 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Essentiële analyse van plastische vervormbaarheid van plaatstaal om defecten te voorkomen
TL;DR
Plaatstaalvormbaarheidsanalyse is een cruciaal technisch proces dat wordt gebruikt om de mogelijkheid van een metaal om tot een onderdeel gevormd te worden zonder gebreken zoals vernauwing of barsten te beoordelen. Het combineert fysieke tests en geavanceerde computersimulaties om te voorspellen hoe het materiaal zich zal gedragen tijdens het ponsproces. Deze voorspellende inzichten zijn essentieel voor het optimaliseren van gereedschapsontwerp, het verlagen van productiekosten en het waarborgen dat het eindproduct voldoet aan strikte kwaliteitseisen.
Inzicht in de vormbaarheid van plaatstaal: kernbegrippen en belang
In de productie verwijst vormbaarheid naar het vermogen van een metalen plaat om plastische vervorming te ondergaan en gevormd te worden tot een gewenst onderdeel zonder defecten. Het proces om dit vermogen te beoordelen, staat bekend als vormbaarheidsanalyse van plaatmetaal. Het is een hoeksteen van moderne metaalponsen, waarbij ingenieurs worden voorzien van de gegevens die nodig zijn om de kloof te overbruggen tussen een digitaal ontwerp en een succesvol gefabriceerd fysiek onderdeel. Het primaire doel is het voorspellen en voorkomen van veelvoorkomende vormfouten voordat ze optreden, waardoor aanzienlijke tijd en middelen worden bespaard.
Het belang van deze analyse kan niet worden overschat. Zonder deze technologie lopen fabrikanten het risico dat ze een proef-en-fout aanpak volgen die leidt tot hoge schrootcijfers, dure gereedschapsmodificaties en productievertragingen. Belangrijkste gebreken die door vormbaarheidsanalyse kunnen worden voorkomen, zijn onder meer de necking, de plaatselijke dunner worden van het materiaal die voorafgaat aan een falen, en het kraken, waarbij het materiaal volledig breekt. Door de beperkingen van een materiaal te begrijpen, kunnen ingenieurs efficiëntere processen ontwerpen en de juiste legering voor het werk kiezen, waarbij de eisen aan sterkte en de haalbaarheid van de productie in evenwicht worden gebracht.
Een grondige analyse biedt tal van voordelen die direct invloed hebben op de winstgevendheid en productkwaliteit van een bedrijf. Door het voorspellen van materiaalstroming en spanningsconcentraties, zorgt de analyse voor een robuust en reproduceerbaar productieproces. Dit is met name belangrijk bij het toenemende gebruik van geavanceerde hoogsterktestalen (AHSS) en aluminiumlegeringen, die aanzienlijke gewichtsbesparingen bieden, maar complexere vormgevingsgedrag vertonen.
De belangrijkste voordelen zijn:
- Kostenvermindering: Beperkt de noodzaak van dure en tijdrovende herwerking van stansmatrijzen en vermindert materiaalverspilling door mislukte onderdelen.
- Verbeterde kwaliteit: Zorgt ervoor dat componenten consistent worden vervaardigd en voldoen aan alle geometrische en structurele specificaties.
- Kortere tijd naar marktintroductie: Vermindert de proef- en foutfase van gereedschappen doordat mogelijke problemen al in het virtuele ontwerpstadium worden opgelost.
- Materiaaloptimalisatie: Maakt het mogelijk om met vertrouwen lichtgewicht, hoogwaardige materialen te kiezen en te gebruiken zonder afbreuk te doen aan de vervaardigbaarheid.
- Uitgebreidere Ontwerpvrijheid: Maakt het mogelijk om complexere en ambitieuzere componentvormen te ontwikkelen door een duidelijk inzicht te geven in de materiaalbeperkingen.
Belangrijke methoden en tests voor het beoordelen van vormbaarheid
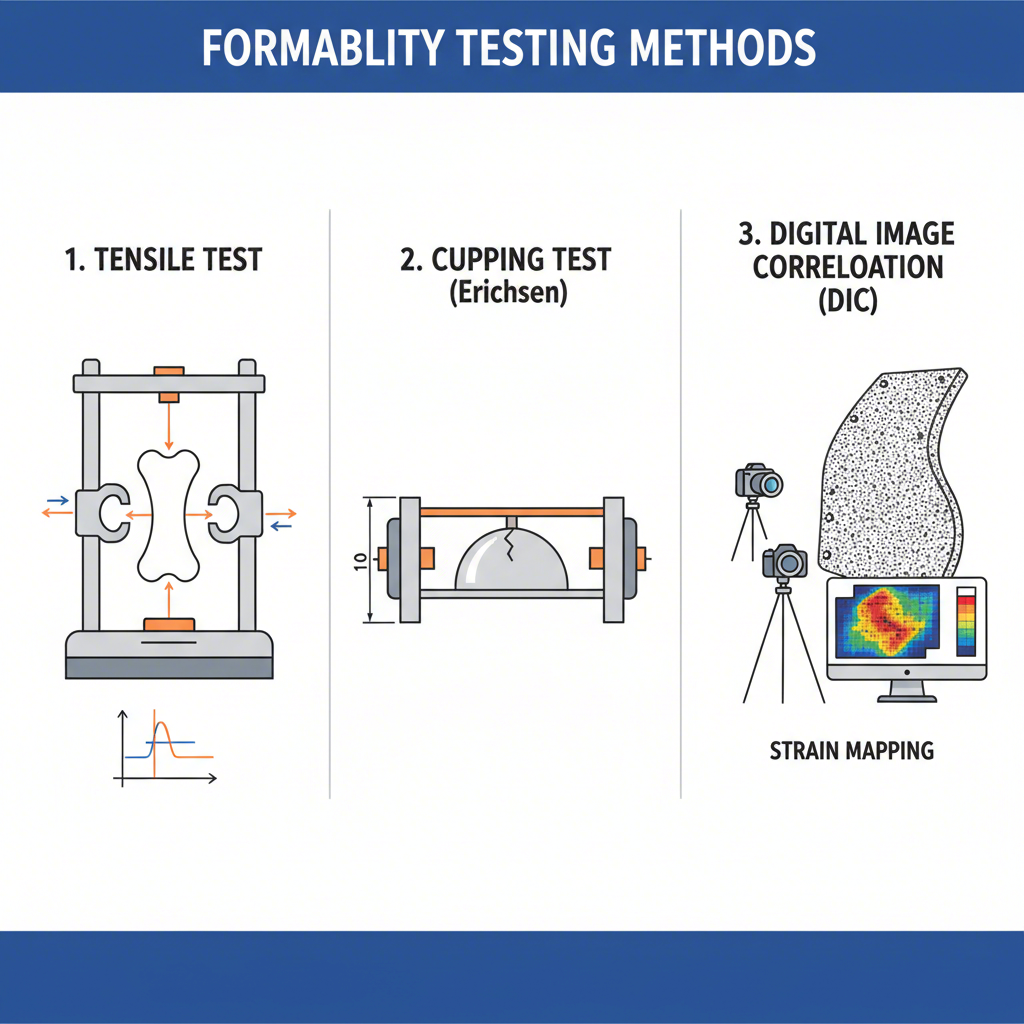
Het beoordelen van de vormbaarheid van plaatstaal omvat een reeks tests, van traditionele mechanische methoden tot geavanceerde, contactloze optische systemen. Elke methode geeft andere inzichten in het gedrag van een materiaal onder de spanningen die optreden tijdens een vormproces. De keuze van de test hangt vaak af van het materiaal, de complexiteit van het onderdeel en het vereiste precisieniveau.
Traditionele methoden beginnen vaak met de eenassige trektest. Deze basisproef trekt een monster van materiaal totdat het breekt, waarbij eigenschappen worden gemeten zoals totale rek en de versterkingscoëfficiënt (n-waarde). Hoewel eenvoudig en goedkoop, is het belangrijkste nadeel dat het slechts spanning in één richting meet, terwijl de meeste echte dieptrekprocessen complexe, tweerichtingsspanningen (biaxiaal) omvatten. Om deze omstandigheden beter te simuleren, gebruiken ingenieurs proeven zoals de Erichsen-buigproef of de Nakajima-proef. In deze procedures vervormt een stempel een vastgeklemd plaatje tot een koepelvorm, waardoor een realistischere beoordeling van de vormbaarheid onder biaxiale rek mogelijk is.
Recentelijk hebben geavanceerde optische 3D-metingssystemen de vormgeefbaarheidsanalyse gerевolutioneerd. Technieken zoals Digitale Beeldcorrelatie (DIC) bieden een volledig zicht op de vervorming. Bij deze methode wordt een raster- of stippenpatroon aangebracht op de metalen grondplaat voordat deze wordt gevormd. Tijdens het stansen maken hoogresolutiecamera's beelden op uit meerdere hoeken. Gespecialiseerde software analyseert vervolgens hoe het patroon is vervormd en berekent de exacte hoofd- en nevenrekking over het gehele oppervlak van het onderdeel. Deze contactloze methode levert veel meer gegevens op dan traditionele tests, waardoor kritieke rekgebieden nauwkeurig kunnen worden geïdentificeerd.
De volgende tabel vergelijkt deze gangbare methoden:
| Testmethode | Wat het meet | Voordelen | Beperkingen |
|---|---|---|---|
| Trekdrukproef | Rek, sterkte, n-waarde | Eenvoudig, goedkoop, genormaliseerd | Uniaxiale spanningsstaat is niet representatief voor de meeste vormgevingsprocessen |
| Cupping / Bolletje-test | Koepelhoogte bij breuk, biaxiale reklimieten | Simuleert biaxiale rekcondities | Tijdrovend, biedt beperkte meetpunten, kan worden beïnvloed door wrijving |
| Optische 3D-analyse (DIC) | Volledig veld 3D-rek en vervorming | Zeer nauwkeurig, uitgebreide gegevens, contactloos | Vereist gespecialiseerde apparatuur en software |
Geavanceerde analyse: Modellering, simulatie en breukvoorspelling
Naast fysiek testen zijn de krachtigste hulpmiddelen in moderne vormbaarheidsanalyse computationele modellering en simulatie. Met behulp van eindige-elementenanalyse (FEA)-software kunnen ingenieurs een virtuele weergave maken van het volledige stansproces. Dit omvat de geometrie van de gereedschappen, de eigenschappen van het plaatmateriaal en procesparameters zoals wrijving en blankehouderkracht. De simulatie voorspelt vervolgens hoe het plaatmateriaal zal stromen, rekken en dunner worden terwijl het wordt gevormd tot de uiteindelijke onderdeelvorm.
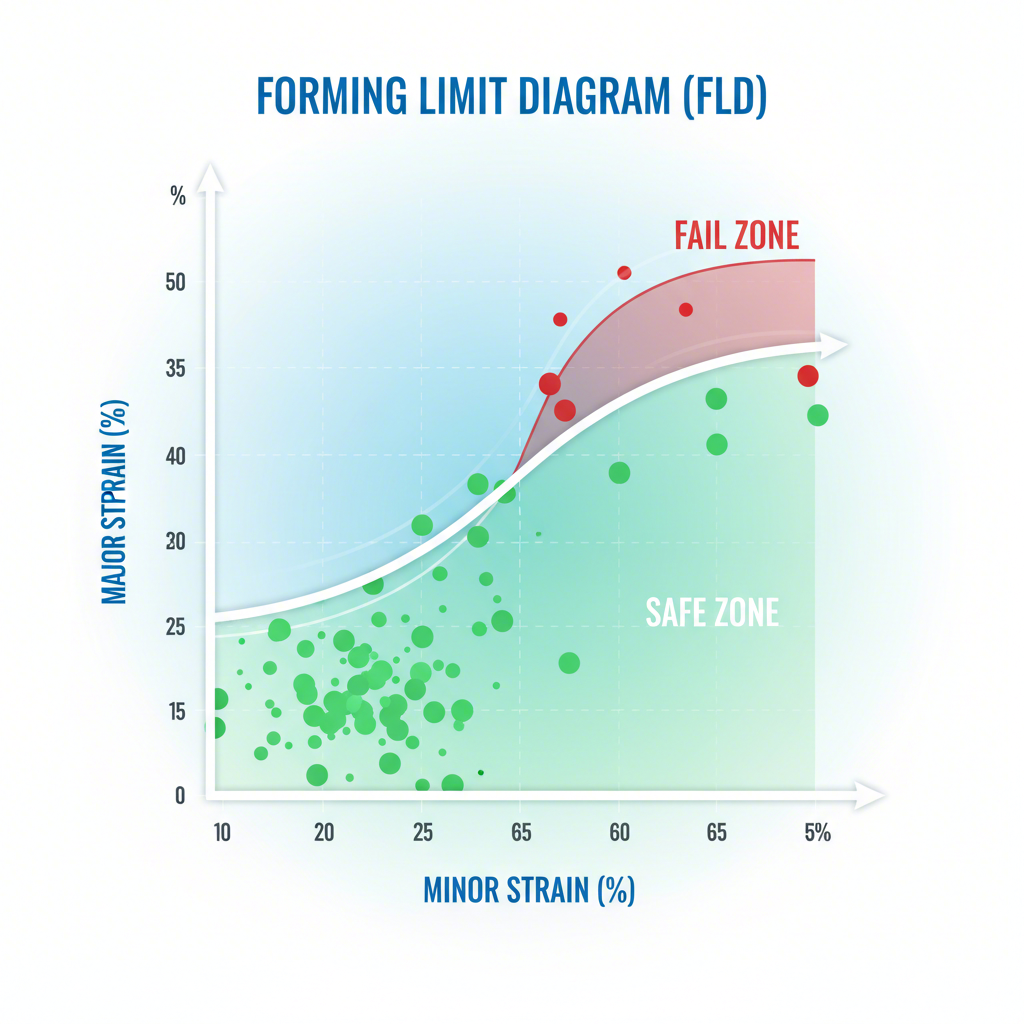
Een centraal element van deze simulatie is de Vormgrensdiagram (FLD). Het FLD is een grafiek die het veilige productieraamwerk definieert voor een specifiek materiaal. Het zet hoofdrek uit tegen zijdelingse rek, met een grenslijn die bekendstaat als de Vormgrenscurve (FLC), die aanvaardbare vervorming scheidt van het begin van insnoering en breuk. Tijdens een simulatie berekent de software de rektoestand voor duizenden punten op het onderdeel en zet deze in het FLD uit. Als punten boven de FLC liggen, duidt dit op een hoog risico op breuk in dat gebied, wat een aanpassing van het ontwerp noodzakelijk maakt.
De traditionele FLD heeft echter beperkingen, met name bij meertrapsvormgevingsprocessen of bij gebruik van geavanceerde materialen. Zoals uitgelegd door experts in de industrie, kunnen factoren zoals niet-proportionele belasting (waarbij het rekpad tijdens het proces verandert) en de stabiliserende effecten van buigen over kleine radii de werkelijke vormgrens van een materiaal beïnvloeden. Geavanceerde analysekaders voor vormbaarheid houden nu rekening met deze effecten om nauwkeurigere voorspellingen van falen te bieden voor complexe onderdelen. Toonaangevende fabrikanten van complexe componenten, zoals de experts bij Shaoyi (Ningbo) Metal Technology Co., Ltd. , maken gebruik van geavanceerde CAE-simulaties om de precisie van autotools te garanderen, waardoor doorlooptijden aanzienlijk worden verkort en resultaten voor OEM's en leveranciers van niveau 1 worden verbeterd.
De voordelen van het integreren van simulatie in het ontwerpproces zijn aanzienlijk:
- Virtueel prototyping: Vermindert de noodzaak van dure en tijdrovende fysieke tooltests door problemen eerst op de computer op te lossen.
- Ontwerpoptimisatie: Stelt ingenieurs in staat om snel verschillende onderdeelgeometrieën, gereedschapsontwerpen of materiaalkeuzes te testen om de meest robuuste oplossing te vinden.
- Defectvoorspelling: Voorspelt nauwkeurig niet alleen scheuren en necking, maar ook problemen zoals kreuken, veerkracht en oppervlaktevervormingen.
- Procesefficiëntie: Helpt parameters zoals plaatvorm en perscapaciteit te optimaliseren om het materiaalgebruik en energieverbruik te minimaliseren.
Resultaten interpreteren en ontwerpbest practices toepassen
De echte waarde van buisvormbaarheidsanalyse ligt in de mogelijkheid om bruikbare inzichten te genereren die technische beslissingen ondersteunen. De uitvoer van simulaties is doorgaans een kleurgecodeerde kaart van het onderdeel, waarbij verschillende kleuren verschillende niveaus van rek of dunner worden weergeven. Groene gebieden zijn over het algemeen veilig, geel duidt op een grensgeval dat dicht bij de vormingslimiet ligt, en rood markeert kritieke zones met een hoog risico op falen. Deze visuele hulpmiddelen stellen ingenieurs in staat om direct probleemgebieden te identificeren.
Wanneer een simulatie een mogelijk probleem signaleert, biedt de analyse de benodigde gegevens om dit op te lossen. Als bijvoorbeeld een hoge rekconcentratie wordt voorspeld nabij een scherpe hoek, luidt de ontwerpaanbeveling om de straal van dat onderdeel te vergroten. Dit verdeelt de rek over een groter oppervlak en brengt deze terug in de veilige zone. Evenzo kan, als kreuken worden voorspeld in een vlak paneel, de oplossing bestaan uit het aanpassen van de blankehouderkracht of het toevoegen van trekstaven om de materiaalstroming beter te beheersen.
Deze data-gedreven aanpak is een kernbeginsel van Design for Manufacturability (DFM). Door rekening te houden met vormbaarheidsprincipes in een vroeg ontwerpstadium, kunnen ingenieurs onderdelen ontwikkelen die niet alleen functioneel zijn, maar ook efficiënt in productie. Deze proactieve aanpak voorkomt latere ontwerpwijzigingen die projecttijdschema's en -budgetten kunnen verstoren.
Hieronder volgen enkele belangrijke ontwerpbasisprincipes, onderbouwd door vormbaarheidsanalyse:
- Gebruik voldoende grote radii: Vermijd scherpe inwendige en uitwendige hoeken waar mogelijk. Grotere stralen zijn een van de meest effectieve manieren om geconcentreerde verdunning en barsten te voorkomen.
- Houd onderdelen weg van buigen: Als algemene richtlijn, houd gaten minstens 2,5 keer de materiaaldikte plus de buigradius verwijderd van een buiglijn. Dit helpt om vervorming van het gedeelte tijdens het buigen te voorkomen.
- Incorporeren van uittrekhellingen: Voor dieptrekonderdelen verminderen lichte hoeken op verticale wanden de wrijving en de kracht die nodig is voor vorming, waardoor het risico op scheuren afneemt.
- Geef geschikte toleranties aan: Gebruik geometrische vorm- en positietolerantie (GD&T) om aanvaardbare limieten voor vlakheid, rechtheid en andere kenmerken te definiëren, met het besef dat het vormproces enige variatie introduceert.
- Raadpleeg materiaalgegevens: Baseer ontwerpen en simulaties altijd op nauwkeurige gegevens over materiaaleigenschappen, omdat de vormbaarheid aanzienlijk kan verschillen, zelfs tussen verschillende kwaliteiten van hetzelfde metaal.
Veelgestelde Vragen
1. Wat is de vormbaarheid van een metaal?
Vormbaarheid is het vermogen van een plaatmateriaal om plastisch vervormd en gevormd te worden tot een onderdeel zonder gebreken zoals scheuren of insnoeringen. Het wordt voornamelijk beïnvloed door de ductiliteit van het metaal (het vermogen om uit te rekken) en de versterkingskenmerken bij vervorming, die bepalen hoe uniform het dunner wordt tijdens het vormen.
2. Wat zijn gangbare vormbaarheidstests voor plaatstaal?
Gangbare tests zijn de trektest op één as, die basisrek en sterkte meet; trekbeproevingen (bijv. Erichsen, Olsen) en bulttests die biaxiale uitrekking simuleren; en moderne optische 3D-analysesystemen zonder contact (DIC) die een volledig oppervlaktemap geven van de oppervlaktevervorming.
3. Wat is de 4T-regel in plaatmetaalconstructie?
Een veelvoorkende ontwerprichtlijn stelt dat een gat om vervorming te voorkomen op een afstand van ten minste 2,5 keer de materiaaldikte plus de buigradius van een buiglijn moet zijn geplaatst. Voor sleuven wordt soms een '4T'-waarde toegepast, maar de volledige richtlijn is doorgaans 4 keer de dikte plus de buigradius.
4. Wat is GD&T voor plaatstaal?
Geometrische vorm- en positietolerantie (GD&T) is een symbolische taal die op technische tekeningen wordt gebruikt om de toegestane variatie in de geometrie van een onderdeel te definiëren. Voor plaatstaal geeft GD&T kritieke toleranties aan voor vormkenmerken zoals vlakheid, rechtheid en profiel, zodat het uiteindelijke gevormde onderdeel correct functioneert en goed in de assemblage past.