 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Essentiële onderdelen voor de fabricage van buisvormige dwarsverbindingen
TL;DR
Het vervaardigen van op maat gemaakte buisvormige dwarsstangen vereist een specifieke set onderdelen en een nauwkeurig proces. De essentiële componenten zijn hoogwaardige DOM- of Chromoly-buis, schroefbare inlasbussen voor stangeinden, hoogwaardige lagers (Delrin of polyurethaan) en machinaal bewerkte kogelgewrichtkoppen. Het fabricageproces is gebaseerd op een nauwkeurig ontwerp, precies zagen en uitsnijden van de buizen, montage in een stijve mal om de geometrie te behouden, en zorgvuldig TIG-lassen voor maximale sterkte en veiligheid.
Essentiële Componenten voor Dwarsstangfabricage
Het bouwen van een set buisvormige dwarsliggers vanaf nul is een lonend project dat je volledige controle geeft over de ophangingsgeometrie van je voertuig. Succes hangt echter af van het beginnen met de juiste materialen. Dit zijn geen onderdelen die je in een lokale ijzerhandel kunt vinden; het zijn gespecialiseerde componenten die ontworpen zijn om enorme belasting te weerstaan. Het verkrijgen van hoogwaardige onderdelen is de eerste en meest cruciale stap in het fabricageproces.
De basis van elke buisvormige dwarsligger is de buis zelf. De meeste fabrikanten kiezen tussen Drawn Over Mandrel (DOM)-staal en 4130 Chromoly-staal. Zoals vermeld in producten van fabrikanten zoals Porterbuilt , dikwandige DOM-buis is een populaire keuze vanwege zijn hoge sterkte, uitstekende gelijkmatigheid en kosten-effectiviteit, waardoor het ideaal is voor straat- en prestatietoepassingen. Chromoly biedt een hogere sterkte-gewichtsverhouding, wat het het favoriete materiaal maakt voor race-toepassingen waar elk ounce telt, een keuze die wordt beschreven in hoogwaardige op maat gemaakte constructies. De keuze hangt af van de begroting en prestatiedoelen van uw project.
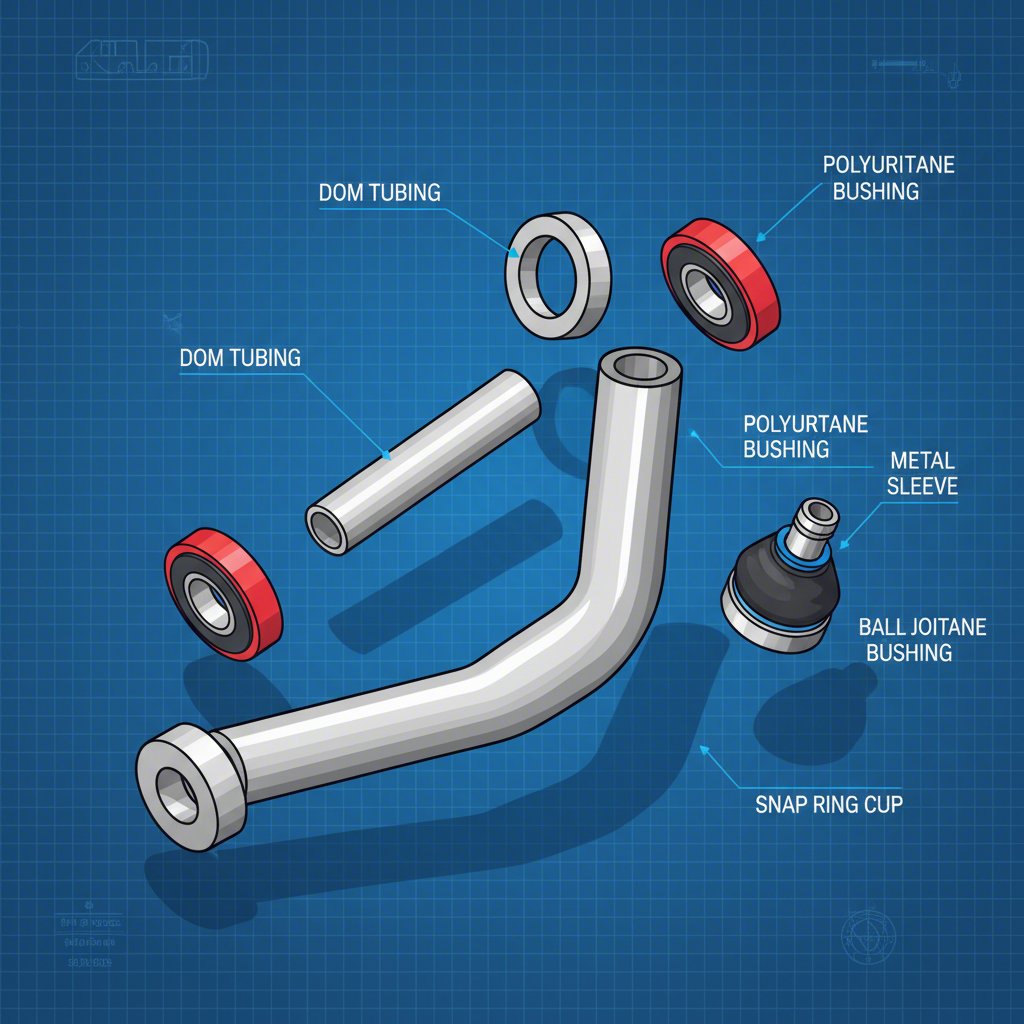
Naast de buis hebt u verschillende belangrijke onderdelen nodig om functionele en instelbare armen te maken. Online leveranciers zoals JOES Racing Products en CB Chassis Products bieden een uitgebreid assortiment van deze onderdelen. Een typische boodschappenlijst bevat:
- In te lassen buiseinden (Bungs): Deze draadeinden worden aan de uiteinden van de DOM-buis gelast om heimkoppelingen (staafuiteinden) of gedraaide verstelbare delen te kunnen monteren, zodat nauwkeurige uitlijning kan worden aangepast.
- Lagers en hulzen: Deze onderdelen worden in de chassiszijde draaipunten van de dwarsbomen geperst. Opties voor hoge prestaties zijn Delrin voor minimale vervorming en lange levensduur, of polyurethaan voor een balans tussen prestaties en trillingsdemping.
- Kogelgewrichtkoppelingen of platen: Deze houden het kogelgewricht aan de wielzijde van de dwarsboom vast. Het kunnen platen zijn voor bout-aan-kogelgewrichten of machinaal bewerkte cups voor persmontage, en moeten precies worden geplaatst en gelast.
- Bevestigingslippen en beugels: Deze worden aan het frame van het voertuig gelast om bevestigingspunten te bieden voor de draaipunten van de dwarsbomen.
Voor projecten die unieke specificaties vereisen, productie in grote volumes of superieure precisie in onderdelen zoals CNC-gezaagde platen en kogelgewrichtcups, kan samenwerken met een gespecialiseerde fabrikant voordelig zijn. Bedrijven zoals Shaoyi (Ningbo) Metal Technology Co., Ltd. biedt op maat gemaakte productie van auto-onderdelen door stansen en metaalcomponenten, met de precisie die essentieel is voor ophangingsonderdelen. Dit zorgt voor een perfecte pasvorm en metallurgische consistentie, wat cruciaal is voor zowel veiligheid als prestaties.
Materiaalvergelijking: DOM-staal versus 4130 Chromoly
| Kenmerk | DOM-staal | 4130 Chromoly |
|---|---|---|
| Sterkte | Zeer sterk en duurzaam voor de meeste toepassingen. | Hogere treksterkte, waardoor dunner wandmateriaal en lichter gewicht mogelijk zijn bij gelijke sterkte. |
| Gewicht | Zwaarder dan Chromoly bij equivalente sterkte. | Lichter, waardoor het ideaal is voor racegebruik en vermindering van ongeveerde massa. |
| Kosten | Voordeliger en wijdverspreid verkrijgbaar. | Aanzienlijk duurder. |
| Lasteigenschappen | Gemakkelijker te lassen met MIG of TIG; minder gevoelig voor warmte. | Vereist TIG-lassen. Voorverwarmen en naverwarmen zijn over het algemeen alleen nodig bij wanddiktes groter dan 0,120 inch. |
| Ideale Toepassing | Straatprestaties, custom trucks (C10, S10) en algemene fabricage. | Professionele motorsport, offroadraces en toepassingen waarbij gewicht kritiek is. |
Het fabricageproces: van ontwerp naar eindmontage
Nu uw onderdelen zijn ingekocht, begint het fabricageproces. Hier zijn precisie, geduld en de juiste gereedschappen van essentieel belang. Het bouwen van ophangingsarmen gaat niet alleen om het aanlassen van buizen; het is een vorm van techniek die direct invloed heeft op de wegligging en veiligheid van uw voertuig. Het hele proces moet methodisch worden uitgevoerd om ervoor te zorgen dat het eindproduct zowel sterk als geometrisch perfect is.
De reis van grondstof naar eindproduct volgt een duidelijke opeenvolging van stappen. Zoals uitgebreid beschreven in een compleet bouwlogboek door Wilhelm Raceworks , zelfs ogenschijnlijk kleine details zoals het waarborgen van royale stralen in plaats van scherpe hoeken kunnen een groot effect hebben op de weerstand van het onderdeel tegen spanning en vermoeidheid. Een professionele aanpak houdt in dat zorgvuldig wordt gepland en uitgevoerd in elk stadium.
Hieronder volgt een stap-voor-stap uitleg van het fabricageproces:
- Ontwerp en meting: De eerste stap is het definitief maken van uw ontwerp, ofwel met behulp van CAD-software voor spanningsanalyse of door zorgvuldig de ophangpunten van de ophanging van uw voertuig op te meten. U moet de gewenste lengte, hoek van de kogelscharnier en draaipunten bepalen om de gewenste camber, caster en rolcentrum te bereiken.
- Zagen en uitsnijden: Zaag de DOM- of Chromoly-buis precies af op de in uw ontwerp bepaalde lengtes. De uiteinden van de buizen die met andere buizen worden verbonden moeten 'uitgesneden' of 'gekopt' worden om perfect vlak tegen elkaar aan te sluiten, zodat er een sterke lasverbinding kan worden gemaakt. Een buisuitsnijder is hiervoor het beste gereedschap.
- Bewerken en voorbereiden: Eventuele aangepaste onderdelen, zoals de bevestigingen die het kogelgewricht vasthouden, moeten mogelijk bewerkt worden op een draaibank of freesmachine. Reinig vóór het lassen alle onderdelen grondig om olie, vet of huidoxide te verwijderen die de lasverbinding zouden kunnen verontreinigen.
- Een mal bouwen: Dit is veruit de belangrijkste stap. Een fabricagemal is een hulpmiddel dat alle afzonderlijke onderdelen van de dwarsligger in hun exacte eindpositie vasthoudt. Het bouwen van een nauwkeurige en stijve mal is essentieel om te garanderen dat de dwarsligger niet vervormt door de warmte van het lassen en dat de uiteindelijke geometrie correct is.
- Voorlassen en controle: Plaats alle onderdelen in de mal en breng kleine 'voorlasjes' aan om ze tijdelijk vast te zetten. Zodra deze voorlasjes zijn aangebracht, haal de arm uit de mal en monteer hem proefgewijs op het voertuig om de afmetingen en spelingen te controleren voordat de definitieve laskabels worden aangebracht.
- Definitief lassen: Voor ophangingsonderdelen is wolfraamelektrode-inerte-gas (TIG) lassen de voorkeur vanwege de precisie en de sterke, schone lassen die ermee worden gerealiseerd. Lase de naden in een gestaggerde volgorde om de warmte gelijkmatig te verdelen en vervorming tot een minimum te beperken. Voor 4130 Chromoly is langzaam afkoelen (bijvoorbeeld door het onderdeel in een lasdeken te wikkelen) noodzakelijk om te voorkomen dat het materiaal bros wordt; voorverwarming is echter doorgaans alleen vereist bij buizen met een wanddikte groter dan 0,120 inch.
- Afwerking: Na het lassen en afkoelen kan de dwarsverbinding gepoedercoat of geschilderd worden voor betere corrosieweerstand. Druk tot slot de lagers in en installeer de kogelscharnier om de assemblage te voltooien.
Buis- versus plaatarmen: Een cruciale ontwerpkeuze
Bij het ontwerpen van op maat gemaakte ophangingsarmen is een van de fundamentele keuzes die een constructeur moet maken of hij een buisvormig of een plaatontwerp gebruikt. Hoewel beide uiterst sterk kunnen zijn, geven hun constructies hen verschillende eigenschappen waardoor ze geschikt zijn voor verschillende toepassingen. Het begrijpen van deze verschillen is essentieel om een ophangingssysteem te bouwen dat aansluit bij het beoogde gebruik van uw voertuig.
Een buisvormige ophangingsarm is, zoals de naam al doet vermoeden, voornamelijk vervaardigd uit ronde of soms vierkante buizen. Dit ontwerp is uitstekend in staat krachten uit meerdere richtingen te weerstaan, zoals torsiebelastingen en trek- en duwkrachten (trek- en drukkrachten) die vaak voorkomen bij prestatierijden op de weg. De ronde vorm verdeelt spanning gelijkmatig, waardoor het een efficiënte en lichtgewicht oplossing is voor de meeste toepassingen, van straatvoertuigen tot circuitracen.
Een plaatarm, vaak gezien bij extreem off-road racen, is vervaardigd uit meerdere stukken vlak staalplaat die worden gesneden en gelast om een doosachtige structuur te vormen. Deze constructiemethode creëert een arm die uitzonderlijk sterk en stijf is, met name tegen directe verticale impact, zoals bij het landen van een grote sprong. Hoewel deze vaak zwaarder is dan een buisarm, kan de sterkte een voordeel zijn in extreme omstandigheden. Zo merkte één forumgebruiker op: 'Plaatarmen zijn sterker. Buisconstructie is beter in iets als een oprolbeveiliging waar krachten (impact) vanuit elke hoek kunnen komen.' Dit benadrukt de kernafweging tussen de twee ontwerpen.
Vergelijking: Buizen- versus Plaatsturingarmen
| KENNISPAL | Buizige controlearmen | Plaatsturingarmen |
|---|---|---|
| Sterkteprofiel | Uitstekende torsiestijfheid en sterkte op trek/duw. Efficiënt in het weerstaan van belastingen vanuit meerdere hoeken. | Uitermate hoge sterkte tegen directe verticale en zijwaartse belastingen. Kan sterker zijn, maar minder efficiënt voor zijn gewicht. |
| Gewicht | Over het algemeen lichter voor een bepaald sterkteniveau vanwege de efficiëntie van ronde buizen. | Meestal zwaarder en groter, omdat er meer materiaal nodig is om de doosconstructie te maken. |
| Fabricagecomplexiteit | Vereist nauwkeurig uitsteken van buizen en een robuuste mal. Lassen kan complex zijn rond gebogen verbindingen. | Vereist CNC- of plasmaknipsels voor de platen en uitgebreid lassen. Vaak zijn interne versterkingen nodig. |
| Kosten | Materiaalkosten voor DOM-buizen zijn matig. Chromoly verhoogt de kosten aanzienlijk. | Materiaalkosten voor staalplaat kunnen hoog zijn, en de arbeids-/snijkosten zijn vaak hoger. |
| Ideale Toepassing | Straatprestaties, circuitraces, dragraces, custom trucks en de meeste voertuigen voor gebruik op de weg. | Trophy trucks, rock crawlers en extreme offroadvoertuigen die harde stoten moeten doorstaan. |