 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Gereedschapsbouw Automotive: Welk gereedschap voor welk onderdeel?
Inleiding
Wanneer we een modern voertuig bekijken, zien we design en comfort. Maar als experts weten we: onder de lak bevindt zich een meesterwerk van ingenieurskunst, dat zonder hoogwaardige precisievormtechniek niet mogelijk zou zijn. Het hart van deze productie is de Gereedschapsbouw voor de automobielindustrie of het nu gaat om complexe carrosseriedelen, structurele onderdelen of kleine bevestigingsplaten – elk onderdeel vereist een specifiek gereedschapsconcept.
In dit artikel duiken we diep in de wereld van snij- en vormtechniek. We verduidelijken welke gereedschapstypen er bestaan, waar hun verschillen liggen en hoe u de juiste keuze maakt voor uw project. Ontdek meer over onze expertise in de vormtechniek .
Waarom gereedschapsbouw voor de automobielindustrie zo cruciaal is
De eisen aan moderne voertuigen stijgen continu: ze moeten lichter worden om emissies te verlagen (lichtgewichtconstructie), en tegelijkertijd veiliger zijn (crashprestaties). Dit stelt de Gereedschapsbouw voor de automobielindustrie voor enorme uitdagingen. Het gaat niet langer alleen om het buigen van een plaatstaal. Het gaat om de beheersing van hoogwaardige staalsoorten, aluminiumlegeringen en complexe geometrieën met maximale herhaalnauwkeurigheid.
Volgens recente studies van de Verband der Automobilindustrie (VDA) is lichtgewichtbouw één van de belangrijkste drijfveren voor innovatie in de productietechniek. In het segment gereedschapsbouw automotive beslist daarom de keuze van het juiste gereedschapsconcept over de rentabiliteit van een geheel voertuigproject. Een verkeerd concept kan leiden tot hoge stukkosten of instabiele processen.
De belangrijkste gereedschapstypen in overzicht
Om metalen onderdelen voor de automobielindustrie te fabriceren, beschikken we over verschillende methoden. Hieronder de drie dominante gereedschapstypen die iedereen in de Gereedschapsbouw voor de automobielindustrie moet kennen:
1. Progressieve combinatiegereedschappen (Progressive Dies)
Het volgverbondsgereedschap is de sprinter onder de gereedschappen. Hierbij wordt de bandstaal (coil) door het gereedschap geleid, en bij elke slag van de pers vinden meerdere bewerkingen tegelijk plaats (knippen, buigen, ponsen), totdat aan het einde het complete onderdeel wordt afgewerkt .
Toepassingsgebied: Kleine tot middelgrote onderdelen (bijv. beugels, verstevigingsplaten).
Voordelen: Zeer hoge productiecapaciteit, efficiënte materiaalstroom.
Nadeel: Beperkte grootte van de onderdelen.
Voor veel van onze klanten is het Volgverbondsponsen de meest kosteneffectieve oplossing voor hoge aantallen.
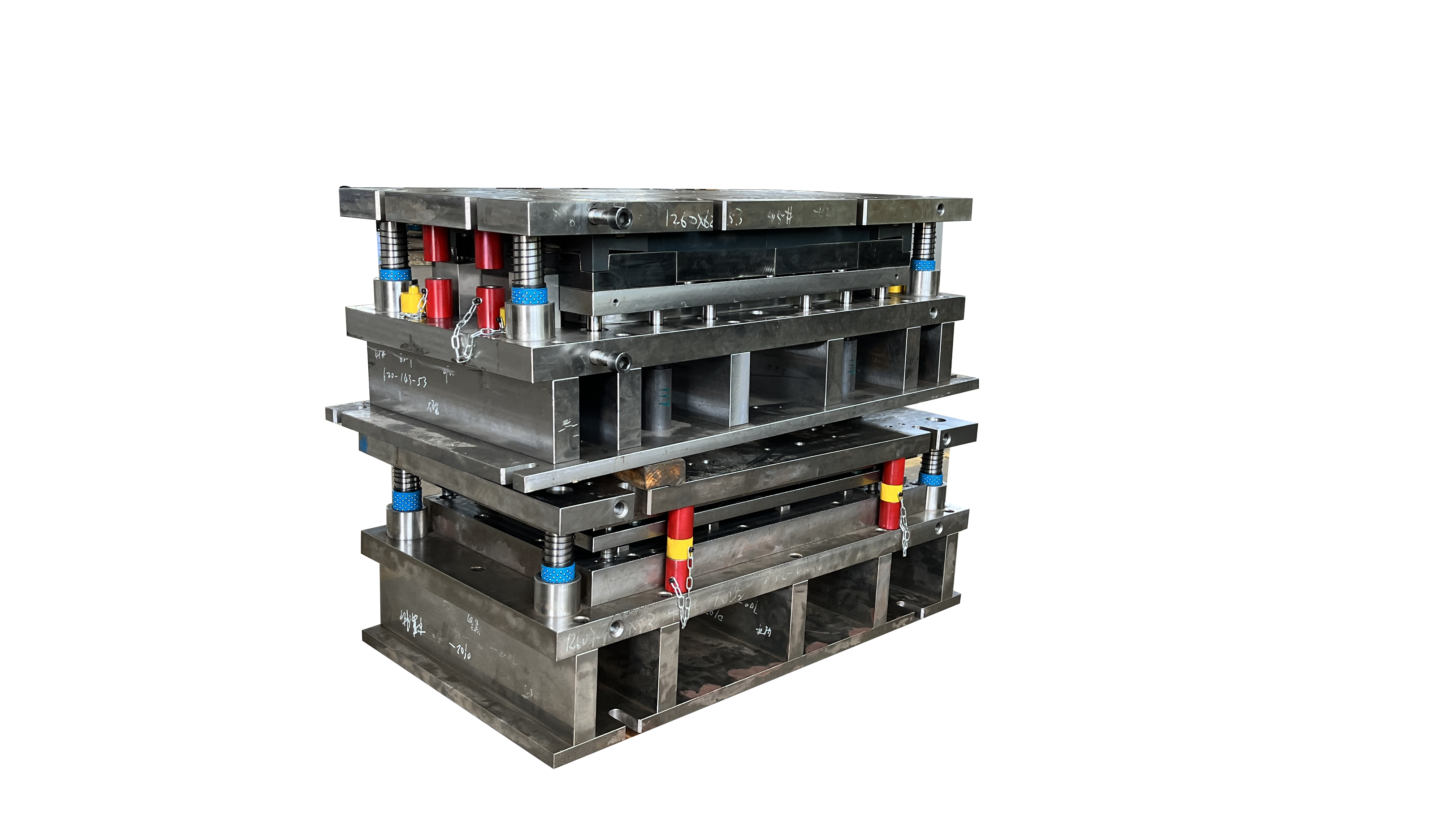
2. Transfertools (Transfervormen)
Wanneer de onderdelen groter worden of de geometrie zo complex is dat ze niet langer aan de "band" kunnen hangen, wordt in het gereedschapsbouw automotive het transfertool gebruikt. Hierbij worden de platen middels greeprails van de ene station naar de volgende vervoerd.
Toepassingsgebied: Grote structurele onderdelen, complexe carrosserieonderdelen.
Voordelen: Maximale flexibiliteit bij de vormgeving, geoptimaliseerde materiaalbenutting (nesting).
Nadeel: Langzamere cyclustijden, hogere investering.
3. Dieptrektalen (Dieptrekvormen)
Hoewel vaak geïntegreerd in trans- of continue procesketens, is dieptrekken de koningsdiscipline in het Gereedschapsbouw voor de automobielindustrie . Hierbij wordt vlak plaatmateriaal omgevormd tot een holle vorm.
Bijzonderheid: Hier is de samenwerking tussen stempel, mal en plaat houder van cruciaal belang. Simulaties met software zoals AutoForm zijn hier verplicht om veerkracht en barsten te voorkomen.
Hulpmiddel bij besluitvorming: Welk gereedschap voor uw project?
De keuze tussen volgverbinding en transfer is een van de meest gestelde vragen die klanten ons stellen in de context van Gereedschapsbouw voor de automobielindustrie hierbij een hulpmiddel bij besluitvorming:
|
Criterium |
Volgverbindinggereedschap |
Transfergereedschap |
|
Onderdeelgrootte |
Klein tot Middel |
Middelgroot |
|
Complexiteit |
Middel tot Hoog |
Zeer Hoog |
|
Aantal stuks |
Zeer Hoog (Massaproductie) |
Hoog |
|
Materiaalgebruik |
Middelen |
Hoog (Geoptimaliseerd) |
|
Investering |
Middelen |
Hoog (vanwege automatisering) |
Expertentip: Laat u niet alleen leiden door de gereedschapskosten. In de gereedschapsbouw automotive is de Onderdelprijs (per stuk) gedurende de gehele looptijd bepalend. Een duurder transfertool kan zich door materiaalbesparing vaak snel terugverdienen. Gebruik gerust onze Adviesdienst voor een kostenanalyse .
Prototypen versus seriesgereedschap
Voordat een gereedschap voor seriesproductie (hard tooling) uit gehard staal wordt vervaardigd, doorlopen projecten in de Gereedschapsbouw voor de automobielindustrie vaak een prototypenfase.
Soft tooling: Gereedschappen van zachter staal/aluminium voor lage aantallen
Hard Tooling: De definitieve seriesmal voor miljoenen slagen.
De overgang van prototype naar serie is kritiek. Een ervaren partner in de gereedschapsbouw automotive gebruikt de inzichten uit de prototypenfase om het seriesmal te optimaliseren.
Conclusie: Kwaliteit begint bij het smal
Of u nu student bent of inkoper bij een OEM: Het begrip van de verschillen tussen volgverbinding- en transfertechniek is essentieel. De Gereedschapsbouw voor de automobielindustrie is geen statisch vakgebied – het ontwikkelt zich voortdurend verder.
Wie succesvol wil zijn, heeft een partner nodig die processen begrijpt. De juiste smalstrategie garandeert u kwaliteit en concurrentievermogen.
Wilt u uw volgende project bespreken?
Hebt u een onderdeeltekening en twijfelt u welk smalkoncept het meest economisch is?
Neem nu contact met mij op voor een vrijblijvende haalbaarheidsanalyse. Laten we samen ervoor zorgen dat uw onderdeel perfect in serie gaat.