 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Metaalsnijbedrijven Ontcijferd: Van Offerteaanvraag tot Afgewerkte Onderdelen

Inzicht in metaalsnijdbedrijven en hun productierol
Wanneer u op maat gemaakte metalen onderdelen nodig hebt — of het nu gaat om een prototype, een productierun of een gespecialiseerd project — waar kunt u dan terecht? Het antwoord ligt bij metaalsnijdbedrijven, de gespecialiseerde fabrikanten die ruw metaalplaatmateriaal en voorraadmaterialen omzetten in nauwkeurig gevormde onderdelen . Deze dienstverleners vormen een cruciale schakel tussen uw ontwerpideeën en tastbare, functionele onderdelen.
Wat metaalsnijdbedrijven daadwerkelijk doen
Metaalsnijdbedrijven zijn gespecialiseerde fabrikanten die materiaal verwijderen van metalen werkstukken om gewenste vormen en afmetingen te verkrijgen. Volgens Mark Metals omvat metaalsnijden een breed scala aan technieken, waaronder zagen, scheren, boren, slijpen, waterstraalsnijden en lasersnijden. Maar deze bedrijven bieden doorgaans veel meer dan alleen snijden.
Denk aan een metaalbewerkingsbedrijf als uw éénpuntcontact voor productie. Zij verzorgen alles, van precisielasersnijden van ingewikkelde ontwerpen tot grootschalige industriële fabricage van constructie-onderdelen. Veel bedrijven die metaal snijden, bieden ook secundaire bewerkingen aan — zoals vormen, verbinden en afwerken — waarmee uw onderdelen van ruw gesneden stukken worden omgezet in direct inzetbare componenten.
Het aanbod aan diensten varieert sterk. Sommige metaalbewerkingsbedrijven specialiseren zich in specifieke technologieën, zoals vezellaser- of waterstraalsnijdsystemen, terwijl andere als full-service fabricanten opereren en het volgende aanbieden:
- Lasersnijden, waterstraalsnijden en plasmasnijden
- CNC-bochten en vormbewerkingen
- Lassen en montage-diensten
- Oppervlakteafwerking zoals poedercoating, anodiseren en galvaniseren
- Kwaliteitsinspectie en certificeringsdocumentatie
De productiebasis waarop u kunt vertrouwen
Waarom zou u zich bezighouden met het begrijpen van deze industrie? Omdat u, of u nu een ingenieur bent die automobielbeugels ontwerpt, een productontwikkelaar die behuizingen voor consumentenelektronica prototypeert, of een aannemer die structurele componenten inkoopt, waarschijnlijk op een gegeven moment met deze fabrikanten zult samenwerken.
Moderne bedrijven die metaalbewerkingsdiensten aanbieden, bedienen vrijwel elke denkbare industrie. Zoals Xometry opmerkt, ondersteunen zij regelmatig de lucht- en ruimtevaart-, defensie-, automobiel-, energie-, industriële-, medische-, tandheelkundige- en consumentenproductensectoren. Hun mogelijkheden reiken van prototyping in lage volumes met veel variatie tot productieruns in grote volumes, met aantallen die in de duizenden of miljoenen lopen.
De efficiëntie die deze bedrijven bieden, komt voort uit gespecialiseerde apparatuur en expertise. Bedrijven in snijgereedschappen voor metaal investeren zwaar in geavanceerde machines — vezellasers die met micronnauwkeurigheid snijden, waterjets die door vrijwel elk materiaal heen snijden, en geautomatiseerde systemen die een constante kwaliteit garanderen bij grote productie-omvang. Deze specialisatie betekent kortere doorlooptijden en betere kwaliteitscontrole in vergelijking met het zelf uitvoeren van fabricage.
In de komende secties ontdekt u hoe verschillende snijtechnologieën werken, welke methoden geschikt zijn voor specifieke materialen en toepassingen, en hoe u het proces kunt doorlopen van aanvraag van een offerte tot de levering van de afgewerkte onderdelen. U leert ook praktische criteria om bedrijven in snijgereedschappen voor metaal te beoordelen en uw projecten succesvol voor te bereiden. Beschouw dit als uw uitgebreide gids om een goed geïnformeerde klant te worden op de markt voor metaalbewerking.
Snijtechnologieën voor metaal en hoe elke methode werkt
Dus je weet wat metaalsnijbedrijven doen, maar hoe snijden ze precies met zoveel precisie door staal, aluminium of titaan heen? Het antwoord hangt volledig af van de gebruikte technologie. Elke snijmethode werkt volgens fundamenteel verschillende principes, en het begrijpen van deze verschillen helpt je de juiste aanpak voor jouw project te kiezen.
Laten we de vijf belangrijkste snijtechnologieën analyseren die je tegenkomt bij het samenwerken met bedrijven voor metaalsnijden met een laser en andere fabricagedienstverleners.
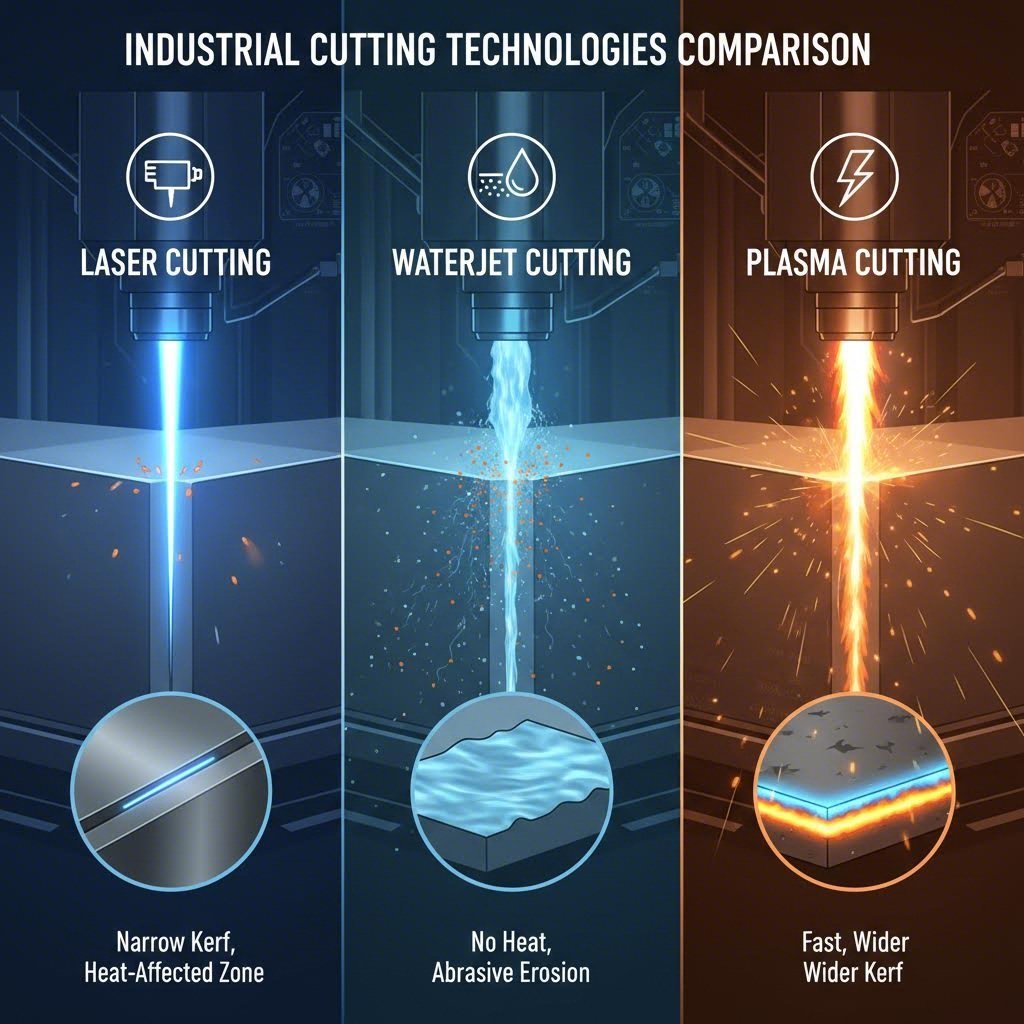
Laserknipsel toegelicht
Stel je voor dat je zonlicht focusseert met een vergrootglas — vermenigvuldig nu die intensiteit duizendvoudig. Dat is het basisprincipe achter lasersnijden. Een sterk geconcentreerde lichtstraal levert genoeg energie om metaal te laten smelten, verbranden of verdampen langs een nauwkeurig gecontroleerd traject.
Twee soorten lasers domineren momenteel de industrie: vezellasers en CO2-lasers. Volgens HPC Laser , vezellaser snijmachines gebruiken optische vezels die zijn gedopeerd met zeldzame aardmetalen zoals ytterbium om hun straal te genereren. Deze technologie is uiterst geschikt voor het snijden van reflecterende metalen, waaronder staal, roestvast staal, aluminium, messing, koper en titanium.
De voordelen van vezellasers zijn overtuigend:
- Uitzonderlijke precisie met minimale snijbreedte
- Hoge snelsnijdsnelheden, vooral bij dunne materialen
- Lagere onderhoudseisen dan CO2-systemen
- Een superieure energie-efficiëntie
- Uitstekende prestaties op reflecterende metalen
CO2-lasers, die op een andere golflengte werken (10,6 micrometer), blijven de voorkeurskeuze voor het snijden van niet-metalen zoals acryl en bepaalde kunststoffen. Vezellaser-metalsnijmachines hebben echter grotendeels de markt voor metaalbewerkingsapplicaties veroverd dankzij hun voordelen op het gebied van snelheid en efficiëntie.
Wanneer dient u lasersnijden te specificeren? Volgens Wurth Machinery laser technologie staat voorop wanneer u fijne details, precieze gaten of schone randen op dunne platen nodig hebt. Het is ideaal voor de productie van elektronica, medische apparatuur en precisieonderdelen, waarbij zelfs geringe afwijkingen de functionaliteit kunnen compromitteren. Bedrijven die machines voor lasersnijden van plaatmetaal leveren, behalen vaak toleranties binnen ±0,005 inch bij dunne materialen.
Waterjet versus plasma-technologie
Wat als warmte uw vijand is? Bepaalde materialen vervormen, verharden of verliezen hun eigenschappen bij blootstelling aan hoge temperaturen. Hier blinkt waterjetsnijden uit.
Een bedrijf dat waterjetsnijden van metaal uitvoert, gebruikt een geheel andere aanpak: water onder zeer hoge druk (meestal 60.000 PSI of hoger), vermengd met schurende deeltjes zoals granaat. Deze straal snijdt door metaal zonder warmte te genereren, waardoor warmtegevoelige zones volledig worden voorkomen. Zintilon merkt op dat waterjetsnijden bijzonder geschikt is voor warmtegevoelige materialen zoals aluminium en titanium, waarbij thermische vervorming problematisch zou zijn.
Belangrijke voordelen van waterstraalsnijden zijn:
- Geen warmtegevoelige zones of materiaalvervorming
- Mogelijkheid om vrijwel elk materiaal te snijden — metalen, steen, glas, composieten
- Uitstekend geschikt voor dikke materialen en het gelijktijdig snijden van meerdere lagen
- Geen verharding van de gesneden randen
- Milieuvriendelijk met minimale afvalproductie
Plasmasnijden werkt aan de tegenovergestelde kant van het spectrum: het maakt gebruik van een elektrische boog in combinatie met persgas om superverhit plasma te genereren dat geleidende metalen smelt. Plasmasnijden van dunne plaatmetaalbedrijven en zware fabricagebedrijven vertrouwen beiden op deze technologie vanwege de uitzonderlijke snelheid bij het snijden van dikke materialen.
Volgens de tests van Wurth Machinery is plasmasnijden van staal met een dikte van 1 inch ongeveer 3–4 keer sneller dan waterstraalsnijden, met bedrijfskosten die per voet ongeveer de helft bedragen. Als u werkt met constructiestaal, onderdelen voor zwaar materieel of toepassingen in de scheepsbouw, biedt plasmasnijden ongeëvenaarde kosteneffectiviteit.
Plasma-snijbedrijven die geverfd metaal bewerken, ondervinden echter beperkingen: het proces werkt alleen op elektrisch geleidende materialen en produceert een bredere snijopening dan lasersnijden. Voor dikke geleidende metalen waarbij precisie niet van primair belang is, blijft plasma de werkpaard van de industrie.
Wanneer mechanisch snijden zinvol is
Niet elke snijopdracht vereist high-tech-oplossingen. CNC-metaalsnijbedrijven maken vaak gebruik van mechanische methoden zoals frezen, zagen, scheren en ponsen voor specifieke toepassingen.
CNC-frezen maakt gebruik van roterende snijgereedschappen om materiaal te verwijderen, vergelijkbaar met freesbewerkingen. Deze methode werkt goed voor zachtere metalen en toepassingen waarbij specifieke randprofielen of complexe 3D-contouren vereist zijn. Bedrijven die lasersnijmachines voor metaal leveren, breiden hun lasersnijcapaciteiten soms aan met frezen voor toepassingen waarbij lasers minder geschikt zijn.
Mechanisch afscharen en ponsen blijven kosteneffectief voor productie in grote aantallen van eenvoudige vormen. Deze processen zijn snel, vereisen minimale instelling en leveren consistente resultaten bij dun plaatmetaal. Torenpersmachines kunnen tientallen gaten per minuut produceren — snelheden die zelfs lasers bij bepaalde bewerkingen moeilijk kunnen evenaren.
Draad-EDM (Electrical Discharge Machining) vervult een unieke niche. Dit proces gebruikt elektrische ontladingen van een dunne draad om materiaal met extreme precisie te eroderen. Zintilon legt uit dat draad-EDM uitstekend geschikt is voor harde metalen en complexe geometrieën die nauwe toleranties vereisen, waardoor het onmisbaar is voor gereedschap- en matrijswerk, lucht- en ruimtevaartcomponenten en ingewikkelde mechanische onderdelen.
| TECHNOLOGIE | Beste Materialen | Diktebereik | Nauwkeurigheidsniveau | Snelheidskenmerken |
|---|---|---|---|---|
| Fiber Laser | Staal, roestvast staal, aluminium, messing, koper, titanium | Tot 1 inch (varieert per vermogen) | ±0,005" typisch | Zeer snel bij dunne materialen; vertraagt bij dikkere materialen |
| Co2 laser | Metalen, acryl, kunststoffen, hout | Tot 1 inch bij metalen | ±0,005" typisch | Snel; iets langzamer dan vezellaser bij metalen |
| Waterstraal | Elk materiaal (metalen, steen, glas, composieten) | Tot 12 inch en meer, afhankelijk van het materiaal | ±0,003" tot ±0,010" | Langzamer dan plasma/laser; geen beperkingen door warmte |
| Plasma | Alleen geleidende metalen (staal, aluminium, koper) | van 26 gauge tot 6 inch en dikker | ±0,020" typisch | Snelst op dikke geleidende metalen |
| Cnc routen | Zachtere metalen, kunststoffen, composieten | Varieert per materiaal | ±0,005" tot ±0,010" | Matig; geschikt voor 3D-contouren |
| Draadvonken | Alle geleidende metalen, met name geharde stalen | Tot 16" typisch | ±0,0001" haalbaar | Traag; geeft precisie de voorrang boven snelheid |
Inzicht in deze technologieën helpt u effectief te communiceren met fabricagepartners en de juiste snijmethode te kiezen voor uw specifieke eisen. Maar technologie is slechts een deel van de vergelijking — de materialen die u bewerkt spelen een even belangrijke rol bij het bepalen van de optimale aanpak.
Materiaaleigenschappen en diktecapaciteiten per snijmethode
Nu u begrijpt hoe elke snijtechnologie werkt , is hier de cruciale vraag: welke methode werkt het beste voor het specifieke metaal dat u moet snijden? Het antwoord is niet altijd eenvoudig, omdat materiaaleigenschappen de snijprestaties sterk beïnvloeden. Reflectie, thermische geleidbaarheid, hardheid en dikte spelen allemaal een doorslaggevende rol bij het bepalen van de optimale aanpak.
Bedrijven die plaatstaal snijden, komen dagelijks tientallen verschillende legeringen tegen. Inzicht in hoe deze materialen interacteren met diverse snijtechnologieën helpt u om het juiste proces te specificeren — en kostbare fouten te voorkomen die leiden tot vertragingen in projecten.
Gids voor materiaal-naar-methode koppeling
Elk metaal brengt unieke kenmerken mee aan de snijtafel. Laten we de meest voorkomende materialen bekijken en hun ideale snijaanpakken.
Roestvrij staal
De combinatie van corrosiebestendigheid en sterkte van roestvrij staal maakt het een favoriet in talloze industrieën. Bedrijven die plaatmetaal met behulp van lasers snijden, raden doorgaans vezellaserbewerking aan voor roestvrij staal tot 1 inch dikte, vanwege de uitstekende randkwaliteit en snelheid. Voor dikker materiaal biedt plasmasnijden een kosteneffectieve bewerkingsmethode, terwijl watersnijden de materiaaleigenschappen behoudt wanneer warmtegevoeligheid een probleem is.
- Optimale methoden: vezellaser (dunne tot middeldikke platen), plasmasnijden (dikke secties), watersnijden (toepassingen waarbij warmtegevoeligheid een rol speelt)
- Belangrijke overweging: Een hoger chroomgehalte kan de lasersnijdsnelheid beïnvloeden
Aluminium
De hoge reflectiviteit van aluminium maakte het ooit lastig om met lasers te snijden, maar moderne vezellasers verwerken het probleemloos. Volgens StarLab CNC vermogen vezellasers uitstekend bij aluminiumplaten, terwijl plasmasnijden goed werkt bij dikkere aluminiumplaten. Watersnijden blijft de premiumkeuze wanneer u géén warmte-gevoede zone wenst — met name belangrijk voor lucht- en ruimtevaarttoepassingen, waar materiaalintegriteit onbespreekbaar is.
- Optimale methoden: Vezellaser (plaatdikte tot 0,5"), waterstraal (warmtegevoelig), plasma (dikkere platen)
- Belangrijk aspect: Thermische geleidbaarheid vereist hogere vermogensinstellingen voor lasersnijden
Koolstofstaal en zacht staal
Koolstofstaal is het standaardmateriaal voor bedrijven die metaal snijden en bewerken. Het laat zich goed snijden met vrijwel elke technologie, waardoor de keuze van methode vooral afhangt van dikte en vereiste precisie. Dunne platen reageren uitstekend op lasersnijden, terwijl zware platen (meer dan 1") perfect geschikt zijn voor plasmasnijden.
- Optimale methoden: Laser (tot 1"), plasma (0,5" tot 6"+), waterstraal (elke dikte)
- Belangrijk aspect: Plasmasnijden biedt de beste verhouding tussen snelheid en kosten bij dik koolstofstaal
Van koper en koper
Deze sterk reflecterende metalen waren traditioneel moeilijk te bewerken met lasersystemen. De moderne vezellasers met hoog vermogen hebben deze uitdaging grotendeels opgelost, hoewel bedrijven die machines voor het snijden van metalen platen leveren nog steeds voorzichtig omgaan met dun koper om terugreflecties te voorkomen die de apparatuur kunnen beschadigen. Watersnijden blijft een betrouwbare alternatiefmethode die reflectiviteitsproblemen volledig omzeilt.
- Optimale methoden: Vezellaser (met passend vermogen), watersnijden (veilig voor alle diktes), plasma (beperkte toepassingen)
- Belangrijke overweging: De thermische geleidbaarheid van koper verspreidt warmte snel, wat aangepaste instellingen vereist
Speciale legeringen (titanium, Inconel, gereedschapsstaal)
Wanneer u werkt met exotische legeringen, stijgen de risico's en kosten snel. Bedrijven die lasersnijden van plaatmateriaal aanbieden, raden vaak waterstraalsnijden aan voor titanium en nikkelgebaseerde superlegeringen, omdat het koudsnijproces de metallurgische eigenschappen behoudt.
- Optimale methoden: waterstraalsnijden (behoudt eigenschappen), draad-EDM (gehard materiaal), vezellaser (met expertise)
- Belangrijke overweging: Veel speciale legeringen vereisen na het snijden tests om de materiaalintegriteit te verifiëren
Diktecapaciteit per metaalsoort
De dikte is vaak de doorslaggevende factor bij het kiezen van een snijmethode. Hieronder vindt u wat u kunt verwachten van de mogelijkheden van bedrijven die plaatmateriaal snijden:
Dunne materialen (onder 0,125 inch)
Laserbewerking domineert dit bereik. De geconcentreerde straal levert een minimale snijbreedte, nauwe toleranties en een uitstekende randkwaliteit. De snelheidsvoordelen zijn indrukwekkend: een vezellaser kan bijvoorbeeld staal van 20 gauge met meer dan 800 inch per minuut snijden. Waterstraal- en plasma-bewerking kunnen dunne materialen verwerken, maar zijn zelden economisch verantwoord, tenzij het vermijden van warmte essentieel is.
Middelmatige dikte (0,125" tot 0,75")
Dit is de concurrentiezone waarbij de keuze van bewerkingsmethode afhangt van de prioriteiten. Hebt u precisie en schone snijranden nodig? Dan is lasersnijden de oplossing. Geeft u de voorkeur aan snelheid en kostenbesparing bij geleidende metalen? Dan blinkt plasmasnijden. Vereist u volledig geen warmtevervorming? Dan is waterstraalbewerking uw antwoord. Volgens Gauer Metal Products hangt de juiste aanpak af van factoren zoals het soort metaal, de dikte en de precisie die uw project vereist.
Dik plaatmateriaal (0,75" en hoger)
Naarmate de materiaaldikte toeneemt, spelen plasma- en waterstraalsnijden een centrale rol. Plasmasnijden verwerkt 1" staal met meer dan 100 inch per minuut — ongeveer 3 tot 4 keer sneller dan waterstraalsnijden — waardoor het de productiewerkpaard is voor structurele constructies, zware machines en scheepsbouw. Waterstraalsnijden kan omgaan met nog grotere diktes (tot 12" en meer op sommige systemen) en blijft essentieel wanneer warmtebeïnvloede zones onaanvaardbaar zijn.
Materiaaleigenschappen bepalen de keuze van methode net zozeer als dikte. Een plaat aluminium van 0,5" kan prachtig gesneden worden met een vezellaser, terwijl dezelfde dikte in koper beter presteert op een waterstraal om problemen met reflectiviteit te voorkomen.
Het begrijpen van deze relatie tussen materiaal en bewerkingsmethode plaatst u in een sterker positie bij het bespreken van uw project met fabricagepartners. U weet welke vragen u moet stellen en kunt beoordelen of de aanbevelingen van een werkplaats in lijn zijn met de beste praktijken in de branche. Vervolgens behandelen we de volledige fabricageworkflow—van uw eerste offerteaanvraag tot het moment dat de afgewerkte onderdelen op uw dok arriveren.
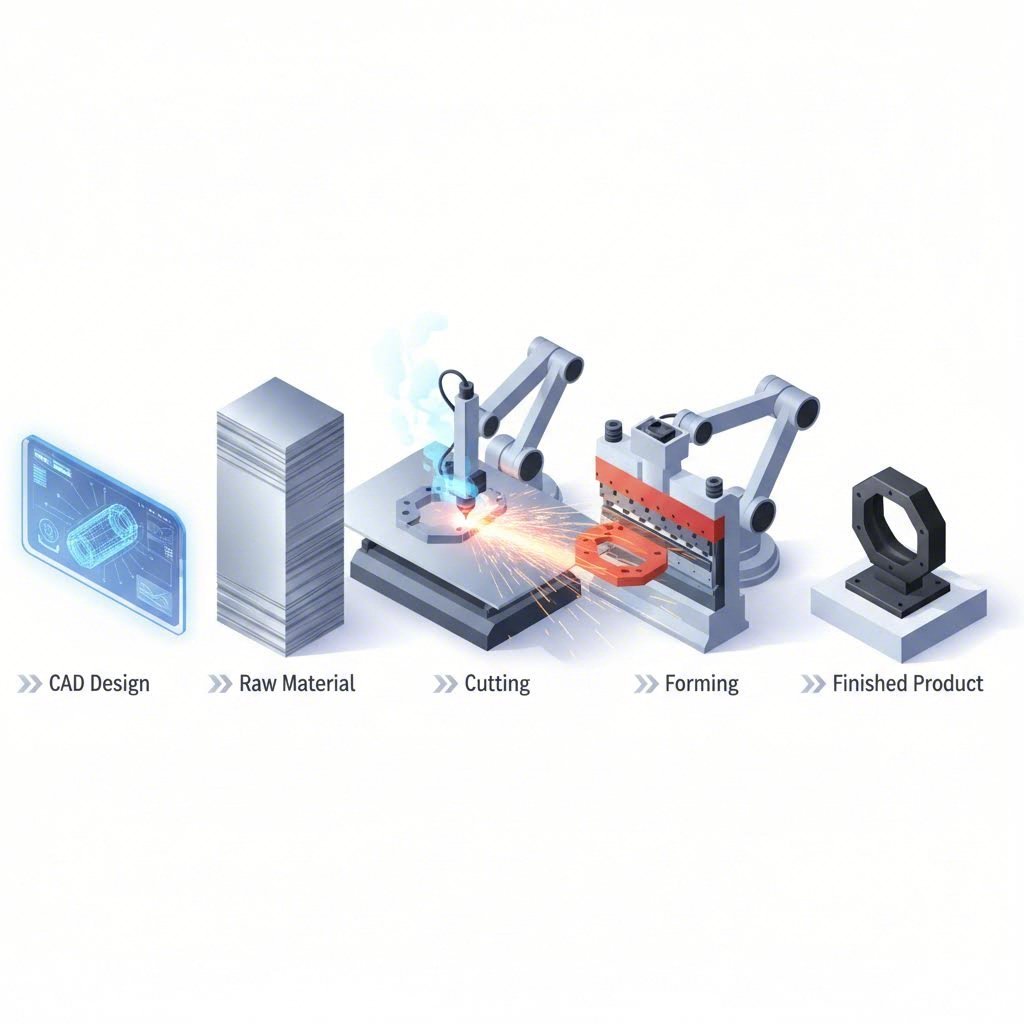
Het complete proces voor metaalbewerking: van begin tot eind
U hebt uw snijtechnologie gekozen en het juiste materiaal geïdentificeerd—maar wat gebeurt er nu eigenlijk wanneer u een bedrijf voor metaalbewerking inschakelt? Het begrijpen van de volledige fabricageworkflow elimineert onzekerheid en helpt u projecten voor te bereiden die soepel verlopen van concept tot oplevering.
Of u nu voor de eerste keer samenwerkt met bedrijven die op maat metaal snijden of op zoek bent naar een efficiëntere aanpak voor een bestaande relatie: als u elk stadium van het proces kent, hebt u de volledige controle. Laten we samen de reis van uw onderdelen doorlopen, van het eerste contact tot de definitieve levering.
Van offerteaanvraag tot afgewerkte onderdelen
Het fabricageproces volgt een logische opeenvolging, hoewel de tijdsduur varieert afhankelijk van de complexiteit, de hoeveelheid en uw specifieke eisen. Volgens H&S Manufacturing , omvat op maat gemaakte plaatmetaalfabricage verschillende afzonderlijke productiestadia. Dit kunt u verwachten:
-
Bestandindienst en eerste contact
Uw project begint wanneer u ontwerpbestanden indient bij uw gekozen fabricant. De meeste bedrijven die snijdiensten voor plaatstaal aanbieden, accepteren standaard CAD-formaten, waaronder DXF-, STEP- en IGES-bestanden. Sommige snelle fabricagediensten — zoals aangeboden door Approved Sheet Metal — bieden interactieve offertesystemen waarbij u bestanden uploadt en binnen uren een prijsopgave ontvangt. Neem op dit moment eventuele speciale opmerkingen mee over toleranties, hoeveelheden of afwerkeisen. -
Ontwerpbeoordeling en engineering
Tijdens deze fase analyseren fabrikanten uw ontwerp op fabricagebaarheid. H&S Manufacturing merkt op dat dit het maken van prototypen en het uitvoeren van haalbaarheidsstudies kan omvatten om de juiste materialen en processen te bepalen. Ervaren teams van op maat werkende metaalsnijdbedrijven wijzen op mogelijke problemen — onderdelen die mogelijk niet schoon kunnen worden gesneden, buigradii die barsten kunnen veroorzaken, of toleranties die alternatieve aanpakken vereisen. Deze samenwerkende beoordeling bespaart later tijd en geld. -
Offerteaanvraag en goedkeuring
U ontvangt een gedetailleerde offerte die de materiaalkosten, snijbewerkingen, secundaire processen en levering omvat. Sommige bedrijven die plaatstaal bewerken met behulp van lasersnijden en stansen bieden dezelfde-dagoffertes aan voor eenvoudige projecten, terwijl complexe assemblages meerdere dagen technisch onderzoek kunnen vereisen. Zodra u de offerte goedkeurt en de aantallen bevestigt, wordt uw bestelling in de productieaanvraaglijst geplaatst. -
Inkoop en voorbereiding van materialen
Uw fabricagebedrijf haalt het gespecificeerde materiaal in — of neemt het uit de bestaande voorraad. Volgens H&S Manufacturing inspecteren kwalitatief hoogwaardige fabricagebedrijven grondstoffen op gebreken voordat deze worden verwerkt. Plaatstaal wordt eerst met scharen of lasersnijmachines tot de juiste afmetingen gesneden, voordat de primaire snijbewerking begint. -
Primaire snijbewerking
Dit is waar uw onderdelen vorm krijgen. CAD-bestanden worden omgezet in machine-instructies die lasers, waterstraal- of plasmafakkels langs precieze snijpaden sturen. Moderne apparatuur werkt met minimale menselijke tussenkomst, hoewel ervaren operators de kwaliteit gedurende het hele proces bewaken. Afhankelijk van de capaciteit van uw bedrijf voor plaatstaalsnijden en de prioriteit van uw bestelling kan deze fase uren duren voor eenvoudige klussen of dagen voor complexe productieruns. -
Secundaire bewerkingen
Snijden is vaak slechts het begin. Veel onderdelen vereisen aanvullende bewerking voordat ze voltooid zijn — buigen, lassen, inbouwen van bevestigingsmaterialen of assemblage. We bespreken deze cruciale stappen hieronder uitgebreid. -
Afwerking en oppervlaktebehandeling
Oppervlaktebehandelingen verbeteren zowel het uiterlijk als de prestaties. De mogelijkheden variëren van eenvoudig ontbramen tot poedercoating, galvaniseren of anodiseren. Uw constructeur brengt de opgegeven afwerkingen aan conform uw eisen. -
Kwaliteitsinspectie
Vóór verzending ondergaan onderdelen dimensionele verificatie en visuele inspectie. Fabrikanten met ISO 9001- of vergelijkbare certificeringen volgen gedocumenteerde inspectieprotocollen met behulp van precisie-meetapparatuur. -
Verpakking en verzending
Onderdelen worden verpakt om beschadiging tijdens het transport te voorkomen. Snelle diensten van bedrijven zoals Approved Sheet Metal kunnen vlakke, lasergezaagde onderdelen binnen één werkdag leveren — plaats uw bestelling vóór 10:00 uur en ontvang de onderdelen de volgende dag om 10:00 uur.
Wat gebeurt er na het snijden?
De snijoperatie levert vlakke profielen op, maar de meeste functionele onderdelen vereisen aanvullende bewerking. Een goed begrip van deze secundaire bewerkingsmogelijkheden helpt u beoordelen of een fabricant werkelijk afgewerkte onderdelen kan leveren — of slechts onderdelen die elders verder moeten worden bewerkt.
CNC Buigen en Vormen
Platte gesneden onderdelen hebben vaak een driedimensionale vorm nodig. CNC-persbreuken gebruiken precisiegereedschap om nauwkeurige bochten te maken onder bepaalde hoeken en op specifieke locaties. Volgens H&S Manufacturing maakt het vormgevingsproces gebruik van hydraulische persen en CNC-persbreuken om precieze resultaten te bereiken. Veelvoorkomende bewerkingen zijn V-bochten, U-vormige kanalen, doosvormen en complexe meervoudige bochtgeometrieën. Toleranties van ±0,005 inch zijn haalbaar bij goed ontworpen onderdelen.
Aanfrijzen en randbehandeling
Snijbewerkingen zorgen voor verschillende mate van ruwheid aan de randen, afhankelijk van de gebruikte methode. Lasersnijden levert doorgaans relatief schone randen op, terwijl plasmasnijden en mechanisch snijden grotere burrs kunnen achterlaten. Aanfrijzen verwijdert scherpe randen die letsel bij het hanteren of problemen bij montage kunnen veroorzaken. Methoden variëren van handmatig slijpen tot geautomatiseerd rollen en trillafslijpen.
Lassen en samenvoegen
Wanneer uw ontwerp meerdere onderdelen vereist die met elkaar moeten worden verbonden, zorgt lassen voor permanente verbindingen. H&S Manufacturing beschrijft hoe lassers onderdelen met elkaar verbinden door warmte en druk toe te passen, waardoor de verwarmde metalen oppervlakken aan elkaar binden en afkoelen om sterke verbindingen te vormen. MIG-, TIG- en puntlassen zijn elk geschikt voor verschillende toepassingen en materiaalcombinaties. Klinknieten biedt een alternatieve mechanische bevestigingsmethode voor bepaalde assemblages.
Mogelijkheden voor oppervlakteafwerking
Afwerkbehandelingen beschermen onderdelen en verbeteren het uiterlijk. Veelgebruikte opties zijn:
- Poedercoating: Een droog elektrostatisch aanbrengproces dat duurzame, aantrekkelijke afwerkingen oplevert in vrijwel elke kleur
- Verf: Water- of oplosmiddelgebaseerde coatings die in één of meer lagen worden gespoten voor corrosiebescherming en esthetiek
- Verpakking: Galvanische of electroless-processen waarmee dunne metaallaagjes worden aangebracht om de hardheid, corrosieweerstand of geleidbaarheid te verbeteren
- Anodiseren: Een electrochemisch proces dat beschermende oxide-lagen op aluminiumonderdelen vormt
Montage van hardware en assemblage
Veel fabricagebedrijven bieden 'turnkey'-diensten aan, waaronder het inbrengen van PEM-bevestigingsmiddelen, draadinserts en componentassemblage. Hierdoor wordt uw leveringsketen geconsolideerd: in plaats van afzonderlijke leveranciers voor snijden, afwerken en assemblage te beheren, verzorgt één gespecialiseerd metaalsnijbedrijf het volledige pakket.
Samenwerken met een fabricagebedrijf dat uitgebreide secundaire diensten aanbiedt, vereenvoudigt uw leveringsketen en vermindert de coördinatielast voor uw team.
Begrip van deze volledige werkwijze helpt u realistische verwachtingen te stellen ten aanzien van de doorlooptijd en projecten voor te bereiden die efficiënt door de productie lopen. Voordat u echter uw eerste offerteaanvraag indient, dient u ervoor te zorgen dat uw ontwerpbestanden en specificaties correct zijn voorbereid—waarmee we bij de beste praktijken voor projectvoorbereiding aankomen.
Uw project voorbereiden op metaalsnijddiensten
U hebt de juiste snijtechnologie gevonden, uw materiaal geïdentificeerd en begrijpt de fabricageprocesstroom. Maar hier stagneren veel projecten: onvolledige of verkeerd opgemaakte ontwerpbestanden. Bedrijven die op maat gesneden plaatmetaal leveren, ontvangen honderden offerteaanvragen — en de aanvragen met volledige, nauwkeurige documentatie gaan voorop in de wachtrij, terwijl andere worden teruggezonden voor verduidelijking.
Tijd nemen om uw project goed voor te bereiden bespaart dagen (soms weken) aan heen-en-weercommunicatie. Of u nu samenwerkt met een bedrijf dat op maat CNC-bewerkte metalen onderdelen levert voor precisiecomponenten of met een fabrikant voor grote series, deze voorbereidingsstappen zijn universeel van toepassing.
Uw ontwerpbestanden voorbereiden
Uw CAD-bestanden zijn het blauwdrukdocument dat het gehele productieproces stuurt. Volgens RapidDirect bevatten CAD-bestanden de noodzakelijke details over de kenmerken, afmetingen en geometrie van een onderdeel — zij vormen het structurele kader voor het CNC-bewerkingsproces.
De meeste bedrijven die op maat gesneden plaatwerk leveren, accepteren verschillende standaardbestandsformaten, hoewel de voorkeuren variëren. Hier zijn de formaten die u klaar moet hebben:
- STEP (.STP): De gouden standaard voor 3D-modellen. STEP-bestanden bieden uitstekende geometriebewaring en werken in vrijwel alle CAD- en CAM-systemen. Als u één formaat indient, moet dit deze zijn.
- DXF (.dxf): Ideaal voor 2D-snijbewerkingen. DXF-bestanden geven vlakke patronen duidelijk weer en worden universeel geaccepteerd voor lasersnijden, waterstraalsnijden en plasmasnijden.
- IGES (.igs): Een oudere maar nog steeds veelgebruikte indeling, met name voor oppervlakmodellen en verouderde systemen. IGES verwerkt wireframes en 2D-tekeningen goed.
- Native CAD-formaten (.SLDPRT, .PRT, X_T): SolidWorks-, Siemens NX- en Parasolid-bestanden behouden de volledige ontwerpgeschiedenis en parametrische gegevens — handig wanneer uw bedrijf voor op maat gesneden plaatwerk een compatibele software gebruikt.
RapidDirect merkt op dat STP- en X_T-bestanden bekendstaan om hun nauwkeurige solidemodelleercapaciteiten, wat essentieel is voor het behouden van dimensionele nauwkeurigheid tijdens het genereren van bewerkingspaden. Als u twijfelt, exporteert u uw ontwerp als een STEP-bestand naast uw native formaat om compatibiliteit te garanderen.
Checklist bestandsvoorbereiding
Controleer deze kritieke gegevens voordat u het offerteverzoek verzendt:
- Bevestig de eenheden: Verschillende eenheden (inch versus millimeter) leiden tot onderdelen die in de verkeerde schaal worden geleverd. Controleer uw exportinstellingen tweemaal.
- Voeg vlakke patronen toe: Voor gebogen onderdelen dient u naast het 3D-model ook de lay-out van het vlakke patroon te verstrekken.
- Scheid onderdelen in afzonderlijke bestanden: Meerdere onderdelen vormende assemblages moeten worden opgesplitst in aparte componentbestanden voor een duidelijke prijsopgave.
- Verwijder dubbele geometrie: Overlappende lijnen leiden tot verwarring bij snijmachines en kunnen dubbel-snijden veroorzaken.
- Sluit alle contouren: Open paden of openingen in uw geometrie verhinderen een juiste snijbewerking—zorg ervoor dat alle vormen volledig gesloten zijn.
Specificatiegegevens die van belang zijn
Bestanden alleen vertellen niet het volledige verhaal. Volgens LTJ Industrial is duidelijke documentatie essentieel voor een nauwkeurige fabricageofferte—gedetailleerde tekeningen, precieze specificaties en complete CAD-bestanden minimaliseren misverstanden en onverwachte kosten.
Geef bij het contact opnemen met bedrijven die op maat gemaakte CNC-metaalsnijbewerkingen uitvoeren, deze specificaties van tevoren op:
- Materiaalsoort en -kwaliteit: Geef exact aan—bijvoorbeeld "roestvast staal 304" in plaats van slechts "roestvast staal". Neem legeringsaanduidingen, tempercondities en eventuele vereiste certificaten op.
- Materiaaldikte: Vermeld de exacte dikte in gauge of decimale waarde (bijv. "3,175 mm" of "11 gauge").
- Benodigde hoeveelheid: Vermeld eventuele prototype-aantallen, eerste productieruns en geschatte jaarlijkse volumes.
- Tolerantie-eisen: Volgens SendCutSend bij snijbewerkingen zijn toleranties doorgaans ±0,127 mm voor de meeste materialen—indien u strengere toleranties nodig hebt, dient u deze expliciet aan te geven.
- Eisen aan oppervlakteafwerking: Geef aan of u poedercoating, anodiseren, galvaniseren of specifieke oppervlakteruwheidswaarden nodig heeft.
- Secundaire bewerkingen: Vermeld buig-, tap-, verzonken boor- of montagevereisten.
- Levertijd: Spoedbestellingen vereisen voorafgaande melding — geef uw gewenste leverdatum op.
Veelgemaakte fouten die projecten vertragen
Zelfs ervaren ingenieurs maken deze fouten. Vermijd ze en uw project verloopt sneller:
- Ontbrekende gat specificaties: Als gaten moeten worden getapt of verzonken geboord, vermeld dan de maat en het type. SendCutSend raadt aan om taptabellen te gebruiken om tijdens het ontwerpproces gaten van de juiste grootte te tekenen.
- Kenmerken die te dicht bij de randen zitten: SendCutSend raadt aan om gaten minstens 1x hun diameter van een rand te houden en sleuven minstens 1,5x hun breedte van randen of andere snijelementen. Het negeren van deze richtlijnen verzwakt onderdelen en kan ze onmogelijk te snijden maken.
- Te kleine tussenruimtes: De afstand tussen snijelementen mag niet minder zijn dan 50% van de materiaaldikte — bij voorkeur 1x tot 1,5x de dikte voor sterkte.
- Buiten beschouwing laten van buiginformatie: Voor gevormde onderdelen, geef de buigrichting, buigradius en buigvolgorde op als dit kritiek is.
- Hoeveelheidstrappen vergeten: Als u later grotere hoeveelheden zou kunnen bestellen, vraag nu al om gelaagde prijzen. Voorbereidingskosten die worden verdeeld over meer eenheden verlagen de prijs per onderdeel aanzienlijk.
Vooruit plannen en kennis hebben van de snijtoleranties voor uw gekozen materiaal versnelt het ontwerpproces en zorgt ervoor dat uw onderdelen direct inzetbaar zijn zodra ze uit de verpakking komen.
Dertig minuten investeren in goede projectvoorbereiding kan dagen aan vertraging besparen. Met complete bestanden en duidelijke specificaties bij de hand, bent u klaar om potentiële fabricagepartners te beoordelen—wat inhoudt dat u begrijpt wat uitzonderlijke bedrijven voor op maat gesneden plaatstaal onderscheidt van matige.

Hoe u het juiste metaalsnijbedrijf kiest
Uw ontwerpbestanden zijn klaar, de specificaties zijn gedocumenteerd en u begrijpt de fabricagewerkstroom. Nu komt een beslissing die invloed heeft op alles, van onderdeelkwaliteit tot leverbetrouwbaarheid: aan welke fabricagesamenwerker verdient u uw vertrouwen? Met duizenden zoekopdrachten per dag naar 'metaalbewerkingsbedrijven in mijn buurt' kan het aanbod overweldigend aanvoelen.
Een verkeerde keuze leidt tot gemiste deadlines, afgekeurde onderdelen en problemen in de supply chain. De juiste partner kiezen? Dan krijgt u een productiepartner die problemen voorziet, verbeteringen suggereert en consequent levert. Laten we de criteria analyseren die uitmuntende fabrikanten van de rest onderscheiden.
Bedrijfsmogelijkheden afstemmen op uw behoeften
Niet elke fabrikant past bij elk project. Volgens MarcTech Industries is het voordat u een metaalfabagebedrijf selecteert, van cruciaal belang om uw specifieke behoeften duidelijk te begrijpen — inclusief producttype, hoeveelheid, aanpassingsvereisten, tijdschema en budgetbeperkingen.
Begin uw evaluatie met deze fundamentele vragen:
- Voldoet hun apparatuur aan uw eisen? Een zoekopdracht naar 'bedrijven voor metaal-lasersnijden in mijn buurt' kan tientallen resultaten opleveren, maar niet alle lasers zijn gelijk. Controleer of ze over de juiste vermogensniveaus beschikken voor de dikte van uw materiaal en de specifieke snijtechnologie die uw project vereist.
- Kunnen ze uw productievolume aan? Sommige werkplaatsen zijn gespecialiseerd in prototypes en korte series, terwijl andere zijn geoptimaliseerd voor productieomvang. Een mismatch tussen volumeverwachtingen leidt tot wrijving aan beide zijden.
- Bieden ze de benodigde secundaire diensten aan? Als uw onderdelen buigen, lassen, afwerken of assemblage vereisen, dan vereenvoudigt het samenwerken met een éénpuntdienstverlener uw toeleveringsketen en vermindert het de coördinatie-inspanning.
- Wat is hun ervaring binnen de branche? MarcTech benadrukt het belang van het zoeken naar leveranciers met aanzienlijke ervaring in uw specifieke sector of toepassing. Een bewerker met ervaring in lucht- en ruimtevaartcomponenten kent andere eisen dan een bewerker die zich richt op architectonische metaalbewerking.
Bij het zoeken naar een bedrijf voor metaallaserbewerking in mijn buurt of een bedrijf voor plaatmetaalbewerking in mijn buurt, moet u niet alleen de afstand in overweging nemen. Een bewerker op 320 kilometer afstand met perfecte capaciteiten presteert vaak beter dan een lokaal bedrijf dat buiten zijn expertisegebied werkt.
Kwaliteitscertificeringen die ertoe doen
Certificaten vormen objectief bewijs van het feit dat een bewerker systematische kwaliteitscontroles heeft geïmplementeerd. Hoewel niet elk project gecertificeerde leveranciers vereist, helpt het begrijpen van wat deze certificeringen inhouden u bij het adequaat beoordelen van de diensten van toonaangevende metaalbewerkingsbedrijven.
ISO 9001 vertegenwoordigt de basisnorm voor kwaliteitsmanagement. Het bevestigt dat het bedrijf gedocumenteerde processen heeft, interne audits uitvoert en kwaliteitsdocumentatie bijhoudt. De meeste professionele bewerkers bezitten deze certificering.
IATF 16949 bouwt voort op ISO 9001 met automobiel-specifieke eisen. Als u onderdelen voor voertuigen inkoopt, geeft deze certificering aan dat de fabricant bekend is met geavanceerde productkwaliteitsplanning (APQP), productieonderdeelgoedkeuringsprocessen (PPAP) en de strenge documentatie-eisen die automobiel-OEM’s stellen.
AS9100 richt zich op lucht- en ruimtevaart- en defensie-eisen, en voegt controles toe voor traceerbaarheid, configuratiebeheer en leveranciersoverdrachtsvereisten die door primaire lucht- en ruimtevaartbedrijven worden geëist.
ISO 13485 is van toepassing op de productie van medische hulpmiddelen en omvat ontwerpbepalingen, risicobeheer en steriliteitseisen die specifiek zijn voor gezondheidszorgtoepassingen.
Volgens KAL Manufacturing handhaven gerenommeerde contractfabrikanten formele traceerbaarheidssystemen, inspectiedocumentatie en certificaten (zoals ISO-, AS9100- of ITAR-conformiteit) die de kwaliteitsborging bieden die productieomgevingen vereisen.
Jobshops versus contractfabrikanten: het verschil begrijpen
Uw keuze tussen een traditionele werkplaats en een contractfabrikant heeft invloed op de prijsstelling, de reactiesnelheid en het potentieel voor een langdurige samenwerking.
Werkplaatsen richten zich meestal op productie in kleine series of eenmalige orders. Volgens KAL Manufacturing nemen deze werkplaatsen opdrachten aan op basis van individuele offertes en verwerken ze een brede verscheidenheid aan onderdelen, waarbij er weinig continuïteit is tussen de verschillende opdrachten. Ze zijn gebouwd voor flexibiliteit, niet voor herhaling.
Als u een enkel prototype of een klein aantal aangepaste beugels nodig hebt, kan een werkplaats kosteneffectief en snel zijn. Ze zijn echter mogelijk niet ingericht voor geplande leveringen, kwaliteitscontroletracering of voorraadprogramma’s die grotere productieomgevingen vereisen.
Contractfabrikanten zijn ontworpen voor herhaalbare productie en langetermijnrelaties. Ze bieden robuustere systemen voor planning, kwaliteitsborging, materiaalbeheer en documentatie. Volgens KAL Manufacturing is een contractfabrikant niet alleen een leverancier, maar een productiepartner die samen met uw team werkt om te voldoen aan de voorspelde vraag, wijzigingen in onderdelen te beheren en de leveringsplanning af te stemmen op uw bedrijfsprocessen.
Belangrijke kenmerken om te overwegen:
- Jobshops: Snelle offerteaanvragen, flexibele capaciteit voor wisselende werklasten, minimale bestelhoeveelheden, projectgebaseerde relaties
- Contractfabrikanten: Geplande productie, prognose- en voorraadprogramma’s, gedocumenteerde kwaliteitssystemen, integratie in de toeleveringsketen
Vergelijking van selectiefactoren
Gebruik deze vergelijking om potentiële fabricagepartners te beoordelen op basis van uw projectvereisten:
| Selectiefactor | Traditionele jobshop | Online fabricagedienst | Contract Manufacturer |
|---|---|---|---|
| Typische Certificeringen | ISO 9001 gebruikelijk; sector-specifiek varieert | ISO 9001 gebruikelijk; beperkte sector-specifieke | ISO 9001, AS9100, IATF 16949, ITAR indien van toepassing |
| Levertijden | Variabel; afhankelijk van de huidige werklast | Snel (vaak 1-5 dagen voor standaard sneden) | Geplande releases; consistente levertijden |
| Flexibiliteit in bestelgrootte | Uitstekend voor prototypen en kleine series | Beste geschikt voor enkelvoudige onderdelen tot middelgrote batches | Geoptimaliseerd voor herhaalde productievolume |
| Servicebereik | Snijden plus geselecteerde secundaire bewerkingen | Gericht op snijden; beperkte secundaire diensten | Volledige fabricage, afwerking, assemblage en kitting |
| Technische ondersteuning | Informeel; afhankelijk van de relatie | Geautomatiseerde DFM-feedback | Toegewezen technische samenwerking |
| Bestemd Voor | Aangepaste eenmalige producten, dringende prototypes | Standaardsneden, behoefte aan snelle levering | Productieprogramma’s, complexe assemblages |
Geografische en logistieke overwegingen
De locatie is van belang—maar misschien niet op de manier die u zou verwachten. Hoewel het zoeken naar een metaalbewerkingsbedrijf in uw buurt zinvol is voor bepaalde toepassingen, dient de geografische ligging te worden afgewogen tegen de beschikbare capaciteit en de totale kosten.
Wanneer nabijheid het meest van belang is:
- Zware of volumineuze onderdelen waarbij vervoerskosten overheersen
- Snelle prototype-iteraties die dezelfde-dagafhalen vereisen
- Projecten die profiteren van persoonlijke samenwerking en bezoeken aan de fabriek
- Just-in-time-leveringseisen met een minimale marge voor levertijd
Wanneer capaciteit belangrijker is dan locatie:
- Gespecialiseerde processen die uitsluitend beschikbaar zijn bij regionale experts
- Sector-specifieke certificaten die uw lokale opties ontbreken
- Massaproductie waarbij besparingen per onderdeel de vervoerskosten compenseren
- Complexe secundaire bewerkingen die geïntegreerde capaciteiten vereisen
De beste aanpak omvat vaak het opbouwen van relaties met zowel lokale als regionale leveranciers. Lokale metaalbewerkingsbedrijven in mijn buurt verzorgen dringende prototypes en korte oplages, terwijl gespecialiseerde partners zich richten op productieomvang en complexe eisen.
Het verschil tussen een werkplaats en een contractfabrikant komt neer op systemen en schaal. Werkplaatsen voldoen aan een transactionele behoefte. Contractfabrikanten ondersteunen een proces.
De keuze van uw fabricagepartner heeft direct invloed op het succes van het project. Neem de tijd om de capaciteiten te beoordelen, certificaten te verifiëren en te bepalen of het bedrijfsmodel van een potentiële leverancier aansluit bij uw behoeften. Zodra u de juiste partner hebt gevonden, kunt u onderzoeken hoe verschillende sectoren deze diensten inzetten voor gespecialiseerde toepassingen.
Toepassingen in de industrie voor metaalbewerkingsdiensten
Heeft u zich ooit afgevraagd waarom de beugel die de ophanging van uw auto ondersteunt er anders uitziet dan de behuizing die een pacemaker beschermt? Beide beginnen als platte metalen platen die worden bewerkt door specialisten op het gebied van fabricage—maar de weg van grondstof naar eindcomponent verschilt sterk, afhankelijk van de eisen van de betreffende sector. Metaalbewerkingsdiensten voor bouwbedrijven voldoen aan andere regels dan die welke leveranciers aan lucht- en ruimtevaartbedrijven of fabrikanten van medische hulpmiddelen bieden.
Inzicht in de manier waarop verschillende sectoren deze fabricagediensten benutten, helpt u om eisen effectief te communiceren en partners te selecteren met relevante expertise. Laten we de gespecialiseerde toepassingen en unieke eisen in de belangrijkste sectoren verkennen.
Toepassingen in de automobielindustrie
De automobielsector vormt een van de grootste markten voor precisie-metaalbewerking. Van structurele chassisonderdelen tot decoratieve bekledingsdelen: voertuigen bevatten honderden gefabriceerde metalen onderdelen—elk met specifieke prestatie-eisen.
Volgens Pans Technology is precisiebewerking een doorslaggevende factor geworden in de automobielindustrie, waardoor fabrikanten lichtgewicht onderdelen kunnen maken die het brandstofverbruik verbeteren en de emissies verminderen. Met de verschuiving van de industrie naar elektrische voertuigen zijn lichtgewicht componenten nog belangrijker geworden: onderzoek van McKinsey wijst uit dat een gewichtsvermindering van slechts 10% het bereik van een EV met ongeveer 15% kan verhogen.
Typische toepassingen in de automobielsector zijn:
- Chassis en structurele onderdelen: Frame rails, dwarsbalken en versterkingsbeugels die een hoge sterkte-op-gewichtverhouding vereisen
- Ophangingsbeugels en bevestigingspunten: Precisiegesneden onderdelen die herhaalde belastingscycli moeten weerstaan zonder vermoeidheidsbreuk
- Carrosseriepanelen en structurele ondersteuningen: Componenten waarbij dimensionele nauwkeurigheid van invloed is op pasvorm, afwerking en botsprestaties
- Interieurcomponenten: Stoelframes, dashboardondersteuningen en versierstukken die zowel esthetische afwerking als functionele prestaties vereisen
- Transmissie- en aandrijflijncomponenten: Precisiebewerkte componenten die strakke toleranties vereisen voor correcte werking
Automobiele leveranciers vereisen doorgaans IATF 16949-certificering, wat aantoont dat zij voldoen aan kwaliteitsmanagementsystemen die specifiek zijn voor de automobielindustrie. Bedrijven die metaalstansen of lasersnijden uitvoeren en die in deze sector actief zijn, moeten strenge productieonderdelen goedkeuringsprocessen (PPAP) en documentatie voor geavanceerde productkwaliteitsplanning (APQP) aanhouden.
Aerospace en Defensie-eisen
Wanneer levens afhangen van de betrouwbaarheid van componenten op 35.000 voet hoogte, verdwijnt elke tolerantie voor fouten. Lucht- en ruimtevaarttoepassingen vereisen de nauwkeurigste precisie en meest strikte materiaalcertificeringen van alle productiesectoren.
Volgens Pans Technology zal de wereldmarkt voor lichtgewicht materialen in de lucht- en ruimtevaart tegen 2024 naar verwachting ongeveer 20,7 miljard dollar bereiken — een duidelijke indicatie van hoe krachtig deze industrie geavanceerde productietechnieken nastreeft. Precisiebewerking maakt lichtgewicht maar uitzonderlijk sterke structuren mogelijk die voldoen aan strikte veiligheidsnormen zonder prestaties te beïnvloeden.
Toepassingen van metaalsnijden in de lucht- en ruimtevaart omvatten:
- Structurele rompcomponenten: Ribben, spanten en huidpanelen van aluminiumlegeringen en titaan
- Motoronderdelen: Hittebestendige nikkel superlegeringen die gespecialiseerde snijtechnieken vereisen
- Landingsgestelonderdelen: Hoogwaardige staalcomponenten met extreme vermoeiingsweerstandseisen
- Avionica-huisjes: Precisiebehuizingen met elektromagnetische afschermluizing
- Satelliet- en ruimtevaartcomponenten: Exotische materialen met nultolerantie voor verontreiniging
AS9100-certificering is in wezen verplicht voor leveranciers in de lucht- en ruimtevaart. Materiaalspoorbaarheid vanaf certificering van de producent tot het eindproduct is onvermijdelijk—elk onderdeel moet tot zijn oorsprong kunnen worden teruggevoerd voor veiligheidsonderzoeken.
Medische Apparatuur Fabricage
Medische toepassingen combineren precisie-eisen met biocompatibiliteitszorgen en regelgeving die qua complexiteit vergelijkbaar is met de lucht- en ruimtevaart. Bedrijven die metalen die-snijden en precisiefabrikanten die de gezondheidszorg bedienen, moeten zowel de productielandschap als de regelgeving begrijpen.
Veelvoorkomende toepassingen voor medische apparaten zijn:
- Chirurgische instrumenten: Gepreciseerd gesneden roestvrijstalen en titaanhulpmiddelen die gladde randen en sterilisatiecompatibiliteit vereisen
- Implantaatonderdelen: Biocompatibele materialen met eisen voor oppervlakteafwerking gemeten in microinch
- Behuizingen voor diagnostische apparatuur: Behuizingen voor beeldvormingssystemen, patiëntmonitoringapparatuur en laboratoriuminstrumenten
- Prothetische onderdelen: Op maat gemaakte titanium- en speciale legeringsonderdelen die vaak in één exemplaar worden geproduceerd
- Tandheelkundige apparaten: Kleine precisiecomponenten van corrosiebestendige legeringen
ISO 13485-certificering geeft naleving aan van de kwaliteitsmanagementvereisten voor medische hulpmiddelen. Veel toepassingen vereisen productieomgevingen in cleanrooms en gevalideerde reinigingsprocessen voordat onderdelen worden gemonteerd.
Bouw en architectonische fabricage
Metaalsnijdiensten voor bouwbedrijven opereren aan het uiterste tegenovergestelde van het precisiespectrum vergeleken met medische hulpmiddelen — maar dat betekent niet dat kwaliteitsnormen verdwijnen. Structurele componenten moeten voldoen aan bouwvoorschriften, terwijl architectonische elementen esthetiek moeten combineren met duurzaamheid.
Toepassingen in de bouwsector omvatten:
- Constructiestalen componenten: Balken, platen en verbindingshardware voor commerciële en industriële gebouwen
- Architectonische panelen: Decoratieve gevels, zonweringen en elementen van de gebouwomhulling
- HVAC-componenten: Kanaalwerk, beugels en ondersteuningen voor apparatuur
- Leuningen en afschermingen: Veiligheidskritieke componenten die voldoen aan toegankelijkheidseisen en bouwvoorschriften
- Maatwerk metaalbewerking: Belettering, artistieke installaties en branded elements
Bedrijven die laser gesneden metaal kunst maken en bedrijven die ontwerpen met gelaserd metaal leveren vaak aan het architecturale segment, waar zij decoratieve panelen, schermen en sculpturale elementen produceren waarbij visuele impact net zo belangrijk is als constructieve stevigheid.
Consumentenproducten en elektronica
Van smartphonebehuizingen tot keukenapparatuur: consumentenproducten vereisen kosteneffectieve fabricage met een consistente cosmetische kwaliteit. Bedrijven die metaalsnijwerk uitvoeren voor deze sector, balanceren precisie met de vereisten voor productievolume.
Typische toepassingen van consumentenproducten zijn:
- Elektronische behuizingen: EMI-afgeschermde behuizingen voor computers, servers en telecommunicatieapparatuur
- Apparatuuronderdelen: Panelen, beugels en structurele onderdelen voor huishoudelijke producten
- Sportartikelen: Fietsframes, fitnessapparatuur en outdooruitrusting
- Meubelonderdelen: Metalen frames, hardware en decoratieve elementen
- Winkelinstallaties: Displaystandaards, rekensystemen en point-of-sale-apparatuur
Sectorgebonden precisie-eisen
Tolerantie-eisen variëren sterk per sector. Volgens Xometry definiëren toleranties de toegestane grenzen van variatie in een fysieke afmeting, zodat onderdelen binnen aanvaardbare limieten worden geproduceerd voor hun beoogde toepassing.
Standaard ISO 2768-toleranties werken perfect voor veel bouw- en consumententoepassingen. Echter, componenten voor de lucht- en ruimtevaart en medische toepassingen vereisen vaak ISO 286-klasse specificaties — met tolerantiegrenzen gemeten in micrometers in plaats van duizendsten van een inch.
| Bedrijfstak | Typische Tolerantie-eisen | Veelvoorkomende certificeringen | Bijzondere overwegingen |
|---|---|---|---|
| Automotive | ±0,005" tot ±0,010" standaard; nauwer voor kritieke passingen | IATF 16949, ISO 9001 | PPAP-documentatie, materiaaltraceerbaarheid |
| Luchtvaart | ±0,001" tot ±0,005" gebruikelijk; sub-micron voor kritieke componenten | AS9100, Nadcap | Volledige materiaaltraceerbaarheid, speciale procescertificeringen |
| Medische Apparatuur | ±0,0005" tot ±0,005" gebruikelijk | ISO 13485, FDA-registratie | Biocompatibiliteit, cleanroom-eisen, validatie |
| Constructie | ±0,030" tot ±0,125" gebruikelijk | ISO 9001-, AWS-certificeringen | Naleving van normen, verzinken, weerbestendigheid |
| Consumentenelektronica | ±0,005" tot ±0,015" typisch | ISO 9001 | Normen voor oppervlakteafwerking, EMI-afscherming |
De materialenverificatie-eisen verschillen ook per sector. Voor bouwtoepassingen zijn standaard milltestrapporten vaak toegestaan, terwijl lucht- en ruimtevaartcomponenten volledige chemische analyse en verificatie van mechanische eigenschappen vereisen voor elke materiaalpartij. Medische implantaatmaterialen moeten biocompatibiliteitstests ondergaan, wat de kwalificatietijdlijn voor materialen met maanden kan verlengen.
Het begrijpen van deze sector-specifieke eisen helpt u beoordelen of een potentiële fabricagepartner daadwerkelijk relevante ervaring heeft — of juist buiten zijn expertisegebied werkt. Een bedrijf dat uitblinkt in architectonische metaalbewerking kan moeite hebben met de documentatievereisten voor de lucht- en ruimtevaartsector, terwijl een fabrikant van precisie-medische apparatuur mogelijk niet concurrerend is op prijs voor consumentenproducten in grote volumes.
Nu de toepassingen en eisen in de industrie duidelijk zijn, is de volgende cruciale overweging het begrijpen van de precisie- en kwaliteitsnormen die u van professionele fabricagepartners mag verwachten.
Kwaliteitsnormen en precisieverwachtingen
U hebt uw fabricagepartner geselecteerd en uw ontwerpbestanden ingediend — maar hoe weet u zeker dat de afgewerkte onderdelen daadwerkelijk aan uw eisen voldoen? Het begrijpen van nauwkeurigheidstoleranties en kwaliteitsborgingsprocessen maakt het verschil tussen succesvolle projecten en frustrerende herwerkingscycli. Professionele bedrijven voor metaalsnijden met laser baseren hun reputatie op het consistent leveren van onderdelen die exact overeenkomen met de specificaties.
Laten we verduidelijken wat precisie eigenlijk betekent in de metaalbewerking en hoe u uw kwaliteitseisen effectief kunt communiceren.
Inzicht in precisie en toleranties
Tolerantie definieert hoeveel een afmeting mag afwijken van zijn nominale waarde en toch nog acceptabel blijft. Volgens Xometry definiëren toleranties de toelaatbare grenzen van variatie in een fysieke afmeting, om ervoor te zorgen dat onderdelen binnen aanvaardbare grenzen worden vervaardigd voor hun beoogde toepassing.
Verschillende snijtechnologieën leveren verschillende precisieniveaus. Wetenschap wat u realistisch kunt verwachten, voorkomt onrealistische eisen — en helpt u om strengere toleranties alleen op te geven waar ze echt van belang zijn.
Vezellasers bereiken toleranties in het bereik van ±0,001 tot ±0,003 inch, waardoor ze de aangewezen keuze zijn voor veeleisende metalen constructieprojecten waarbij nauwkeurigheid van essentieel belang is.
Dit is wat u realistisch kunt verwachten van elke snijmethode:
- Vezellaser: Volgens A-Laser , vezellasers leveren consistent strakke toleranties in het bereik van ±0,001" tot ±0,003" — de gouden standaard voor precisie bij plaatmetaalbewerking.
- CO2-laser: Bereikt doorgaans toleranties van ±0,002" tot ±0,005", wat voor de meeste toepassingen respectabel is, hoewel iets minder precies dan vezelsystemen.
- UV-laser: Bereikt verbazingwekkend strakke toleranties tot zelfs ±0,0001 inch voor micro-bewerkingsapplicaties die submicronnauwkeurigheid vereisen.
- Waterstraal: Levert over het algemeen toleranties van ±0,003 inch tot ±0,010 inch, afhankelijk van de materiaaldikte en de snijsnelheid.
- Plasma: Veroorzaakt bredere toleranties van ongeveer ±0,020 inch—aanvaardbaar voor structurele toepassingen, maar ongeschikt voor nauwkeurige passingen.
Bij samenwerking met een bedrijf dat op maat gemaakte laserbewerkte metalen levert, dient u te weten dat strengere toleranties de kosten verhogen. Het specificeren van ±0,001 inch terwijl ±0,010 inch volkomen voldoende zou zijn, leidt tot onnodige kosten en kan de levertijd verlengen. Pas nauwkeurigheidseisen strategisch toe op alleen de kritieke onderdelen.
Kwaliteitsborging bij metaalbewerking
Nauwkeurige apparatuur betekent niets zonder systematische kwaliteitscontroles. Volgens Fox Valley Metal-Tech , is een hoger doel dan eenvoudige kwaliteitscontrole het bieden van kwaliteitsborging—een hoger niveau van proactief in plaats van reactief productbeheer dat zich gedurende het gehele productieproces voordoet.
Professionele metaal laser snijden dienstverlenende bedrijfsvoering implementeert meerdere inspectie-aanraakpunten:
Materiaalverificatie
Kwaliteit begint al voordat het snijden begint. Gerespecteerde fabrikanten vergelijken binnenkomende materialen met inkooporders, verifiëren Certificaten van Overeenstemming (CoC) en controleren op schade of verontreiniging. Materialen kunnen worden opgeslagen in quarantainezones totdat de certificeringsdocumenten zijn ontvangen en de specificaties zijn bevestigd.
Kalibratie van apparatuur
Nauwkeurige onderdelen vereisen gekalibreerde apparatuur. Fox Valley Metal-Tech legt uit dat alle meetapparatuur die wordt gebruikt om productafmetingen te verifiëren, gecalibreerd moet zijn volgens vastgestelde frequenties overeenkomstig de ISO 9001:2015-certificering. Dit omvat dagelijkse verificatie van schuifmaten en micrometers tegen vaste referentienormen, wekelijkse kalibratie-inspecties door derden en jaarlijkse uitgebreide kalibratie van CNC-apparatuur.
Inspectie tijdens proces
Dimensionele verificatie vindt plaats gedurende het hele productieproces—niet alleen aan het einde. Veelvoorkomende toleranties voor precisielassen en bewerkte onderdelen liggen tussen .005" en .030", en worden gecontroleerd met schuifmaat, micrometer, hoogtemeter en coördinatenmeetmachines (CMM's).
Niet-destructief testen
Wanneer de specificaties dit vereisen, kan een bedrijf dat laserbewerking op plaatmetaal uitvoert gespecialiseerde tests uitvoeren of laten uitvoeren, zoals visuele lasinspectie, druk- of lektesten, kleurstofdoordringingsinspectie voor oppervlakkige scheuren, magnetisch-deeltjesinspectie voor ferromagnetische materialen en ultrasoononderzoek voor interne gebreken.
Effectief communiceren van uw eisen
Duidelijke communicatie voorkomt kwaliteitsgeschillen. Zo specificeert u uw eisen:
- Verwijs naar erkende normen: Gebruik ISO 2768 voor algemene toleranties of ISO 286 voor kritieke passingen in plaats van eigen, niet-genormaliseerde specificaties te bedenken.
- Geef kritieke afmetingen aan: Markeer kenmerken die strengere dan standaardtoleranties vereisen duidelijk op uw tekeningen.
- Geef inspectie-eisen op: Als u rapporten van eerste artikelinspectie (FAIR), CMM-gegevens of dimensionale rapporten nodig hebt, vermeld dit dan duidelijk van tevoren.
- Definieer oppervlakteafwerking: Geef de aanvaardbare kwaliteit van snijkanten, begrensde burrs en oppervlakteruwheidswaarden op waar uiterlijk belangrijk is.
Het kiezen van de juiste tolerantie is een cruciale beslissing in het ontwerp- en productieproces, omdat dit van invloed is op de functionaliteit, pasvorm, kosten en produceerbaarheid van het onderdeel.
Het begrijpen van deze kwaliteitsnormen stelt u in staat om fabricagepartners effectief te beoordelen en realistische verwachtingen te stellen voor uw projecten. Nu de kwaliteitseisen zijn gedefinieerd, bent u klaar voor de laatste stap: samenwerken met de juiste fabrikant om uw ontwerpen tot leven te brengen.
Samenwerken met bedrijven voor metaalsnijden voor uw volgende project
U hebt een reis gemaakt door snijtechnologieën, materiaaloverwegingen, fabricagewerkstromen en kwaliteitsnormen. Nu is het tijd om alles samen te voegen tot een praktisch kader dat u direct kunt toepassen. Het vinden van het juiste bedrijf dat metaal snijdt, draait niet om geluk—het draait om systematische evaluatie op basis van uw specifieke eisen.
Of u nu een enkel prototype zoekt of een langetermijnproductiepartnerschap opzet, het beslissingskader blijft hetzelfde. Laten we uw leerervaring samenvatten in concrete stappen die uw project vooruit helpen.
Checklist voor uw metaalsnijpartner
Voordat u contact opneemt met een fabrikant, doorloop deze uitgebreide evaluatiechecklist. Volgens TMCO gaat het selecteren van de juiste productiepartner verder dan het vergelijken van offertes—het draait om het vinden van een team waarmee u kunt samenwerken om uw visie nauwkeurig, efficiënt en consequent tot leven te brengen.
Verificatie van technologie en capaciteit
- Bevestig dat zij beschikken over geschikte snijapparatuur (laser, waterstraal, plasma) voor uw materiaal- en dikte-eisen
- Controleer de mogelijkheden voor secundaire bewerkingen—buigen, lassen, afwerking—indien uw onderdelen verwerking vereisen na het snijden
- Beoordeel hun capaciteit om aan uw hoeveelheidseisen te voldoen, van prototypen tot productielopende series
- Beoordeel de beschikbaarheid van engineeringondersteuning voor ontwerpoptimalisatie en DFM-feedback
Kwaliteit en certificatie-eisen
- Controleer of zij gecertificeerd zijn volgens ISO 9001 als basisindicatie van kwaliteit
- Bevestig sectorgebonden certificeringen (IATF 16949 voor automotive, AS9100 voor lucht- en ruimtevaart, ISO 13485 voor medische toepassingen) wanneer van toepassing
- Vraag naar informatie over inspectieapparatuur en mogelijkheden voor kwaliteitsdocumentatie
- Informeer naar systemen voor materiaalspoorbaarheid en certificeringsdocumentatie
Essentiële Voorbereiding van Projecten
- Bereid ontwerpbestanden voor in geaccepteerde formaten (STEP, DXF, IGES) met gesloten contouren en correcte eenheden
- Documenteer materiaalspecificaties, inclusief kwaliteit, dikte en eventuele vereiste certificeringen
- Identificeer kritieke toleranties en geef deze expliciet aan — specificeren niet te veel waar standaardtoleranties voldoende zijn
- Vermeld alle secundaire bewerkingen, eisen voor afwerking en behoeften aan bevestigingsmaterialen
- Stel realistische tijdlijnverwachtingen op basis van complexiteit en volume
Factoren voor partnerschapsevaluatie
- Beoordeel de reactiesnelheid in de communicatie tijdens het offerteproces — dit voorspelt de kwaliteit van de voortdurende relatie
- Beoordeel of ze verduidelijkende vragen stellen over uw toepassing, wat wijst op daadwerkelijke betrokkenheid
- Houd rekening met geografische nabijheid bij verzendgevoelige onderdelen of behoefte aan snelle iteraties
- Bekijk klantreferenties en sectorervaring die relevant zijn voor uw branche
De volgende stap nemen
Nu uw checklist compleet is, kunt u effectief potentiële partners benaderen. Volgens UPTIVE Advanced Manufacturing , het juiste fabricagebedrijf levert nauwkeurige onderdelen, verkort doorlooptijden en biedt op maat gemaakte oplossingen voor elk stadium van de ontwikkeling van uw product.
Dit is uw actieplan om verder te gaan:
Voor prototype- en ontwikkelingsprojecten
Wanneer snelheid en iteratie het belangrijkst zijn, moet u kiezen voor fabrikanten die snelle doorlooptijden en engineering samenwerking aanbieden. Bedrijven die gespecialiseerd zijn in aangepaste metaal laserknipsel met directe offertesystemen kunnen uw ontwikkelcyclus aanzienlijk versnellen. Zoek naar partners die uitgebreide DFM-ondersteuning bieden en mogelijke productieproblemen kunnen identificeren voordat het knipsel begint.
Voor productieprogramma's
Langetermijnproductie vereist andere beoordelingscriteria. OEM-bedrijven voor metaalbewerking en contractfabrikanten die geplande leveringen, voorraadprogramma's en consistente kwaliteitsdocumentatie bieden, worden essentiële partners. Een CNC-metaalbewerkingsbedrijf met robuuste kwaliteitssystemen voorkomt onderbrekingen in de toeleveringsketen die productieschema's verstoren.
Beschouw fabrikanten zoals Shaoyi (Ningbo) Metal Technology , wat het IATF 16949-gecertificeerde kwaliteitsniveau illustreert dat in deze handleiding herhaaldelijk wordt besproken. Hun combinatie van snelle prototyping binnen vijf dagen, uitgebreide DFM-ondersteuning en een offertevoorstel binnen twaalf uur laat zien hoe toonaangevende OEM-CNC-metaalbewerkingsbedrijven de toeleveringsketen voor de automobielindustrie versnellen voor chassis-, ophangings- en constructiecomponenten — van het eerste concept tot aan de geautomatiseerde massaproductie.
Langdurige Relaties Opbouwen
De beste fabricagepartnerschappen gaan verder dan transactionele offertes. TMCO benadrukt dat het kiezen van een partner niet alleen draait om het huidige project, maar om het opbouwen van een langetermijnrelatie gebaseerd op vertrouwen, prestaties en gedeelde doelen. Een betrouwbaar CNC-metaalsnijbedrijf wordt een uitbreiding van uw engineeringteam, waarbij verbeteringen worden voorgesteld en mogelijke uitdagingen worden voorzien voordat ze invloed uitoefenen op uw planning.
Een 'turnkey'-productiepartner beheert uw project van concept tot afronding—waardoor de ondoeltreffendheden van coördinatie tussen meerdere leveranciers worden geëlimineerd, terwijl volledige zichtbaarheid gedurende de hele productie wordt gehandhaafd.
U begrijpt nu hoe verschillende snijtechnologieën werken, welke methoden geschikt zijn voor specifieke materialen en welke kwaliteitsnormen u kunt verwachten van professionele fabricagebedrijven. U weet hoe u uw projecten op succesvolle wijze kunt voorbereiden en potentiële partners systematisch kunt beoordelen. Het traject van offerteaanvraag tot afgewerkte onderdelen is duidelijk — uw volgende project begint met één enkel contact met een gekwalificeerde fabricagepartner die aan uw eisen voldoet.
Veelgestelde vragen over metaalsnijbedrijven
1. Hoeveel kost het zagen van metaal?
De kosten voor metaalsnijden variëren afhankelijk van het materiaaltype, de dikte, de snijmethode en de complexiteit. Lasersnijden kost doorgaans tussen de $0,50 en $2 per lineaire inch voor plaatmetaal. Uurprijzen liggen over het algemeen tussen de $20 en $30. Plasmasnijden biedt lagere kosten per voet voor dikke materialen, terwijl watersnijden een hogere prijs vraagt vanwege de langzamere snelheid. Volume-kortingen verlagen de kosten per onderdeel aanzienlijk bij productielopen, en secundaire bewerkingen zoals buigen en afwerken tellen mee in de totaalprijs.
2. Snijdt een ijzerwarenwinkel metaal voor u?
Bouwmarkten bieden beperkte metaalsnijdiensten aan, meestal beperkt tot het zagen van buizen en eenvoudig knipselwerk op dunne materialen. Voor precisieplaatwerk, op maat gemaakte vormen of dikker materiaal heeft u professionele metaalsnijbedrijven nodig die zijn uitgerust met lasers, waterjets of plasmasystemen. Deze bedrijven verwerken CAD-bestanden, werken met strakke toleranties en bieden secundaire bewerkingen die bouwmarkten niet kunnen leveren.
3. Hoe krijg je een stuk metaal op maat gesneden?
Om metaal professioneel te laten snijden, bereidt u uw ontwerpbestanden voor in DXF- of STEP-formaat, geeft u het materiaalsoort en de dikte op, en neemt u contact op met een metaalsnijbedrijf voor een offerte. De meeste fabrikanten accepteren online indiening van bestanden en verstrekken binnen 12-24 uur een offerte. Vermeld de vereiste toleranties, de benodigde hoeveelheid en eventuele secundaire bewerkingen zoals buigen of afwerking. Voor eenvoudige snedes bieden sommige online fabricagediensten directe prijsopgaven met levering binnen enkele dagen.
4. Wat is het verschil tussen lasersnijden en plasmasnijden?
Laserbewerking maakt gebruik van een gefocusseerde lichtbundel en bereikt toleranties van ±0,005 inch, wat ideaal is voor dunne tot middeldikke materialen waarbij precisie en schone snijkanten vereist zijn. Plasma-bewerking maakt gebruik van superverhit geïoniseerd gas en verwerkt dikke geleidende metalen 3–4 keer sneller dan andere methoden, maar met bredere toleranties van ongeveer ±0,020 inch. Kies voor laserbewerking bij ingewikkelde ontwerpen en nauwkeurige pasvormen; kies voor plasmabewerking bij dikke constructiestalen waarbij snelheid en kosten belangrijker zijn dan de kwaliteit van de snijkant.
5. Welke certificaten moet ik zoeken bij een bedrijf dat metaal bewerkt?
ISO 9001-certificering geeft aan dat er basiskwaliteitsmanagementsystemen zijn. Voor automotive toepassingen toont IATF 16949-certificering naleving aan van sectorspecifieke eisen, inclusief PPAP-documentatie. Leveranciers in de lucht- en ruimtevaart hebben AS9100-certificering nodig, terwijl fabrikanten van medische hulpmiddelen ISO 13485 vereisen. Deze certificeringen verifiëren dat het bedrijf gedocumenteerde processen, geijkte apparatuur en systematische kwaliteitscontroles onderhoudt, die essentieel zijn voor gereguleerde sectoren.