 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Lasergesneden metalen ontwerpen: van eerste schets tot perfecte levering
Inzicht in de basisprincipes van laser gesneden metalen ontwerpen
Hebt u zich ooit afgevraagd hoe ingewikkelde metalen borden, prachtige architectonische gevels , en decoratieve wandpanelen zoveel detail kunnen behouden? Het antwoord ligt in gelaserde metalen ontwerpen — een technologie die heeft veranderd hoe we ideeën vormgeven, creëren en uitdrukken in metaal. Van opvallende bedrijfsborden tot fijne kunstschermen: deze precisieproductiemethode heeft ruwe metalen platen omgezet in functionele kunstwerken.
Of u nu een architect bent die gevelbekleding specificeert, een ondernemer op zoek naar opvallende belettering, of een huiseigenaar die droomt van op maat gemaakte decoratieve stukken: het begrijpen van de basisprincipes van lasersnijden stelt u in staat om weloverwogen keuzes te maken. Laten we de technologie verkennen die microscopische nauwkeurigheid niet alleen mogelijk, maar standaard maakt.
Waarom lasersnijden de norm is voor precisie in metalen ontwerpen
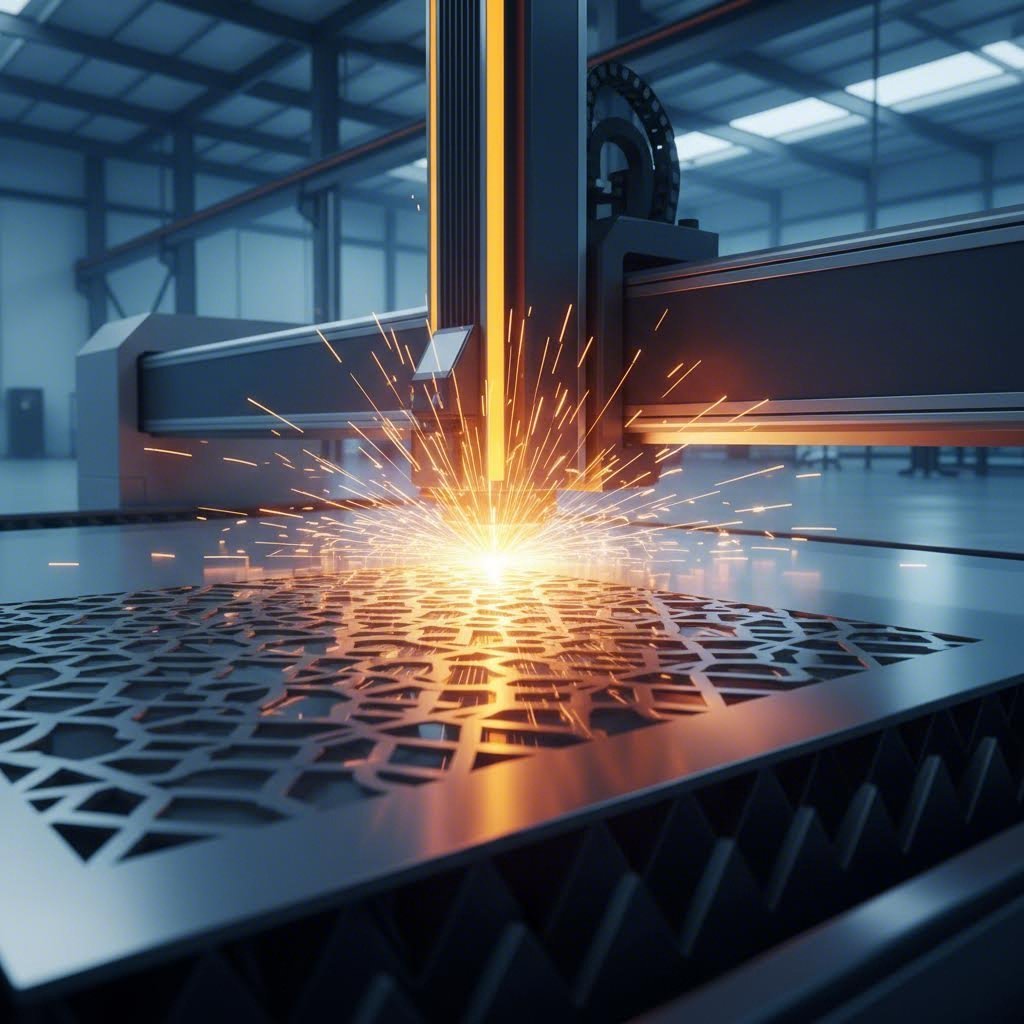
Stel je voor dat je zonlicht focusseert met een vergrootglas om een blad te verbranden—vermenigvuldig nu die intensiteit duizenden keren. Dat is het basisprincipe achter een laser die metaal snijdt. Een metaalsnijlaser wekt een sterk geconcentreerde lichtenergiebundel op, die via gespecialiseerde optiek wordt gefocusseerd op een punt zo klein als 0,001 inch (0,025 mm). Wanneer deze intense bundel metaal raakt, snijdt het niet gewoon—het verdampt het materiaal met chirurgische precisie.
De gefocusseerde bundel verwarmt het metalen oppervlak bijna onmiddellijk tot het ontvlammingspunt. Vervolgens blaast een gas onder hoge druk, meestal zuurstof of stikstof, het gesmolten materiaal weg van het snijpad. Dit proces, bekend als "smelt en blaas"-snijden, maakt kerfsneden mogelijk (de breedte van het verwijderde materiaal) zo smal als 0.004 inches (0.10 mm) —dunner dan een mensenhaar.
Moderne vezellasers realiseren een positioneringsnauwkeurigheid van 10 micrometer en herhaalbaarheid van 5 micrometer, met toleranties tot ±0,001 inch op roestvrij staal — een precisie die traditionele mechanische snijmethoden eenvoudigweg niet kunnen evenaren.
Deze uitzonderlijke nauwkeurigheid betekent dat uw met de laser gesneden metalen ontwerpen van digitale bestanden naar afgewerkte producten worden overgebracht met opmerkelijke getrouwheid. Complexe geometrische patronen, vloeiende organische vormen en fijne tekst komen allemaal exact zo uit als ontworpen.
Van industrieel hulpmiddel naar creatief medium
De ontwikkeling van lasersnijden van industriële noodzaak naar creatief medium is fascinerend. Wanneer u zoekt naar "laser metaalsnijden in mijn buurt", maakt u gebruik van technologie die haar oorsprong vindt in de lucht- en ruimtevaartindustrie begin jaren '70. Toen werden met lasers titaancomponenten voor vliegtuigen gesneden. Vandaag de dag wordt dezelfde precisie ingezet door kunstenaars, ontwerpers en bedrijven die op maat gemaakte metalen producten wensen.
Twee hoofdtypen lasers domineren het metaalbewerkingslandschap, elk geschikt voor verschillende toepassingen:
- CO2-lasers: Met een golflengte van ongeveer 10,6 µm zijn deze veelzijdige systemen uitstekend geschikt voor het snijden van hout, kunststoffen en textiel, maar kunnen ze ook lichtgewicht metalen verwerken. Al tientallen jaren vormen ze de ruggengraat van de industrie en blijven populair voor toepassingen met gemengde materialen.
- Met een vermogen van meer dan 10 W Met een golflengte van ongeveer 1.064 nanometer produceren vezellasers vlekken die tot 100 keer kleiner zijn dan die van CO2-systemen. Dit maakt ze ideaal voor het snijden van reflecterende metalen zoals aluminium, koper, messing en roestvrij staal. Volgens Kern Lasers levert vezeltechnologie hoge vermogens in een compacte behuizing met minimale onderhoudseisen.
Voor de meeste toepassingen van gezaagd metaal met een laser—borden, panelen, decoratieve schermen—zijn vezellasers de voorkeur geworden. Hun efficiëntie bij metalen, gecombineerd met onderhoudsvrije werking en lagere bedrijfskosten, maakt hen bijzonder geschikt voor precisiewerk in metaal. Een kwalitatieve lasersnijder voor metaal kan roestvrij staal, zachtstaal, aluminium, koper en messing verwerken met consistente resultaten over duizenden onderdelen.
Het begrijpen van deze basisprincipes geeft u de juiste terminologie en kennis om uw project met vertrouwen te bespreken met fabrikanten—en om te waarderen hoe uw visie werkelijkheid wordt in perfect gezaagd metaal met een laser.

Gids voor keuze van metaalmateriaal voor lasersnijden
Nu u begrijpt hoe lasersnijtechnologie werkt, is hier de cruciale vraag: welk metaal moet u kiezen voor uw project? Het materiaal dat u selecteert, beïnvloedt alles — van hoe schoon de laser uw ontwerp snijdt tot hoe goed uw eindproduct bestand is tegen weersinvloeden buitenshuis. Toch beperken de meeste gidsen zich ertoe beschikbare metalen op te sommen zonder uit te leggen wAAROM waarom het ene beter bij uw behoeften aansluit dan het andere.
Laten we daar verandering in brengen. Of u nu aluminiumbordjes maakt voor een bedrijf aan de kust, stalen bordjes voor industriële toepassingen, of decoratieve koperen panelen voor interieurontwerp , het afstemmen van metaaleigenschappen op uw specifieke eisen zorgt ervoor dat uw gelaserde metalen ontwerpen jarenlang perfect presteren.
Aluminium versus Staal versus Messing versus Koper: Prestatievergelijking
Ieder metaal heeft specifieke voordelen en beperkingen bij lasersnijden. Door deze verschillen te begrijpen, kunt u met vertrouwen materiaalkeuzes maken in plaats van te gokken of simpelweg te accepteren wat een fabrikant voorstelt.
| Metaalsoort | Compatibiliteit met lasersnijden | Corrosiebestendigheid | Gewicht (relatief) | Prijsbereik | Ideale Toepassingen |
|---|---|---|---|---|---|
| Aluminium | Uitstekend met fiberlasers; zeer reflecterend oppervlak vereist correcte instelling | Uitstekend; vormt van nature een beschermlaag van oxide | Zeer Licht (⅓ gewicht van staal) | Laag tot matig | Buitensignalisatie, architectonische panelen, lichte decoratieve onderdelen |
| Zacht staal | Uitstekend; snijdt schoon met zowel CO2- als fiberlasers | Slecht; vereist een beschermende afwerking voor buitengebruik | Zwaar | Laag | Industriële signalisatie, structurele componenten, stalen metalen borden met poedercoating |
| Roestvrij staal | Uitstekend; levert schone sneden met minimale aanhanging | Uitstekend; chroomgehalte voorkomt roest | Zwaar | Matig tot hoog | Maritieme omgevingen, signaalgeving in horeca, architectonische gevels, medische toepassingen |
| Messing | Goed met fiberlasers; vereist zorgvuldige parameterbeheersing | Goed; ontwikkelt mettertijd een aantrekkelijke patina | Zwaar | Matig tot hoog | Decoratieve plaquettes, binnenseinen, architectonisch houtwerk, artistieke installaties |
| Koper | Uitdagend; hoge reflectiviteit en thermische geleidbaarheid vereisen gespecialiseerde instellingen | Uitstekend; ontwikkelt een kenmerkende groene patina | Zwaar | Hoge | Dakversieringen, decoratieve kunst, elektrische toepassingen, hoogwaardige architecturale details |
Klinkt complex? Hier is de praktische conclusie: gelaserd aluminium biedt de beste combinatie van betaalbaarheid, corrosieweerstand en gewichtsbesparing voor de meeste buitentoepassingen. Roestvrijstalen borden leveren ongeëvenaarde duurzaamheid in extreme omgevingen, maar tegen hogere kosten en meer gewicht. Messing en koper presteren het best wanneer esthetiek belangrijker is dan budget — hun warme tinten en natuurlijke patina creëren een onderscheidend karakter dat met geen ander materiaal te evenaren is.
Materiaaleigenschappen afstemmen op projectvereisten
Naast de vergelijkingstabel helpt het begrijpen van het verschil tussen het lasersnijden van aluminium en staal om te begrijpen waarom fabrikanten bepaalde materialen voor uw project kunnen aanbevelen.
Bij het werken met gelaserde metalen platen reageert elk metaal anders op het snijproces:
- Aluminium: Sneet snel en netjes met vezellasers. De lichte aard (ongeveer 2,7 g/cm³ dichtheid) maakt het ideaal voor grote panelen die moeten worden gemonteerd. Echter, door de zachtheid kunnen dunne platen buigen tijdens het hanteren — iets om rekening mee te houden bij ingewikkelde ontwerpen.
- Zacht en koolstofstaal: De werkpaard van de metaalbewerking. Volgens New Mexico Metals LLC maakt het hoge gebruik van koolstofstaal in de bouw en machines lasersnijden essentieel voor de tijdige beschikbaarheid van nauwkeurig gesneden onderdelen. Verwacht schone sneden, maar plan een beschermende afwerking bij buiten toepassingen.
- Van roestvrij staal: Bekend om uitzonderlijk schone sneden te produceren met minimale afbraam. Door de corrosieweerstand en sterkte zijn roestvrijstalen borden de premium keuze voor duurzame buiteninstallaties, met name in kust- of industriële omgevingen waar zout of chemicaliën minder robuuste materialen op de proef stellen.
- Brass en Koper: Beide metalen zijn zachter en gemakkelijker te bewerken dan staal, maar hun hoge reflectiviteit en warmtegeleidingsvermogen vereisen ervaren operators. Deze materialen belonen die extra inspanning met een prachtige visuele warmte — ideaal voor decoratieve en artistieke toepassingen waar visuele impact de hogere materiaalkosten rechtvaardigt.
Inzicht in dikteopties en maatspecificaties
Wanneer u geponste metalen platen bestelt, zult u diktespecificaties tegenkomen in twee formaten: maatnummers en decimale inches. Dit kan verwarrend zijn omdat — tegenintuïtief — lagere maatnummers dikker dikker metaal.
Volgens Cut2SizeMetals is maat een traditioneel meetsysteem waarbij hetzelfde maatnummer licht verschillende werkelijke diktes kan vertegenwoordigen, afhankelijk van het metaalsoort. Dit moet u weten:
- Roestvrijstalen platen: Verkrijgbaar van 26 maat (0,018") tot 7 maat (0,1874") in standaard kwaliteiten zoals 304, 316 en 430
- Aluminiumplaten: Meestal opgegeven in decimale vorm, variërend van 0,016" tot 0,19" in gangbare legeringen zoals 3003 en 6061
- Koperplaten: Variëren van 26 maat (0,0216") tot 11 maat (0,125"), vaak gespecificeerd in ounces per vierkante voet bij bouwkundige toepassingen
- Messingplaten: Verkrijgbaar van 0,020" tot 0,125" in decimale dikte, waarbij legering 260 de standaard is voor algemeen gebruik
Hoe beïnvloedt dikte uw laseruitgesneden metalen ontwerpen? Dunner materiaal (hogere gaafgetallen) maakt gedetailleerdere elementen en strakker bochten mogelijk, maar biedt mogelijk onvoldoende stijfheid voor grote onondersteunde panelen. Dikkere materialen bieden structurele stevigheid, maar verhogen het gewicht en de kosten, terwijl ze beperken hoe fijn uw ontwerpdetails kunnen zijn.
Voor de meeste borden en decoratieve toepassingen biedt 16 tot 14 gaaf (ongeveer 0,060" tot 0,075") een uitstekend evenwicht tussen detailmogelijkheden, structurele stijfheid en kostenefficiëntie. Grotere architecturale panelen vereisen vaak 11 tot 7 gaaf materiaal om kromtrekken te voorkomen en blijvende vlakheid te garanderen.
Nu uw materiaalopties duidelijk gedefinieerd zijn, is de volgende overweging minstens zo belangrijk: het begrijpen van de ontwerpbeperkingen en technische limieten die bepalen wat daadwerkelijk uit te snijden is—onafhankelijk van het gekozen metaal.
Ontwerpbeperkingen en technische limieten
U hebt uw metaal gekozen en uw ontwerp beeld gevormd — maar hier struikelen veel projecten. Uw prachtige concept ziet er mogelijk vlekkeloos uit op het scherm, maar kan onmogelijk schoon worden gesneden. Waarom? Omdat laserknipsen van metalen plaat fysieke realiteiten met zich meebrengt waar digitale ontwerps software gewoonweg geen waarschuwing voor geeft.
Het begrijpen van deze beperkingen voordat u uw ontwerp definitief maakt, bespaart kostbare herzieningen en teleurstellende resultaten. Denk er zo over: de regels kennen helpt u om creatieve grenzen te verleggen zonder in het onmogelijke terecht te komen. Laten we de technische beperkingen onderzoeken die succesvolle laser gesneden plaatmetaalprojecten scheiden van frustrerende mislukkingen.
Minimale onderdeelafmetingen en kerfbreedte-overwegingen
Herinner je die geconcentreerde laserstraal die metaal verdampt? Dit proces verwijdert een dunne strook materiaal — de zogenaamde kerf — langs elk snijpad. Volgens SendCutSend varieert de fiberlaser-kerf tussen 0,006" en 0,040" (0,152 mm tot 1 mm), afhankelijk van de materiaaldikte, terwijl de CO2-laser-kerf meestal tussen 0,010" en 0,020" (0,254 mm tot 0,508 mm) ligt.
Wat betekent dit voor jouw ontwerp? Elk element kleiner dan de kerfbreedte verdwijnt volledig tijdens het snijden. Die ingewikkelde filigraandetails waar je uren aan hebt gewerkt? Als de lijnen dunner zijn dan 0,040", zullen ze op dikkere materialen volledig verdwijnen.
Dit is de praktische impact:
- Kleine geometrie gaat verloren: Elementen of uitsparingen kleiner dan de kerfbreedte (0,008" tot 0,040", afhankelijk van proces en materiaal) overleven het snijden niet
- Verbindingsbreedtes zijn kritiek belangrijk: De dunne metalen stroken die onderdelen van jouw ontwerp verbinden, moeten voldoende breed zijn om de structurele integriteit na het snijden te behouden
- Gaten hebben minimale diameters: Een algemene regel — de minimale gatdiameter moet gelijk zijn aan of groter zijn dan de materiaaldikte voor een schone, consistente uitkomst
Het goede nieuws? Professionele fabrikanten compenseren doorgaans automatisch voor de snijbreedte (kerf), waardoor het lasersnijpad wordt verschoven zodat uw uiteindelijke afmetingen overeenkomen met uw ontwerpspecificaties. Toch dient u elementen te vermijden die te klein zijn om het snijproces te doorstaan.
Materiaalspecifieke ontwerpregels die u moet volgen
Verschillende metalen gedragen zich anders bij lasersnijden. Warmtebeïnvloede zones (HAZ) — gebieden waarin de metaaleigenschappen veranderen door de warmte van het snijden — variëren sterk per materiaal. Aluminium dissipeert warmte snel, terwijl roestvrij staal deze langer vasthoudt, wat beïnvloedt hoe dicht u snijgeometrieën op elkaar kunt plaatsen.
| Materiaal | Dikte | Min. gatdiameter | Min. brugbreedte | Min. kenmerkgrootte |
|---|---|---|---|---|
| Aluminium | 0,040" (1 mm) | 0.040" | 0.030" | 0.020" |
| Aluminium | 0,125" (3 mm) | 0.125" | 0.060" | 0.040" |
| Zacht staal | 0,060" (1,5 mm) | 0.060" | 0.045" | 0.030" |
| Zacht staal | 0,125" (3 mm) | 0.125" | 0.080" | 0.050" |
| Roestvrij staal | 0,048" (1,2 mm) | 0.048" | 0.040" | 0.025" |
| Roestvrij staal | 0,125" (3 mm) | 0.125" | 0.075" | 0.045" |
| Koper/Brons | 0,040" (1 mm) | 0.050" | 0.040" | 0.030" |
Volgens MakerVerse , het plaatsen van snijgeometrie op minstens twee keer de plaatdikte uit elkaar helpt vervorming te voorkomen. Het plaatsen van gaten te dicht bij de randen verhoogt het risico op scheuren of vervorming — met name als het onderdeel later wordt gevormd.
Veelgemaakte ontwerpfouten en hoe ze te voorkomen
Bij het werken met een lasersnijder voor plaatstaal komen deze fouten regelmatig voor — zelfs bij ervaren ontwerpers:
- Overlappende lijnen: Dubbele paden zorgen ervoor dat de laser hetzelfde gebied tweemaal snijdt, wat leidt tot verbrande randen en verspilde tijd. Controleer altijd op overlappende geometrie en verwijder deze voordat u bestanden indient.
- Open vormen: Niet-gesloten paden verwarren de snijsoftware. Elke vorm die bedoeld is als uitsnede moet een volledig gesloten lus vormen.
- Tekst te klein: Letters met een hoogte van minder dan 0,25" verliezen vaak detail, vooral bij serif-lettertypen. Sans-serif lettertypen zoals Arial of Helvetica snijden betrouwbaarder in kleinere formaten.
- Kerf negeren bij nauwe toleranties: Als uw ontwerp precieze in elkaar grijpende onderdelen vereist, houd dan rekening met de kerfbreedte bij de dimensionering.
- Te veel detail op kleine oppervlakte: Het proppen van te veel kleine onderdelen in één gebied veroorzaakt warmteopbouw, wat het metaal kan doen vervormen of de snijkwaliteit kan verlagen.
Bestandsvoorbereiding voor foutloos op maat gesneden plaatstaal
Uw ontwerpbestand vormt de brug tussen verbeelding en realiteit. Volgens Kirin Laser , is het DXF-formaat de universele standaard; het is vectorgebaseerd, laadt snel en wordt efficiënt verwerkt op snijmachines. AI-bestanden (Adobe Illustrator) zijn geschikt voor ontwerpvrijheid, maar moeten worden omgezet naar DXF voor productie.
Voordat u uw bestand indient voor lasersnijden van metalen platen:
- Zet alle tekst om naar contouren/paden: Dit voorkomt probleem met lettertypevervanging die uw typografie kan vervormen
- Stel eenheden consistent in: Zorg dat de eenheden in uw bestand (inch of millimeter) overeenkomen met de specificaties van uw materiaal
- Verwijder losse lijnen: Verwijder constructielijnen, hulplijnen en geometrie die niet bedoeld is voor snijden
- Controleer schaal: Zorg ervoor dat de afmetingen van uw ontwerp overeenkomen met de daadwerkelijke gewenste grootte — schaalfouten komen verrassend vaak voor
- Vereenvoudig complexe paden: Verminder onnodige ankerpunten op curves om de verwerkingssnelheid te verbeteren zonder in te boeten aan visuele kwaliteit
Een case study van Kirin Laser toonde aan dat het corrigeren van een bestand met 50 losse lijnen de snijtijd met 30% verminderde. Juiste bestandsvoorbereiding voorkomt niet alleen fouten — het versnelt ook de productie en verlaagt vaak de kosten.
Het begrijpen van deze technische beperkingen lijkt misschien beperkend, maar bevrijdt eigenlijk uw creativiteit. Wanneer u precies weet wat haalbaar is, kunt u met vertrouwen binnen die grenzen ontwerpen — of ze strategisch overschrijden voor dramatisch effect. Nu uw ontwerp is geoptimaliseerd voor productiesucces, is het tijd om de spannende reeks toepassingen te verkennen waar laser gesneden metalen ontwerpen echt tot hun recht komen.
Populaire toepassingen voor laser gesneden metalen ontwerpen
Nu u de technische basis begrijpt—materialen, beperkingen en ontwerpprincipes—waar maken lasergezaagde metalen ontwerpen dan precies hun grootste impact? Van imposante architectonische gevels tot intieme tuinafwerkingen: deze precisietechnologie transformeert functionele eisen tot visuele uitspraken. De sleutel ligt in het afstemmen van ontwerpaanpak en materiaalkeuze op de unieke eisen van elke toepassing.
Of u nu metalen borden specificeert voor zichtbaarheid van uw bedrijf, lasergezaagde metalen panelen kiest voor een gebouwgevel of decoratieve schermen selecteert voor residentiële privacy: het begrijpen van toepassingsgerichte overwegingen zorgt ervoor dat uw project duurzame waarde levert—niet alleen directe aantrekkelijkheid.
Architectonische Panelen en Gebouwgevels
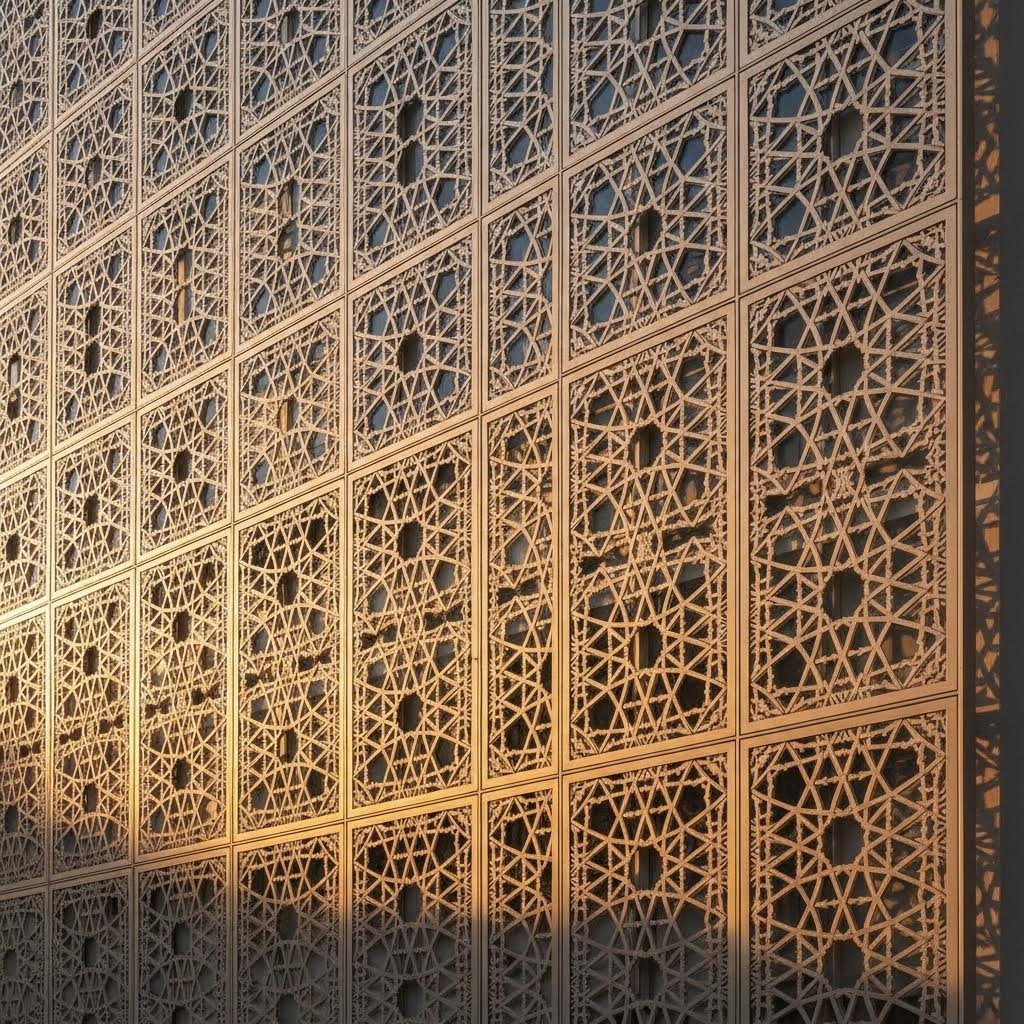
Stel je voor dat je langs een gebouw loopt waar zonlicht door ingewikkelde geometrische patronen valt en voortdurend veranderende schaduwen werpt bij de entree. Dat is de magie van architectonische gelaserde panelen — ze veranderen stilstaande structuren in dynamische visuele ervaringen.
Volgens KF Laser , op maat gemaakte gelaserde metalen panelen worden veel gebruikt in architectonisch ontwerp, van gevels en buitenmuren tot decoratieve schermen en ruimteverdelers. De precisiezaag bewerkstelligt ontwerpen die met licht en schaduw spelen, waardoor diepte en karakter worden toegevoegd die onmogelijk zijn met traditionele bouwmethoden.
Dit maakt architectonische toepassingen uniek:
- Buitenbekleding: Grote metalen borden en panelen die gebouwexterieuren bedekken, vereisen materialen die tientallen jaren weerbestendig zijn. Aluminium biedt een lichtgewicht duurzaamheid met natuurlijke corrosieweerstand, terwijl roestvrij staal ongeëvenaarde levensduur biedt in extreme omgevingen. Ontwerpnormen omvatten paneelgewicht (beïnvloedt de constructie-eisen), thermische uitzetting (vereist juiste montageafstanden) en patroondichtheid (beïnvloedt windlastberekeningen).
- Privacyschermen: Buitenschermpanelen balanceren zichtbeheersing met luchtdoorstroming en lichtdoorgang. Het open percentage van het patroon varieert meestal tussen 30% en 60% — lagere percentages bieden meer privacy maar verminderen het natuurlijke licht. Voor terrassen, tuinen en binnenplaatsen zijn aluminiumschermen corrosiebestendig en blijven licht genoeg voor residentiële bevestiging.
- Zonweringssystemen: Geperforeerde of gemotiveerde panelen geplaatst als brise-soleil verminderen de warmtewinst door zoninstraling terwijl het uitzicht behouden blijft. De oriëntatie van het patroon en de grootte van de openingen beïnvloeden rechtstreeks de schaduwprestaties — horizontale sleuven werken anders dan ronde perforaties bij het regelen van verschillende zonhoeken.
De Metrix Group merkt op dat schaal en verhouding cruciaal zijn voor architectonische panelen — grote schermen kunnen kleine ruimtes overheersen, terwijl te kleine panelen verloren gaan op uitgestrekte gevels. Houd bij de keuze van patronen rekening met de manier waarop ontwerpen interacteren met de gebouwgeometrie en aanwezige landschapselementen.
Beletteringsoplossingen van zakelijk tot residentieel
Wat scheidt onopvallende belettering van borden die mensen echt doen stilstaan? Naast creatief ontwerp bepalen materiaalkeuze en afwerking of uw bord jarenlang aandacht trekt of al binnen enkele maanden in de vergetelheid raakt.
Op maat gemaakte metalen borden voor specifieke omgevingen presteren aanzienlijk beter dan standaardalternatieven. Hier leest u hoe u borden kunt aanpassen aan verschillende locaties:
- Buitengevelborden voor commerciële bedrijven: Aangepaste metalen buitensignalisatie is blootgesteld aan UV-straling, temperatuurschommelingen en neerslag. Volgens SmartSign kunnen goed onderhouden aluminiumborden tien jaar of langer meegaan, wat de langste levensduur is vergeleken met andere veelgebruikte bordmaterialen. Voor maximaal effect kunt u dimensionerende belettering overwegen, waarbij individuele laseruitgesneden letters iets van de muur af gemonteerd worden, waardoor schaduw en diepte ontstaan.
- Metalen borden voor bedrijfsidentificatie: Permanente gebouwsignalisatie profiteert van dikker materiaal (11-14 gauge) dat bestand is tegen vandalisme en onopzettelijke beschadiging. Roestvrij staal zorgt voor een professionele uitstraling die duurzaamheid en autoriteit uitstraalt — bijzonder effectief voor kantoren, medische instellingen en financiële organisaties.
- Metalen bordjes voor tuinen en adresmarkeringen: Residentiële toepassingen hechten vaak meer waarde aan esthetiek dan aan maximale duurzaamheid. Geëmailleerde aluminium handvatten weerstaan typische tuinomstandigheden uitstekend en bieden tegelijkertijd uitgebreide kleuropties. Sierlijke metalen bordontwerpen met huisnummers, familienamen of artistieke motieven verhogen de visuele aantrekkelijkheid en vervullen tegelijkertijd een praktische oriëntatiefunctie.
- Oriëntatie- en richtingaanwijzende borden: Campusomgevingen, parken en grote faciliteiten vereisen consistente bordenfamilies waarbij meerdere onderdelen een gemeenschappelijk ontwerp delen. Lasersnijden stelt in staat om nauwkeurig tientallen of honderden borden gelijk te produceren, wat zorgt voor merkconsistentie en een professionele uitstraling.
Sierlijke wanddecoraties en interieurtoepassingen
Binnen gebouwen vervullen ge lasersneden metalen ontwerpen doeleinden die variëren van puur decoratief tot subtiel functioneel. De gecontroleerde binnenomgeving maakt het mogelijk materialen te kiezen op basis van esthetiek in plaats van weerbestendigheid.
- Metalen sierborden en wanddecoraties: Interieurstukken kunnen koper, messing en verpatineerde afwerkingen bevatten die buitenshuis zouden kunnen vergaan. Materialen met een dunnere dikte (18-22 gauge) werken prachtig voor aan de muur bevestigde kunst, omdat visuele fijnheid belangrijker is dan structurele stijfheid. Achtergrondverlichting transformeert platte panelen tot dramatische lichtobjecten—overweeg de plaatsing van LED-strips bij het ontwerpen van stukken die bedoeld zijn om te worden verlicht.
- Ruimscheiders en schermen: Zoals de Metrix Group uitlegt, laten decoratieve schermen licht doorfilteren terwijl ze tegelijkertijd aparte zones creëren binnen grotere ruimtes, waardoor ze ideaal zijn voor open woonconcepten. In tegenstelling tot massieve wanden behouden geperforeerde panelen het visuele contact en de luchtcirculatie tussen zones.
- Plafondpanelen en verlichtingsarmaturen: Opgehangen, geponste panelen creëren indrukwekkende elementen aan het plafond die interageren met zowel daglicht als kunstlicht. Het patroonontwerp bepaalt direct de schadeffecten—geometrische patronen produceren scherpe schaduwen, terwijl organische patronen zachtere, diffuser effecten creëren.
- Kastinleggers en meubeldetails: Decoratieve metalen sierpanelen op schaal voor meubeltoepassingen voegen een persoonlijk tintje toe aan inbouwmeubels, kastdeuren en op maat gemaakte meubelstukken. Dunner materiaal (20-24 gauge) integreert naadloos in houtbewerkingsprojecten.
Functionele roosters, ventilatieopeningen en praktische elementen
Niet elke lasersnijtoepassing richt zich op decoratie—veel dienen essentiële functionele doeleinden terwijl ze tegelijkertijd esthetische waarde toevoegen:
- HVAC-roosters en ventilatieafdekkingen: Op maat gemaakte afdekkingen veranderen functionele openingen in designelementen. Het percentage open oppervlak moet voldoende luchtdoorstroming waarborgen—doorgaans 50% of meer voor toevoerroosters, eventueel lager voor afzuigroosters. De keuze van het patroon moet een balans bieden tussen visuele aantrekkelijkheid en praktische eisen aan de luchtdoorstroming.
- Radiatorafdekkingen: Lasergesneden panelen verbergen verwarmingselementen terwijl ze warmteverdeling garanderen. Geperforeerde ontwerpen zorgen voor thermische convectie en voegen stijl uit een bepaalde periode of een eigentijdse uitstraling toe aan elke ruimte.
- Beveiligingsgaas en hekwerken: De dichtheid van het patroon en de materiaaldikte bepalen het beveiligingsniveau. Zwaardere diktes (7-11) met kleinere openingen bieden fysieke barrièreeigenschappen, terwijl lichtere materialen met grotere openingen vooral visuele afschrikking en privacy waarborgen.
- Afdekkingen en roosters voor afvoer: Buitenapplicaties vereisen corrosiebestendige materialen zoals roestvrij staal of gegalvaniseerd staal. Het ontwerp van het patroon moet ophoping van puin voorkomen terwijl het drainagevermogen behouden blijft—stralingspatronen presteren vaak beter dan rasterpatronen voor dit doel.
Koppeling van ontwerpkeuzes aan praktijkresultaten
Elke toepassingscategorie vereist andere prioriteiten. Hieronder vindt u een snelreferentie die projecttypen koppelt aan belangrijke beslissingsfactoren:
| Toepassingstype | Primaire materiaalkeuze | Typische dikte | Belangrijkste duurzaamheidszorg | Onderhoudsniveau |
|---|---|---|---|---|
| Buitenarchitecturale panelen | Aluminium of roestvrij staal | 11-14 dikte | Corrosie, UV-verbleking | Laag (periodieke reiniging) |
| Aangepaste metaalborden buiten | Gepoedercoat aluminium | 14-16 gauge | Weer, UV-blootstelling | Laag tot matig |
| Interieur Decoratieve Panelen | Staal, Messing of Koper | 18-22 gauge | Vingerafdrukken, stof | Matig (stof verwijderen) |
| Privacy Schermen (Buiten) | Aluminium | 14-16 gauge | Windbelasting, corrosie | Laag |
| Functionele Roosters | Staal of roestvrij staal | 16-20 gauge | Hittebelasting, puin | Matig |
Merk op hoe buitenapplicaties consequent aluminium en roestvrij staal verkiezen vanwege hun corrosiebestendigheid, terwijl interieuronderdelen het volledige materiaalassortiment kunnen verkennen, inclusief messing en koper. Zwaardere gauges dienen structurele en beveiligingsdoeleinden, terwijl dunnere materialen fijnere decoratieve details mogelijk maken.
Het begrijpen van deze toepassingsspecifieke overwegingen helpt u projecten te specificeren die vijf jaar na installatie net zo goed presteren als op de eerste dag. Uiteraard vormen materiaal- en ontwerpkeuzes slechts een deel van de vergelijking — nauwkeurig budgetteren vereist het begrijpen van de kostenfactoren die de uiteindelijke projectprijs beïnvloeden.
Kostfactoren en budgetoverwegingen
U hebt uw materiaal gekozen, het ontwerp afgestemd binnen technische beperkingen en de perfecte toepassing geïdentificeerd. Nu komt de vraag die iedereen stelt, maar waarop weinig bronnen duidelijk antwoord geven: wat gaat dit eigenlijk kosten? In tegenstelling tot standaardproducten met vaste prijzen, omvatten laser gesneden metalen ontwerpen meerdere variabelen die samen bepalen wat uw uiteindelijke investering zal zijn.
Inzicht in deze kostenfactoren stelt u in staat om doordachte afwegingen te maken — misschien door één ontwerpelement te vereenvoudigen om de kwaliteit van het materiaal te verbeteren, of door de hoeveelheid aan te passen om volumekorting te krijgen. Laten we precies uiteenzetten wat de kosten van lasersnijden beïnvloedt en hoe u realistisch een budget kunt plannen voor uw op maat gemaakte metalen bord of paneelproject.
Wat bepaalt de prijs van lasersnijden
Volgens Komacut omvatten de belangrijkste factoren die invloed hebben op de kosten van lasersnijden het materiaaltype, de dikte, de ontwerpproblematiek, de snijtijd, de arbeidskosten en de afwerkprocessen. Elk element beïnvloedt de efficiëntie en de benodigde middelen voor het snijproces. Hieronder ziet u hoe deze factoren doorwerken in uw projectbegroting:
| Kostenfactor | Impactniveau | Hoe dit de prijs beïnvloedt | Tips voor optimalisatie van de begroting |
|---|---|---|---|
| Materiaal Type | Hoge | De kosten van grondstoffen variëren sterk — aluminium is goedkoper dan roestvrij staal, dat weer goedkoper is dan koper of messing | Kies het materiaal op basis van de daadwerkelijke eisen; niet te hoog specificeren |
| Materiaaldikte | Hoge | Dikkere materialen vereisen langzamere snijsnelheden en meer energie, waardoor de machinetijd toeneemt | Gebruik de minimale dikte die voldoet aan de constructieve eisen |
| De complexiteit van het ontwerp | Hoge | Meer uitsnijdingen betekenen meer doorboringen en langere snijbanen; ingewikkelde details vereisen grotere precisie | Vereenvoudig de geometrie waar detail niet zichtbaar is |
| Totale snijlengte | Middelmatig-Hoog | Langere snijbanen verhogen direct de machine- en energiekosten | Optimaliseer banen; combineer meerdere onderdelen op één plaat |
| Bestelhoeveelheid | Medium | Instelkosten worden verdeeld over meer eenheden; grotere bestellingen komen vaak in aanmerking voor materiaalkortingen | Overweeg extra's te bestellen voor toekomstige behoeften |
| Afwerkingsvereisten | Medium | Poedercoaten, anodiseren en andere afwerkingen voegen arbeid, materialen en productietijd toe | Beoordeel of de afwerking noodzakelijk is of puur esthetisch |
Waarom is materiaaldikte zo belangrijk? Volgens Shixinproto's gids voor fabricagekosten verggen dikker materialen meer energie en langzamere snijsnelheden om schone sneden te realiseren. Dit verhoogt de snijtijd en het energieverbruik, wat leidt tot hogere totale kosten. Een gepersonaliseerd metalen bord in 1/8" aluminium wordt aanzienlijk sneller gesneden dan hetzelfde ontwerp in 1/4" roestvrij staal.
Budgetplanning voor op maat gemaakte metalen projecten
Wanneer u uw budget plant voor op maat gemaakte metalen borden of decoratieve panelen, helpt het rangschikken van kostenfactoren op basis van impact bij het bepalen van prioriteiten voor optimalisatie-inspanningen:
- Materiaalkeuze en dikte — De belangrijkste kostenfactor. Het kiezen van aluminium in plaats van roestvrij staal kan materiaalkosten met 40-60% verlagen voor equivalente afmetingen. Het kiezen van een dunnere plaatdikte levert vaak 15-25% besparing op met minimale structurele compromissen.
- Ontwerpproblematiek en snijlengte — Elk piercepunt waar de laser een snede start, voegt tijd en energieverbruik toe. Een ontwerp met 50 kleine uitsparingen kost meer dan een ontwerp met 10 grotere openingen die dezelfde open oppervlakte beslaan. Langere snijbanen verhogen ook de slijtage van de apparatuur.
- Bestelhoeveelheid — Vaste instelkosten (programmering, materiaallaadproces, machinekalibratie) worden verdeeld over alle onderdelen. Het bestellen van 10 op maat gemaakte metalen borden in plaats van 5 verdubbelt zelden de totale kosten — de prijs per stuk daalt aanzienlijk bij hogere oplages.
- Secundaire Processen — Afwerken, afscherpen, afschuinen en inschroeven vergroten de arbeidskosten en vereisen gespecialiseerde apparatuur. Volgens Komacut nemen deze processen de complexiteit en duur van de productiecyclus toe.
- Efficiëntie door in elkaar passen — De efficiëntie waarmee onderdelen op een plaat passen, beïnvloedt de materiaalverspilling. Volgens Komacut maximaliseert efficiënte nesting het materiaalgebruik door onderdelen dicht op elkaar te plaatsen, wat verspilling vermindert en de behoefte aan grondstoffen verlaagt.
Aangepaste ontwerpen versus standaardpatronen: de juiste investering maken
Hier is een vraag die veel kopers zich stellen: rechtvaardigt een volledig aangepast ontwerp voor een metalen bord de hogere prijs ten opzichte van het aanpassen van standaardpatronen? Het antwoord hangt af van uw specifieke situatie.
Wanneer aangepaste ontwerpen de investering rechtvaardigen:
- Huisstijl vereist unieke visuele elementen die standaardpatronen niet kunnen bieden
- Architectonische integratie vereist ontwerpen die specifieke gebouwkenmerken benadrukken
- Functionele eisen (specifieke open ruimtes, bevestigingspunten of afmetingen) komen niet overeen met beschikbare standaarden
- Het volume is hoog genoeg om de kosten van een op maat gemaakt ontwerp te spreiden over veel exemplaren
- De installatie is zeer zichtbaar, waardoor een onderscheidend ontwerp een concurrentievoordeel oplevert
Wanneer standaardpatronen logisch zijn:
- Budgetbeperkingen beperken de keuzes, en standaardontwerpen voldoen aan functionele behoeften
- Tijdsdruk maakt het ontwikkelen van een op maat gemaakt ontwerp onpraktisch
- De toepassing is utilitair in plaats van merkdefiniërend
- Concepten testen voordat er wordt geïnvesteerd in volledige maatwerkontwikkeling
Veel fabrikanten bieden semi-maatwerkopties aan — standaardpatronen met aanpasbare elementen zoals afmetingen, bevestigingsmogelijkheden of toegevoegde tekst. Dit middenweg-approach levert vaak 70% van het effect van een maatwerkontwerp tegen 30% van de ontwikkelkosten.
Het meest effectieve budgetteren houdt rekening met de totale projectkosten, niet alleen met het verlagen van de prijs. Een goedkopere materiaalsoort die een dure afwerking vereist, kan uiteindelijk duurder uitvallen dan een kostbaarder materiaal met natuurlijke corrosieweerstand. Op dezelfde manier loont het zich vaak om in eerste instantie te investeren in een goede ontwerpoptimalisatie, wat zich later beloont door kortere snijtijd en minder materiaalverspilling.
Nu uw budgetkader vaststaat, verdient één grote kostenfactor nadere aandacht: afwerkingsmogelijkheden. De juiste oppervlaktebehandeling beschermt uw investering gedurende tientallen jaren—terwijl de verkeerde keuze kan leiden tot vroegtijdig falen, ongeacht hoeveel u hebt uitgegeven aan snijden.

Afwerkingsmogelijkheden en oppervlaktebehandelingen
Uw lasergesneden metalen ontwerp komt met precisieranden en perfecte geometrie uit de snijmachine, maar is nog niet klaar voor installatie. Zonder een goede oppervlaktebehandeling wordt dat prachtige metaalwerk geconfronteerd met een onzichtbare vijand: corrosie. De juiste afwerking verandert kwetsbaar rauw metaal in weerbestendige kunst. De verkeerde keuze? Uw investering verslechtert binnen enkele maanden.
Afwerken is niet alleen cosmetisch van belang. Volgens het vergelijkend testen van coatingen van SendCutSend presteren verschillende afwerkingen sterk verschillend onder alledaagse omstandigheden—sommige zijn uitstekend bestand tegen slijtage, terwijl andere superieure bescherming bieden tegen corrosie. Het begrijpen van deze afwegingen helpt u de perfecte afwerking te kiezen voor uw metalen buitenschilderij, architectonisch paneel of decoratief stuk.
Poedercoaten versus anodiseren versus verzinken door heetdompelen
Drie afwerkingsmethoden domineren de industrie voor lasergeknipte metalen, elk met duidelijke voordelen en beperkingen. Hieronder vindt u een vergelijking op basis van de factoren die het meest van belang zijn voor langdurige prestaties:
| Finish Type | Compatibele metalen | Duurzaamheidsbeoordeling | Relatieve kosten | Kleurenopties | Aanbevolen omgevingen |
|---|---|---|---|---|---|
| Poedercoating | Staal, aluminium, roestvast staal | Uitstekend (slijtvastheid, slagvastheid) | Laag tot matig | Bijna onbeperkt keuze uit RAL-kleuren, metallics en texturen | Binnen, buiten, licht industriële omgevingen |
| Type 2 anodiseren | Alleen aluminium | Goed (dunne maar harde oppervlaktelaag) | Matig | Beperkt—transparant, zwart, brons, goud, rood, blauw | Binnen, buiten, architectonische toepassingen |
| Type 3 Anodiseren (Hardcoat) | Alleen aluminium | Uitstekend (zeer hard, slijtvast) | Hoge | Beperkt—meestal donkergrijs tot zwart | Industrieel, Hoge Slijtage, Maritiem |
| Zinkplaten | Alleen staal | Goed (sacrificiële corrosiebescherming) | Laag tot matig | Zilver/grijs metallisch uiterlijk | Industrieel, Matig Buiten |
| Warmdipped galvaniseren | Alleen staal | Uitstekend (dikke zinklaag) | Matig | Alleen metalliek grijs | Buiten, Maritiem, Industrieel, Landbouw |
Wat betekenen deze beoordelingen in de praktijk? Uit slijtageonderzoek van SendCutSend blijkt dat gepoedercoat staal aanzienlijk beter presteert dan alle andere afwerkingen — het houdt bijna tien keer langer stand dan de op een na beste voordat de coating is versleten. Echter, zodra het is gekrast, biedt poedercoating geen onderliggende bescherming, terwijl zinkgebaseerde afwerkingen ook bij beschadiging blijven beschermen.
Inzicht in de sterke punten van elke afwerking
Laten we bekijken wanneer elke afwerking het meest geschikt is voor uw project:
Poedercoating: Poedercoating wordt electrostatisch aangebracht en gehard onder invloed van warmte, waardoor een dikke, duurzame laag ontstaat die mechanisch en chemisch aan metalen oppervlakken hecht. Volgens Palm City Iron Works creëert dit proces een verbinding die veel dikker en harder is dan verf, wat verklaart waarom gepoedercoat metaalwerk aanzienlijk langer meegaat dan geverfde onderdelen. De afwerking voorkomt oxidatie — de oorzaak van roest — en biedt ongeëvenaarde kleuropties.
- Beste voor: Metalen buitensignalen, decoratieve panelen, architecturale elementen die specifieke merkkleuren vereisen
- Verwachte levensduur: 15-20+ jaar met correcte voorbereiding en kwaliteitspoedercoating
- Onderhoud: Regelmatig reinigen met milde zeep; jaarlijks controleren op chips of beschadiging
Type 2 Anodiseren: Dit elektrochemische proces zet het aluminiumoppervlak om in een harde laag aluminiumoxide. In tegenstelling tot coatings die bovenop liggen, wordt anodiseren daadwerkelijk onderdeel van het metaal. Tests door SendCutSend bevestigden dat type 2 anodiseren de dunste coating biedt met minimaal dimensionaal effect, terwijl het toch redelijke duurzaamheid garandeert.
- Beste voor: Gepersonaliseerde metalen buitensignalen, architectonische lijsten, toepassingen die nauwe toleranties vereisen
- Verwachte levensduur: 10-20 jaar, afhankelijk van milieu en kleur
- Onderhoud: Eenvoudige reiniging; uiterst laag onderhoud
Type 3 Anodiseren (Hardcoating): Een dikker en harder alternatief voor standaard anodiseren; type 3 biedt uitzonderlijke slijtvastheid. Tests lieten zien dat het op één na het beste resultaat behaalde voor schuurvastheid, terwijl het minimale dikte toevoegt. De afwerking presteerde zeer goed in alle duurzaamheidstests, waardoor het een veilige keuze is voor veeleisende toepassingen.
- Best geschikt voor: Metalen bordjes met veel bezoekers (buiten), industriële onderdelen, maritieme omgevingen
- Verwachte levensduur: 20+ jaar onder normale omstandigheden
- Onderhoud: Minimaal; af en toe schoonmaken
Zinkplateren en heetdompelen: Beide processen brengen zink aan op staaloppervlakken, maar via verschillende methoden met zeer uiteenlopende resultaten. Zinkplateren creëert een dunne, gelijkmatige laag, ideaal voor binnen- of beschermde toepassingen. Heetdompelen onderdompelt staal in gesmolten zink, wat een veel dikkere coating oplevert. Zoals McLean Company opmerkt, fungeren zinkcoatings als offerbescherming—het zink corrodeert in plaats van het staal eronder, en blijft ook bij krassen beschermen.
- Beste voor: Structurele onderdelen, metalen buitensignalisatie in extreme omgevingen, landbouwapparatuur
- Verwachte levensduur: 25-50+ jaar voor thermisch verzinken; 5-15 jaar voor zinklegering
- Onderhoud: Controleer op witroest (zinkoxide); over het algemeen laag onderhoudsintensief
Afwerkingen koppelen aan omgevingsomstandigheden
Waar komt uw gelaserde metalen ontwerp te staan? Omgevingsomstandigheden moeten uw keuze van afwerking bepalen, meer dan esthetische voorkeur. Zo koppelt u afwerkingen aan specifieke blootstellingsomstandigheden:
- Binnenomgevingen: Bijna elke afwerking is geschikt. Kies op basis van esthetiek en budget. Overweeg transparante laklagen om het natuurlijke metaalbeeld te behouden, of poedercoating voor kleur. Messing en koper kunnen onafgewerkt blijven om een natuurlijke patina te ontwikkelen.
- Standaard buitenopstelling: Geëmailleerde aluminium of geanodiseerde aluminium handvatten weerstaan typisch weer prachtig. Voor staal biedt een poedercoating op goed voorbereide oppervlakken uitstekende bescherming. Bij metalen borden voor buitentoepassingen dienen UV-stabiele poederformuleringen te worden gespecificeerd om kleurverbleking te voorkomen.
- Kust- en mariene omgevingen: Zoutnevel versnelt corrosie sterk. Type 3 geanodiseerd aluminium of roestvrij staal van mariene kwaliteit presteert het beste. Voor staal biedt warmgedompeld gegalvaniseerd staal met een afwerklaag van poedercoating maximale bescherming. Standaard verzinken faalt relatief snel in zoute omgevingen.
- Industriële omgevingen: Chemische blootstelling, slijtage en hoge temperaturen vereisen gespecialiseerde oplossingen. Type 3 anodiseren verzet zich tegen chemische aanvallen, terwijl poedercoating fysieke belasting goed weerstaat. Raadpleeg afwerkingsspecialisten over specifieke chemische blootstelling—sommige omgevingen vereisen speciale coatings.
Afwerking Keuze Criteria per Toepassing
Bij het specificeren van afwerkingen voor uw gezaagde metalen project, evalueer deze criteria in volgorde van belangrijkheid voor uw specifieke toepassing:
- Omgevingsinvloeden: Binnen, buiten, op zee of industrieel? Deze enkele factor elimineert direct vele opties.
- Substraatverenigbaarheid: Anodiseren werkt alleen op aluminium; galvaniseren alleen op staal. De materiaalkeuze kan de afwerkopties bepalen.
- Kleureneisen: Hebt u merkgebonden kleuren nodig? Poedercoaten biedt onbeperkte mogelijkheden. Kan u werken met metalen of beperkte tinten? Anodiseren of galvaniseren kan voldoende zijn.
- Dimensionale toleranties: Type 2 anodiseren voegt minimale dikte toe (ongeveer 0,0007" per zijde). Poedercoaten voegt meer toe—meestal 0,002" tot 0,004". Zinken door dompelen voegt het meeste toe, wat de pasvorm bij precisieonderdelen kan beïnvloeden.
- Budgetbeperkingen: Poedercoaten biedt doorgaans de beste prijs-kwaliteitverhouding voor de meeste toepassingen. Type 3 anodiseren heeft een hogere prijs maar levert uitzonderlijke prestaties.
- Verwachte levensduur: Hoe lang moet de afwerking standhouden? Geef dit dienovereenkomstig aan—te veel engineering leidt tot budgetverspilling, terwijl te weinig engineering vroegtijdige defecten veroorzaakt.
Tests door SendCutSend lieten zien dat geen enkele afwerking in alles uitblinkt. Poedercoating is het beste voor weerstand tegen slijtage en impact. Verzinken biedt opoffermatige corrosiebescherming die blijft werken, zelfs wanneer de laag beschadigd is. Type 3 anodiseren biedt de beste algehele prestatie voor aluminium—aan te bevelen als veilige keuze die goed presteert in alle testen.
De afwerking die u kiest, beïnvloedt direct hoe lang uw metalen buitensignaleringen, architectonische panelen en decoratieve elementen hun beoogde uitstraling behouden. Investeren in een goede afwerking tijdens de fabricage kost veel minder dan een vroegtijdige vervanging of uitgebreide restauratie later. Wanneer de aspecten van afwerking zijn geadresseerd, helpt het begrip van het volledige projecttraject—van eerste concept tot definitieve levering—u om met vertrouwen het fabricageproces te doorlopen.
De complete projectreis van concept tot oplevering
U heeft materialen onderzocht, ontwerprestricties begrepen en de perfecte afwerking gespecificeerd. Maar wat gebeurt er eigenlijk tussen het indienen van uw ontwerp en het ontvangen van uw afgewerkte gezaagde metalen bordjes? Voor veel eerste-keer kopers voelt deze productiereis als een blackbox—bestanden gaan naar binnen, onderdelen komen naar buiten, en de magie daartussen blijft een mysterie.
Dat mysterie eindigt nu. Het begrijpen van elke fase in het fabricageproces helpt u realistische verwachtingen te stellen, mogelijke problemen vroegtijdig op te sporen en te beoordelen of uw leverancier de kwaliteit levert die uw project verdient. Of u nu maatwerk gezaagde metalen bordjes bestelt voor een nieuw bedrijf of gepersonaliseerde gezaagde metalen bordjes voor een speciaal cadeau, het kennen van de reis vergroot uw vertrouwen in uw investering.
Van initieel concept naar productieklare bestanden
Ieder project voor met lasers gesneden metalen borden begint met een idee, maar het omzetten van die visie in een productontwerp dat kan worden vervaardigd, omvat verschillende cruciale stappen. Zo ziet het volledige proces er uit vanaf uw eerste schets tot en met de definitieve levering:
- Conceptontwikkeling: Uw traject begint met het bepalen van wat u nodig hebt. Maakt u met de laser gesneden metalen bordjes voor buitenreclame? Sierlijke binnenpanelen? Functionele architecturale schermen? Het verduidelijken van het doel, de afmetingen, installatie-eisen en esthetische doelstellingen bepaalt elke daaropvolgende beslissing. Veel fabrikanten bieden in dit stadium ontwerpbegroting—maak daar gebruik van. Ervaren fabrikanten hebben duizenden projecten meegemaakt en kunnen benaderingen suggereren die u zelf mogelijk niet overweegt.
- Ontwikkeling van het ontwerp en bestandsvoorbereiding: Zodra uw concept duidelijk is, moet iemand productieklare bestanden aanmaken. Dit kan uw eigen ontwerper zijn, het team van de fabrikant of een gespecialiseerde dienstverlener. Volgens Steelway Lasersnijden , moderne commerciële lasersnijmachines gebruiken computergestuurde numerieke besturingssystemen (CNC) die nauwkeurige digitale patronen volgen. Uw ontwerp moet worden omgezet in vectorbestanden — meestal in DXF-formaat — met schone geometrie, juiste schaalverhoudingen en geen overlappende lijnen. Deze fase omvat vaak meerdere herzieningen, omdat het ontwerpdoel op de realiteit van productie stuit.
- Ontwerpkeuring en DFM-analyse: Voordat het snijden begint, controleren kwaliteitsfabrikanten uw bestanden op fabricagebaarheid. Deze analyse voor fabricage (DFM) identificeert mogelijke problemen: onderdelen die te klein zijn om schoon te snijden, brugbreedtes die te smal zijn voor structurele stevigheid, of geometrie die tijdens de verwerking kan vervormen. Volgens MakerVerse , varieert de kerfbreedte doorgaans van 0,1 mm tot 1,0 mm, afhankelijk van het materiaal en de snijparameters — uw fabrikant dient te bevestigen dat uw ontwerp rekening houdt met deze realiteiten.
- Materiaalkeuze en inkoop: Nu uw ontwerp is afgerond, zoekt uw fabrikant het gespecificeerde materiaal. De levertijden variëren sterk: veelgebruikte aluminium- en staaldiktes worden meestal binnen enkele dagen verzonden, terwijl speciale legeringen of ongebruikelijke diktes weken kunnen duren. Kwalitatief goede fabrikanten controleren de specificaties van het ontvangen materiaal, waaronder dikte, legeringssamenstelling en oppervlaktoestand, voordat ze met de bewerking beginnen.
- Productie laser snijden: Het eigenlijke snijden verloopt opmerkelijk snel in vergelijking met de voorbereidingstijd. Zoals Steelway opmerkt, zodra de instructies in de lasersnijder zijn ingevoerd, volgt de gefocusseerde straal alle specificaties zonder menselijke tussenkomst — het snijkop beweegt zich automatisch waar nodig. Deze geautomatiseerde precisie betekent dat uw op maat gemaakte metalen bordjes of lasergesneden onderdelen exact volgens programma worden geproduceerd, of u nu vijf stuks of vijfhonderd bestelt.
- Nabewerking en afwerking: Ruwe gesneden onderdelen vereisen doorgaans extra bewerking. Entgraten verwijdert scherpe randen. Buigen of vormen zet platte stukken om in driedimensionale vormen. Oppervlaktevoorbereiding—reinigen, etsen of stralen—maakt onderdelen klaar voor afwerking. Vervolgens volgt de door u opgegeven afwerking: poedercoaten, anodiseren, plateren of andere behandelingen die uw werk beschermen en verfraaien.
- Kwaliteitscontrole: Vóór verzending inspecteren gerenommeerde fabrikanten de afgewerkte onderdelen op basis van de specificaties. Dit omvat controle van afmetingen, beoordeling van de kwaliteit van de afwerking en visuele inspectie op gebreken. Volgens West River Welding omvatten kwaliteitscontrolemaatregelen doorgaans uitgebreide inspectie- en testprocedures die worden uitgevoerd tijdens verschillende productiefasen.
- Verpakking en levering: Goede verpakking voorkomt beschadiging tijdens transport, wat weken zorgvuldig werk ongedaan kan maken. Afgeronde gezaagde metalen borden en panelen moeten beschermd worden tegen krassen, deuken en vocht tijdens het vervoer. Uw fabricant dient hun verpakkingsmethode en verzendopties uit te leggen tijdens het offertestadium.
Kwaliteitscontroles tijdens de productie
Hoe weet u of uw fabricant kwalitatief goed werk levert? Let op deze indicatoren in elk productiestadium:
Kwaliteitsindicatoren vóór productie:
- Ze stellen verduidelijkende vragen over uw toepassing, niet alleen over de afmetingen
- Ze geven DFM-feedback om mogelijke problemen te identificeren voordat er wordt gezaagd
- Ze bevestigen materiaalspecificaties schriftelijk, inclusief legering en hardheid
- Ze bieden monsters of referenties voor soortgelijke eerdere projecten
Kwaliteitsindicatoren tijdens productie:
- Gesneden randen zien er schoon en consistent uit—geen overmatige slak, burrs of verkleuring
- Afmetingen zijn nauwkeurig volgens specificaties binnen de aangegeven toleranties
- Complexe geometrie wordt getrouw gereproduceerd zonder vervorming
- Materiaal vertoont geen warping, met name bij grote panelen of dunne platen
Indicatoren voor afwerkingskwaliteit:
- Coatingdekking is uniform zonder dunne plekken, druppels of onbedekte gebieden
- Kleur komt overeen met goedgekeurde monsters of gespecificeerde RAL/Pantone-normen
- Oppervlaktestructuur blijft consistent over alle onderdelen in uw bestelling
- Gaten en randen van hardware zijn volledig bedekt zonder ophoping van materiaal
Essentiële vragen aan potentiële fabrikanten
Voordat u een keuze maakt voor een fabrikant voor uw project met gelaserde metalen borden, geven de volgende vragen inzicht in hun capaciteiten, processen en toewijding aan kwaliteit:
- Wat zijn uw mogelijkheden en apparatuur? Volgens West River Welding , het begrijpen van de soorten materialen waarmee ze ervaren zijn—zoals staal, aluminium of speciale legeringen—draagt bij aan de zekerheid dat ze aan de specifieke eisen van uw project kunnen voldoen. Vraag naar lasertypes (vezel vs. CO2), bedafmetingen en diktecapaciteiten.
- Kunt u referenties of case studies verstrekken? Eerdere klantervaringen getuigen van betrouwbaarheid en kwaliteit van werkzaamheden. Vraag om voorbeelden van projecten die vergelijkbaar zijn met het uwe—als ze eerder vergelijkbare opdrachten succesvol hebben uitgevoerd, zullen ze dat ook waarschijnlijk doen bij uw project.
- Hoe garandeert u kwaliteitscontrole? Kwalitatieve fabrikanten beschrijven specifieke inspectie- en testprocedures die worden uitgevoerd tijdens de productiefasen. Vaagheid in antwoorden duidt op inconsistente processen.
- Wat zijn uw gebruikelijke doorlooptijden? Het begrijpen van doorlooptijden geeft een eerste indicatie van efficiëntie en belastingsbeheer. Vraag specifiek naar de omvang van uw project en de huidige wachtrij.
- Welke toleranties garandeert u? Professionele fabrikanten geven specifieke dimensionele toleranties aan — meestal ±0,005" tot ±0,010" voor lasersnijden. Vermijd fabrikanten die niet kunnen of willen vasthouden aan meetbare standaarden.
- Hoe gaat u om met bestanden die aanpassing nodig hebben? Hun antwoord laat zien of ze problematische bestanden eenvoudigweg zullen afwijzen of samenwerken om uw visie binnen de beperkingen van de productie te realiseren.
- Welke afwerkingsmogelijkheden biedt u intern en welke worden uitbesteed? Interne afwerking betekent doorgaans een snellere doorlooptijd en betere kwaliteitscontrole. Uitbestede afwerking verlengt de levertijd en kan communicatieproblemen veroorzaken.
- Hoe verpakt en verzendt u afgewerkte onderdelen? Deze vaak over het hoofd gezien vraag onthult de aandacht voor detail. Kwalitatieve fabrikanten beschrijven specifieke verpakkingsmethoden die geschikt zijn voor uw materiaal en afwerking.
Het fabricageproces kan complex lijken, maar elke fase heeft een doel — het omzetten van uw concept in een duurzame, mooie realiteit. Fabrikanten die hun proces transparant uitleggen, tonen vertrouwen in hun werk en respect voor uw investering. Zij die de productie als een mysterie behandelen, kunnen inconsistente kwaliteit of verouderde capaciteiten verbergen.
Uitgerust met kennis over het proces en de juiste vragen, bent u goed voorbereid om potentiële partners effectief te beoordelen. Maar het begrijpen van het traject is slechts één onderdeel van projectsucces — het toepassen van ontwerpbest practices specifiek voor uw toepassingstype zorgt ervoor dat uw laser gesneden metalen ontwerpen maximaal impact hebben.

Ontwerpbest practices per toepassingstype
Je hebt de materiaalkeuze bepaald, de technische beperkingen begrepen en het volledige fabricageproces in kaart gebracht. Nu komt het creatieve gedeelte: het ontwerpen van gelaserde metalen onderdelen die daadwerkelijk werken. Maar hier is wat de meeste handleidingen over het hoofd zien: ontwerppraktijken zijn niet universeel. Wat een prachtig decoratief metalschild oplevert, mislukt jammerlijk als bedrijfsnaambord. Het patroon dat mooie afscherming geeft voor privacy, kan de structurele integriteit verzwakken bij grote architecturale panelen.
Laten we dat tekort aanpakken. Of je nu gelaserde stalen borden maakt voor een winkelpui, kunstborden van metaal voor een galerie, of functionele roosters voor HVAC-toepassingen, deze toepassingsspecifieke principes helpen je om doelgericht te ontwerpen—zonder giswerk.
Principes voor wegtekenontwerp voor maximale impact
Uw metalen borden hebben één hoofddoel: communicatie. Elk ontwerpbesluit moet leesbaarheid, merkherkenning en visuele impact op de beoogde kijkafstand ondersteunen. Klinkt eenvoudig? U zou verbaasd staan hoe vaak deze basisprincipes worden opgeofferd voor esthetische franje die de kernfunctie van het bord ondermijnt.
Aanbevolen werkwijzen voor zakelijke en commerciële met behulp van een laser gesneden borden:
- Lettergrootte afstemmen op kijkafstand: Een vuistregel: elke inch aan letterhoogte zorgt voor ongeveer 10 voet leesafstand. Een bord dat bedoeld is voor zichtbaarheid op 50 voet, heeft een minimale letterhoogte van 5 inch nodig. Decoratieve lettertypen kunnen zelfs nog groter moeten zijn om duidelijkheid te behouden.
- Geef prioriteit aan contrast boven complexiteit: Volgens Stealth Industry , duidelijkheid is essentieel bij het maken van op maat gemaakte metalen borden. Overmatig complexe of sierlijke lettertypen kunnen er van dichtbij aantrekkelijk uitzien, maar verminderen de leesbaarheid op afstand. Kies geschikte tekstformaten, duidelijke lettertypen en contrasterende kleurcombinaties.
- Overweeg dimensionale montage: Lasergesneden letters die zijn bevestigd met standoffs creëren schaduwdiepte die de zichtbaarheid sterk verhoogt. Deze eenvoudige techniek verandert vlakke borden in opvallende driedimensionale displays zonder de materiaalkosten aanzienlijk te verhogen.
- Ontwerp voor integratie van verlichting: Als uw bord verlicht wordt, plan dit dan vanaf het begin. LED-achtergrondverlichting, randverlichting en halo-effecten vereisen elk andere ontwerpnormen — uitsnijdgrootte, bevestigingsmogelijkheden en materiaaltransparantie spelen allemaal een rol in het eindresultaat.
- Koppel gewicht van materiaal aan bevestiging: Een zwaar roestvrijstalen bord vereist stevige bevestigingsoplossingen. Het ontwerpen van een groot formaatbord zonder rekening te houden met de praktische installatie leidt tot dure technische oplossingen of, erger nog, veiligheidsrisico's.
Veelgemaakte fouten bij decoratieve metalen bordenprojecten:
- Het gebruik van serif-lettertypen in kleine maten — fijne details verdwijnen tijdens het snijden
- Vergeten dat negatieve ruimte (uitsnijdingen) de vormgeving net zo goed bepaalt als massieve delen
- Er rekening mee houden dat poedercoating dikte toevoegt, waardoor fijne details mogelijk worden opgevuld
- Ontwerpen zonder te overwegen hoe schaduwen op het bevestigingsoppervlak zullen verschijnen
Laser gegraveerde bordjes bieden een alternatief wanneer uw ontwerp fijne details vereist die niet haalbaar zijn met snijden. Oppervlaktegravering behoudt ingewikkelde patronen terwijl de structurele integriteit wordt gewaarborgd—ideaal voor gedetailleerde logo's, QR-codes of decoratieve randen rond gesneden typografie.
Architectonische paneelpatronen die presteren
Grootschalige architectonische toepassingen vergen meer dan alleen esthetische aantrekkelijkheid—ze vereisen technisch verstand van structurele constructie. Een mooi patroon dat werkt op bureauformaat kan doorbuigen, vervormen of volledig falen wanneer het wordt opgeschaald naar geveltoepassingen.
Aanbevolen werkwijzen voor architectonische panelen en privacy-schermen:
- Houd constante brugbreedtes aan: Het massieve metaal tussen de uitsparingen (bruggen) zorgt voor structurele integriteit. Het variëren van de breedte van de bruggen over een paneel heen leidt tot een ongelijke spanningverdeling en mogelijke vervorming. Houd de breedte van de bruggen consistent en kies geen smaller dan de aanbevolen minimumwaarden voor uw materiaal en plaatdikte.
- Rekening houden met thermische uitzetting: Grote metalen panelen zetten uit en krimpen bij temperatuurwisselingen. Montagesystemen moeten deze beweging opvangen — starre bevestiging veroorzaakt golfvorming. Ontwerp bevestigingsmogelijkheden die gecontroleerde beweging toestaan.
- Bereken het percentage open oppervlak: De openheid van het patroon beïnvloedt de windbelasting, lichtdoorlatendheid en privacy. Documenteer het percentage open oppervlak van uw ontwerp en controleer of dit voldoet aan de projectvereisten voordat u in productie gaat.
- Houd rekening met de oriëntatie van het patroon: Horizontale patronen gedragen zich anders dan verticale patronen onder invloed van zwaartekracht en windbelasting. De oriëntatie van het paneel tijdens de installatie moet overeenkomen met uw ontwerpvoornemen.
- Geef de juiste plaatdikte op: Volgens MakerVerse helpt het om de snijgeometrie op minimaal twee keer de plaatdikte te plaatsen om vervorming te voorkomen. Grotere panelen vereisen doorgaans zwaardere diktes om vlakheid te behouden—onderschat de structurele eisen niet.
Aanbevolen werkwijzen voor decoratieve wandkunst en interieuronderdelen:
- Ontwerp op basis van het kijkhoek: Aan de muur bevestigde onderdelen worden meestal recht van voren bekeken, terwijl installaties aan het plafond van onderaf worden gezien. De patroondichtheid en detailgrootte moeten overeenkomen met de primaire kijkhoek.
- Rekening houden met achtergrondverlichtingseffecten: Interieurpanelen bevatten vaak verlichting. Bedenk hoe licht door openingen zal schijnen—kleinere, dichtere perforaties zorgen voor een gedempte gloed, terwijl grotere openingen duidelijke schaduwpatronen projecteren.
- Balans tussen positieve en negatieve ruimte: De meest indrukwekkende metalen kunstborden bereiken visuele harmonie tussen massief metaal en uitgesneden delen. Geen van beide mag overheersen, tenzij die onevenwichtigheid een specifiek ontwerpdoel dient.
- Houd rekening met materiaalpatina: Binnenapplicaties kunnen materialen zoals koper en messing benadrukken die in de loop van tijd karakter ontwikkelen. Ontwerp met deze evolutie in gedachten — het eerste uiterlijk verschilt van de verouderde schoonheid.
Best practices voor functionele roosters en ventilatieafdekkingen:
- Geef prioriteit aan open oppervlak voor luchtdoorstroming: Decoratieve patronen moeten een voldoende groot open oppervlak behouden — meestal 50% of meer voor toevoeropeningen. Mooie patronen die de luchtdoorstroming beperken, nadelig zijn voor de prestaties van de HVAC-installatie.
- Vermijd geometrie die vuil opvangt: Horizontale sleuven hopen sneller stof op dan verticale openingen. Straalvormige of diagonale patronen bieden vaak een goede balans tussen esthetiek en praktische onderhoudsaspecten.
- Ontwerp op verwijderbaarheid: Roosters moeten periodiek worden gereinigd of toegang geven tot systemen erachter. Zorg voor bevestigingsmogelijkheden die eenvoudige verwijdering zonder gereedschap of beschadiging mogelijk maken.
Veelgemaakte fouten en misvattingen vermijden
Na het doornemen van duizenden projecten met gelaserd metaal zien we bepaalde fouten regelmatig terugkomen. Het begrijpen van deze valkuilen helpt u kostbare herzieningen te voorkomen:
Misverstand: Meer detail betekent beter ontwerp.
Realiteit: Te veel detail verhoogt de snijtijd, verhoogt de kosten en versleten vaak sneller tijdens de afwerking. Strategische vereenvoudiging verbetert vaak zowel de esthetiek als de duurzaamheid. Houd er rekening mee dat gelaserde metalen ontwerpen op afstand worden bekeken — microdetails die zichtbaar zijn in CAD-software verdwijnen bij installatie in de praktijk.
Misverstand: Elk vectorbestand is productieklaar.
Realiteit: Ontwerpbestanden moeten specifiek worden voorbereid voor lasersnijden. Overlappende lijnen veroorzaken dubbele sneden. Open paden verwarren de snijsoftware. Tekst moet worden omgezet naar contouren. Volgens MakerVerse is correcte bestandsvoorbereiding geen optie — het heeft direct invloed op de snijkwaliteit en productie-efficiëntie.
Misverstand: Materiaalkeuze is puur esthetisch.
Realiteit: Verschillende metalen reageren anders op identieke ontwerpen. Een patroon dat prachtig snijdt in aluminium kan vervormen in koper door verschillen in warmtegeleidingsvermogen. Materiaalkeuze en ontwikkeling van het ontwerp moeten gelijktijdig plaatsvinden, niet achtereenvolgens.
Misvatting: Afwerking verdoezelt ontwerpfouten.
Realiteit: Poedercoating en andere afwerkingen benadrukken juist oneffenheden. Scherpe randen treden meer naar voren. Verwarpte panelen blijven verwrongen. Kwaliteitsvolle afwerking verbetert kwaliteitsvol snijden — het kan geen slechte fabricage compenseren.
Werken met ontwerpers versus zelfbouwmethodes
Wanneer moet je professionele ontwerphulp inhuren, en wanneer kun je het ontwerp zelf met vertrouwen aanpakken? De complexiteit van het project biedt de duidelijkste richtlijn:
Voor zorgvuldige zelfbouw geschikte projecten:
- Eenvoudige geometrische patronen met consistente kenmerken
- Tekstgebaseerde borden met standaardlettertypen
- Aanpassingen van bestaande ontwerpen aan nieuwe afmetingen
- Enkele stukken met duidelijke referentievoorbeelden
- Persoonlijke projecten waarbij leren belangrijker is dan perfectie
Professioneel ontwerp aanbevolen:
- Merkenidentiteitswerk dat een onderscheidende visuele taal vereist
- Grootschalige architectonische installaties met structurele eisen
- Complexe patronen die engineeringanalyse vereisen
- Productie in grote volumes waarbij optimalisatie aanzienlijk invloed heeft op kosten
- Projecten met specifieke prestatie-eisen (luchtstroom, lichttransmissie, belastbaarheid)
De investering in professioneel ontwerp betaalt zich vaak terug via geoptimaliseerd materiaalgebruik, minder herzieningen en superieure eindresultaten. Let bij het beoordelen van ontwerpers op ervaring specifiek met laser gesneden metaal—vaardigheden in grafisch ontwerp gaan niet automatisch gepaard met kennis van productiebeperkingen.
Voor precisie metalen projecten die uitgebreide Ontwerp voor Fabricage-ondersteuning vereisen, fabrikanten zoals Shaoyi bied DFM-begeleiding die helpt ontwerpen te optimaliseren voor productie-efficiëntie. Deze vorm van deskundige input is onmisbaar wanneer uw ontwerp esthetische doelen moet combineren met de realiteiten van fabricage — ervaren fabrikanten kennen materiaalbeperkingen die puur visuele ontwerpers gemakkelijk kunnen missen.
Ontwerpchecklist voordat u bestanden indient
Controleer voordat u uw ontwerp voor productie verzendt de volgende essentiële elementen:
- Alle tekst omgezet naar contouren/paden
- Geen overlappende of dubbele lijnen
- Alle vormen volledig gesloten
- Minimale onderdeelafmetingen voldoen aan materiaaleisen
- Brugbreedtes voldoende voor structurele integriteit
- Bestandseenheden komen overeen met de beoogde afmetingen
- Ontwerp geschaald naar daadwerkelijke productiegrootte
- Montagevoorzieningen inbegrepen waar nodig
- Percentage open oppervlak gedocumenteerd (voor functionele toepassingen)
- Materiaal en afwerking gespecificeerd in de bijbehorende documentatie
Deze systematische aanpak vangt problemen op die productievertragingen en kostenoverschrijdingen veroorzaken. Een extra uur besteden aan een grondige bestandsbeoordeling bespaart vaak dagen aan revisierondes.
Als u eenmaal de ontwerpbeste praktijken onder de knie hebt voor uw specifieke toepassing, blijft er één cruciale beslissing over: het selecteren van de juiste fabricagepartner om uw geoptimaliseerde ontwerp feilloos tot leven te brengen. De criteria voor die beoordeling — en de vragen die de echte capaciteit onthullen — verdienen speciale aandacht.
De juiste fabricagepartner kiezen
U hebt materialen onder de knie, beperkingen begrepen, uw ontwerp geoptimaliseerd en het productietraject uitgestippeld. Nu komt de beslissing die bepaalt of al die voorbereiding leidt tot indrukwekkende resultaten of tot teleurstelling: de keuze van uw fabricagepartner. Deze keuze telt meer dan de meeste kopers beseffen — hetzelfde ontwerpbestand levert sterk uiteenlopende resultaten op, afhankelijk van wie uw werk snijdt, afwerkt en levert.
Bekijk het zo: een ervaren fabricant verandert goede ontwerpen in uitzonderlijke metalen bordjes en panelen. Een matige partner vermindert zelfs briljante concepten. Of u nu persoonlijke metalen bordjes maakt voor een speciale gelegenheid of buitenmaat op maat gemaakte metalen bordjes voor duurzame merkzichtbaarheid, de keuze van uw partner heeft direct invloed op kwaliteit, planning en het algehele succes van het project.
Beoordeling van leveranciers van lasersnijdiensten
Niet alle fabrikanten verdienen uw zakenrelatie. Deze beoordelingscriteria helpen u om echte partners te onderscheiden van orderafhandelaars die uw project mogelijk in gevaar kunnen brengen:
- Industriecertificeringen en kwaliteitssystemen: Certificeringen tonen een toewijding aan consistente kwaliteit. Volgens Xometry laat ISO 9001-certificering zien dat wordt voldaan aan gestandaardiseerde kwaliteitsmanagementsystemen die traceerbaarheid, documentatie en procesuitmuntendheid waarborgen. Voor precisie metalen onderdelen die voldoen aan automobielkwaliteitsnormen, bieden fabrikanten zoals Shaoyi iATF 16949-certificering aan — het strenge kwaliteitskader van de auto-industrie dat gebreken beperkt en verspilling vermindert. Zoek naar producenten die hun kwaliteitsprocessen kunnen documenteren, niet alleen beweren.
- Levertijden en reactievermogen: Hoe snel kunnen ze een offerte voor uw project geven? Hoe snel leveren ze de afgewerkte onderdelen? Volgens TMCO geeft het begrip van doorlooptijden een eerste indicatie van efficiëntie en belastingsbeheer. Kwaliteitsfabrikanten bieden snelle prototypemogelijkheden binnen 5 dagen en behouden tijdens de productie transparante communicatie. Shaoyi bijvoorbeeld, levert een offerte binnen 12 uur — wat aantoont welk reactievermogen u mag verwachten van serieuze partners.
- Materiaalopties en Voorraad: Heeft de fabrikant de benodigde materialen op voorraad, of zal de inkoop weken aan uw planning toevoegen? Uitgebreide materiaalaanbiedingen duiden op een diepgang in fabricage. Controleer voordat u zich verbindt of zij uw specifieke metaalsoort, diktebereik en hoeveelheidsvereisten kunnen verwerken.
- Afwerkingsmogelijkheden: Interne afwerking stroomlijnt de productie en behoudt de kwaliteitscontrole. Volgens TMCO minimaliseert elke stap die onder één dak wordt beheerd vertragingen, verbetert de consistentie en waarborgt verantwoordelijkheid gedurende het hele proces. Vraag specifiek of poedercoaten, anodiseren of plateren ter plaatse gebeurt of wordt uitbesteed.
- Ontwerpondersteuningsdiensten: De beste fabricagepartners bieden meer dan alleen snijden — zij leveren Design for Manufacturing (DFM)-analyse die uw ontwerp optimaliseert voor productie. TMCO merkt op dat effectieve turnkey-partners niet enkel blauwdrukken volgen — zij werken vanaf het begin mee, bieden CAD/CAM-modellering, prototypingmogelijkheden en technische consultatie om de prestaties te verbeteren en verspilling te verminderen.
- Apparatuur en technologie: Moderne vezellasers, geavanceerde CNC-systemen en robotgeautomatiseerde systemen duiden op investeringen in kwaliteit en efficiëntie. Volgens TMCO is precisieproductie sterk afhankelijk van de juiste apparatuur — geavanceerde technologie maakt kortere productiecyclus, nauwkeurigere toleranties en betere herhaalbaarheid mogelijk.
- Schaalbaarheid: Kunnen zij een enkel prototype aan en later opschalen naar productiehoeveelheden? TMCO benadrukt dat de beste partners robuuste supplychain-netwerken en flexibele productiecapaciteit behouden om voldoen aan veranderende vraag — of u nu één onderdeel of duizenden nodig heeft.
- Communicatie en projecttransparantie: Duidelijke communicatie bepaalt vaak het succes van een project. Zoek naar toegewijde projectmanagers, regelmatige voortgangsrapportages en proactieve probleemoplossing. Fabrikanten die uw project als een blackbox behandelen, verbergen mogelijk inconsistente processen.
Uw op maat gemaakt metalen ontwerpproject starten
In deze gids hebt u stap voor stap een uitgebreid beslissingskader opgebouwd. Zo sluit alles op elkaar aan:
Samenvatting van uw beslissingskader:
- Materiaalkeuze biedt een evenwicht tussen corrosieweerstand, gewicht, kosten en esthetische doelstellingen in relatie tot uw specifieke toepassingsvereisten
- Ontwerprestricties bepaalt wat fysiek haalbaar is — minimale onderdelenmaten, brugbreedtes en snijmaatoverwegingen die creatieve concepten omzetten in realiseerbare producten
- Toepassingsspecifieke best practices zorgen ervoor dat uw ontwerp zijn beoogde functie vervult, of dit nu gaat om merkcommunicatie, zichtbescherming of architectonisch effect
- Afwerkingkeuze beschermt uw investering gedurende jaren of zelfs decennia, afgestemd op de milieu-omstandigheden en verwachte onderhoudsniveaus
- Partnerbeoordeling identificeert fabrikanten met de certificeringen, capaciteiten en betrokkenheid om uw visie perfect te realiseren
Uw volgende stappen op basis van projectfase:
Als u nog steeds op zoek bent naar mogelijkheden:
- Verzamel inspiratiebeelden die stijlen, materialen en toepassingen tonen die u aanspreken
- Definieer uw projectvereisten: afmetingen, omgeving, budgetbereik en tijdpad
- Bekijk de materiaalvergelijking en afwerkingstabellen om uw opties te verkleinen
- Overweeg of u professionele ontwerphulp nodig hebt of zelf bestanden kunt voorbereiden
Als u een ontwerptidee klaar heeft:
- Controleer of uw ontwerp voldoet aan de technische beperkingen zoals beschreven in deze handleiding
- Bereid productieklaare bestanden voor in DXF-formaat met schone geometrie
- Documenteer uw specificaties: materiaal, dikte, afwerking en hoeveelheid
- Identificeer drie tot vijf potentiële fabrikanten die overeenkomen met de vereisten van uw project
Als u klaar bent om offertes aan te vragen:
- Dien identieke specificaties in bij meerdere fabrikanten voor een nauwkeurige vergelijking
- Stel de eerder genoemde beoordelingsvragen—antwoorden onthullen de werkelijke capaciteit
- Vraag monsters of referenties voor soortgelijk eerdere werkzaamheden
- Beoordeel de totale waarde, niet alleen de prijs, inclusief kwaliteitsborging, doorlooptijd en communicatie
- Bevestig alle specificaties schriftelijk voordat de productie begint
Uw ontwerpreis voor geponste metalen onderdelen eindigt niet met de fabricage—het begint daar. Het metalen bord, het architectonische paneel of het decoratieve stuk dat u vandaag creëert, wordt jarenlang onderdeel van gebouwen, merken en ruimtes. Door de kennis uit deze gids toe te passen, zorgt u ervoor dat uw investering blijvende waarde oplevert: precisie die uw ontwerpvisie waardig is, duurzaamheid die standhoudt tegen alledaagse omstandigheden, en schoonheid die vanaf dag één tot tien jaar lang aandacht trekt.
De weg van eerste schets naar perfecte oplevering is nu duidelijk. Uw volgende stap? Zet die.
Veelgestelde vragen over gelaserde metalen ontwerpen
1. Welke materialen kunnen worden gezaagd met een laser voor metalen borden en panelen?
Laserknipsen werkt uitstekend met aluminium, zacht staal, roestvrij staal, messing en koper. Aluminium biedt een lichtgewicht duurzaamheid en natuurlijke corrosieweerstand, wat het ideaal maakt voor buitensignalisatie. Roestvrij staal zorgt voor ongeëvenaarde levensduur in extreme omgevingen. Messing en koper geven een warme uitstraling met natuurlijke patinavorming, perfect voor decoratieve toepassingen. Vezellasers verwerken reflecterende metalen zoals aluminium en koper bijzonder goed, terwijl zowel CO2- als vezellasers schone sneden produceren op staal. De materiaalkeuze moet aansluiten bij de milieublootstelling, gewichtseisen en budgetbeperkingen van uw project.
2. Hoe vind ik gelaserde metalen borden in mijn buurt?
Bij het zoeken naar lokale lasersnijdiensten, beoordeel fabrikanten op basis van hun certificeringen (ISO 9001 of IATF 16949 voor precisiewerk), apparatuurbeschikbaarheid (vezel- versus CO2-lasers), materiaalopties en afwerkingsdiensten. Vraag om monsters van eerdere werkzaamheden die vergelijkbaar zijn met uw project. Kwalitatieve fabrikanten bieden DFM-analyse (Design for Manufacturing), transparante communicatie en duidelijke doorlooptijden. Voor precisie op automobielniveau bieden fabrikanten zoals Shaoyi kwaliteit met IATF 16949-certificering, offertes binnen 12 uur en uitgebreide DFM-ondersteuning.
3. Wat is de minimale onderdeelgrootte voor lasersnijontwerpen in metaal?
Minimale onderdeelafmetingen zijn afhankelijk van het materiaaltype en de dikte. Over het algemeen dient de minimale gatdiameter gelijk te zijn aan of groter te zijn dan de materiaaldikte voor schone resultaten. Voor 1 mm aluminium bedraagt de minimale afmeting ongeveer 0,020 inch; voor 3 mm roestvrij staal ongeveer 0,045 inch. Stegbreedtes tussen uitsparingen moeten de structurele integriteit behouden—meestal tussen 0,030 en 0,080 inch, afhankelijk van de plaatdikte. De kerfbreedte (materiaal dat door de laser wordt verwijderd) varieert van 0,006 tot 0,040 inch, wat betekent dat elk onderdeel kleiner dan de kerfbreedte tijdens het snijden verdwijnt.
4. Hoeveel kosten op maat gemaakte, met een laser gesneden metalen borden?
De kosten van lasersnijden zijn afhankelijk van het materiaaltype en de dikte (aluminium is goedkoper dan roestvrij staal), de ontwerpproblematiek (meer uitsnijdingen verlengen de snijtijd), de totale snijlengte, de bestelhoeveelheid en de afwerkeisen. Dikkere materialen vereisen langzamere snijsnelheden, wat de machine-ijdsduur verhoogt. Grotere oplagen verlagen de kosten per stuk, omdat de instelkosten worden gespreid over meer onderdelen. Efficiënt nesting maximaliseert het materiaalgebruik en vermindert verspilling. Aangepaste ontwerpen rechtvaardigen hogere kosten wanneer de merkidentiteit unieke visuele elementen vereist of architectonische integratie specifieke patronen noodzakelijk maakt.
5. Welke afwerkmogelijkheden beschermen gelaserde metalen onderdelen buitenshuis?
Poedercoating biedt uitstekende slijt- en slagweerstand met onbeperkte kleuropties en houdt 15-20+ jaar buiten. Type 2 anodiseren (alleen aluminium) creëert een dunne, harde laag die ideaal is voor architectonische toepassingen. Type 3 hardcoat anodiseren zorgt voor uitzonderlijke slijtvastheid in drukke of marine omgevingen. Thermisch verzinken beschermt staal met dikke zinklagen die 25-50+ jaar meegaan door middel van sacrificaal corrosiebescherming. Voor kustomgevingen combineert u thermisch verzinken met een poedercoating afwerklaag voor maximale bescherming tegen zoutnevel.