 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Wat is een fluxkernlasmachine? Begin met lassen zonder gissen

Wat is een fluxkernlasapparaat?
Een fluxkernlasapparaat is een draadaanvoerlasmachine die holle, met flux gevulde draad gebruikt. In veel opstellingen zorgt die flux tijdens het lassen voor afscherming, waardoor het apparaat vaak zonder aparte gasfles kan werken. Als u hebt gezocht naar wat is een fluxkernlasapparaat , dan is dit het antwoord in gewoon Nederlands.
Een fluxkernlasapparaat is een draadaanvoerlasapparaat dat holle, met flux gevulde draad gebruikt in plaats van massieve draad, wat vaak gasloos lassen mogelijk maakt met zelfafgeschermde draad.
- Soort machine: Draadaanvoerlasmachine
- Draadtype: Holle buisvormige draad met flux erin
- Meest bekend voordeel: Werkt vaak goed zonder externe afschermgasfles
Wat een fluxkernlasapparaat is, uitgelegd in gewoon Nederlands
Stel je het voor als een machine die automatisch lasdraad door een pistool voert terwijl jij aan het lassen bent. Het grote verschil zit hem in het draad zelf. In plaats van een massief draad zoals bij standaard MIG-lassen gebruikt fluxkernlassen een holle draad die gevuld is met flux. In alledaags taalgebruik, wat is een fluxlasapparaat betekent dit meestal dit soort draadvoeropstelling. Als je je ook afvraagt wat is fluxkern , dan verwijst dat naar die fluxgevulde buisvormige draad en de lasmethode die daaromheen is opgebouwd.
Hoe het apparaat bescherming creëert zonder gasfles
Wanneer de boog het draad verwarmt, reageert de flux erin en helpt deze de gesmolten laspoel te beschermen tegen verontreiniging door lucht. Daarom is zelfbeschermende fluxkernlasning populair voor werk buitenshuis en mobiele klussen. Lasverwijzingen uit nierontsteking en AWS beide bronnen beschrijven FCAW als een booglasmethode met draadtoevoer waarbij fluxgevulde draad wordt gebruikt voor bescherming. Dus wanneer mensen vragen wat is fluxlassen , ze vragen meestal naar die afscherming en het proces daarachter.
Waarom mensen de lassers en FCAW door elkaar halen
Hierop struikelen beginners. De welder is het apparaat. FCAW , of flux-cored arc welding (FCAW), is het proces dat het apparaat uitvoert. Die overlapping is de reden waarom zoekopdrachten zoals wat is flux-core-laspen en wat is een flux-core-lasser vaak leiden tot dezelfde bespreking. De namen klinken verwisselbaar, maar dat zijn ze niet precies. Dat onderscheid is nog belangrijker wanneer u speciale flux-core-apparaten gaat vergelijken met MIG-machines die ook flux-kerndraad kunnen verwerken.

Flux-Core-Lasser versus FCAW uitgelegd
De verwarring begint doordat deze termen lijken te betekenen hetzelfde, maar dat doen ze niet. De ene naam verwijst naar apparatuur, de andere naar de lasmethode. Dat onderscheid is van belang wanneer u probeert te bepalen of u een nieuwe machine nodig hebt, een andere draad of gewoon een aanpassing van de instelling.
Fluxcore-lasapparaat versus FCAW-proces
Als u vraagt wat is FCAW-lassen , het korte antwoord is eenvoudig. Betekenis van FCAW is flux Cored Arc Welding , wat de naam van het proces is. Een fluxkernlasapparaat is het apparaat dat wordt gebruikt om dat proces uit te voeren. In technische termen beschrijft de AWS FCAW als een semi-automatisch of automatisch booglasproces waarbij een continu toegevoerde verbruikbare elektrode wordt gebruikt die gevuld is met fluks.
Daarom staat in handleidingen, cursussen en lasdiagrammen vaak FCAW, terwijl online aanbiedingen soms eenvoudigweg 'fluxcore-lasapparaat' vermelden. In alledaagse gesprekken worden de twee vaak door elkaar gehaald. In de praktijk is het handig om ze te onderscheiden: het lasapparaat is de tool, en fluxcorelassen is de taak die die tool uitvoert.
MIG-lasapparaat met fluxcoredraad versus uitsluitend fluxcore-apparaten
Hier is de koper-vraag die ten grondslag ligt aan het grootste deel van de verwarring. Sommige machines zijn voornamelijk gebouwd voor fluxgevulde draad, vaak zelfbeschermende draad. Andere zijn MIG-stijl draadaanvoermachines die ook fluxgevulde draad kunnen verwerken, mits ze de juiste polariteit en aanvoeronderdelen ondersteunen. Richtlijnen van WeldGuru merken op dat veel MIG-lassers fluxgevulde draad kunnen gebruiken met aanpassingen zoals polariteit en instelling van de aandrijfrollen. Daarom zoeken mensen naar mIG fluxcore of gebruiken de term flux core mig laserapparaat .
Een speciale fluxcore-alleen-unit is meestal eenvoudiger. Een compatibele MIG-machine is flexibeler, omdat deze mogelijk kan wisselen tussen massieve draad met beschermgas en fluxgevulde draad, zonder dat een tweede lasmachine nodig is. De draad wordt in beide gevallen nog steeds via een lasspistool aangevoerd. Wat verandert, is het draadtype, de methode van bescherming en de machine-instelling.
| Machinetype | Beschermingsaanpak | Draadtype | Flexibiliteit | Gewoon gebruik |
|---|---|---|---|---|
| Fluxcore-alleen-unit | Meestal zelfbeschermend via de flux in de draad | Fluxgevulde buisvormige draad | Lager | Buitenreparaties en mobiel werk |
| MIG-lasser in MIG-modus | Externe beschermingsgas | Solide draad | Medium | Binnenfabricage en schonere lassen |
| Compatibele MIG-lasmachine in flux-kernmodus | Afhankelijk van de draad, vaak zelfbeschermend | Fluxgevulde buisvormige draad | Hoger | Gebruikers die één draadaanvoer-machine willen voor meerdere opstellingen |
| Multiprocesmachine | Afhankelijk van het geselecteerde proces | Afhankelijk van de modus | Hoogste | Workshops of hobbygebruikers die meerdere lasmogelijkheden nodig hebben |
Waar multiprocesmachines passen
Multiprocesmachines voegen een extra laag toe. Ze creëren geen nieuw lasproces. Ze geven eenvoudigweg één stroombron de mogelijkheid om te schakelen tussen draadaanvoerlassen en andere methoden, vaak elektrodelassen en soms TIG-lassen. Als u er dus al één bezit, is de werkelijke vraag niet wat er op het bedieningspaneel staat. Het gaat erom of de machine ondersteuning biedt fluxcorelassen met de juiste polariteit, draadweg en verbruiksartikelen.
Die details zijn belangrijker dan marketinglabels. Een machine kan op papier compatibel zijn, maar in de praktijk frustrerend werken als het aandrijfsysteem of de aansluitingen niet correct zijn ingesteld. Daar komt het pas echt tot stand wat de daadwerkelijke onderdelen van de machine betreft, met name de componenten die de draad leiden, vasthouden en onder stroom zetten.
Onderdelen voor fluxkernlasmachines en basisinformatie over lasdraad
De onderdelen die de draad leiden, vasthouden en onder stroom zetten verdienen uw grootste aandacht. Bij een flux core-weldmachine , komt een schone instelling meestal neer op een paar sleutelcomponenten die goed samenwerken in plaats van tegen elkaar te werken.
Belangrijkste onderdelen van een fluxkernlasmachine
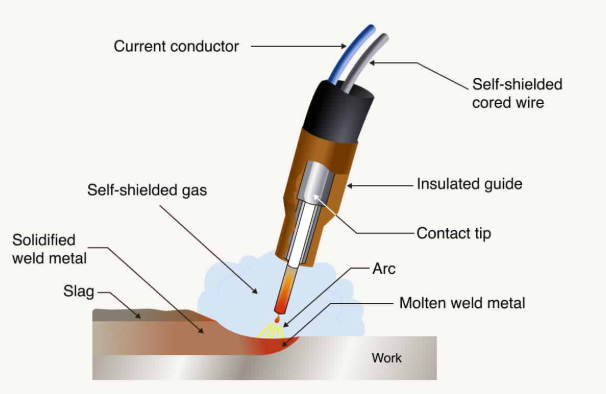
De algemene opbouw lijkt sterk op die van elke andere draadaanvoerlasmachine. Een basisgids voor onderdelen van Arccaptain benadrukt hetzelfde kernsysteem dat op veel draadlasapparaten wordt gevonden: stroombron, draadaanvoer, lasspuit en aardklem.
- Stroombron: Genereert de lasstroom.
- Lasspuit en trekker: De laspistool richt de draad en de trekker start de draadtoevoer en de lasuitvoer.
- Kabel en voering: De kabel voert stroom, terwijl de voering de draad van de toevoerunit naar de laspistool leidt.
- Aardklem: Verbindt het werkstuk en sluit de elektrische stroomkring af.
- Draadhaspel en toevoerunit: De haspel bevat de elektrode en de aandrijfrollen duwen deze naar voren.
- Contacttip: Leidt de draad aan het uiteinde van de laspistool en overdraagt stroom naar de draad.
- Poolterminals: Stelt u in staat de machine aan te sluiten volgens de gebruikte draad.
- Sproeikop of diffusor: Kan aanwezig zijn bij sommige opstellingen, met name wanneer beschermgas wordt gebruikt.
De juiste fluxkerndraad en contactpunt kiezen
Als u vraagt wat is fluxkerndraad , het is een holle buisvormige elektrode gevuld met flux. Sommige fluxkernlasdraad zijn zelfbeschermend, waardoor ze hun eigen beschermgas genereren. Andere typen zijn gasbeschermend en hebben nog steeds extern gas nodig. Kopers komen ook vaak tegen verwrongen zoektermen zoals fluxkerndraad , mIG-fluxkerndraad , of lasdraad met fluxkern , maar de aankoopbeslissing draait in feite om het type bescherming, de draaddiameter en de compatibiliteit met de machine.
De contactpunt is belangrijker dan veel beginners beseffen. De fabrikant legt uit dat het punt twee functies heeft: het geleiden van de draad en het overbrengen van de lasstroom. Dezelfde bron merkt op dat buisvormige draden over het algemeen het beste worden aangevoerd met standaard- of licht vergrote punten, omdat een te strak punt de voerkracht kan verhogen, wat leidt tot kromtrekken en brandterugslag. Een te los punt kan ervoor zorgen dat de draad afwijkt en de boog minder stabiel wordt.
Compatibiliteit van de spoel is ook belangrijk. Gebruik een spoeltype waarop uw machine is ontworpen om soepel te werken en te voeren. Kleinere spoelen geven de draad doorgaans meer ‘cast’ (spiraalvormigheid) dan bulkverpakkingen, wat invloed kan hebben op hoe gemakkelijk de draad door het punt en de voerbuys gaat.
Aandrijfrollen, polariteit en basisprincipes van het voersysteem
Miller wijst erop dat zelfbeschermende fluxkerndraad is zachter dan massieve draad, waardoor geribbelde aandrijfrollen vaak worden aanbevolen. Ze grijpen de draad zonder deze te vermorzelen of te vervormen, zoals standaardrollen dat wel kunnen doen. Dezelfde richtlijn wijst erop dat zelfbeschermende fluxkernlassen doorgaans gebruikmaakt van gelijkstroom met elektrode negatief, waarbij de polariteitsaansluitingen vaak zich bij de aandrijfrollen binnen de machine bevinden. Controleer echter altijd de polariteit op het etiket van de draad of in de machinegrafiek, vooral bij het wisselen tussen zelfbeschermend en gasbeschermend lassen fluxkernlasdraad .
Wanneer de haspel, rollen, voerbuiz, contactpunt en polariteit allemaal overeenkomen, begint de machine voorspelbaar te functioneren. Dat is het moment waarop de boog zelf gemakkelijker te begrijpen wordt, omdat elke trek aan de trekker dezelfde reeks gebeurtenissen in gang zet.
Hoe fluxkernlassen werkt
Trek de trekker van een correct geladen draadaanvoerapparaat en de reeks gebeurt snel. De draad beweegt door de pistool, stroom activeert deze en er ontstaat een boog tussen de draad en het werkstuk. Deze boog smelt zowel de buisvormige draad als het basismetaal tegelijkertijd, waardoor de laspoel ontstaat. In fluxkernbooglassen , reageert het in de draad ingepakte flux onder invloed van warmte en helpt zo de gesmolten poel te beschermen tegen de omringende lucht. Dat is de fundamentele reden waarom fluxkernlassen vaak zonder een afzonderlijke gasfles kan worden uitgevoerd.
Wat gebeurt er wanneer de boog ontstaat
Een eenvoudige fcaw-lassen definitie is booglassen met draadaanvoer dat gebruikmaakt van een fluxgevulde buisvormige elektrode. De term fluxkernboog verwijst naar de boog die ontstaat terwijl de draad continu wordt verbruikt. Richtlijnen van Earlbeck verdeelt het proces in twee hoofdversies, maar de kernactie blijft in beide hetzelfde: draad aanvoeren, lichtboog opwekken, metaal smelten, de smeltbad afdekken en vervolgens de lasnaad onder slak laten afkoelen.
Zelfbeschermde versus gasbeschermde fluxkernlassen
Het grootste verschil zit hem in de oorsprong van de bescherming. Bij zelfbeschermde FCAW-S wordt de benodigde bescherming tijdens het lassen gegenereerd door de flux binnen de draad, waardoor gasloze fluxkern populair is bij buitentoepassingen en in winderige omstandigheden. Gasbeschermde FCAW-G, vaak ook wel dubbelbeschermde genoemd, gebruikt eveneens fluxkerndraad, maar voegt een externe beschermingsgas toe voor een vloeiender lichtboog, minder spatten en schoner ogende lasnaden in gecontroleerde omgevingen. Beide behoren nog steeds tot dezelfde fluxkern (FCAW) familie, omdat ze beide afhankelijk zijn van fluxkerndraad en hetzelfde basisproces van draadaanvoer en lichtboog.
| Type | Afschermmethode | Geschiktheid voor buitentoepassingen | Nabewerkingsbehoeften | Typische doordringing |
|---|---|---|---|---|
| Zelfafgeschermde FCAW-S | Flux in de draad creëert afscherming | Sterke keuze voor werk buitenshuis | Meer spatten en verwijdering van slak | Goede doordringing |
| Gasafgeschermde FCAW-G | Flux in de draad plus extern gas | Minder geschikt bij wind | Minder spatten, maar slak moet nog steeds worden verwijderd | Goede doordringing met soepelere badcontrole |
Waarom slak ontstaat en wat dat betekent
Slak is niet zomaar overblijvend puin. Unimig beschrijft het als een niet-metalen bijproduct dat ontstaat wanneer de gesmolten flux opstijgt en verhardt boven de lasnaad. Deze laag helpt de lasdraad te beschermen tijdens het afkoelen en kan de vorm van de las behouden tijdens het stollen. Het nadeel is de schoonmaak. Als slak niet wordt verwijderd, vooral tussen de laslagen, kan deze in de las blijven zitten en gebreken veroorzaken.
De lasser is de machine. FCAW is het proces dat deze uitvoert.
Deze keten van gebeurtenissen verklaart waarom insteldetails zo belangrijk zijn. Draadtype, polariteit en grootte van de contacttip beïnvloeden niet alleen de draadtoevoer, maar ook het gedrag van de boog, het uiterlijk van de smeltbad en hoe eenvoudig het is om de eerste lasdraad die u aanbrengt te beoordelen.
Hoe u uw eerste lasdraad met een fluxkernlasmachine maakt
De onderdelen zijn alleen van belang als ze in de juiste volgorde zijn ingesteld. Voor iedereen die voor het eerst werkt met een fluxkernlasmachine bespaart een herhaalbare routine bij het eerste gebruik tijd, draad en frustratie. Als u hier bent gekomen voor fluxkernlassen voor beginners , of zelfs hebt gezocht fluxkernlassen voor beginners , houd het eenvoudig: controleer of de machine geschikt is voor fluxkerndraad, laad de draad correct in, gebruik de tabel of handleiding als uitgangspunt en test op afvalmateriaal voordat u begint aan de eigenlijke werkzaamheden. Dat is de veiligste manier om te werken lassen met een draadinrichting .
- Werk in een droge, goed geventileerde ruimte en houd brandbare stoffen op afstand.
- Draag een lashelm, veiligheidsbril, handschoenen, lange mouwen, een volledige broek zonder manchetten en leren laarzen.
- Houd een brandblusser binnen handbereik.
- Las geen geverfd of verzinkt metaal.
- Reinig het lasgebied en de plek waar de aardklem zal worden bevestigd.
Fluxkerndraad op de juiste manier inladen
De machine-instelling begint bij het draadpad. Richtlijnen van Miller en Lowe's toont waarom dit belangrijk is: fluxkern-draad is zachter dan massieve draad, dus de juiste aandrijfrol en zorgvuldige spanning zorgen voor een soepelere toevoer.
- Zorg ervoor dat de machine uit staat, controleer of deze compatibel is met fluxkern-draad en raadpleeg de handleiding voor de juiste draaddiameter, contactpunt en eventuele mondstukonderdelen.
- Inspecteer de kabel, de liner, het contactpunt en de draad. Vervang versleten verbruiksartikelen en gebruik geen roestige draad.
- Installeer de aanbevolen aandrijfrol. Voor zelfbeschermende fluxkern-draad wordt meestal een geribbelde aandrijfrol gebruikt.
- Plaats de spoel en voer de draad door de toevoer- en liner, daarna door de lasspuit.
- Installeer het bijpassende contactpunt en knip de draad af tot de aanbevolen uitsteeklengte. Lowe’s geeft een typische fluxkern-uitsteeklengte aan van 3/4 inch tot 1 inch.
- Stel de machine in volgens de handleiding of volgens de instellingentabel voor fluxkernlassen op het deurpaneel. Gebruik deze instellingen als uitgangspunt, niet als definitief antwoord.
Controleer de polariteit, aarding en toevoerspanning
Dit is waar veel ruwe eerste lasnaden beginnen. Polariteit bij fluxkernlassen moet overeenkomen met de draad die u gebruikt. Voor veel zelfafgeschermde zachtstalen draden geeft Miller aan dat DC-elektrode negatief moet zijn, maar controleer altijd het etiket van de draad en de handleiding van uw machine voordat u gaat lassen.
De voerspanning vereist dezelfde exacte aanpak zonder gissen. Te veel spanning kan de draad afvlakken. Te weinig spanning kan leiden tot slippen en onregelmatig voeren. Een praktische methode van Hobart Brothers is om te beginnen met lichte aandruk van de aandrijfrollen, de draad in de palm van een lasshandschoen te voeren en vervolgens de spanning te verhogen totdat het slippen stopt, gevolgd door nog ongeveer een halve slag extra. Maak tot slot de aardklem vast op schoon, bloot metaal zo dicht mogelijk bij het lasgebied.
Een proeflas maken en de lasnaad beoordelen
Als u wilt weten hoe u met fluxkernlasdraad moet lassen zonder materiaal te verspillen, maak een korte testnaad op afvalmateriaal dat zo veel mogelijk overeenkomt met de werkelijke taak. Zowel Miller als Lowe's raden aan om de instellingen uit de tabel als ruwe richtlijnen te gebruiken en deze na testlassen verder af te stemmen. Luister naar een stabiele boog, let op een soepele draaddoorgang en controleer of de naad gelijkmatig loopt zonder duidelijke doorbranding, vastlopen van de draad of overmatige spatten.
Pas slechts één instelling tegelijkertijd aan. Kleine wijzigingen in de draaddoorspoed, het warmtebereik of de afstand van de lasspuit vertellen u veel meer dan willekeurig aan de knoppen draaien. Die eerste fluxkernlassuggesties zijn van belang, omdat een machine op papier weliswaar correct kan zijn ingesteld, maar toch slecht kan lassen als het klemcontact, de spanning of de polariteit niet juist zijn. En zodra de boog zich voorspelbaar gedraagt, verschuift de uitdaging van de instelling naar de handbediening, waarbij de techniek alle zichtbare verschillen maakt.

Fluxkernlassertechnieken voor betere naden
Een machine kan correct worden geladen en toch ruwe lasnaden produceren. Bij laswerk met fluxkernstaaf speelt de handbediening een grote rol bij het zichtbare resultaat. Kleine aanpassingen in de uitsteeklengte, de beweeghoek en het tempo kunnen rommelige oefenlassen omzetten in solide resultaten. Het meest effectief technieken voor lassen met fluxkernstaaf zijn niet spectaculair. Het zijn eenvoudige gewoontes die bij elke lasdoorgang op dezelfde manier worden herhaald.
Belangrijkste kerntechnieken voor lassen met fluxkernstaaf
Miller raadt een sleeptechniek aan voor lassen met fluxkernstaaf, met een normale beweeghoek van ongeveer 5 tot 15 graden onder standaardomstandigheden. Dezelfde handleiding vermeldt een typische uitsteeklengte van ongeveer 3/4 inch voor fluxkerndraad. Bernard voegt eraan toe dat te grote afstand tussen de lasspuit en het werkstuk en een te langzaam draadtoevoersnelheid kunnen leiden tot brandback, terwijl probleem met de draadtoevoer ook vroegtijdig kunnen leiden tot uitvallen van de boog.
- Houd een constante uitsteeklengte aan in plaats van wisselend dichter bij of verder van de lasnaad te komen.
- Sleep de smeltbad in plaats van deze te duwen. De werkplaatsregel is eenvoudig te onthouden: als er slak is, sleep je.
- Gebruik een matige pistoolhoek. Miller merkt op dat een te grote hoek de spattendracht kan vergroten, de doordringing kan verminderen en booginstabiliteit kan veroorzaken.
- Handhaaf een constante voortbewegingssnelheid, zodat de smeltbad niet vooruitraakt op de boog en slak vasthoudt.
- Reinig grondig tussen de lagen met een klophamer, draadborstel of slijpmachine.
Deze basisprincipes gelden ongeacht of u ze noemt tips voor laswerk met fluxkern-MIG of eenvoudigweg lassen met fluxkern-draad . Een vlotte, herhaalbare beweging is belangrijker dan proberen snel te lassen.
Hoe spattendracht, doordringing en lasnaadvorm te verbeteren
De lasnaadvorm geeft meestal aan wat er is veranderd. Bernard wijst erop dat een te hoge spanning bij een bepaalde draadtoevoersnelheid wormachtige sporen (worm tracking) kan veroorzaken, terwijl een lage warmte-inbreng kan bijdragen aan slakinclusies. Miller wijst er ook op dat een lichte zijwaartse beweging en een korte pauze aan de zijkanten kunnen helpen om een breder lasverbinding te vullen en insnoering (undercut) te voorkomen wanneer het nodig is om heen en weer te bewegen.
- Te veel spatten: Controleer of de pistoolhoek te groot is en controleer of uw instellingen overeenkomen met de draad en het materiaal.
- Onvoldoende doordringing: Controleer de warmte-invoer, vermijd het voorbijgaan van de smeltbad en houd de boog op de achterrand.
- Inkeping aan de randen: Als u heen en weer beweegt, pauzeer dan even aan elke kant zodat het lasmetaal de randen kan vullen.
- De boog valt voortdurend uit: Zoek eerst naar brandterugloop, vogelnestvorming, probleem met de voerlijn of onvoldoende aandruk van de aandrijfrollen, voordat u de machine de schuld geeft.
Dat soort symptoomgebaseerde analyse is wat willekeurige oefening omzet in bruikbare lasmethoden met fluxdraad .
Eenvoudige aanpassingen die leiden tot goede fluxkernlassen
- Breng één wijziging tegelijk aan. Gebruik de machinegrafiek als uitgangspunt en pas vervolgens geleidelijk af in plaats van willekeurig aan de knoppen te draaien.
- Als de draad terugbrandt in de tip, controleer dan eerst de draadaanvoersnelheid en de afstand van de lasspistool tot het werkstuk.
- Als de draadaanvoer onregelmatig aanvoelt, controleer dan de liner, de contacttip en de aandrukkracht van de aandrijfrollen.
- Bij meervoudige laslagen laat u ruimte voor de volgende laag en verwijdert u alle slak voordat u doorgaat.
Goed fluxkernlassen komen meestal voort uit herhaalbare gewoontes: dezelfde uitsteeklengte, dezelfde sleephoek, hetzelfde tempo en dezelfde reiniging. Het zorgvuldig hanteren van de fluxkernlasdraad draad helpt bij het creëren van een voorspelbaardere lasnaadvorm, minder giswerk en meer goede fluxkernlassen die consistentie maakt het proces ook gemakkelijker te beoordelen voor praktijktoepassingen, omdat niet elk materiaal, elke locatie of elke afwerkingseis optimaal aansluit bij zijn sterke punten.
Waar is een fluxlasapparaat geschikt voor?
Job-fit is even belangrijk als de opstelling. Als u zich afvraagt waar is een fluxlasapparaat geschikt voor of waar wordt fluxkernlassen voor gebruikt , dan luidt het korte antwoord als volgt: fluxkernlassen onderscheidt zich door de snelheid van de draadtoevoer, de sterke doordringing en het feit dat het proces ook buitenshuis betrouwbaar blijft werken. AWS benadrukt FCAW voor constructiestaal, bruggen, scheepsbouw, pijpleidingen en reparatie van zware machines, terwijl Miller zelfbeschermend fluxkernlassen aanwijst als een ideaal buitentoepassingproces dat toleranter is voor licht roestige of vuile materialen. Dus zijn fluxkernlassen goed ? Ja, wanneer de taak past bij het proces.
Beste toepassingen voor een fluxkernlasapparaat
Voor veel gebruikers is de grootste voordelen gasloos fluxkernlassen . Zelfbeschermende draad elimineert de noodzaak om een gasfles mee te nemen, waardoor mobiel reparatiewerk eenvoudiger wordt. Het proces wordt ook gewaardeerd vanwege de hoge afscheidingssnelheid en diepe doordringing in zwaardere secties, niet alleen voor snelle tacking.
- Buitenlassen: De flux binnen de draad zorgt voor bescherming, waardoor wind minder een probleem is dan bij uitsluitend gasgebaseerde draadprocessen.
- Reparatie en zwaar constructief lassen: De AWS noemt constructiestaal, bruggen, scheepsbouw, pijpleidingen en reparatie van zwaar materieel als veelvoorkomende FCAW-toepassingen.
- Dikker koudgewalst staal: Het proces is zeer geschikt voor toepassingen waarbij diepere doordringing en snellere metaalafzetting voordelen opleveren.
- Oppervlakken die niet perfect zijn: Miller merkt op dat het toleranter is voor enigszins roestig, vuil of verontreinigd materiaal dan traditionele MIG.
Wanneer fluxkernlassen niet de beste keuze is
Het is niet automatisch de beste oplossing voor elk project. Miller wijst erop dat fluxkernlassen slakachtige resten achterlaat die moeten worden weggekapt en vaak minder visueel verfijnd zijn dan MIG, waardoor veel operators MIG kiezen voor binnenwerk wanneer reiniging en uiterlijk van belang zijn. Dun metaal kan ook sneller problematisch worden, omdat doorbranden meer kans maakt en de techniek nauwkeuriger moet zijn.
Hetzelfde patroon doet zich ook voor bij roestvrij staal. Weldguru merkt op dat zelfbeschermend fluxkernlassen van roestvrij staal mogelijk is voor kleine constructielassen, maar het is niet de meest esthetisch aantrekkelijke optie en een slechte keuze voor werk waarbij het eindresultaat van groot belang is. Zoekopdrachten zoals fluxkernlassen van aluminium of kunt u aluminium lassen met fluxkern komen vaak voort uit dezelfde veronderstelling dat één-draadsopstelling geschikt is voor elk metaal. De bronnen hier wijzen veel duidelijker op zacht staal en sommige roestvaststaaltoepassingen als de ‘comfortzone’ van dit proces.
Hoe te beslissen op basis van materiaallocatie en afwerkingsbehoeften
- Materiaaldikte: Zwaarder staal is over het algemeen beter geschikt voor FCAW dan dunne plaat, waarbij warmtebeheersing minder vergevingsgezind is.
- Werkomgeving: Buiten of op locatie heeft zelfbeschermende fluorkerndraad een duidelijk voordeel.
- Tolerantie voor nabewerking: Als het verwijderen van slak en het beheren van spatten als hinderlijk worden ervaren, kan een schonere binnentoepassing beter passen.
- Afwerkeisen: Als de eindnaad er schoon moet uitzien met minimale nabewerking na het lassen, is fluorkerndraad vaak niet de eerste keuze.
- Metaalsoort: Kies de draad die bij het materiaal past. Roestvaststaal vereist de juiste roestvaststaal fluorkerndraad, niet de veronderstelling dat een zachtstaaldraad geschikt is.
Dat kader maakt het antwoord praktisch in plaats van abstract. Een fluxkernlasapparaat is een sterke keuze voor buitenstaand staalwerk, reparaties en zwaardere fabricage. Het is minder geschikt voor dunne projecten waarbij het uiterlijk centraal staat. Gezien op die manier is de werkelijke vraag niet of fluxkernlassen goed of slecht is, maar welk proces de minste compromissen oplevert voor het materiaal dat u voor u hebt.
Fluxkernlassen versus MIG-, elektrode- en TIG-lassen
Het kiezen van een lasproces wordt eenvoudiger als u stopt met vragen welk proces in het algemeen het beste is, en begint met vragen wat de klus daadwerkelijk vereist. De meeste fluxkernlassen versus MIG-lassen beslissingen komen neer op vier factoren: waar u gaat lassen, hoe schoon de afgewerkte lasnaad eruit moet zien, hoe dik het staal is en hoeveel instellingsmateriaal u mee wilt nemen. Een brede vergelijking uit ESAB en een praktische veldgids van Arccaptain zijn het eens over het grote beeld: MIG- en fluxkernlassen zijn beide snelle draadaanvoerprocessen, elektrodelassen is robuust voor buitengebruik, en TIG-lassen biedt de meeste controle en het beste uiterlijk, maar vereist de meeste vaardigheid en tijd.
Fluxkern versus MIG voor alledaagse aankoopbeslissingen
Voor veel beginners, mIG- of fluxkernlassen voelt aan alsof je moet kiezen tussen twee versies van dezelfde machine. Die indruk is gedeeltelijk juist en gedeeltelijk misleidend. Beide methoden zijn draadvoerende processen, en veel MIG-achtige machines kunnen fluxkerndraad verwerken. Maar mIG-lassen versus FCAW is niet zomaar een wisseling van draad. MIG gebruikt extern beschermgas, wat helpt bij het produceren van schonere lasnaden met minder slak en minder nabehandeling na het lassen. Fluxkernbooglassen maakt gebruik van holle draad met een vulling van fluks. In zelfbeschermde modus wordt de gasfles vaak overgeslagen en wordt de methode veel beter tegen wind bestand.
Daarom komt de uitdrukking fluxkern-MIG zo vaak voor in zoekopdrachten. Mensen bedoelen meestal een MIG-achtige draadvoerder die is ingesteld op FCAW. Evenzo is mIG-lassen met fluxkerndraad gangbare vaktaal in de werkplaats, maar technisch gezien blijft het fluxkernlassen, niet standaard gasbeschermd MIG. Zoekopdrachten voor mIG-laspen met gasloos proces verwijst meestal naar dezelfde zelfafgeschermde opstelling.
| Proces | Afschermmethode | Buitenprestatie | Opruimen | Mobiliteit | Leercurve | Controle bij dun metaal | Snelheid | Typisch gebruik |
|---|---|---|---|---|---|---|---|---|
| Fluxkern, zelfafgeschermde FCAW | Flux in de draad, geen aparte gasfles | Zeer geschikt voor gebruik in de wind | Meer rook, spatten en slakvorming | Hoge | Beginner tot gevorderd | Redelijk geschikt voor dun metaal, sterker bij medium tot dik staal | Snel | Buitenreparaties, zwaarder staal, werk op locatie |
| MIG, GMAW | Externe beschermgasstroom vereist | Slecht bij wind | Schonere lassen, minder slak | Matig | Beginnergevrienlijk | Betere controle bij dunner materiaal | Snel | Binnenfabricage, werk in de garage, schonere eindlasnaden |
| Lichtbooglassen (elektrodelassen), SMAW | Fluxomhulde staaf vormt bescherming | Zeer geschikt voor buitengebruik | Meer slak en nabewerking | Hoge | Geschikt voor beginners tot gemiddeld gevorderden | Minder geschikt voor dunne platen | Matig | Reparatiewerkzaamheden, vuil of roestig staal, landbouw- en bouwplaatswerk |
| TIG, GTAW | Externe inerte gasvoorziening vereist | Gevoelig voor wind | Zeer schoon | Matig tot hoog | Het moeilijkst te leren | Beste controle bij dun metaal | Traag | Precisiewerkzaamheden, roestvast staal, aluminium, lassen waarbij het uiterlijk van cruciaal belang is |
Hoe fluxkernlassen zich verhoudt tot handbooglassen en TIG-lassen
De sMAW versus FCAW de vergelijking is vooral nuttig voor buitenstaand staalwerk. Beide methoden verdragen ruwe omgevingen beter dan MIG of TIG. Het verschil zit in de toevoerwijze. Bij sticklassen worden korte, verbruikbare elektroden gebruikt, en het lassen wordt telkens onderbroken wanneer een elektrode op is. FCAW voert continu toe, waardoor het meestal sneller is en de smeltbaden met minder onderbrekingen in beweging blijven. Sticklassen blijft een sterke keuze wanneer de oppervlakken vuil zijn of wanneer eenvoud het belangrijkst is.
TIG ligt aan de tegenovergestelde kant van het spectrum. ESAB beschrijft TIG als langzamer en moeilijker te beheersen, maar het levert de mooiste lasnaden op en biedt de meest nauwkeurige controle. Als uiterlijk, schoonheid of fijnheid bij dun metaal belangrijker is dan snelheid, is TIG meestal de betere keuze. Als de klus betrekking heeft op buitenslands staalherstel of dikker materiaal, is fluxcore veel praktischer.
Kies fluxcore voor draagbaar buitenslands staalwerk, MIG voor schonere binnenlandse fabricage, stick voor ruw herstelwerk en TIG voor precisie en afwerking.
Zelfbeschermend versus gasbeschermend FCAW in één oogopslag
Binnen de FCAW-familie is de volgende keuze de stijl van afscherming. Earlbeck merkt op dat zelfafgeschermde FCAW is ontworpen voor werk op locatie en bij wind, terwijl dubbelafgeschermde FCAW een fluxgevulde draad combineert met extern gas voor schonere lasnaden, betere badcontrole en minder spatten in binnenlandse fabricageomstandigheden.
| FCAW-type | Beschermingsaanpak | Beste locatie | Nabewerking en uiterlijk | Beste keuze |
|---|---|---|---|---|
| Zelfafgeschermde FCAW-S | Uitsluitend door flux gegenereerde afscherming | Buiten, werk op locatie, winderige gebieden | Meer slak en spatten, ruwer uiterlijk | Draagbaar onderhoud en constructiestaalwerk |
| Gasafgeschermde FCAW-G | Fluxgevulde draad plus extern gas | Binnen of gecontroleerde werkplaatsomstandigheden | Schoonere lasnaad, minder spatten, betere controle over de smeltbad | Constructiewerkplaatsen en zwaardere productiegerichte werkzaamheden |
Die vergelijking verkleint de keuze snel, maar voorkomt op zich nog geen problemen. Twee lassers kunnen het juiste lasproces kiezen en toch zeer verschillende resultaten behalen als de polariteit, draadtoevoersnelheid, bewegingssnelheid of verbruiksartikelen niet correct zijn ingesteld. Die symptomen vertellen hun eigen verhaal zodra de boog begint te misdraaien.

Probleemoplossing bij fluxkernlassen en schaalvergroting
De apparatuur voor fluxkernbooglassen geeft u waarschuwingssignalen voordat een las volledig uit elkaar valt. De lasnaad wordt ruw, de draad hapt, slak begint zich in de verbinding te verschuilen of dun staal brandt sneller weg dan verwacht. Dat is nuttig, omdat een draagbare fluxlasmachine of kleine fCaW-lasmachine meestal niet willekeurig uitvalt. Praktische richtlijnen van Bernard en Hobart Brothers wijzen steeds op dezelfde beperkte reeks oorzaken: instellingen buiten het aanbevolen bereik, slechte draadtoevoer, onvoldoende reiniging tussen de laslagen of een techniek die tijdens het lassen afwijkt.
Veelvoorkomende problemen bij lassen met fluxkern en oplossingen
| Symptoom | Waarschijnlijke oorzaak | Eerste oplossing |
|---|---|---|
| Overmatige spattendrilling | Instellingen of lasmethode buiten het door de draadaanmaker aanbevolen bereik | Keer terug naar de aanbevolen parameters en stabiliseer uw sleeptechniek |
| Wormspoorvorming | Te hoge spanning ten opzichte van de draadtoevoerinstelling en stroomsterkte | Verminder de spanning in stappen van 0,5 volt totdat het probleem is opgelost |
| Onvoldoende doordringing | Onvoldoende warmte-invoer, te snelle beweging of slechte toegankelijkheid van de lasnaad | Verhoog de warmte-invoer binnen het bereik van de draadmaker en verbeter de voorbereiding van de lasverbinding |
| Slakinsluitingen | Onjuiste plaatsing van de lasnaad, onjuiste beweeghoek, lage warmte-invoer of onvoldoende reiniging tussen de laslagen | Reinig tussen de laslagen, pas de sleephoek aan en laat ruimte over voor extra laslagen |
| Doorbrennen bij dun materiaal | Te veel warmte-invoer | Verlaag het spanningbereik, verlaag de draadsnelheid en verhoog de bewegingssnelheid |
| Onregelmatige draadtoevoer | Draadverstrengeling (‘birdnesting’), verkeerde aandrijfrollen, te veel spanning of een verstopte of ongeschikte liner | Verwijder de draadverstopping, stel de spanning opnieuw in, gebruik geribbelde V-groefrollen en controleer de liner |
| Polariteitsfout na het vervangen van een draad | De machine-instelling komt niet langer overeen met de gebruikte draad | Stop en controleer het etiket op de draad en de handleiding van de machine voordat u meer instellingen wijzigt |
Signalen dat het probleem wordt veroorzaakt door de instelmethode of verbruiksartikelen
Patronen zijn belangrijk bij flukslassen . Als het probleem direct na het laden van een nieuwe spoel, het vervangen van een contactpunt of het opnieuw inrichten van de laspistool optreedt, controleer dan eerst de verbruiksartikelen en de voederonderdelen. Bernard en Hobart wijzen beide op vogelnestvorming als gevolg van verkeerde aandrijfrollen, te veel aandrijfrolspanning, verstopping van de liner, onvoldoende afkappen van de liner of een verkeerde linermaat. Brandback wijst meestal op een te lage draadvoersnelheid of het te dicht bij het werkstuk houden van de laspistool. Beide bronnen adviseren ook om de afstand tussen contactpunt en werkstuk te beperken tot ongeveer 1 1/4 inch of minder.
- Als de draad vastloopt bij de voeder, onderzoek dan eerst het aandrijfsysteem voordat u de machine de schuld geeft.
- Als gebreken zich tussen de laspassen voordoen, is onvoldoende slakverwijdering of onjuiste lasnaadplaatsing waarschijnlijk de oorzaak.
- Als de vorm van de lasnaad langs één pass verandert, is uw lashoek of reissnelheid waarschijnlijk aan het veranderen.
- Als u een ruwe lasnaad met zichtbare poriën ziet, reinig dan het basismetaal opnieuw en verwijder roest, olie, verf, vocht en vuil.
Wanneer u van werkplaatslassen naar productieondersteuning moet overstappen
Een draagbare machine blijft nog steeds zeer zinvol voor reparatiewerkzaamheden, staalarbeid buitenshuis, prototyping en fabricage in kleine series. Grotere, in de werkplaats geïnstalleerde fluxkernlassenmachines passen ook goed bij onderhouds- en constructiewerkzaamheden. De vergelijking verandert wanneer elk onderdeel identiek moet zijn aan het vorige, elke las traceerbaar moet zijn en doorvoersnelheid even belangrijk is als lasnaadkwaliteit. JR Automation omschrijft autolassen als een omgeving die wordt aangestuurd door herhaalbaarheid, waarbij geautomatiseerde systemen schaalbare, op gegevens gebaseerde kwaliteit ondersteunen.
Daar komt fluxkernlasproces stopt met alleen een vaardigheid voor de werkplaats te zijn en wordt een beslissing op systeemniveau voor de productie. Voor herhaalbare chassisonderdelen of andere assemblages in grote series kiezen fabrikanten vaak voor een stap verder dan handmatig of semi-automatisch fluxkernlassen en beoordelen een gespecialiseerde partner met robotlijnen en formele kwaliteitscontrole. Een voorbeeld hiervan is Shaoyi Metal Technology , wat ondersteuning biedt voor aangepaste lassen van staal, aluminium en andere metalen via robotlaslijnen en een kwaliteitssysteem dat is gecertificeerd volgens IATF 16949. Voor basisreparatie is vaak een fluxkernlasopstelling voldoende. Voor herhaalbare productie is de slimme keuze meestal degene die variatie vermindert nog voordat deze begint.
Gebruik een fluxkernlasmachine voor reparatie en constructie. Gebruik automatisering of een gespecialiseerde partner wanneer reproduceerbaarheid de werkelijke taak wordt.
Veelgestelde vragen over fluxkernlasmachines
1. Is een fluxkernlasmachine hetzelfde als FCAW?
Nee. Een fluxkernlasmachine is de machine of de draadvoeropstelling, terwijl FCAW (flux-cored arc welding) het lassenproces zelf is. Dit verschil is belangrijk, omdat één machine voornamelijk is gebouwd voor fluxkernlassen, terwijl een andere machine een MIG- of multiprocesunit kan zijn die FCAW alleen kan uitvoeren nadat de juiste draad, polariteit en voeronderdelen zijn geïnstalleerd.
2. Werken fluxkernlasmachines altijd zonder beschermgas?
Niet altijd. Veel kleine en draagbare toestellen worden gebruikt met zelfafgeschermde draad, die zijn eigen afscherming creëert en geen gasfles nodig heeft. Sommige fluxkern-draden zijn echter gasafgeschermd, dus of u gas nodig hebt, hangt af van het type draad dat u gebruikt, niet alleen van de naam van de lasmachine.
3. Kan een MIG-lasmachine fluxkern-draad verwerken?
Vaak wel, mits de machine compatibel is met fluxkern-draad en correct kan worden geconfigureerd. Dat betekent meestal dat u de polariteit, de aandrijfrollen, de maat van de contactpunt en het draadpad moet controleren voordat u gaat lassen. Wanneer een MIG-achtige machine fluxkern-draad gebruikt, voert hij FCAW uit in plaats van standaard gasafgeschermde MIG-laswerkzaamheden.
4. Waar wordt een fluxkern-lasmachine het beste voor gebruikt, en is deze geschikt voor beginners?
Fluxkernlasapparaten zijn bijzonder geschikt voor buitenreparaties, onderhoud en het lassen van dikker staal, waarbij wind het gebruik van gasbeschermd lassen bemoeilijkt. Veel beginners waarderen deze apparaten omdat de draad continu wordt aangevoerd en de installatie eenvoudig kan zijn met zelfbeschermende draad. Het nadeel is dat nieuwe gebruikers nog steeds slak, spatten en een vaste handbeheersing moeten beheersen om schone resultaten te verkrijgen.
5. Wanneer is een fluxkernlasapparaat voldoende, en wanneer moet een fabrikant gebruikmaken van geautomatiseerde lasondersteuning?
Een handbediend of werkplaatsgebaseerd fluxkernlasapparaat is meestal voldoende voor reparatiewerkzaamheden, prototypes en productie in lage volumes. Zodra een bedrijf herhaalbare onderdelen, grotere consistentie en traceerbare kwaliteit over grotere productielopen nodig heeft, wordt geautomatiseerd lassen een betere keuze. Voor autochassisonderdelen kunnen fabrikanten zich wenden tot gespecialiseerde partners zoals Shaoyi Metal Technology, die robotlaslijnen aanbiedt en beschikt over een volgens IATF 16949 gecertificeerd kwaliteitssysteem voor precisieproductie.