 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Stansen katalysatorbehuizingen: Productiegids en anti-diefstalhandleiding

TL;DR
Het ponsen van katalysatorbehuizingen verwijst in de eerste plaats naar het industriële metaalvormproces waarbij platen roestvrij staal worden geperst tot beschermende behuizingsdelen, ook wel "clam-shells" genoemd, die het keramische substraat omsluiten. Deze productiefase omvat hydraulische persen, snijdorsten en geautomatiseerd naadlassen om een luchtdichte verbinding te creëren. Ten tweede beschrijft de term de praktijk na productie om identificatienummers — zoals chassisnummers (VIN) of CARB Executive Order-codes — in de afgewerkte behuizing te graveren voor naleving van voorschriften en ter voorkoming van diefstal.
Het productieproces: van coil tot behuizing
De fabricage van een katalysatorbehuizing is een precisie-engineeringproces dat een ruwe roestvrijstalen coil transformeert tot een afgewerkt autocomponent dat bestand is tegen extreme thermische wisselingen. Het proces begint met spoelverwerking en blanking . RVS-spoelen worden in geautomatiseerde blankingsystemen gevoerd die het metaal in nauwkeurige platte platen, of "blanks", snijden, geoptimaliseerd om afvalverspilling tot een minimum te beperken. Deze blanks vormen het basismateriaal voor de volgende vormgevingsfases.
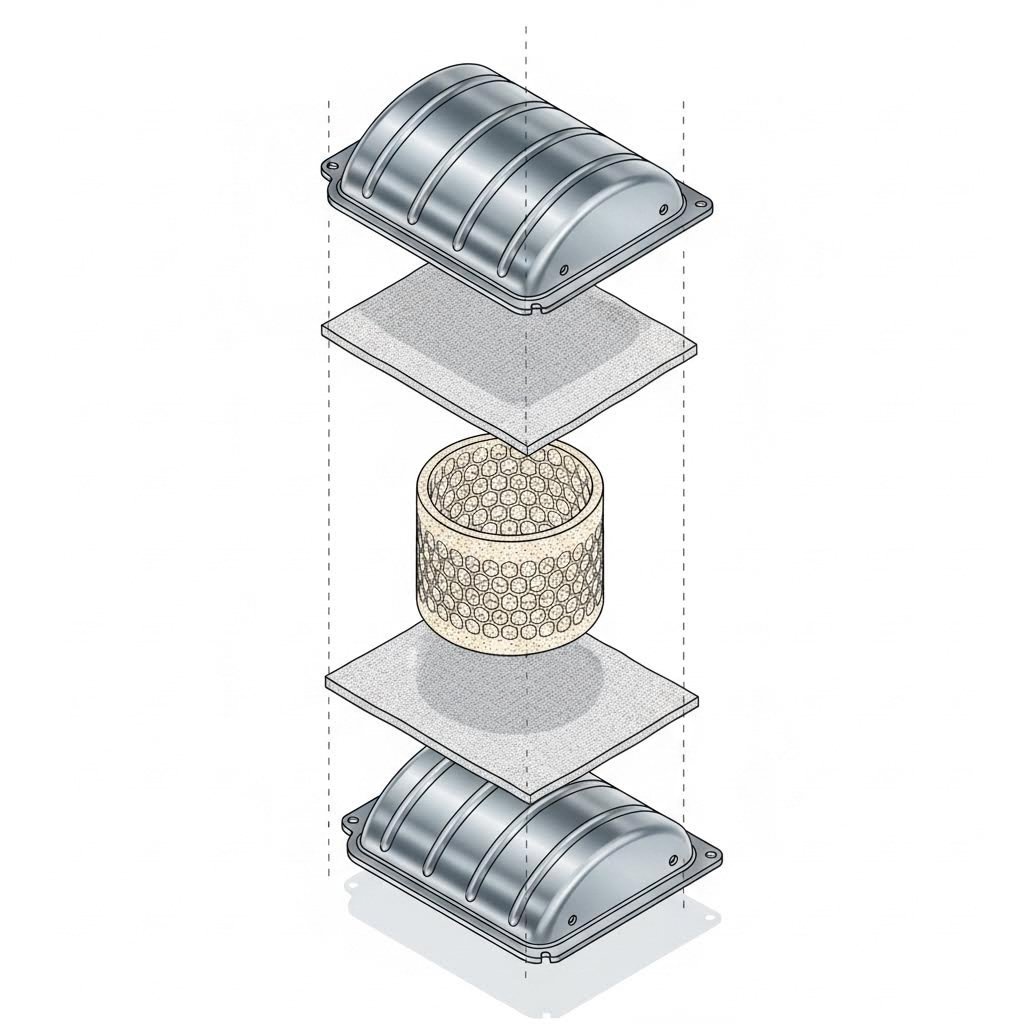
In de dieptrekstansen fase worden de metalen blanks in hydraulische of mechanische perssen met hoge tonnage gevoerd. Met behulp van op maat gemaakte matrijzen en stempels wordt de platte plaat in een holte geperst om de "clam-shell"-vorm te verkrijgen — meestal één helft van het volledige converterlichaam. Deze methode maakt complexe geometrieën mogelijk die geschikt zijn voor krappe onderstellen van voertuigen, een aanzienlijk voordeel ten opzichte van cilindrische "gesponnen" converterontwerpen. Bij het stansen moeten strikte toleranties voor wanddikte worden gehandhaafd om ervoor te zorgen dat de schaal de breekbare keramische binnenkern kan beschermen zonder onnodig gewicht toe te voegen.
Voor automobiel-OEM's en Tier 1-leveranciers zijn schaalbaarheid en precisie onontbeerlijk. Fabrikanten vereisen vaak partners die het volledige levenscyclusproces aankunnen, van snel prototypen tot massaproductie. Bedrijven zoals Shaoyi Metal Technology specialiseren zich in deze uitgebreide stansoplossingen, waarbij ze beschikken over perscapaciteiten tot 600 ton en kwaliteitssystemen met IATF 16949-certificering om kritieke componenten zoals converterhuisvestingen te leveren met micronnauwkeurigheid.
De laatste fase naadwelding . Zodra het substraat en de isolatiematten tussen twee gestanste hulsdelen zijn geplaatst, verzegelen robotlascellen de randen. Racing Industries merkt op dat naadlassen (het samenvoegen van boven- en onderhuls) een luchtdichte, kosteneffectieve verbinding creëert die superieur is aan oudere manuele methoden. Deze hermetische afsluiting is cruciaal om uitlaatlekken te voorkomen en ervoor te zorgen dat de converter op de juiste interne druk werkt.
Materialen & Engineering Specificaties
Het kiezen van de juiste kwaliteit roestvrij staal voor gestanste behuizingen is een afweging tussen kosten, duurzaamheid en warmtebeheersing. De industrienorm is 409 Roestvrij Staal (SS409) . Deze ferrietse kwaliteit biedt voldoende corrosieweerstand tegen wegzout en vocht, terwijl het goede lasbaarheid en weerstand tegen thermische vermoeiing behoudt. Het is het materiaal van keuze voor de meeste aftermarket- en standaard OEM-katalysatorbehoezings omdat het uitzet en krimpt in snelheden die compatibel zijn met de interne keramische substraten, waardoor het risico op het verpletteren van de kern tijdens temperatuurwisselingen wordt verlaagd.
Voor high-performance of zware toepassingen kunnen fabrikanten overstappen op 304 Roestvrij Staal (SS304) . Deze austenitische kwaliteit bevat een hoger nikkelgehalte, wat superieure weerstand biedt tegen roest en oxidatie bij hoge temperaturen. E&E Manufacturing benadrukt het belang van het gebruik van deze gespecialiseerde materialen om onderdelen te ponsen die bestand zijn tegen de extreme omgeving van een uitlaatsysteem, waar temperaturen vaak boven de 800 °C (1472 °F) uitklimmen.
Ingenieurs moeten ook rekening houden met 'wash coat'-interacties en warmteafvoer. De geponste behuizing fungeert als een hitteafscherming; indien het materiaal te dun is, kan het vervormen of doorbranden. Indien het te dik is, voegt het parasitaire massa toe aan het voertuig. De ideale geponste behuizing brengt een balans in deze factoren en levert een stijve, duurzame exoskeletstructuur voor de katalysator.
Conformiteit en anti-diefstalmarkering
Naast het vormgevingsproces is 'ponsen' de standaardmethode om permanente identificatie aan te brengen op de converterbehuizing. Dit dient twee verschillende doeleinden: naleving van regelgeving en diefstalpreventie. In gereguleerde markten zoals Californië, het California Air Resources Board (CARB) verplicht dat alle aftermarket-converters specifieke gegevens gegraveerd of in reliëf op de behuizing hebben aangebracht. Dit omvat het "EO-nummer" (Executive Order), het onderdeelnummer en de fabricagedatum. Deze markeringen bevestigen dat het onderdeel voldoet aan de emissienormen en stellen inspecteurs in staat om legale onderdelen te onderscheiden van niet-conforme alternatieven.
Voor diefstalpreventie Dot Peen-markering is uitgegroeid tot de superieure technologie. In tegenstelling tot oppervlakkige zure gravure of stickers gebruiken Dot Peen-machines een carbide stijl om fysiek een reeks diepe punten in het metaal aan te brengen. Rocklin Manufacturing legt uit dat deze methode een permanente, manipulatiebestendige markering creëert—vaak het voertuigidentificatienummer (VIN)—die leesbaar blijft, zelfs na jarenlang blootstelling aan wegdekpuin en roest. Deze traceerbaarheid maakt het moeilijker om gestolen converters te verkopen aan sloopbedrijven, die steeds vaker verplicht zijn om de ID-nummers van gekochte eenheden te registreren.
Kwaliteitscontrole & Identificatie
Het valideren van de kwaliteit van een gestanst omhulsel vereist grondige testen voordat het ooit in een voertuig wordt gemonteerd. Lekkagetesten is de belangrijkste kwaliteitscontrole, waarbij het gelaste omhulsel onder druk wordt gezet om ervoor te zorgen dat de lasnaden vrij zijn van speldgaten. Elke lek in het omhulsel zou onbehandelde uitlaatgassen kunnen laten ontsnappen, waardoor het emissietesten niet wordt gehaald. Dimensionele nauwkeurigheid wordt ook geverifieerd met behulp van coördinatenmeetmachines (CMM) om ervoor te zorgen dat de gestanste montagepunten perfect overeenkomen met de uitlaatpijp van het voertuig.
Voor recyclebedrijven en kopers is het lezen van de gestanste nummers essentieel voor de taxatie. BR Metals adviseert dat de op het omhulsel gestanste serienummers de meest betrouwbare manier zijn om het edelmetalengehalte binnenin te identificeren. OEM-katalysatoren zijn meestal voorzien van het logo van de autofabrikant (bijvoorbeeld Ford, Toyota) en een specifieke alfanumerieke code, terwijl aftermarket-units vaak beginnen met een 'N'-reeksnummer. Het herkennen van deze gestanste codes maakt onderscheid tussen hoogwaardig OEM-schroot en minder waardevolle aftermarket-vervangingen.

Uw converter beveiligen en identificeren
Of u nu een ingenieur bent die gestanste behuizingen inkoopt voor productie, of een voertuigeigenaar die zich zorgen maakt over diefstal: het begrijpen van de tweeledige aard van 'stempelen' is essentieel. Voor fabrikanten ligt de nadruk op precisievorming en materiaalkeuze om duurzaamheid te garanderen. Voor eindgebruikers gaat het erom te controleren of de behuizing de vereiste conformiteitsstempels draagt en anti-diefstalmarkeringen aan te brengen om de investering te beschermen. Naarmate de regelgeving strenger wordt en diefstal blijft dreigen, zijn de markeringen op de behuizing inmiddels even waardevol geworden als het metaal zelf.
Veelgestelde Vragen
1. Kan ik mijn eigen katalysator stempelen ter voorkoming van diefstal?
Ja, voertuigeigenaren kunnen hun eigen converters markeren, maar het gebruik van de juiste tool is essentieel. Handgemaakte graveertoestellen of chemische etskits zijn beschikbaar, maar deze kunnen onvoldoende diep zijn om lang mee te gaan. Professionele Dot Peen-markering wordt aanbevolen omdat deze diep in het metaal indeukt, waardoor het voor dieven moeilijk wordt om het weg te schuren zonder de converterbehuizing zelf te beschadigen.
2. Welke informatie moet op een vervangingsconverter worden gestempeld?
Een legale aftermarket katalysator moet gestempeld zijn met de fabrikantencode, het onderdeelnummer en de fabricagedatum. In Californië moet ook het CARB Executive Order-nummer (EO) (bijvoorbeeld D-123-45) vermeld staan om de uitlaatgaskeuring te halen. Als deze stempels ontbreken of onleesbaar zijn, kan het voertuig de keuring niet halen.
3. Voorkomt het stempelen van een VIN-nummer daadwerkelijk diefstal?
Het zetten van een chassisnummer voorkomt fysiek geen verwijdering, maar werkt wel als sterke afschrikmiddel. Gerespecteerde schroothandelaars zijn getraind om converters te weigeren met zichtbare chassisnummers die niet overeenkomen met de identificatie van de verkoper. Het creëert ook een bewijsketen die de wetshandhaving helpt bij het traceren van gestolen onderdelen terug naar criminele activiteiten.