 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Prototypematrijzen vs. Serieproductiematrijzen: Kosten & Baten Analyse
TL;DR
De keuze tussen Prototypematrijs (vaak aluminium of 3D-print) en Seriesmatrijs (gehard staal) is een afweging tussen investeringsrisico en stukkosten. Prototypematrijzen scoren met lage initiële kosten (vanaf ca. 3.000 €) en snelle beschikbaarheid (enkele dagen tot weken), maar zijn in levensduur beperkt tot 500 tot 5.000 spuitgietcycli. Ze zijn ideaal voor markttests, designvalidatie en kleine series.
Seriesmatrijzen vereisen daarentegen hoge begininvesteringen (10.000 € tot >100.000 €) en langere doorlooptijden (4–12 weken), maar betalen zich terug bij massaproductie door minimale stukprijzen en uiterst hoge standtijden (>100.000 cycli). Het economische Break-even-punt ligt vaak bij 10.000 tot 20.000 onderdelen – hieronder loont meestal de 'zachte' variant, hierboven is staal onmisbaar.
Basisprincipes & Definitie: Soft-Tooling vs. Hard-Tooling
Voordat we diep in de kostenstructuren duiken, moeten we de technische fundamenten verduidelijken. In de productie-industrie, met name bij spuitgieten, wordt strikt onderscheid gemaakt tussen twee gereedschapsklassen, vaak aangeduid als „Soft-Tooling“ en „Hard-Tooling“.
Prototypengereedschap (Soft-Tooling)
Deze gereedschappen zijn ontworpen op snelheid en flexibiliteit. Ze bestaan meestal uit Aluminium (bijv. legering 7075) of niet-gehard staal. Bij moderne methoden worden zelfs hittebestendige kunststoffen uit 3D-printing gebruikt om holtes te vormen voor zeer kleine series. De term „Soft“ verwijst naar de lagere materiaalhardheid in vergelijking met seriesgereedschap. Ze maken snelle bewerking (High-Speed-Cutting) mogelijk, wat de levertijden sterk verkort, maar zijn gevoeliger voor slijtage.
Seriesgereedschap (Hard-Tooling)
Hier hebben we het over precisievormen van hoogwaardig, gehard gereedschapsstaal (bijv. 1.2343 of 1.2083). Deze mallen worden moeizaam vervaardigd, vaak middels eroderen (EDM) en fijnfrezen, en beschikken over complexe, interne koelkanalen voor minimale cyclusduur. Ze vormen de ruggengraat van massaproductie en garanderen dat het miljoenste onderdeel exact dezelfde toleranties heeft als het eerste.
Kostenanalyse: Initiële investering versus stukkosten
De kosten zijn voor inkopers en ingenieurs meestal de doorslaggevende factor. Hier geldt de vuistregel: hoe hoger de initiële investering, des te lager de latere stukprijs. Maar waar liggen precies de grenzen?
| Kostenfactor | Prototypemal (aluminium/snel) | Productiemal (staal) |
|---|---|---|
| Malinvestering | 3.000 € – 15.000 € | 10.000 € – 100.000 €+ |
| Stukkosten (voorbeeld) | Hoog (handmatige handling, langere cycli) | Minimaal (volledig geautomatiseerd) |
| wijzigingskosten | Laag (materiaal makkelijk bewerkbaar) | Zeer hoog (eroderen vereist) |
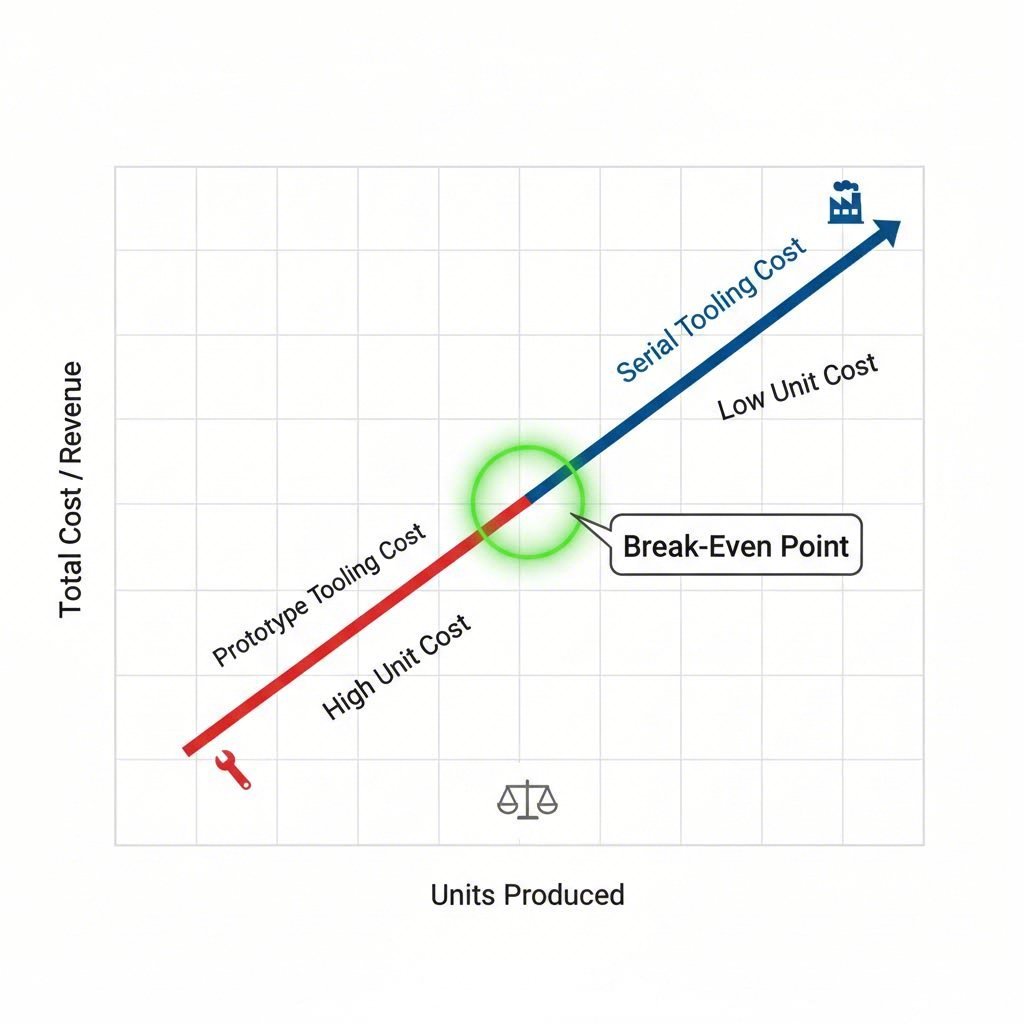
Het break-evenpunt
De analyse toont aan dat seriegereedschappen pas vanaf een bepaalde hoeveelheid rendabel zijn. Brongegevens wijzen erop dat het Break-evenpunt vaak ligt tussen 10.000 en 20.000 eenheden ligt. Onder deze drempel wordt elk voordeel in stukprijs opgegeten door de hoge afschrijving van het staalgereedschap. Voor een start-upserie van 500 behuizingen zou een gereedschap van 40.000 euro economisch zelfmoord zijn – hier is het aluminiumgereedschap onverslaanbaar.
Een vaak overziene kostenverhogende factor bij seriegereedschappen is de energieëfficiëntie: dankzij geoptimaliseerde koelkanalen (Conformal Cooling), die in zachte gereedschappen vaak ontbreken, neemt de cyclusduur drastisch af. Bij miljoenenproducties bespaart elke seconde in de cyclus echte kosten.
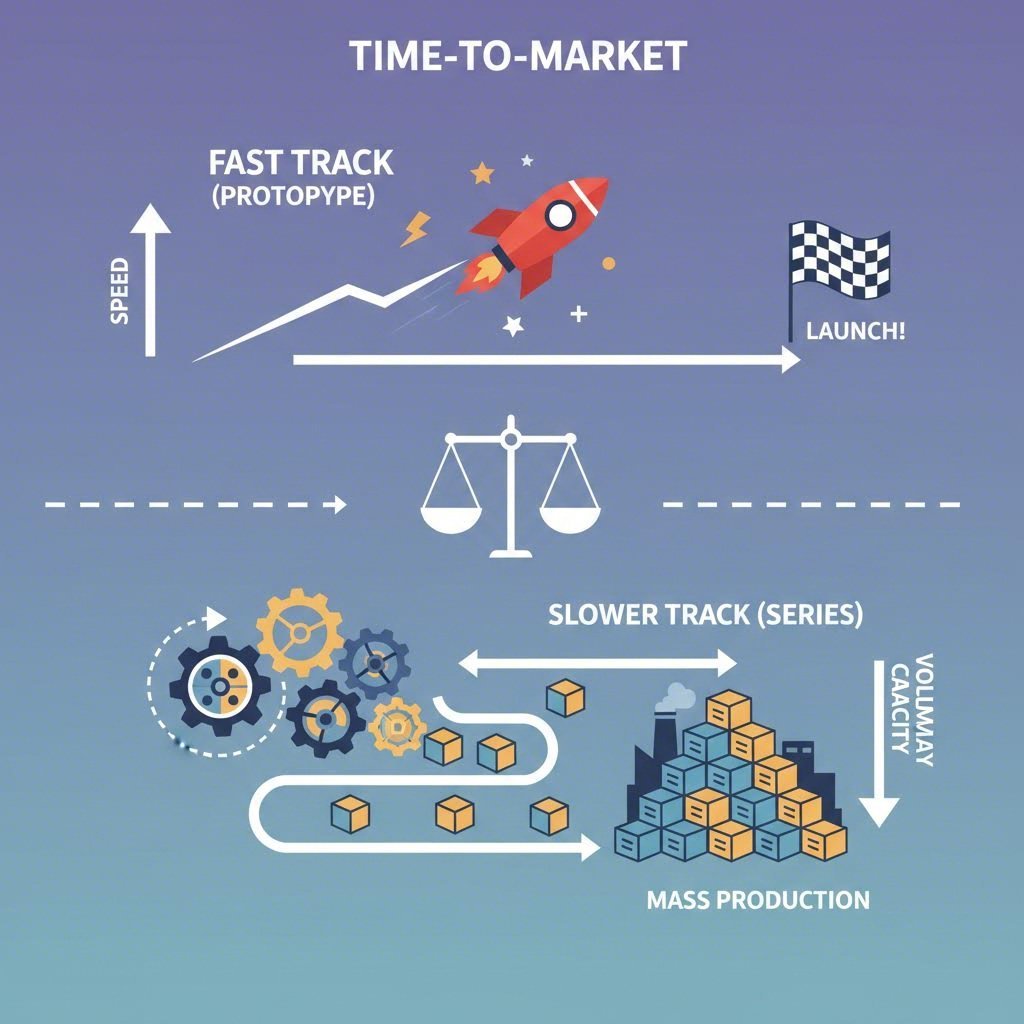
Nuttenanalyse: Snelheid & Time-to-Market
In dynamische markten is tijd vaak kostbaarder dan geld. „Time-to-Market“ is hier het sleutelwoord, waarbij prototypewerktuigen (Rapid Tooling) hun volledige sterkte laten zien.
Terwijl de constructie en fabricage van een complex serie-werktuig 4 tot 12 weken (of langer bij leveranciers in het buitenland) kan duren, zijn prototypewerktuigen vaak binnen 3 dagen tot 2 weken inzetbaar. Dit snelheidsvoordeel maakt het mogelijk:
- Snellere foutcorrectie: Constructiefouten worden fysiek herkend voordat het dure serie-werktuig wordt besteld (Design Validation).
- Eerdere marktintroductie: U kunt al eerste producten leveren aan key-gebruikers, terwijl de serieproductiegereedschappen nog in productie zijn (Bridge Tooling).
- Flexibiliteit: wijzigingen aan aluminiumgereedschappen zijn snel en goedkoop uitvoerbaar, omdat het materiaal zachter is.
Voor bedrijven die complexe onderdelen ontwikkelen – bijvoorbeeld in de automobielindustrie – is deze fase kritiek. Hier kan samenwerking met gespecialiseerde partners zoals Shaoyi (Ningbo) Metal Technology Co., Ltd beslissend zijn. Met certificeringen zoals IATF 16949 en meer dan 15 jaar ervaring in gereedschapsontwikkeling biedt Shaoyi de benodigde precisie om de overgang van ontwikkeling naar serieproductie naadloos te verlopen, met name bij veiligheidskritische pons- en vormonderdelen.
Kwaliteit & standtijd: Wanneer aluminium tegen grenzen aanloopt
Ondanks de kosten- en tijdwinsten hebben prototypengereedschappen fysieke beperkingen. De „standtijd“ – oftewel de levensduur van de matrijs – is het grootste zwakke punt.
Slijtage bij abrasieve materialen
Een aluminiummatrijs houdt doorgaans 500 tot 5.000 schoten , afhankelijk van het gebruikte kunststof. Bij verwerking van slijtvaste materialen zoals glasvezelversterkt polyamide (PA6-GF30) kan de matrijs al na enkele honderden onderdelen zijn uitgesleten. De oppervlaktekwaliteit neemt af, toleranties worden niet langer gehandhaafd. Een serie-matrijs van gehard staal daarentegen haalt probleemloos 100.000 tot meer dan 1 miljoen schoten zonder noemenswaardig kwaliteitsverlies.
Oppervlaktekwaliteit en toleranties
Aluminium is gevoeliger voor krassen. Hoge glanspolituren zijn mogelijk, maar blijven in het productieproces niet lang behouden. Ook bij zeer nauwe toleranties (kleiner dan +/- 0,05 mm) of complexe schuifmechanismen stuit soft-tooling op grenzen. Als uw onderdeel daarom 'First-Time-Right' in perfecte serieskwaliteit nodig heeft, is de overstap naar een stalen matrijs vaak onvermijdelijk, zelfs bij kleinere aantallen.
Beslissingsmatrix: Welke matrijs voor welk project?
Om de juiste strategie te kiezen, helpt een op scenario's gebaseerde analyse. Gebruik deze matrix als richtlijn voor uw budgettering:
-
Scenario A: De markttest (aantal stuks < 1.000)
Het ontwerp is nog niet definitief, het marktrisico is hoog. U hebt snelle fysieke onderdelen nodig voor functionele tests of eerste verkopen.
Aanbeveling: Prototypematrijs (aluminium/3D-print). Het risico op een verkeerde investering wordt tot een minimum beperkt. -
Scenario B: De tijdelijke oplossing (aantal stuks 1.000 – 10.000)
De vraag stijgt, maar de levertijd van de serieproductiematrijs bedraagt nog 8 weken. U moet een leveringskloof opvangen.
Aanbeveling: Bridge-tooling. Een robuuste matrijs van aluminium of P20-staal waarborgt de leverbaarheid tot aan de start van de massaproductie. -
Scenario C: De serieproductie (aantal stuks > 20.000)
Het ontwerp is 'bevroren', de contracten lopen over meerdere jaren. Stukkosten en proceszekerheid hebben de hoogste prioriteit.
Aanbeveling: Serieel gereedschap (gehard staal). Alleen zo bereikt u duurzaam de benodigde cyclus tijd en precisie.
Expertentip: Plan bij kritieke projecten het budget voor beide Gereedschapssoorten in. De inzichten uit het prototypische gereedschap optimaliseren vaak het serieel gereedschap dermate, dat de dubbele investering zich amortiseert via vermeden wijzigingsrondes aan het staalgereedschap.
Conclusie: Strategisch vooruitzien loont zich
De keuze tussen prototype- en serieel gereedschap is geen zuivere kostenkwestie, maar een strategische beslissing over risico, tijd en kwaliteit. Terwijl prototypische gereedschappen fungeren als 'snelboten' van productontwikkeling en innovatie versnellen, zijn serieel gereedschappen de 'tankers' die op lange termijn stabiliteit en winstgevendheid waarborgen. Succesvolle bedrijven gebruiken vaak een hybride strategie: snel starten met soft-tooling, leren, optimaliseren en daarna schalen met een perfect hard-tooling.
Veelgestelde vragen (FAQ)
1. Wat kost een spuitgietmatrijs gemiddeld?
De spreiding is enorm. Eenvoudige prototypematrijzen van aluminium zijn al verkrijgbaar vanaf ongeveer 3.000 € tot 5.000 €. Complexe seriesmatrijzen van staal met meerdere holten en schuiven beginnen vaak bij 10.000 € en kunnen bij hoge complexiteit snel 50.000 € tot meer dan 100.000 € kosten.
2. Vanaf welke hoeveelheid loont een seriesmatrijs zich?
Het economische break-evenpunt ligt meestal tussen 10.000 en 20.000 onderdelen. Beneden dit aantal zijn de hoge afschrijvingskosten van de matrijs per onderdeel vaak niet concurrerend. Bij zeer eenvoudige onderdelen kan de grens ook hoger liggen.
3. Hoe lang houdt een aluminiummatrijs?
Een matrijs van hoogwaardig aluminium houdt typisch tussen de 500 en 5.000 spuitcycli stand. De levensduur hangt sterk af van het gebruikte kunststof: slijtvaste materialen zoals glasvezelversterkte kunststoffen doen het aluminium veel sneller slijten dan onversterkte kunststoffen.
wat is Rapid Tooling precies?
Rapid Tooling is een verzamelbegrip voor methoden om snel gereedschappen te produceren. Het omvat zowel gefreesde aluminiummallen als 3D-geprinte gereedschapinzetstukken. Het doel is om de tijd van CAD-gegevens tot het eerste fysieke spuitgietonderdeel te reduceren tot enkele dagen of weken.