 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Progressieve mal-ponsen van auto-onderdelen: de gids voor hoge volumes
TL;DR
Progressief ponsen is een snelle metaalomvormingsmethode waarbij een doorlopende strook metaal wordt doorgelood door een reeks opeenvolgende standen, waardoor bij elke persslag een afgewerkt onderdeel ontstaat. Voor de auto-industrie is deze methode de gouden standaard voor massaproductie van kleine tot middelgrote precisiecomponenten—zoals beugels, elektrische connectoren en sensorclips —met strakke toleranties (vaak ±0,001 inch) en minimale verspilling. In tegenstelling tot transferponsen, waarbij individuele onderdelen worden gehanteerd voor grotere constructiedelen, maximaliseert progressief ponsen de efficiëntie bij grote oplagen, waardoor het essentieel is voor Just-in-Time (JIT)-leveringsketens.
Progressief Ponsen: De Motor van de Automobielproductie
In de hoogwaarderijke wereld van automobielproductie, waar productiehoeveelheden vaak miljoenen eenheden per jaar bereiken, zijn snelheid en consistentie onverhandelbaar. Progressieve stansmatrijsstansing vormt de ruggengraat van dit ecosysteem, waarbij ruwe metalen coils worden getransformeerd tot afgewerkte onderdelen met snelheden die meer dan 1.000 onderdelen per minuut kunnen overschrijden. Het proces is gebaseerd op een uniek voedingsmechanisme: een continue strook metaal wordt van een coil afgerold en automatisch in een stanspers gevoed.
Binnen de pers, de progressieve stempoot fungeert als een multistation gereedschap. Naarmate de strip trapsgewijs vordert, stopt deze op nauwkeurige intervallen waar verschillende bewerkingen — zoals afsnijden, buigen, ponsen, boren en muntvormen — gelijktijdig worden uitgevoerd in elk station. Van cruciaal belang is dat het onderdeel verbonden blijft met de metalen strip (de "web") tot het allerlaatste station, waar het wordt losgesneden en uitgeworpen. Deze continue verbinding zorgt voor superieure uitlijning en controle vergeleken met handmatige methoden, wat de cyclusduur en arbeidskosten sterk verlaagt.
Voor automobielingenieurs ligt de voornaamste waarde in herhaalbaarheid . Zodra een progressieve matrijs is gebouwd en gevalideerd, kan deze miljoenen identieke onderdelen produceren met vrijwel geen dimensionale afwijking. Deze capaciteit is van vitaal belang voor geautomatiseerde assemblagelijnen, waar zelfs een afwijking op micronniveau in een connector of beugel vastloping of defect kan veroorzaken. Bovendien vereenvoudigt de mogelijkheid om secundaire bewerkingen—zoals het aanbrengen van schroefdraden of het plaatsen van contacten—rechtstreeks in de matrijs (in-die-assemblage) uit te voeren, de productieomgeving verder.
Essentiële auto-onderdelen vervaardigd via progressief ponsen
Hoewel grote carrosseriedelen meestal worden gemaakt met behulp van transmatrijzen of tandemlijnen, domineert het progressief ponsen de productie van duizenden kleinere, ingewikkelde onderdelen die ervoor zorgen dat een voertuig functioneert. Deze componenten kunnen worden ingedeeld op basis van de voertuigsystemen die ze ondersteunen.
Carrosserie- en structurele onderdelen
De structurele integriteit van een voertuig hangt af van talloze versterkingsonderdelen die achter het bekledingstuk verborgen liggen. Progressief stempelen is ideaal voor de vervaardiging van hoogsterk staal zitplaatsen, ligstoelen en gordelbeugels - Ik ben niet. Deze onderdelen vereisen robuuste mechanische eigenschappen, maar moeten in grote hoeveelheden worden geproduceerd om aan de assemblage van voertuigen te voldoen. Andere gebruikelijke toepassingen zijn:
- Deeltjes van de artikelen van de posten 8521 tot en met 8528
- Vensterhefcomponenten
- Gidsrails en versterkingsbalken
- Airbaghousingcomponenten
Elektrische en elektrische voertuigen
Nu de industrie zich richt op elektrische voertuigen (EV's), is de vraag naar gestempelde elektrische onderdelen gestegen. Koper en messing worden gestempeld in complexe geometrieën om geleidbaarheid en verbinding te vergemakkelijken. Busbars , die vermogen verdelen in EV-batterijpacks, zijn een voorbeeld van onderdelen die profiteren van de precisie van progressief ponsen. Het proces maakt het mogelijk om ingewikkelde vormen van aansluitingen en veercontacten te creëren zonder het delicate oppervlak van het materiaal te beschadigen. Belangrijke elektrische onderdelen zijn:
- Leadframes en pinconnectors
- Sensorbehuizingen en deksels
- Zekeringclips en relaisaansluitingen
- Batterijcontactplaten
Motor- en chassisonderdelen
Onder de motorkap moeten componenten bestand zijn tegen extreme hitte, trillingen en corrosieve omgevingen. Roestvrij staal en gespecialiseerde legeringen worden geponsd tot injectieclips, klepbedekkingen en hitteschilden . Het chassis maakt ook gebruik van geponsde remclips, ABS-sensormontages en shimwasmachines . Voor deze veiligheidskritische toepassingen zorgt de consistente korrelrichting die wordt geboden door het stansproces ervoor dat onderdelen hun structurele integriteit behouden onder cyclische belasting.
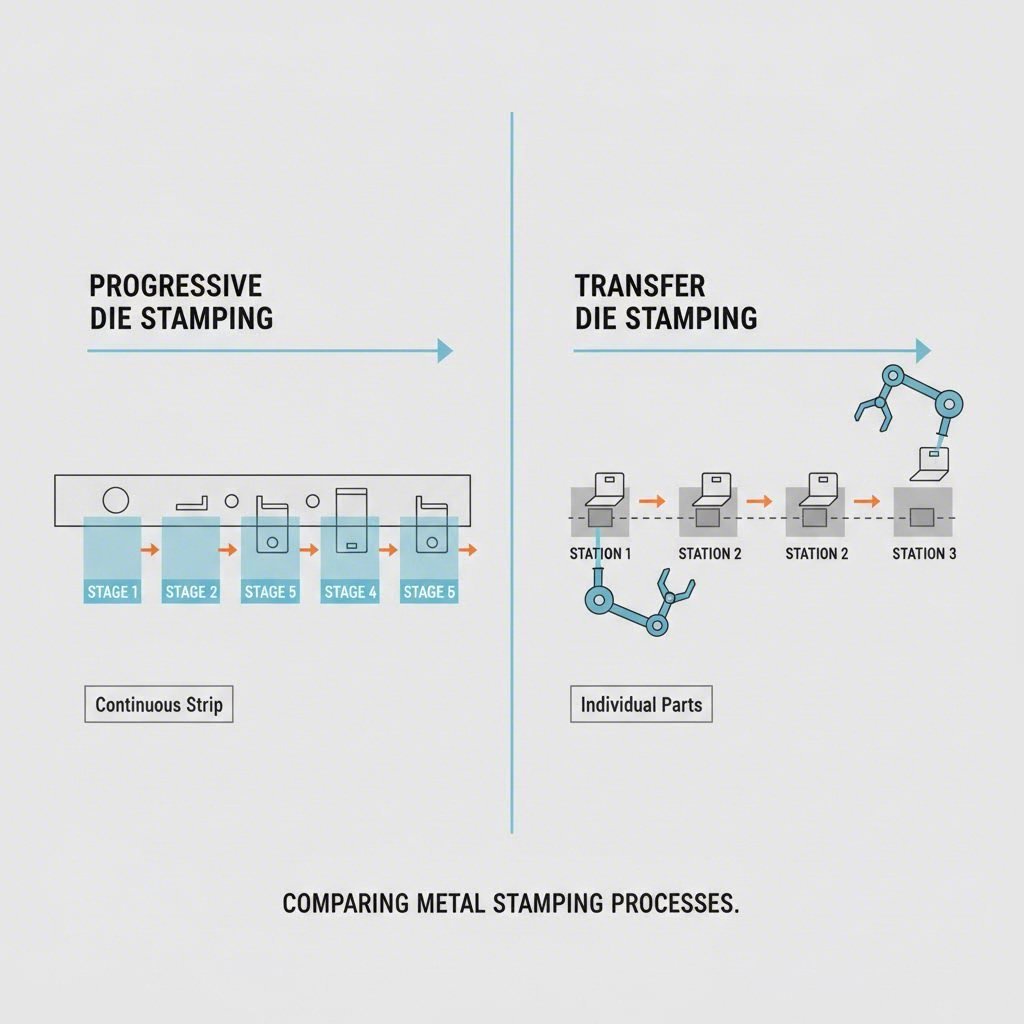
Progressieve matrijs versus transmatrijs: de juiste methode kiezen
Een van de meest kritieke beslissingen voor een inkoopmanager in de automobielindustrie is het kiezen van de juiste stansmethode. Hoewel progressief stansen krachtig is, is het geen universele oplossing. De keuze hangt vaak af van de grootte, geometrie en hoeveelheid van het onderdeel.
| Kenmerk | Progressieve stempelmatrijs | Transfer stempeling |
|---|---|---|
| Onderdeelbehandeling | Onderdeel blijft bevestigd aan de metalen strip tot het einde. | Onderdeel wordt eerst vrijgesneden (geblankt) en daarna verplaatst door mechanische vingers. |
| Ideale onderdeelgrootte | Klein tot middelgroot (bijvoorbeeld connectoren, beugels). | Groot (bijvoorbeeld dwarsliggers, frameprofielen, diepe schalen). |
| Productiesnelheid | Zeer hoog (continu cyclus). | Matig (beperkt door de snelheid van het transportsysteem). |
| Gereedschapskosten | Hogere initiële investering (complexe enkele matrijs). | Variabel, maar vaak hogere kosten per onderdeel vanwege de langzamere snelheid. |
| Bestemd Voor | Grote series, ingewikkelde onderdelen met nauwe toleranties. | Dieptrekonderdelen of grote structurele componenten. |
Progressieve stempelmatrijs is duidelijk de winnaar voor kleinere onderdelen die hoge productiesnelheden en strikte toleranties vereisen. De "strip"-aanpak elimineert de noodzaak van complexe transporthoezen, waardoor de kans op verkeerde uitlijning van onderdelen wordt verminderd. Het kan echter geen dieptrekbewerkingen goed aan, waarbij de diepte van het onderdeel groter is dan de diameter, omdat de strip de materiaalstroom beperkt.
Transfer stempeling , daarentegen, is noodzakelijk voor grotere onderdelen zoals ophangingsdelen of oliepannen. Omdat het onderdeel direct van de strip wordt gescheiden, kan het vrij worden bewogen – gedraaid of gekanteld – tussen de stations. Dit maakt diepere trekbewerkingen en complexere vormgeving mogelijk die de strip zouden scheuren in een progressieve matrijsopstelling.
Materiaalkeuze voor autovermogen
De veelzijdigheid van progressief stansen stelt fabrikanten in staat om te werken met een divers scala aan materialen, elk geselecteerd op basis van specifieke prestatie-eisen in de automobielomgeving.
Hoogsterke laaggelegeerd staal (HSLA) is het werktuig voor structurele en veiligheidscomponenten. Het biedt een uitstekende verhouding tussen sterkte en gewicht, wat essentieel is voor onderdelen die crashveiligheid waarborgen, zoals bumperversterkingen en pilierbeugels. Het stansen van deze geharde materialen vereist robuuste gereedschappen vervaardigd uit carbide of hoogwaardige gereedschapsstaalsoorten om vroegtijdige slijtage te voorkomen.
Aluminium wordt steeds vaker gekozen voor lichtgewichtinitiatieven om het brandstofverbruik te verbeteren en het bereik van elektrische voertuigen (EV) te vergroten. Hoewel aluminium gevoeliger is voor veerkracht (terugkeren naar de oorspronkelijke vorm na buigen) dan staal, compenseren geavanceerde ontwerpen van progressieve matrijzen dit door over-te-buigen. Veelvoorkomende toepassingen zijn hitteafschermingen, beugels en afwerkingselementen.
Van koper en koper zijn onmisbaar voor de geëlektrificeerde toekomst van het rijden. Hun superieure elektrische geleidbaarheid maakt hen tot de standaard voor aansluitklemmen, connectoren en busstaven. Bij progressief stansen kunnen deze zachte metalen met hoge snelheid worden gevormd, maar er moet zorgvuldig worden omgegaan met afval en oppervlaktebeschadiging worden voorkomen.
Kwaliteitsnormen en strategisch inkopen
In de automobiele toeleveringsketen wordt kwaliteit geregeld door strikte wereldwijde normen, met name IATF 16949 deze certificering zorgt ervoor dat een stansleverancier robuuste kwaliteitsmanagementsystemen heeft, gericht op het voorkomen van gebreken en het verminderen van variatie. Bij het selecteren van een partner moeten ingenieurs zoeken naar capaciteiten die verder gaan dan basisstansen, zoals inline visiesystemen die 100% van de onderdelen inspecteren op kritieke afmetingen.
Een veelvoorkomende uitdaging voor automobiele OEM's is het vinden van een leverancier die de kloof kan overbruggen tussen initiële ontwikkeling en grootschalige productie. Terwijl sommige bedrijven alleen grote bestellingen aan kunnen, zijn wendbare partners zoals Shaoyi Metal Technology het bedrijf biedt uitgebreide stempeloplossingen die variëren van snel prototyping tot massaproductie. Met behulp van IATF 16949-gecertificeerde precisie- en perscapaciteiten tot 600 ton kunnen ze kritieke componenten leveren zoals besturingsarmen en subframes, terwijl ze voldoen aan de wereldwijde OEM-normen. Deze flexibiliteit stelt ingenieurs in staat om ontwerpen te valideren met een prototype voordat ze de zware gereedschapsinvestering doen die voor miljoenen onderdelen vereist is.
Uiteindelijk gaat het bij de juiste aankoopbeslissing om het balanceren van de stukprijs met het risico. Een binnenlandse leverancier kan snellere communicatie bieden, maar een gevestigde internationale partner met IATF-certificaten kan vaak aanzienlijke kostenvoordelen bieden zonder in te boeten aan de kwaliteit van het materiaal of de leveringstijden.

Conclusie: Efficiëntie in de auto-industrie stimuleren
Progressieve matrijsponsing blijft een cruciale technologie voor de automobielindustrie, waardoor massaproductie mogelijk is van de complexe, duurzame en nauwkeurige onderdelen die moderne voertuigen vereisen. Van elektrische aansluitingen in een EV-batterij tot hoogwaardige bevestigingsbeugels voor stoelen: dit proces zorgt voor de schaalbaarheid en kostenefficiëntie die nodig zijn om assemblagelijnen operationeel te houden. Voor inkoopafdelingen en ingenieurs is het begrijpen van de mechanica, materiaalbeperkingen en inkoopnormen van deze methode essentieel om de auto-voorraadketen te optimaliseren en de kwaliteit van voertuigen te waarborgen.
Veelgestelde Vragen
1. Wat is het verschil tussen progressieve matrijs- en transportmatrijsponsing?
Het belangrijkste verschil zit hem in de manier waarop het onderdeel wordt behandeld. Bij progressief matrijzenponsen blijft het onderdeel bevestigd aan een doorlopende metalen strip terwijl het door verschillende stations beweegt. Bij transformatiematrijzenponsen wordt het onderdeel eerst uit de strip gesneden en daarna mechanisch (overgebracht) van station naar station verplaatst. Progressief is over het algemeen sneller en geschikter voor kleine onderdelen, terwijl transformatie beter is voor grotere, dieptrekkende onderdelen.
2. Welke materialen worden het meest gebruikt bij progressief matrijzenponsen voor auto's?
Bij autogestamping wordt vaak gebruikgemaakt van hoogwaardig laaggelegeerd (HSLA) staal voor structurele onderdelen vanwege de duurzaamheid. Aluminium wordt veel gebruikt voor lichtgewicht onderdelen zoals warmteweringschermen en beugels. Koper en messing zijn standaard voor elektrische componenten, zoals connectoren en stroomrails, vanwege hun hoge geleidbaarheid.
3. Waarom is IATF 16949-certificering belangrijk voor leveranciers van ponswerk?
IATF 16949 is de internationale kwaliteitsbeheerstandaard specifiek voor de automobielindustrie. Het waarborgt dat een stansleverancier strikte procedures volgt voor voorkoming van gebreken, vermindering van verspilling en continue verbetering. Het inkopen van een leverancier met IATF-certificering is vaak een verplichte vereiste voor OEM's om de veiligheid en betrouwbaarheid van onderdelen te garanderen.