 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Online CNC-bewerkingsdienst ontcijferd: van offerte tot afgewerkt onderdeel
Wat maakt online CNC-bewerking anders dan traditionele machinebouwbedrijven?
Stel je voor dat je midden in de nacht een CAD-bestand uploadt en ’s ochtends wakker wordt met een gedetailleerde offerte in je e-mailinbox. Dat is de realiteit van een online cnc machinering service —een digitaal-first-aanpak die de manier waarop ingenieurs, ontwerpers en productontwikkelaars toegang hebben tot precisieproductie fundamenteel heeft veranderd.
Traditionele machinebouwbedrijven werken volgens een vertrouwd ritme: telefoontjes, e-mailwisselingen, persoonlijke consultaties en offertes die dagen of zelfs weken kunnen duren voordat ze beschikbaar zijn. U bouwt relaties op met lokale machinisten, bespreekt specificaties aan de balie en vraagt zich vaak af of u concurrerende prijzen ontvangt. Hoewel deze hands-on-aanpak zijn voordelen heeft, creëert hij belemmeringen — vooral wanneer u tegen een deadline aanzit of ver van kwalitatief hoogwaardige CNC-dienstverleners woont.
Een CNC-online-service draait dit model volledig om. Deze digitale platforms verbinden u direct met netwerken van gecertificeerde fabrikanten via een enkele interface, waardoor de geografische beperkingen van het zoeken naar 'CNC in mijn buurt' vervallen en het tijdrovende heen-en-weer van traditionele offerteprocessen wordt uitgesloten.
Van CAD-bestand naar afgewerkt onderdeel in dagen
De werkwijze is opfrissend eenvoudig. U uploadt uw ontwerpbestanden—meestal in STEP- of IGES-formaat—en AI-gebaseerde algoritmen analyseren onmiddellijk de geometrie van uw onderdeel. Binnen enkele seconden ontvangt u online bewerkingsoffertes die rekening houden met materiaalkeuze, toleranties, oppervlakteafwerkingen en productiecomplexiteit. Volgens InstaWerk vergelijken deze algoritmen uw component met databases van honderdduizenden eerder vervaardigde onderdelen om direct nauwkeurige prijzen te genereren.
Deze snelheid is van belang. Hardwareontwikkelaars weten dat fysieke producten moeten worden gevalideerd via experimenten—niet alleen via simulatie. Hoe sneller u onderdelen in handen krijgt, hoe sneller u kunt itereren, testen en uw ontwerpen kunt verfijnen.
Hoe digitale platforms de toegang tot productie hebben veranderd
De technologische basis die deze transformatie mogelijk maakt, bestaat uit meerdere elementen:
- Directe offertegeneratoren die dagen wachten op een CNC-offerte via internet elimineren
- Geautomatiseerde ontwerpfeedback die vroegtijdig fabricageproblemen detecteert, nog voordat de productie begint
- Orderbeheersystemen die opdrachten doorstuurt naar gespecialiseerde fabrikanten binnen uitgebreide leveranciersnetwerken
- Live Tracking die u gedurende de gehele productie op de hoogte houdt
Deze platforms maken gebruik van hun aankoopkracht door orders te bundelen en werk te verdelen over zeer gespecialiseerde CNC-bewerkingspartners. Een titanium draaionderdeel wordt toegewezen aan fabrikanten die uitblinken in het bewerken van titanium; een complex 5-assig aluminiumonderdeel wordt doorgestuurd naar bedrijven met die specifieke expertise. Het resultaat? Consistente kwaliteit, concurrerende prijzen en toegang tot vaardigheden die mogelijk niet beschikbaar zijn in uw regio.
Voor productontwikkelaars betekent dit dat ze zich kunnen concentreren op ontwerpwerk in plaats van uren te besteden aan het voorbereiden van datapakketten, het contact opnemen met fabrikanten via e-mail en dagenlang te wachten op antwoorden. Het vervelende proces van het vergelijken van offertes voor levertijden en kosten duurt nu enkele minuten in plaats van weken.
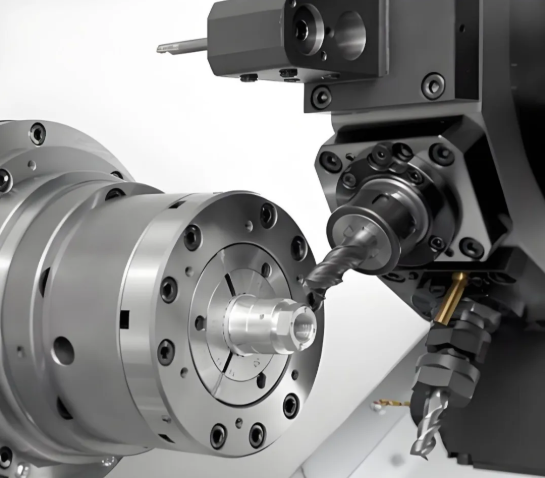
Inzicht in CNC-freesbewerking, CNC-draaibewerking en meervoudige-as-bewerking
U hebt uw CAD-bestand dus geüpload en een directe offerte ontvangen—maar hoe weet u welk bewerkingsproces het beste geschikt is voor uw onderdeel? Inzicht in het verschil tussen CNC-freesbewerking, CNC-draaibewerking en gespecialiseerde methoden zoals EDM helpt u slimmer te beslissen over kosten, levertijd en onderdeelkwaliteit. Laten we elk proces in eenvoudige bewoordingen uitleggen.
CNC-freesbewerking eenvoudig uitgelegd
Stel u een roterend snijgereedschap voor bewegen over een stationair werkstuk, waarbij materiaal laag voor laag wordt weggefreest. Dat is CNC-frezen in een notendop. De CNC-freesmachine gebruikt meerpuntsgereedschappen—zoals freesgereedschappen, vlakfreesgereedschappen of bolvormige freesgereedschappen—om vlakke oppervlakken, uitsparingen, groeven en ingewikkelde 3D-contouren te maken.
Wat frezen zo veelzijdig maakt, is de mogelijkheid om langs meerdere assen te bewegen. Zo staan de mogelijkheden in elkaar:
- 3-assige freesbewerking: Het gereedschap beweegt langs de X-as (links-rechts), Y-as (voor-achter) en Z-as (omhoog-omlaag). Ideaal voor eenvoudige geometrieën—zoals beugels, behuizingen en vlakke panelen. Volgens Xometry zijn deze machines kosteneffectief en vereisen ze minimale training, waardoor ze perfect geschikt zijn voor eenvoudigere onderdelen.
- 4-assig frezen: Voegt rotatie rond één as toe, waardoor u kenmerken aan meerdere zijden kunt bewerken zonder het onderdeel handmatig opnieuw te positioneren.
- 5-assige CNC-bewerkingsdiensten: De machine kan uw onderdeel bijna vanuit elke hoek benaderen, waardoor complexe contouren, ondercuts en gladde gevormde oppervlakken in één opspanning mogelijk zijn. Deze machines zijn uiterst geschikt voor lucht- en ruimtevaartcomponenten, medische implantaten en matrijsholten.
Het nadeel? Meer assen betekenen hogere machinekosten en een grotere programmeercomplexiteit. Een 3-assige machine kost doorgaans tussen de $25.000 en $50.000, terwijl 5-assige machines variëren van $80.000 tot meer dan $500.000. Voor complexe onderdelen leidt 5-assige bewerking echter vaak tot lagere totale kosten door het elimineren van meerdere opspanningen en verbeterde nauwkeurigheid.
Ideale toepassingen voor CNC-gefrezen onderdelen:
- Behuizingen en omhulsels met uitsparingen en bevestigingsmogelijkheden
- Beugels en structurele componenten met gaten op meerdere zijden
- Matrijsholten die gladde, gecontourde oppervlakken vereisen
- Prototype-onderdelen met complexe 3D-geometrie
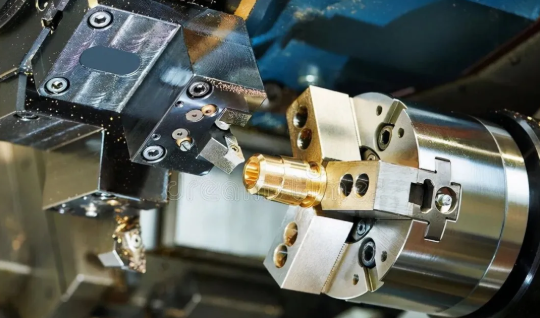
Wanneer draaien beter is dan frezen
Stel je nu het tegenovergestelde voor: uw werkstuk draait snel terwijl een stationair snijgereedschap zijn oppervlak vormgeeft. Dit is CNC-draaien, en het is de snelste manier om cilindrische of kegelvormige onderdelen te produceren, zoals assen, pennen, bushings en schroefdraadcomponenten.
Een CNC-draaiservice maakt gebruik van draaibanken die zijn uitgerust met enkelpunt-snijgereedschappen die zich langs de X- en Z-as bewegen. Omdat het onderdeel continu draait, is draaien bijzonder geschikt om concentriciteit en rondheid te behouden — essentieel voor componenten die nauwkeurig in assemblages moeten passen.
Waarom kiest u voor CNC-draaiservices?
- Snelheid: Eenvoudigere gereedschapspaden en een continue snijbeweging maken draaien sneller dan frezen voor ronde onderdelen
- Kostenefficiënt: Enkelpuntgereedschappen zijn goedkoop, en staafvoeders maken productie in grote volumes mogelijk met minimale operatorinterventie
- Nauwkeurigheid: Toleranties van ±0,002 inch zijn standaard; ±0,001 inch is haalbaar op goed geijkte apparatuur
Moderne CNC-draaibanken zijn vaak uitgerust met actieve gereedschapsopzet—roterende gereedschappen die in de revolverkop zijn gemonteerd—waarmee CNC-bewerkingsprocessen zoals het boren van dwarsgaten of het freesbewerken van vlakken kunnen worden uitgevoerd, zonder dat het onderdeel naar een aparte machine hoeft te worden verplaatst. Deze hybride functionaliteit vormt een brug tussen zuiver draaien en frezen.
Ideale toepassingen voor gedraaide onderdelen:
- Assen, wiellagers en rollen
- Geschroefde bevestigingsmiddelen en aansluitstukken
- Bussen, afstandhouders en kokers
- Elk onderdeel met rotationele symmetrie
EDM voor gespecialiseerde toepassingen
Wat gebeurt er wanneer conventionele CNC-bewerking niet werkt—bijvoorbeeld wanneer u uiterst scherpe binnenhoeken nodig heeft of geharde gereedschapsstaal moet bewerken? Dan komt elektrische ontladingsbewerking (EDM) van pas.
EDM verwijdert materiaal met behulp van elektrische vonken tussen een elektrode en uw geleidende werkstuk, waarbij beide ondergedompeld zijn in een diëlektrische vloeistof. Er is geen mechanische snijkracht, waardoor u uiterst harde materialen of delicate kenmerken kunt bewerken die traditionele gereedschappen zouden breken.
Veelvoorkomende EDM-toepassingen:
- Draad-EDM voor ingewikkelde profielen en matrijscomponenten met nauwe toleranties
- Onderdompel-EDM voor complexe matrijsholten
- Klein-gaats-EDM voor koelkanalen in lucht- en ruimtevaartonderdelen
EDM is langzamer en duurder dan freesbewerking of draaibewerking, waardoor het doorgaans wordt voorbehouden voor gespecialiseerde toepassingen in plaats van algemene productie.
De juiste proceskeuze voor uw project
Hier is een snelle beslissingskader: als uw onderdeel voornamelijk rond of symmetrisch rond een centrale as is, begin dan met draaibewerking. Als het vlakke vlakken, uitsparingen of meervlakkige bewerking vereist, is freesbewerking de oplossing. Hebt u beide nodig? Veel online platforms sturen uw opdracht door naar mill-turn-centra die beide processen in één opspanning combineren.
De geometrie van uw onderdeel bepaalt uiteindelijk de keuze van het bewerkingsproces — en het begrijpen van deze basisprincipes helpt u effectiever te communiceren met uw productiepartner, terwijl u tegelijkertijd optimaliseert op kosten en levertijd.
Materiaalkeuzegids voor CNC-gefrezen onderdelen
U hebt het juiste bewerkingsproces geïdentificeerd voor uw geometrie—maar wat is er met het materiaal? Deze keuze bepaalt vaak of uw onderdeel vlekkeloos functioneert of in de praktijk faalt. Het kiezen van een ongeschikt materiaal kan leiden tot excessieve gereedschapsslijtage, dimensionale instabiliteit of vroegtijdig onderdeelfaal. De juiste keuze weegt mechanische eisen, omgevingsomstandigheden, bewerkbaarheid en budget op elkaar af.
In tegenstelling tot eenvoudige materialenlijsten die u elders vindt, laten we een beslissingskader opbouwen dat u helpt opties te beoordelen op basis van de specifieke behoeften van uw project.
Metalen die het beste bewerkt kunnen worden
Bij het bewerken van aluminium bieden weinig materialen dezelfde combinatie van bewerkbaarheid, sterkte-op-gewichtverhouding en kosteneffectiviteit. Daarom domineren aluminiumlegeringen de CNC-productie in sectoren van lucht- en ruimtevaart tot consumentenelektronica.
Maar aluminium is niet uw enige optie. Hieronder ziet u hoe veelvoorkomende metalen zich verhouden wanneer u een online CNC-bewerkingsdienst evalueert:
| Materiaal | Belangrijke eigenschappen | Bewerkbaarheidsgraad | Typische toepassingen | Relatieve kosten |
|---|---|---|---|---|
| Aluminium 6061 | Goede sterkte, uitstekende corrosiebestendigheid, lasbaar | Uitstekend (90 %) | Structurele onderdelen, frames, bevestigingsmiddelen, algemene onderdelen | Laag ($) |
| Aluminium 7075 | Hoge sterkte, vermoeiingsbestendig, minder bestendig tegen corrosie dan 6061 | Goed (70 %) | Lucht- en ruimtevaartstructuren, onderdelen met hoge belasting, sportapparatuur | Middelmatig ($$) |
| Van roestvrij staal | Uitstekende corrosiebestendigheid, goede sterkte, niet-magnetisch | Matig (45 %) | Voedingsmiddelenapparatuur, medische apparaten, maritieme toepassingen | Middelmatig ($$) |
| Rostbestendige Staal 316 | Uitstekende corrosiebestendigheid, met name tegen chloriden | Matig (40%) | Chemische verwerking, maritieme hardware, chirurgische instrumenten | Middelmatig-Hoog ($$$) |
| Messing | Uitstekende bewerkbaarheid, goede corrosiebestendigheid, decoratieve afwerking | Uitstekend (100%) | Bevestigingsmiddelen, kleppen, elektrische connectoren, decoratieve hardware | Middelmatig ($$) |
| Bronzen | Uitstekende slijtvastheid, lage wrijving, goede corrosiebestendigheid | Goed (65%) | Lagers, lagerbussen, maritieme hardware, tandwielen | Middelmatig-Hoog ($$$) |
| Titaan Grade 5 | Uitzonderlijke sterkte-gewichtsverhouding, biocompatibel, corrosiebestendig | Slecht (22%) | Lucht- en ruimtevaart, medische implantaten, hoogwaardige automotive-toepassingen | Hoog ($$$$) |
Let op: de bewerkbaarheidsclassificatie heeft direct invloed op uw productiekosten. Messing is zeer gemakkelijk te bewerken — het vormt feitelijk de basiswaarde (100 %), waartegen alle andere materialen worden afgemeten. Het bewerken van brons vereist meer zorg vanwege zijn hardheid, maar CNC-onderdelen van brons bieden uitstekende slijtvastheid voor lager- en lagerbusapplicaties. Titanium, hoewel het ongeëvenaarde prestatiekenmerken biedt, vereist gespecialiseerde gereedschappen, langzamere voedingssnelheden en meer machine-tijd — alles wat uw offerte verhoogt.
Kiezen tussen aluminiumstaal en speciale legeringen
Klinkt ingewikkeld? Hier is een praktisch kader, gebaseerd op de aanbevelingen in de materiaalkeuzegids van HPPI:
Stap 1: Definieer uw functionele vereisten. Aan welke belastingen wordt het onderdeel blootgesteld? Is elektrische geleidbaarheid vereist? Komt het in contact met corrosieve stoffen of extreme temperaturen?
Stap 2: Houd rekening met de bedrijfsomgeving. Een onderdeel dat bestemd is voor toepassing in zeewater heeft andere corrosiebescherming nodig dan een onderdeel dat zich binnen een klimaatgeregelde behuizing bevindt.
Stap 3: Beoordeel de bewerkbaarheid in relatie tot uw budget. Soms levert een beter bewerkbaar materiaal met licht lagere prestaties eigenlijk meer waarde op, wanneer u rekening houdt met verminderde gereedschapsverslijting en kortere cyclusstijden.
Voor gewichtsgevoelige toepassingen zoals luchtvaartcomponenten heeft aluminiumlegering 7075 vaak de voorkeur, ondanks de hogere prijs ten opzichte van 6061—de superieure sterkte-op-gewicht-verhouding rechtvaardigt de prijsopslag.
Technische kunststoffen: Wanneer metaal niet het antwoord is
Metaal is niet altijd de juiste keuze. Technische kunststoffen zoals Delrin en nylon bieden overtuigende voordelen voor de juiste toepassingen—lagere massa, lagere kosten, natuurlijke smering en uitstekende chemische weerstand.
Maar het kiezen tussen deze twee populaire kunststoffen vereist inzicht in hun onderscheidende eigenschappen. Volgens de vergelijking van Penta Precision komen de verschillen duidelijk tot stand in de praktijk:
| Eigendom | Delrin (Acetaal/POM) | Nylon (PA6/PA66) |
|---|---|---|
| Vochtigheidsopname | Zeer laag (0,2%) | Hoog (2,5–3%) |
| Dimensionele stabiliteit | Uitstekend | Matig (zwelt op bij vochtigheid) |
| Warmtebestendigheid | 100–110 °C continu | 120–130 °C (glasversterkte varianten) |
| Impactbestendigheid | Goed | Uitstekend |
| Machinaal verwerkbare | Uitstekend—schone sneden, glad oppervlak | Matig—gevoelig voor vezelvorming en doorbuiging |
| Relatieve kosten | 10–30% hoger | Lagere materiaalkosten |
Delrin-materiaal onderscheidt zich waar nauwkeurige toleranties en vochtbestendigheid van belang zijn. Het bewerkt schoon, met scherpe randen en gladde oppervlakken direct na de bewerking — wat weinig of geen nabewerking vereist. Denk aan precisieversnellingen, kleponderdelen en assemblages met nauwkeurige toleranties, waar dimensionale stabiliteit onmisbaar is.
Nylon voor bewerking is een logische keuze wanneer u superieure slagvastheid of hogere hittebestendigheid nodig hebt. Het is de eerste keus voor onderdelen die zware belastingen ondergaan — dynamische componenten, toepassingen in de motorruimte of situaties waarbij flexibiliteit onder belasting juist gewenst is. Houd er echter rekening mee dat nylon hygroscopisch is, waardoor onderdelen in vochtige omgevingen kunnen opzwellen met 2–3%, wat kritieke pasvormen in gevaar kan brengen.
Metaal versus kunststof: een snelle beslisgids
Wanneer kiest u voor Delrin-kunststof in plaats van aluminium? Overweeg deze scenario’s:
- Kies voor technische kunststoffen wanneer: U hebt gewichtsreductie, natuurlijke smerigheid, elektrische isolatie of chemische weerstand nodig tegen stoffen die metalen aantasten
- Kies metalen wanneer: Structurele sterkte van primair belang is, de bedrijfstemperatuur boven de 150 °C ligt of het onderdeel hoge mechanische belastingen moet kunnen weerstaan
- Neem de omgeving in aanmerking: Kunststoffen zijn over het algemeen beter bestand tegen corrosie dan de meeste metalen, maar UV-straling en bepaalde chemicaliën kunnen de prestaties van polymeren in de loop van de tijd verlagen
Budgetbeperkingen spelen vaak ook een rol bij de besluitvorming. Delrin-kunststof is doorgaans duurder dan aluminium per kilogram, maar dankzij de lagere dichtheid krijgt u meer onderdelen per pond materiaal — en de uitstekende bewerkbaarheid vermindert de productietijd.
Het materiaal dat u kiest, heeft gevolgen voor elk aspect van uw project — van de initiële offerte tot de langdurige prestaties van het onderdeel. Door deze afwegingen te begrijpen voordat u het CAD-bestand uploadt, zorgt u ervoor dat uw onderdelen aan de specificaties voldoen, zonder dat uw budget wordt overschreden.
Hoe u aangeeft wat u daadwerkelijk nodig hebt
U hebt uw materiaal geselecteerd en het juiste bewerkingsproces gekozen—nu komt de specificatie die uw budget kan maken of breken: toleranties. Hier is het probleem: veel ingenieurs kiezen standaard voor de strengste toleranties, in de veronderstelling dat dit kwaliteit garandeert. In werkelijkheid kan het opgeven van te strenge toleranties uw onderdeelkosten verdubbelen of verdrievoudigen, zonder dat de functionaliteit verbetert.
Wat is dan de tolerantie voor schroefgaten, gefreesde onderdelen of gedraaide diameters? Belangrijker nog: wanneer zijn strengere specificaties daadwerkelijk van belang? Laten we de jargon weglaten en u een praktisch kader geven om exact te specificeren wat uw bewerkte onderdelen nodig hebben—niets meer, niets minder.
Standaard- versus precisietoleranties uitgelegd
Een tolerantie definieert de toelaatbare afwijking in een afmeting. Wanneer u een gatdiameter van 0,500" ± 0,005" specificeert, geeft u de fabrikant te kennen dat elke waarde tussen 0,495" en 0,505" geschikt is voor uw toepassing.
Volgens de tolerantierichtlijnen van Xometry zijn de standaardtoleranties voor precisie-CNC-bewerking als volgt:
- Metalen onderdelen: ±0,005" (±0,127 mm) is de standaard tolerantie
- Kunststof onderdelen: ±0,010" (±0,254 mm) vanwege de materiaalbuigzaamheid tijdens het snijden
Voor context: een vel papier is ongeveer 0,003" dik. Standaardtoleranties zijn perfect geschikt voor de meeste toepassingen — beugels, behuizingen, deksels en algemene mechanische onderdelen waarbij nauwkeurige pasvormen niet kritisch zijn.
Maar wat gebeurt er als u precisiebewerkingsdiensten nodig hebt met strengere specificaties? Hier beginnen de kosten te stijgen:
| Tolerantiecategorie | Typisch Bereik | Kostenvermenigvuldiger | Aanvullende eisen |
|---|---|---|---|
| Standaard | ±0,005 inch (±0,127 mm) | 1x (basislijn) | Standaardapparatuur, steekproefinspectie |
| Precisie | ± 0,001" (± 0,025 mm) | 3-5x | Gespecialiseerde gereedschappen, milieucontroles, uitgebreide inspectie |
| Ultra-precisie | ±0,0004" (±0,010 mm) | 8–15× | Gespecialiseerde apparatuur, 100% inspectie, spanningverlagende bewerkingen |
Let op die relatie? Volgens Modus Advanced's DFM-onderzoek , stijgen de kosten exponentieel — niet lineair — naarmate de toleranties strenger worden dan ±0,005". De overgang van standaard- naar precisiematen kan de onderdeelprijs vermenigvuldigen met drie tot tien, afhankelijk van de vorm en afmeting.
Wanneer nauwe toleranties daadwerkelijk belangrijk zijn
Dit is de vraag die de meeste tolerantiegidsen vermijden: wanneer heeft u daadwerkelijk precisie-CNC-bewerkingsdiensten nodig in plaats van standaardspecificaties?
Striktere toleranties zijn gerechtvaardigd wanneer:
- Samenvoegende onderdelen exact op elkaar moeten passen met minimale speling (perspassingen, lagerboringen)
- Afdichtende oppervlakken een consistente contactdruk vereisen (O-ringgroeven, pakkingvlakken)
- Roterende of glijdende onderdelen een nauwkeurige uitlijning nodig hebben (assen, zuigers, klepstelen)
- Optische of elektronische assemblages exacte positionering vereisen
Standaardtoleranties zijn voldoende voor:
- Doorgangsgaten voor bevestigingsmiddelen
- Niet-kritieke externe afmetingen
- Oppervlakken die een secundaire afwerking ondergaan
- Kenmerken die geen invloed hebben op montage of functie
Beschouw schroefdraadkenmerken als een praktisch voorbeeld. Voor een schroefdraad met afmetingen 3/8 NPT is de grootste diameter 0,675 inch, met gestandaardiseerde toleranties die reeds in de schroefdraadspecificatie zelf zijn opgenomen. Evenzo volgt een gat met afmeting 1 4 NPT vastgestelde normen — u hoeft deze kenmerken niet overdreven nauwkeurig op te geven, omdat de schroefdraadbewerking van nature de kritieke afmetingen beheert.
Ontwerp voor vervaardigbaarheid: duurzame fouten voorkomen
Volgens onderzoek van Modus Advanced wordt ongeveer 70% van de productiekosten bepaald tijdens de ontwerpfase. Dat betekent dat uw keuzes met betrekking tot toleranties op de tekening meer kostenimpact hebben dan bijna elk ander aspect op de productielijn.
Hier zijn praktische beginselen om uw specificaties te optimaliseren:
- Pas nauwe toleranties alleen toe op kritieke kenmerken. Als een afmeting geen invloed heeft op pasvorm, vorm of functie, laat deze dan op standaardtolerantie staan.
- Houd rekening met het materiaalgedrag. Zachtere materialen zoals nylon of HDPE buigen tijdens het snijden, waardoor nauwe toleranties moeilijker te bereiken zijn. Aluminium en staal behouden de precisie betrouwbaarder.
- Denk aan inspectie. Onderdelen die moeilijk te bewerken zijn, zijn ook moeilijk te meten. Complexe tolerantieaanduidingen kunnen gespecialiseerde inspectieapparatuur vereisen, wat de kosten verhoogt.
- Let op wijzigingen in het proces. Een boring met een tolerantie van ±0,001 inch specificeren, terwijl deze met een tolerantie van ±0,005 inch zou kunnen worden gefreesd, kan de fabrikant dwingen om de boring op een draaibank uit te voeren — wat extra insteltijd en levertijd oplegt.
De beste manier om toleranties toe te passen, is om alleen strakke en/of geometrische toleranties aan te geven voor kritieke gebieden, indien nodig om aan de ontwerpcriteria te voldoen.
Wanneer u uw ontwerp uploadt naar een online CNC-bewerkingsdienst, evalueert het offerte-algoritme elke tolerantieaanduiding. Het versoepelen van niet-kritieke specificaties van ±0,001 inch naar ±0,005 inch kan uw offerte met 30% of meer verminderen — zonder enige invloed op de prestaties van het onderdeel.
Begrijpen wat de bewerkingskosten bepaalt, geeft u controle over de afwegingen tussen precisie en budget—wat ons leidt naar de volledige bestelworkflow en hoe u veelvoorkomende fouten onderweg kunt voorkomen.
Het complete online CNC-bestelproces stap voor stap
U kent de bewerkingsprocessen, u hebt uw materiaal geselecteerd en u hebt redelijke toleranties opgegeven. Nu komt de praktische vraag: hoe zet u dat CAD-bestand eigenlijk om in op maat gemaakte bewerkte onderdelen die op uw bureau liggen?
De workflow voor het online bestellen van CNC-bewerkte onderdelen verschilt aanzienlijk van traditionele productie. Geen telefoongesprekken met werkplaatsmanagers, geen monsters heen en weer rijden voor offertes. In plaats daarvan navigeert u door een digitaal systeem dat is ontworpen voor snelheid—maar dat beloont voorbereiding en straft slordig bestandsbeheer.
Laten we het volledige proces doorlopen, van het uploaden van uw bestand tot het uitpakken van uw afgewerkte CNC-onderdelen.
Uw CAD-bestanden voorbereiden voor succes
Hier is een realiteitscheck: volgens de bestelgids van Bolang is het slagen van uw online bestelling voor 90% afhankelijk van de kwaliteit van uw bestanden. Zowel geautomatiseerde offertesystemen als menselijke engineers vertrouwen op specifieke formaten om nauwkeurige prijzen en bewerkingspaden te genereren.
Uw 3D-model vormt de primaire bron van waarheid. Maar niet alle bestandsformaten zijn gelijkwaardig:
- STEP (.step / .stp): De gouden standaard voor CNC-bewerking. STEP-bestanden behouden precieze geometrie, curves en randdefinities die verloren gaan in meshgebaseerde formaten. De meeste online platforms geven de voorkeur aan dit formaat.
- IGES (.iges / .igs): Een ander industrienormformaat dat goed werkt voor het overbrengen van 3D-oppervlakgegevens tussen verschillende CAD-systemen.
- Parasolid (.x_t / .x_b): Native voor Siemens NX en SolidWorks; deze bestanden behouden een hoge geometrische nauwkeurigheid.
- SOLIDWORKS (.sldprt): Veel platforms accepteren native SolidWorks-bestanden direct.
Wat is er met STL-bestanden? Volgens Dipec's gids voor bestandsvoorbereiding , u dient STL-bestanden te vermijden voor CNC-werk. STL-bestanden zijn gebaseerd op een mesh en benaderen oppervlakken met behulp van driehoeken, wat kan leiden tot verlies van detail tijdens de generatie van het gereedschapspad. Ze werken prima voor 3D-printen, maar bieden niet de precisiegeometrie die CNC-machines vereisen.
Naast het bestandsformaat zijn ook details van de voorbereiding belangrijk:
- Stel de juiste eenheden in. Fouten tussen millimeters en inches leiden tot onderdelen die 25 keer te groot of te klein zijn.
- Geef een duidelijk oorsprongspunt aan. Dit helpt fabrikanten om uw onderdeel correct te positioneren.
- Controleer op open oppervlakken of openingen. Waterdichte modellen voorkomen offertefouten en productieverwarring.
- Verwijder overbodige onderdelen. Constructiegeometrie, verborgen lichamen en dubbele oppervlakken kunnen geautomatiseerde analyse verwarren.
Voor onderdelen met strakke toleranties moet u nooit uitsluitend vertrouwen op het 3D-model. Voeg een 2D-PDF-tekening toe die kritieke afmetingen, eisen aan de oppervlakteafwerking en geometrische toleranties specificeert. Dit elimineert giswerk en zorgt ervoor dat uw CNC-gedraaide onderdelen of gefreesde componenten exact voldoen aan de specificaties.
Wat er gebeurt nadat u uw bestanden hebt geüpload
Zodra uw bestanden op het platform zijn geüpload, is dit de stapsgewijze reis van digitaal model naar fysiek onderdeel:
- Directe geometrieanalyse: AI-algoritmen scannen uw model binnen enkele seconden en identificeren kenmerken zoals gaten, uitsparingen, schroefdraad en ondercuts. Het systeem markeert mogelijke vervaardigbaarheidsproblemen — scherpe interne hoeken die EDM vereisen, dunne wanden die tijdens het bewerken kunnen buigen, of kenmerken die onbereikbaar zijn met standaard gereedschap.
- Geautomatiseerde offertes: Op basis van de geometrische complexiteit, materiaalkeuze, tolerantievereisten en hoeveelheid ontvangt u bijna onmiddellijk een prijsopgave. Volgens gegevens van Bolang wordt ongeveer 20% van de bewerkingskosten bepaald door het materiaal, terwijl machinebewerkingsduur 80% uitmaakt — dus heeft de ontwerpcomplexiteit de grootste invloed op uw offerte.
- Ontwerpterugkoppeling: Betrouwbare platforms bieden feedback over Ontwerp voor Vervaardiging (DFM) voordat u zich bindt. Zij stellen wijzigingen voor die de kosten verlagen — bijvoorbeeld het toevoegen van afrondingsstralen aan binnenhoeken, het aanpassen van wanddiktes of het aanbevelen van alternatieve materialen. Deze terugkoppeling kan bij complexe onderdelen 20–50% besparen.
- Orderbevestiging en routering: Zodra u de offerte goedkeurt, komt uw opdracht in de productieaanmelding terecht. Digitale platforms routeren orders naar gespecialiseerde fabrikanten binnen hun netwerk — uw titaniumonderdeel gaat naar bedrijven met expertise in titanium, terwijl een multi-assig aluminiumcomponent wordt doorgestuurd naar faciliteiten met 5-assige bewerkingsmogelijkheden.
- Productie: CNC-programmeurs genereren gereedschapsbanen op basis van uw model, selecteren geschikte snijgereedschappen en stellen de machine in. Bij CNC-prototypenbestellingen begint de productie vaak binnen 24–48 uur na bevestiging van de bestelling.
- Kwaliteitscontrole: Gereed gebrachte CNC-bewerkte onderdelen ondergaan dimensionele verificatie. Bij standaardbestellingen vindt meestal een steekproefinspectie plaats, terwijl precisie-onderdelen mogelijk onderworpen worden aan 100% inspectie met gedocumenteerde meetrapporten.
- Oppervlakteafwerking: Indien u behandelingen zoals anodiseren, poedercoating of stralen hebt gespecificeerd, worden de onderdelen vóór de definitieve verpakking naar de afwerkingsprocessen gestuurd.
- Vervoer: De onderdelen worden zorgvuldig verpakt om beschadiging tijdens het transport te voorkomen. Standaard aluminium-prototypen worden doorgaans binnen 3–5 werkdagen verzonden; productielopen van 100 of meer eenheden nemen over het algemeen 2–4 weken in beslag, afhankelijk van de vereiste afwerking.
Veelvoorkomende fouten die bestellingen dwarsbomen
Zelfs ervaren ingenieurs maken fouten tijdens het bestelproces. Volgens de analyse van JUPAICNC zijn deze valkuilen de grootste oorzaak van vertragingen en budgetoverschrijdingen:
- Onvolledige specificaties: Het verstrekken van een 3D-model zonder toleranties, materiaalaanduidingen of eisen voor de afwerking dwingt fabrikanten ertoe om te raden – of uw bestelling te weigeren totdat er verduidelijking is ingewonnen.
- Onjuiste materiaalkeuze: Kiezen op basis van merkherkenning in plaats van toepassingsvereisten. Dat onderdeel van roestvrij staal kan mogelijk perfect worden bewerkt uit aluminium tegen de helft van de kosten, mits de sterktevereisten dit toestaan.
- Te strenge toleranties: Eisen van ±0,001 inch op elke afmeting aanvragen terwijl ±0,005 inch volledig voldoende zou zijn, verhoogt de kosten aanzienlijk zonder de functie van het onderdeel te verbeteren.
- Onrealistische tijdplanning: Aannemen dat CNC-bewerking even snel is als 3D-printen. Complexe onderdelen vereisen programmeerwerk, meerdere opspanningen en inspectietijd. Haast leidt tot kwaliteitscompromissen.
- DFM-feedback negeren: Wanneer het platform ontwerpmodificaties suggereert, deze zonder overweging afwijzen betekent vaak dat u een premie betaalt voor functies die eenvoudiger konden zijn.
Hoe beter uw bestand, hoe beter uw resultaat.
Een extra uur nemen om schone bestanden voor te bereiden, alleen de noodzakelijke toleranties op te geven en DFM-feedback te beoordelen, kan dagen vertraging en honderden dollars besparen op uw bestelling van op maat gemaakte onderdelen.
Nu uw onderdelen onderweg zijn, wordt het begrijpen van de factoren die tot die definitieve offerte hebben geleid – en hoe toekomstige bestellingen te optimaliseren – de volgende waardevolle vaardigheid die u kunt ontwikkelen.
Prijsbepalende factoren en strategieën voor kostenoptimalisatie
Uw onderdelen zijn verzonden vanuit een eerdere bestelling, en nu kijkt u naar een factuur en vraagt u zich af: waarom was die offerte zo hoog? Of misschien uploadt u een nieuw ontwerp en ziet u de prijs fluctueren terwijl u parameters aanpast. Het begrijpen van de werkelijke factoren die de prijs van CNC-bewerking bepalen, helpt u slimmere beslissingen te nemen voordat u op 'bestellen' klikt.
Dit is wat de meeste platforms u niet direct vertellen: de kosten voor machinistmetaal maken slechts ongeveer 20% uit van uw totale uitgaven. De resterende 80% komt voort uit de machine-tijd—wat betekent dat ontwerpcomplexiteit, tolerantie-eisen en productie-efficiëntie een veel grotere impact hebben op uw eindresultaat dan alleen de keuze van het materiaal.
Wat bepaalt de kosten van CNC-bewerking?
Laten we de belangrijkste kostenfactoren in kaart brengen, zodat u de prijs kunt inschatten nog voordat u uw CAD-bestand uploadt:
- Materiaalkeuze: De prijzen van grondstoffen variëren sterk. Volgens de kostenanalyse van Unionfab bevindt aluminium zich op het laagste prijsniveau ($), terwijl titanium en magnesium een premieprijs vragen ($$$$$). Houd er echter rekening mee dat hardere materialen ook de gereedschappen sneller slijten en langzamere snijsnelheden vereisen, waardoor de kosten verder stijgen bovenop de grondstofkosten.
- Onderdeelcomplexiteit: Diepe uitsparingen, scherpe binnenhoeken, dunne wanden en ingewikkelde geometrieën verlengen allemaal de bewerkingsduur. Functies die meerdere opspanningen of speciale gereedschappen vereisen, verhogen de arbeidskosten en de tijd voor machineomwisselingen. Een onderdeel dat in één opspanning kan worden afgewerkt, kost altijd minder dan een onderdeel dat drie keer opnieuw moet worden gepositioneerd.
- Tolerantie-eisen: Zoals we eerder bespraken, kan het overstappen van standaardtoleranties (±0,005 inch) naar precisietoleranties (±0,001 inch) de kosten met een factor 3 tot 5 doen stijgen. Elke nauwe tolerantieopgave leidt tot langzamere snijsnelheden, extra inspectietijd en mogelijk speciale apparatuur.
- Hoeveelheid: Dit werkt in uw voordeel. De instelkosten — programmering, opspanning en gereedschapsselectie — blijven gelijk, ongeacht of u één onderdeel of honderd onderdelen produceert. Door deze kosten te verdelen over meer eenheden daalt de prijs per stuk aanzienlijk. Volgens gegevens van Unionfab kan de eenheidsprijs dalen met 50% of meer wanneer de bestelling wordt uitgebreid van één prototype naar een partij van vijf stuks.
- Oppervlakteafwerkingen: De afwerking "zoals bewerkt" is standaard en wordt zonder meerprijs geleverd. Maar anodiseren voegt $3–12 per onderdeel toe, galvaniseren kost $10–30, en gespecialiseerde behandelingen zoals passivering of lasergraveren verhogen de kosten nog verder. Elke afwerking vereist extra handelingen, verlengde bewerkingstijd en kwaliteitscontroles.
- Levertijd: Standaard productietijden (7–15 werkdagen) bieden de beste prijs-kwaliteitverhouding. Spoedbestellingen met een levertijd van 1–3 dagen vereisen overwerk, storing van het productieschema en versnelde verzending—verwacht toeslagen van 25–100% bovenop de standaardprijzen.
Slimme manieren om onderdelenkosten te verlagen
Nu u de kostenfactoren kent, hieronder vindt u hoe u uw orders voor bewerkte onderdelen kunt optimaliseren zonder in functie te verliezen:
- Vereenvoudig de geometrie waar mogelijk. Verminder scherpe binnenhoeken—geef hoekradii op van ten minste één derde van de holte diepte. Volgens de DFM-richtlijnen van Hubs maken grotere radii het gebruik van grotere gereedschappen mogelijk, waardoor sneller en goedkoper kan worden gezaagd.
- Gebruik standaard gereedschapsmaten. Ontwerpkenmerken rondom veelgebruikte freesgereedschappen en boren. Gaten met diameters in stappen van 0,1 mm (tot 10 mm) of standaard fractionele afmetingen elimineren kosten voor speciaal gereedschap.
- Optimaliseer de wanddikte. Voor metalen onderdelen dient de wanddikte minimaal 0,8 mm te zijn; voor kunststof onderdelen minimaal 1,5 mm. Dunne wanden vereisen langzamere bewerkingspassen en lopen risico op vervorming, wat de cyclusduur verlengt.
- Pas nauwe toleranties selectief toe. Alleen kritieke aansluitoppervlakken vereisen precisiespecificaties. Het versoepelen van niet-essentiële afmetingen van ±0,001 inch naar ±0,005 inch kan de kosten met 30% of meer verminderen.
- Kies voor een 'zoals bewerkt'-afwerking wanneer dit toelaatbaar is. Het specificeren van oppervlakteafwerkingen alleen waar functioneel noodzakelijk, elimineert secundaire bewerkingen en de bijbehorende kosten.
- Plaats uw bestellingen strategisch in batches. Als u nu 3 onderdelen nodig heeft en mogelijk later nog eens 10, dan kost het meestal minder om alle 13 direct te bestellen dan om twee afzonderlijke bestellingen te plaatsen, dankzij gedeelde insteltijden.
- Kies bewerkbare materialen. Aluminium 6061 wordt sneller bewerkt dan roestvrij staal—vaak tweemaal zo snel. Wanneer de vereiste sterkte dit toelaat, leidt het kiezen van beter bewerkbare legeringen tot een kortere cyclusduur en minder slijtage van de gereedschappen.
Wanneer versnelde diensten zinvol zijn
Spoedbestellingen zijn niet altijd een verspilling van geld. Hieronder vindt u situaties waarin het betaalde toeslagbedrag gerechtvaardigd is:
- Projecten op het kritieke pad: Wanneer een vertraagd prototype de lancering van een geheel nieuw product blokkeert, is de spoedkosten verwaarloosbaar vergeleken bij de kosten van gemiste marktvensters.
- Ontwerpvalidatie vóór definitieve keuze van gereedschap: Extra uitgeven om een ontwerp te valideren voordat er wordt geïnvesteerd in spuitgietmallen of productiegereedschap voorkomt vaak veel kostelijkere fouten.
- Klantverplichtingen: Wanneer leverbeloften op het spel staan, beschermt spoedproductie relaties die meer waard zijn dan de spoedkosten.
Voor niet-urgente projecten leveren standaardtermijnen dezelfde kwaliteit tegen aanzienlijk lagere kosten. Vooruitplannen—zoals bestanden tijdig uploaden, snel reageren op DFM-feedback en laatste-minuut ontwerpwijzigingen vermijden—houdt uw orders op kostenefficiënte planning.
De duurste CNC-bewerkingsprocessen zijn niet die welke gespecialiseerde apparatuur vereisen—het zijn die welke worden uitgevoerd op onderdelen die zijn ontworpen zonder kostenoptimalisatie in gedachten. Met deze strategieën kunt u nu niet alleen beoordelen wat uw onderdelen zullen kosten, maar ook hoe de keuze van de productiemethode zich verhoudt tot verschillende productietechnologieën.
CNC-bewerking versus 3D-printen, spuitgieten en plaatmetaal
U hebt uw ontwerp geoptimaliseerd voor CNC-bewerking en begrijpt de kostenfactoren—maar hier is een vraag die de moeite waard is om te stellen: is CNC eigenlijk de juiste productiemethode voor uw project? Soms is het antwoord ja. Soms levert 3D-printen, spuitgieten of plaatmetaalbewerking betere resultaten tegen lagere kosten.
Deze keuze vroegtijdig maken bespaart geld, tijd en frustratie. Volgens de gids voor productiekeuze van Protolabs helpt het begrijpen van de sterktepunten van elk proces u om de productiemethode af te stemmen op de werkelijke projectvereisten, in plaats van standaard terug te vallen op vertrouwde technieken.
Laten we deze vier belangrijke productiebenaderingen naast elkaar vergelijken.
Beslissingskader: CNC versus 3D-printen
Het debat tussen CNC-bewerking en 3D-printen komt voortdurend terug in productontwikkeling—en er is geen universele winnaar. Elke methode domineert specifieke toepassingsgebieden.
Kies voor CNC-bewerking wanneer u nodig hebt:
- Uitstekende mechanische eigenschappen dankzij massief metaal of technisch kunststof halffabricaat
- Strikte toleranties (±0,001 inch haalbaar, tegenover ±0,005 inch typisch voor 3D-printen)
- Functionele prototypes die overeenkomen met de materiaaleigenschappen van productiekwaliteit
- Aantallen van 1 tot enkele honderden onderdelen economisch haalbaar
Kies voor 3D-printen wanneer u het volgende nodig hebt:
- Snelle CNC-prototyping-levertijd—soms zelfs levering op dezelfde dag
- Complexe interne geometrieën die onmogelijk zijn te bewerken (roosters, conformele koelkanalen)
- Goedkope ontwerpvalidatie voordat u zich commiteert aan CNC-prototypebewerking
- Koolstofvezel-prototyping met continue vezelversterking
- Zeer op maat gemaakte eenmalige onderdelen waarbij de gereedschapskosten niet kunnen worden gerechtvaardigd
Volgens De productieanalyse van Gizmospring , 3D-printen blinkt uit bij snelle prototyping omdat de korte doorlooptijden en lagere kosten snelle iteratie mogelijk maken. CNC-bewerking levert echter betere resultaten wanneer precisie, materiaalsterkte en oppervlakkwaliteit het belangrijkst zijn.
Bij CNC-bewerkingsprototyping wordt het optimale toepassingsgebied bereikt wanneer functionele validatie vereist is — onderdelen die daadwerkelijk presteren onder werkelijke belastingen, en niet alleen voldoen aan pasvormcontroles. Een 3D-geprinte beugel kan de geometrie bevestigen, maar een gefreesde aluminiumversie bevestigt de daadwerkelijke prestatie.
Wanneer spuitgieten meer zinvol is
Hier verandert het volume alles. Spuitgieten vereist een aanzienlijke initiële investering in gereedschap — meestal tussen de $3.000 en $100.000 of meer, afhankelijk van de complexiteit — maar de kosten per onderdeel dalen sterk bij grootschalige productie.
Het kruispunt: Volgens de gegevens van Protolabs wordt spuitgieten doorgaans kosteneffectiever dan CNC-bewerking bij een productieomvang van 100 tot 500 onderdelen, afhankelijk van de geometrie en het materiaal. Voor productielopen van 10.000 of meer onderdelen bedraagt de kosten van spuitgieten slechts een fractie van die van CNC-alternatieven.
Spuitgieten is de winnende keuze wanneer:
- Productiehoeveelheden overschrijden 500+ identieke onderdelen
- Onderdelen vereisen complexe functies die duur zouden zijn om te bewerken (klikverbindingen, flexibele scharnieren, dunne wanden)
- U hebt consistente herhaalbaarheid nodig over duizenden eenheden
- Langetermijnproductieplanning rechtvaardigt de investering in gereedschap
CNC-bewerking blijft superieur wanneer:
- U prototypebewerkingsdiensten nodig hebt voor ontwerpvalidatie voordat u zich vastlegt op matrijzen
- De aantallen onder de doorbraakwaarde voor spuitgieten blijven
- Metaalonderdelen vereist zijn (spuitgieten wordt voornamelijk gebruikt voor kunststoffen)
- Ontwerpwijzigingen blijven waarschijnlijk — wijzigingen aan de vorm zijn duur
Veel succesvolle producten maken strategisch gebruik van beide methoden. Prototypebewerking valideert ontwerpen snel, waarna spuitgieten de massaproductie overneemt zodra de specificaties zijn vastgelegd.
Vergelijkingstabel voor productiemethoden
Deze vergelijking bestrijkt de belangrijkste beslissingscriteria voor alle vier de voornaamste productiemethoden:
| Criteria | Cnc machineren | 3D-printen | Injectiemolden | Plaatbewerkingsprocessen |
|---|---|---|---|---|
| Ideale aantallen | 1–500 onderdelen | 1–50 onderdelen | 500–1.000.000+ onderdelen | 10–10.000 onderdelen |
| Materiaalopties | Metalen, kunststoffen, composieten (meer dan 50 opties) | Polymeren, harsen, enkele metalen (beperkte keuze) | Voornamelijk thermoplasten (brede keuze aan polymeren) | Plaatmetaal: aluminium, staal, roestvast staal, koper |
| Precisiecapaciteit | ±0,001" haalbaar | ±0,005" typisch | ±0,003 inch (typisch) | ±0,005" tot ±0,010" |
| Typische levertijd | 3–15 werkdagen | 1-5 werkdagen | 2–6 weken (inclusief malwerk) | 5-15 werkdagen |
| Inrichtingskosten/gereedschapskosten | Laag ($0–500) | Geen | Hoog ($3.000–100.000+) | Laag tot matig ($100–2.000) |
| Kostprijs per onderdeel (10 stuks) | $$ | $$ | $$$$$ (gereedschap geamortiseerd) | $$ |
| Kosten per onderdeel (1.000 eenheden) | $$ | $$$ | $ | $ |
| Bestemd Voor | Precisie-onderdelen van metaal/plastic, functionele prototypes | Snelle prototyping, complexe geometrieën, maatwerk | Plasticproductie in grote volumes | Behuizingen, beugels, panelen |
De Juiste Keuze Maken voor Uw Project
Bij het beoordelen van prototyping-bewerkingsdiensten of productieproductie, ga dan als volgt te werk via deze beslissingscriteria:
- Wat is uw hoeveelheid? Lage volumes zijn voordeliger met CNC of 3D-printen; hoge volumes zijn voordeliger met spuitgieten of plaatmetaalbewerking.
- Welke materiaaleigenschappen heeft u nodig? Als sterkte, hittebestendigheid of specifieke metalen legeringen van belang zijn, is CNC-bewerking of plaatmetaalbewerking waarschijnlijk de beste keuze.
- Hoe nauwkeurig moeten de toleranties zijn? Hoge precisie-eisen sluiten vaak 3D-printen en plaatmetaalbewerking uit.
- Wat is uw tijdschema? Dringende CNC-prototypebehoeften kunnen beter worden ingevuld door de snelheid van 3D-printen; productieplanningen kunnen rekening houden met de langere levertijden van spuitgieten.
- Is uw ontwerp definitief? Als wijzigingen waarschijnlijk blijven, vermijd dan de dure gereedschapsaanpassingen bij spuitgieten.
Veel online CNC-bewerkingsdienstverleners bieden nu meerdere productiemethodes aan via één platform—zodat u kunt prototyperen met snelle CNC-prototyping, kunt valideren met functionele bewerkte onderdelen en vervolgens kunt overschakelen naar spuitgieten voor massaproductie, zonder van leverancier te wisselen.
Het begrijpen van deze afwegingen stelt u in staat om productiebeslissingen te nemen op basis van de projectvereisten in plaats van op basis van vertrouwdheid met een bepaald proces. Het kiezen van de juiste methode is echter slechts een deel van de vergelijking—ervoor zorgen dat uw productiepartner voldoet aan de kwaliteitsnormen die geschikt zijn voor uw sector, voegt nog een andere cruciale dimensie toe die u moet overwegen.
Branchecertificaten en kwaliteitsnormen uitgelegd
U hebt een productiemethode geselecteerd en begrijpt wat de prijsbepaling bepaalt—maar hier is een vraag die informele prototyping onderscheidt van serieuze productie: voldoet uw CNC-partner aan de certificeringen die uw sector vereist? Voor lucht- en ruimtevaartcomponenten, medische hulpmiddelen of automotive-assemblages kan een verkeerd antwoord leiden tot afgewezen onderdelen, mislukte audits of erger.
Certificeringen zijn niet zomaar fraaie logo’s op een website. Volgens de certificatiegids van 3ERP vertegenwoordigen zij gedocumenteerd bewijs dat een fabrikant kwaliteitsmanagementsystemen heeft geïmplementeerd, regelmatig wordt gecontroleerd door externe partijen en volledige traceerbaarheid onderhoudt tijdens het productieproces. Begrijpen wat elke certificering daadwerkelijk inhoudt, helpt u bij het kiezen van een precisiebewerkingsbedrijf dat exact aansluit bij de specifieke eisen van uw project.
Ontcijferen van ISO AS9100- en IATF-certificeringen
Laten we de verwarring rond de certificeringen voor productie ontrafelen. Elke norm richt zich op specifieke branchegebieden — en het kennen van de verschillen helpt u om te verifiëren of een potentiële partner daadwerkelijk kan leveren wat uw toepassing vereist.
ISO 9001: De basis van kwaliteitsmanagement
Beschouw ISO 9001 als de basiscertificering voor elke serieuze productie-activiteit. Deze stelt eisen aan een kwaliteitsmanagementsysteem (KMS) dat gericht is op klanttevredenheid, consistente productie en continue verbetering. Volgens Hartford Technologies is ISO 9001 toepasbaar in alle sectoren en op alle schaalniveaus — en vormt daarmee de fundamentele certificering die de vereisten vastlegt voor een degelijk kwaliteitssysteem.
Wanneer u samenwerkt met een online CNC-bewerkingsdienst die gecertificeerd is volgens ISO 9001, bent u verzekerd van het volgende:
- Elke productiestap wordt beheerst door gedocumenteerde procedures
- Klanteisen worden systematisch geïdentificeerd en bijgehouden
- Interne audits verifiëren de voortdurende naleving
- Correctieve maatregelen richten zich op afwijkingen voordat deze zich ontwikkelen tot patronen
AS9100: Kwaliteitscontrole van lucht- en ruimtevaartkwaliteit
CNC-bewerking van lucht- en ruimtevaartcomponenten vereist meer dan algemeen kwaliteitsbeheer. AS9100 bouwt voort op de basis van ISO 9001 en voegt daarbij lucht- en ruimtevaartspecifieke eisen toe voor risicobeheer, configuratiebeheer en producttraceerbaarheid. Elke component moet terug te voeren zijn op de bron van het grondmateriaal, en beoordelingen van het falrisico zijn verplicht tijdens de validatie van het ontwerp.
Voor lucht- en ruimtevaartbewerkingsapplicaties geeft certificering volgens AS9100 aan dat een fabrikant vertrouwd is met de omgeving van nultolerantie in de luchtvaart. Onderdelen die bestemd zijn voor vliegtuigen — of dit nu structurele componenten, motorassemblages of behuizingen voor avionica zijn — vereisen dit niveau van gedocumenteerd beheer.
ISO 13485: Normen voor de productie van medische hulpmiddelen
Medische bewerking brengt unieke verantwoordelijkheden met zich mee. Een fout in een chirurgisch instrument of implantaatcomponent kan levens kosten. ISO 13485 stelt een kwaliteitsmanagementsysteem (KMS) op dat specifiek is afgestemd op de productie van medische hulpmiddelen, met nadruk op risicobeheer, naleving van regelgeving en volledige traceerbaarheid vanaf het ontwerp tot en met het onderhoud.
Medische hulpmiddelenbewerking volgens ISO 13485 vereist:
- Strenge documentatie van ontwerp-, productie- en validatieprocessen
- Aangetoonde capaciteit om risico’s voor de patiëntveiligheid te identificeren en te beperken
- Naleving van regelgevende verplichtingen in alle doelmarkten
- Producten die voldoen aan gedefinieerde veiligheids- en prestatiecriteria
IATF 16949: Uitmuntendheid in de automobielindustrie
Ontwikkeld door de International Automotive Task Force, vertegenwoordigt IATF 16949 de wereldwijde norm voor kwaliteitsmanagement die specifiek is afgestemd op de automobielproductie. Deze norm bouwt voort op ISO 9001 en omvat aanvullende eisen op het gebied van productontwerp, productieprocessen en klantspecifieke normen die de automobieltoeleveringsketen definiëren.
Wat maakt IATF 16949 zo waardevol? Gecertificeerde faciliteiten passen Statistische Procescontrole (SPC) toe om productievariabelen in real-time te bewaken, wat zorgt voor consistente componenten met hoge toleranties gedurende langdurige productielopen. Dit is van groot belang bij de productie van chassisassemblages, remsystemen of precisie-metalen bushings, waarbij afmetingsconsistentie direct van invloed is op de veiligheid en prestaties van het voertuig.
Voor automobieltoepassingen die gecertificeerde productiemogelijkheden vereisen, Shaoyi's oplossingen voor automobielbewerking laten zien hoe productie volgens IATF 16949 in de praktijk eruitziet — het leveren van complexe chassisassemblages en precisie-metalen onderdelen met levertijden van slechts één werkdag, terwijl strikte kwaliteitscontroles worden gehandhaafd.
Certificaten afgestemd op de behoeften van uw sector
Welke certificaten moet u controleren voordat u een bestelling plaatst? Dat hangt geheel af van waar uw onderdelen terechtkomen. Hieronder vindt u een praktische opdeling per sector:
Algemene productie en prototyping:
- ISO 9001-certificering biedt voldoende kwaliteitsborging
- Richt u op de kwaliteit van de communicatie en de reactiesnelheid op DFM-feedback
- Precisiecapaciteiten zijn belangrijker dan gespecialiseerde certificaten
Lucht- en ruimtevaart en defensie:
- AS9100-certificering is doorgaans verplicht voor vluchtkritische componenten
- ITAR-conformiteit is vereist voor defensiegerelateerde artikelen op de Amerikaanse wapenlijst (U.S. Munitions List)
- Verwacht strenge documentatie en volledige materiaaltraceerbaarheid
Medische hulpmiddelen en gezondheidszorg:
- ISO 13485-certificering is essentieel voor gereglementeerde medische producten
- FDA-registratie kan vereist zijn voor medische hulpmiddelen op de Amerikaanse markt
- Materiaalcertificaten en biocompatibiliteitsdocumentatie zijn vaak vereist
Auto-industrie:
- IATF 16949-certificering wordt vereist door grote OEM’s en Tier-1-leveranciers
- PPAP-documentatie (Production Part Approval Process) wordt vaak verwacht
- Statistische Procesbeheersing (SPC) zorgt voor consistente productiekwaliteit
Certificaten tonen onze klanten dat wij serieus zijn over kwaliteit. Het zijn niet zomaar papierwerk—het is een toewijding aan uitmuntendheid in elk onderdeel dat wij produceren.
Volgens de certificatiegids van Machine Shop Directory vereisen 67% van de OEM’s ISO 9001-certificering van hun leveranciers—en bedrijven met branchespecifieke certificaten winnen gemiddeld 15% meer contracten. De investering in certificering levert rendement op via uitgebreidere markttoegang en groter klantvertrouwen.
Naast het openen van deuren naar gereguleerde sectoren, zorgen certificeringen ook voor interne verbeteringen. Het auditproces dwingt fabrikanten ertoe hun werkstromen te onderzoeken, procedures te documenteren en controles in te voeren die fouten en verspilling verminderen. U profiteert van deze efficiëntiewinsten via een consistenter kwaliteitsniveau en vaak lagere prijzen, aangezien operationele verbeteringen zich op de lange termijn cumulatief blijven voordoen.
Weten welke certificeringen relevant zijn voor uw toepassing is essentieel—maar verifiëren dat een potentiële partner daadwerkelijk in het bezit is van deze certificaten én in de praktijk een consistente kwaliteit levert, vereist een systematische beoordelingsaanpak.
Hoe u een geschikte online CNC-partner kunt beoordelen en kiezen
U begrijpt certificeringen en weet welke normen uw branche vereist—maar hoe verifieert u in de praktijk of een potentiële productiepartner daadwerkelijk waar maakt wat hij belooft? Het kiezen van de verkeerde CNC-bewerkingswerkplaats kan leiden tot gemiste deadlines, afgewezen onderdelen en frustrerende communicatieproblemen die uw hele projecttijdlijn uit het spoor gooien.
Of u nu op zoek bent naar 'CNC-machinefabrieken in mijn buurt' of globale digitale platforms evalueert: het selectieproces vereist een systematische beoordeling in plaats van intuïtief gevoel. Volgens de partnerselectiegids van TQ Manufacturing worden bedrijven vaak geconfronteerd met veelvoorkomende valkuilen zoals ongelijke kwaliteit, te late leveringen en slechte communicatie—problemen die leiden tot kostbare herwerkzaamheden, productievertragingen en ontevreden klanten.
Laten we een praktisch kader opstellen voor het beoordelen van maatwerk-CNC-bewerkingsdiensten, waarmee betrouwbare partners duidelijk worden onderscheiden van risicovolle leveranciers.
Rode vlaggen bij het kiezen van een CNC-partner
Voordat we ingaan op wat u moet zoeken, laten we eerst de waarschuwingstekens identificeren die u moeten doen besluiten om elders te kijken. Volgens de engineer-checklist van JUPAICNC leren ervaren kopers deze problemen vroegtijdig herkennen—waardoor tijd wordt bespaard en kostbare fouten worden voorkomen.
Waarschuwingstekens die op mogelijke problemen duiden:
- Gebrek aan certificeringen: Het ontbreken van sectorerkende kwaliteitscontrolecertificaten, zoals ISO 9001, wijst op ontoereikende procescontroles. Voor gereguleerde sectoren leidt het ontbreken van sector-specifieke certificaten (AS9100, ISO 13485, IATF 16949) onmiddellijk tot uitsluiting van een leverancier.
- Vaagheid over mogelijkheden: Wanneer u vragen stelt over tolerantiecapaciteiten, materiaalkennis of levertijden en onduidelijke antwoorden ontvangt, kunt u vergelijkbare onduidelijkheid ook tijdens de productie verwachten.
- Langzame reactietijden tijdens de evaluatie: Als ze dagen nodig hebben om te reageren op uw eerste aanvragen, kunt u ook tijdens de productie communicatievertragingen verwachten. Test hun responsiviteit voordat u een verbintenis aangaat.
- Geen DFM-feedback aangeboden: Kwalitatieve gereedschapswerkplaatsen in mijn buurt – of overal – identificeren proactief vraagstukken met betrekking tot de vervaardigbaarheid. Leveranciers die uitsluitend offertes verstrekken zonder ontwerpinput, leveren vaak onderdelen met voorkomenbare problemen.
- Beperkte ervaring met materialen: Een CNC-gereedschapswerkplaats in mijn buurt die uitsluitend met aluminium werkt, is weinig geschikt als uw project expertise op het gebied van roestvrij staal of titanium vereist.
- Veelvoorkomende leververtragingen: Vraag naar de percentage-tijdige levering. Een slechte staat van dienst wijst op problemen met capaciteitsbeheer die van invloed zullen zijn op uw project.
- Geen gestructureerd proces voor spoedbestellingen: Wanneer dringende prototypes nodig zijn – en dat gebeurt vaak – laten leveranciers zonder mogelijkheden voor versnelling u in de steek.
Als een leverancier meerdere rode vlaggen vertoont, is het verstandig om andere opties te onderzoeken.
Vragen om te stellen voordat u uw bestelling plaatst
Laten we nu het script omdraaien. Hieronder vindt u wat u actief moet verifiëren bij het beoordelen van bewerkingsbedrijven in uw buurt of digitale productieplatforms. Volgens de productiegids van UPTIVE kan het kiezen van de juiste partner met relevante ervaring u mogelijk duizenden dollars besparen, omdat deze vertrouwd is met veelvoorkomende valkuilen en de meest effectieve manieren om deze te vermijden.
Certificering en kwaliteitsverificatie:
- Welke kwaliteitscertificaten bezit u, en wanneer zijn deze voor het laatst gecontroleerd?
- Kunt u inspectierapporten, documentatie voor kwaliteitscontrole of eerste-artikelinspectierapporten (FAI-rapporten) verstrekken?
- Hoe gaat u om met niet-conforme onderdelen — wat is uw proces voor corrigerende maatregelen?
Communicatie en projectmanagement:
- Zal ik een toegewezen accountmanager of één aanspreekpunt hebben?
- Hoe communiceert u projectupdates, vertragingen of onverwachte problemen tijdens de productie?
- Wat is uw gebruikelijke reactietijd op technische vragen of verduidelijkingen van offertes?
Technische vaardigheden:
- Welke tolerantiebereiken kunt u betrouwbaar bereiken? (Controleer dit indien mogelijk aan de hand van voorbeeldonderdelen)
- In welke materialen bent u gespecialiseerd, en kunt u case studies delen van vergelijkbare projecten?
- Welke machineconfiguraties gebruikt u — 3-assig, 4-assig, 5-assig, mill-turn-centra?
Schaalbaarheid en flexibiliteit:
- Kunt u zowel prototype-aantallen als productieruns van 1.000+ onderdelen verwerken?
- Wat is uw capaciteit om toegenomen orderhoeveelheden te verwerken zonder levertijdvertragingen?
- Neemt u spoedprojecten of laatste-minuut-wijzigingen in het ontwerp aan?
Levertijd en levering:
- Wat is uw gebruikelijke levertijd en wat is uw percentage tijdige leveringen?
- Biedt u real-time ordertracking en statusupdates?
- Hoe beheert u de productiecapaciteit om vertragingen tijdens piekperiodes te voorkomen?
De schaalbaarheidsfactor: van prototype naar productie
Hier laten veel fabrikanten het afweten. Het vinden van lokale machinebouwbedrijven die één-op-één-prototypen maken, is eenvoudig. Het vinden van partners die naadloos overgaan van snelle prototyping naar massaproductie met consistente kwaliteit—dat is de uitdaging.
Volgens het onderzoek van UPTIVE vereist de reis van prototype naar productie partners die het volgende kunnen beheren:
- Ondersteuning bij ontwerpherhaling: Kwaliteitspartners verstrekken DFM-feedback die uw prototype verfijnt voor kosteneffectieve en schaalbare productie
- Validatielopjes in geringe oplage: Voordat u zich bindt aan volledige productie, helpen kleine batches om productieproblemen vroegtijdig te ontdekken
- Productie opschaling: Wanneer de vraag toeneemt, moet uw partner mee kunnen schalen zonder kwaliteitsverlies
- Consistente kwaliteitscontroles: Dezelfde strenge inspectie die uw prototype valideert, moet van toepassing zijn op elke productie-eenheid
De ideale balans? Faciliteiten die ééndag-levertijden bieden voor urgente prototypen, terwijl ze productiekwaliteitsnormen handhaven. Deze combinatie wijst zowel op operationele uitmuntendheid als op klantgerichte flexibiliteit.
Voor automotive-toepassingen die deze prototypetotproductiecapaciteit vereisen, Shaoyi's precisie-CNC-bewerkingsdiensten vormen een voorbeeld van wat online productiegerichte fabricage inhoudt—van snelle prototyping tot massaproductie van complexe chassisassemblages en aangepaste metalen onderdelen, ondersteund door IATF 16949-certificering en statistische procescontrole die een consistente output met hoge toleranties garandeert.
Uw evaluatielijst
Controleer deze kritieke factoren voordat u uw volgende bestelling plaatst:
| Evaluatiecriteria | Wat te controleren | Waarom het belangrijk is |
|---|---|---|
| CERTIFICERINGEN | ISO 9001 als minimum; sector-specifieke certificaten indien vereist | Gedocumenteerde kwaliteitssystemen verminderen afwijkingen en herwerk |
| Communicatie | Reactietijd binnen 24 uur; toegewezen contactpersoon beschikbaar | Slechte communicatie leidt tot vertragingen en specificatiefouten |
| DFM-feedback | Proactieve ontwerpaanbevelingen vóór de productie | Herkenning van kostbare problemen voordat ze zich ontwikkelen tot gefabriceerde fouten |
| Tolerantienauwkeurigheid | Gedocumenteerde precisie die aan uw eisen voldoet | Zorgt ervoor dat onderdelen voldoen aan de functionele specificaties |
| Materiaal expertise | Ervaring met uw specifieke materialen; case studies beschikbaar | Materiaalspecifieke kennis voorkomt bewerkingsfouten |
| Schaalbaarheid | Capaciteit voor zowel prototypes als productieomvang | Vermijdt leverancierswisseling naarmate uw project groeit |
| Tijdige levering | Bewezen staat van meer dan 95% punctuele levering | Te late onderdelen verstoren productieplanningen en klanttoezeggingen |
Het kiezen van de juiste online CNC-bewerkingsdienstpartner is een van de belangrijkste productiebeslissingen die u kunt nemen. Een betrouwbare partner verbetert de productkwaliteit, optimaliseert de productie-efficiëntie en garandeert tijdige leveringen — zodat u zich kunt richten op ontwerpinnovatie in plaats van op het oplossen van problemen in de toeleveringsketen.
Door leveranciers systematisch te beoordelen op basis van deze criteria, kunt u met vertrouwen een productiepartner kiezen die aansluit bij uw kwaliteitsnormen, levertijdverwachtingen en schaalbaarheidsbehoeften. De initiële investering in een grondige beoordeling levert rendement op bij elke bestelling die op tijd, volgens specificatie en direct inzetklaar wordt geleverd.
Veelgestelde vragen over online CNC-bewerkingsdiensten
1. Wat is het verschil tussen online CNC-bewerking en traditionele machinebouwbedrijven?
Online CNC-bewerkingsdiensten maken gebruik van digitale platforms waarmee direct offertes kunnen worden aangevraagd, CAD-bestanden kunnen worden geüpload en wereldwijde toegang tot precisieproductie wordt geboden, zonder telefoongesprekken of persoonlijke consultaties. Traditionele machinebouwbedrijven vereisen handmatige offerteaanvragen, e-mailwisselingen en kennen vaak geografische beperkingen. Digitale platforms routeren opdrachten naar gespecialiseerde fabrikanten binnen uitgebreide netwerken, wat zorgt voor consistente kwaliteit en concurrerende prijzen, terwijl onderdelen al binnen 1–3 dagen voor prototypes kunnen worden geleverd.
2. Hoe verkrijg ik een directe offerte voor online CNC-bewerking?
Upload uw 3D CAD-bestand (bij voorkeur in STEP- of IGES-formaat) naar een online CNC-platform. AI-gebaseerde algoritmes analyseren direct de geometrie van uw onderdeel, materiaalkeuze, toleranties en oppervlakteafwerkingen om binnen enkele seconden een nauwkeurige prijsopgave te genereren. Het systeem markeert vervaardigbaarheidsproblemen en geeft feedback over Ontwerp voor Vervaardiging (DFM) voordat de productie begint. De meeste platforms bieden ook de mogelijkheid om hoeveelheden, materialen en levertijden aan te passen om directe prijsaanpassingen in realtime te zien.
3. Welke bestandsformaten zijn het beste voor online CNC-bewerkingsopdrachten?
STEP-bestanden (.step/.stp) zijn de gouden standaard voor CNC-bewerking, omdat ze de exacte geometrie, krommingen en randdefinities behouden. IGES- en Parasolid-formaten werken eveneens goed. Vermijd STL-bestanden, omdat deze gebaseerd zijn op driehoekige mesh-approximaties die onvoldoende precisie bieden voor het genereren van CNC-toolpaths. Voor onderdelen met strakke toleranties dient u naast uw 3D-model ook een 2D-PDF-tekening mee te sturen waarop kritieke afmetingen, oppervlakteafwerkingen en geometrische toleranties zijn gespecificeerd.
4. Hoeveel kost CNC-bewerking en welke factoren beïnvloeden de prijs?
De kosten voor CNC-bewerking hangen af van de materiaalkeuze (20% van de kosten), de machine-tijd (80% van de kosten), de complexiteit van het onderdeel, de tolerantie-eisen, de hoeveelheid, de oppervlakteafwerkingen en de levertijd. Aluminiumonderdelen zijn goedkoper dan titaniumonderdelen; standaardtoleranties (±0,005 inch) zijn aanzienlijk goedkoper dan precisietoleranties (±0,001 inch). Groepsbestellingen verlagen de kosten per stuk doordat de instelkosten worden verdeeld over meer onderdelen. Snelle leveringen met een doorlooptijd van 1–3 dagen brengen meestal een toeslag van 25–100% ten opzichte van de standaardlevertijden van 7–15 dagen met zich mee.
5. Wanneer moet ik kiezen voor CNC-bewerking in plaats van 3D-printen of spuitgieten?
Kies voor CNC-bewerking wanneer u superieure mechanische eigenschappen nodig hebt van massief metaal of technische kunststoffen, nauwe toleranties (±0,001 inch), functionele prototypes die overeenkomen met productiematerialen, of aantallen van 1 tot 500 onderdelen. 3D-printen is uitmuntend geschikt voor snelle iteratie, complexe interne geometrieën en goedkope ontwerpvalidatie. Spuitgieten wordt kosteneffectief bij meer dan 500 onderdelen, maar vereist een aanzienlijke initiële investering in gereedschap ($3.000–$100.000+). Veel projecten maken gebruik van CNC voor prototyping en schakelen daarna over naar spuitgieten voor volumeproductie.