții pot lua decizii informate care să ghideze întregul proces de fabricație. Un produs destinat consumatorului poate opta pentru o finisare superficială impecabilă, în timp ce o piesă industrială va pune accentul mai presus de toate pe rezistența materialului și pe rezistența la coroziune.
Călătoria de la concept la piesa finită se bazează pe o abordare holistică. Aceasta începe cu principii fundamentale de proiectare care previn defectele și asigură posibilitatea de fabricație. Continuă apoi cu o selecție atentă a materialelor, aliniată la obiectivele de performanță și cost. În final, procesul culminează în alegerea unui tratament superficial care să îmbunătățească calitățile intrinseci ale piesei, oferind durabilitatea, protecția și estetica necesară. Prin stăpânirea interacțiunii dintre aceste elemente, producătorii pot realiza piese turnate sub presiune care nu sunt doar potrivite pentru scopul lor, ci și excepționale ca calitate.
Întrebări frecvente
1. Care este cel mai potrivit material pentru turnarea sub presiune?
Aliajele de aluminiu sunt printre cele mai populare materiale pentru turnarea sub presiune, deoarece oferă un excelent echilibru între rezistență, greutate redusă și rezistență la coroziune. Acest lucru le face o alegere excelentă pentru o gamă largă de aplicații, de la piese auto până la electronice de consum. Aliajele de zinc sunt, de asemenea, frecvent utilizate, apreciate pentru capacitatea lor de a forma piese complicate și detaliate cu înaltă precizie.
2. Care este diferența dintre turnarea sub presiune și turnarea obișnuită?
Diferența principală constă în proces și materiale. Turnarea sub presiune folosește o presiune ridicată pentru a injecta metalul topit într-o formă reutilizabilă din oțel (matriță), ceea ce o face ideală pentru producția în volum mare de metale neferoase, cum ar fi aluminiul și zincul. Alte metode de turnare, cum ar fi turnarea în nisip sau turnarea prin investiție, utilizează forme care se distrug în timpul extracției piesei și sunt adesea mai potrivite pentru volume mai mici sau pentru turnarea metalelor feroase, cum ar fi fierul și oțelul.
3. Care sunt dezavantajele turnării sub presiune ridicată (HPDC)?
Un dezavantaj semnificativ al HPDC este potențialul de apariție a porozității. Deoarece metalul topit este injectat foarte repede, aerul poate fi capturat, creând mici goluri în interiorul piesei. Această porozitate poate slăbi proprietățile mecanice ale componentului și poate compromite integritatea sa structurală. Costul ridicat inițial al sculei (matrița din oțel) face ca procesul să fie mai puțin economic pentru serii mici de producție.
4. Este turnarea în forme o fabricație aditivă?
Nu, turnarea în forme este un proces de fabricație formator, nu unul aditiv. Fabricația aditivă, precum imprimarea 3D, construiește un obiect strat cu strat pornind de la nimic. În schimb, turnarea în forme modelează o piesă prin injectarea materialului topit într-o formă sau matriță preexistentă pentru a-i oferi forma finală.