 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Kosten voor maatwerkverspaning onthuld: Wat bewerkingsbedrijven u niet direct vertellen
Wat maatwerkbevinding echt betekent voor moderne productie
Hebt u zich ooit afgevraagd hoe ingenieurs precieze componenten maken die simpelweg niet op het assortiment van enige leverancier staan? Daar komt maatwerkbevinding om de hoek kijken. In wezen maakt deze productiemethode gebruik van CNC-technologie om onderdelen te produceren die volledig zijn afgestemd op exacte specificaties — unieke vormgevingen, strakke toleranties en klantspecifieke eisen die standaardproductiemethoden niet kunnen leveren.
In tegenstelling tot massaproductie, die prioriteit geeft aan een grote productieomvang van identieke componenten , richten maatwerkbevindingsdiensten zich op flexibiliteit en precisie. U bent niet beperkt tot wat er al op de markt beschikbaar is. In plaats daarvan stelt uw ontwerpteam een gedetailleerd CAD-model op met daarin de exacte afmetingen, vormen en materiaaleisen. De CNC-machine en de bijbehorende programmeercode vertalen vervolgens dat digitale ontwerp in een fysiek onderdeel met opmerkelijke nauwkeurigheid.
Van blauwdruk naar precisie-realiteit
De reis van concept naar afgewerkt onderdeel volgt een gestructureerd traject. Allereerst ontwikkelt uw engineeringteam een uitgebreid ontwerp waarin elke kritieke afmeting wordt gespecificeerd. Vervolgens volgt het prototyping, waarbij gefreesde onderdelen strenge tests ondergaan om de functionaliteit te verifiëren. Pas na deze validatie begint de productie in volledige schaal.
Denk er zo over: massaproductie vraagt: "Hoeveel identieke onderdelen kunnen we per uur produceren?" Op maat gemaakte bewerking vraagt: "Aan welke exacte specificaties moet dit unieke onderdeel voldoen?" Dit verschil bepaalt fundamenteel hoe fabrikanten uw project aanpakken.
Op maat gemaakte bewerking vormt de essentiële brug tussen ontwerpintentie en fysieke realiteit — en transformeert complexe technische concepten in precieze onderdelen die exact presteren zoals bedoeld.
Waarom standaardonderdelen tekortschieten
Standaard componenten uit voorraad werken prima voor algemene toepassingen. Maar wat gebeurt er als uw project toleranties vereist die zo nauw zijn als 0,003–0,005 inch? Of wanneer uw ontwerp een geometrie vereist die geen enkel catalogusartikel kan evenaren? Dit is precies waar precisiebewerkingsdiensten onmisbaar worden.
Industrieën zoals lucht- en ruimtevaart, medische apparatuur en defensie zijn sterk afhankelijk van deze aanpak. Hun componenten moeten voldoen aan uiterst strenge normen, waarbij zelfs microscopische afwijkingen de veiligheid of prestaties in gevaar kunnen brengen. Een chirurgisch instrument kan bijvoorbeeld geen dimensional afwijkingen tolereren die wel acceptabel zijn voor consumentenproducten.
De voordelen gaan verder dan puur precisie:
- Aangepaste specificaties die de compatibiliteit met bestaande systemen verbeteren
- Superieure Materiaalkeuze waaronder exotische legeringen en technische kunststoffen
- Innovatieve ontwerpen die bedrijven concurrentievoordelen verschaffen
- Minder fouten via strengere kwaliteitscontroleprocessen
In dit hele artikel ontdekt u de kern-CNC-processen die op maat gemaakte productie aandrijven, leert u hoe u geschikte materialen kiest, begrijpt u tolerantievereisten, vergelijkt u alternatieve methoden en identificeert u uiteindelijk de juiste productiepartner voor uw specifieke behoeften. Of u nu een prototype ontwikkelt of een beperkte productierun plant: het begrijpen van deze basisprincipes helpt u om weloverwogen beslissingen te nemen die aansluiten bij uw projectdoelen en budget.

Kern-CNC-processen die op maat gemaakte productie aandrijven
Nu u weet wat op maat gemaakte bewerking oplevert, gaan we nu in op de machines achter de magie. Vier primaire CNC-processen vormen de ruggengraat van precisieproductie, waarbij elk proces specifieke mogelijkheden biedt voor bepaalde toepassingen. Het weten wanneer u welk proces moet gebruiken — en hoe deze processen samenwerken — kan aanzienlijk invloed hebben op het succes en het budget van uw project.
Basisprincipes van CNC-freesbewerking en CNC-draaibewerking
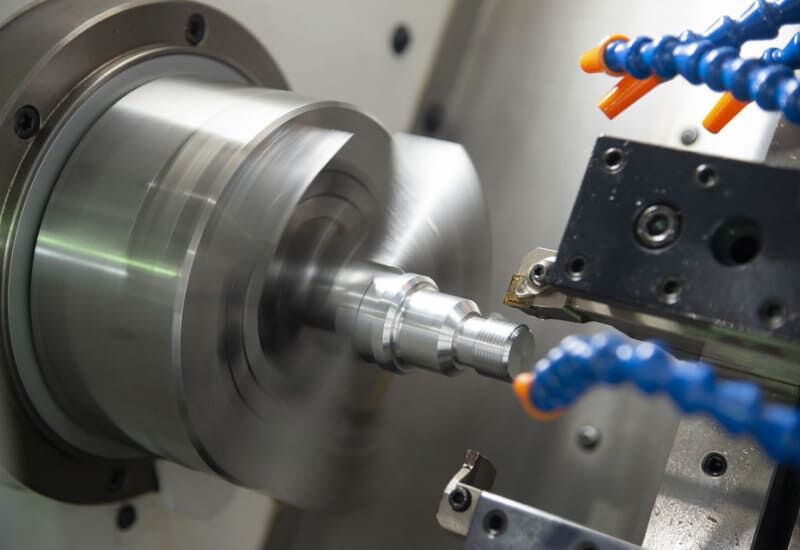
Stel je voor dat je een complexe 3D-vorm freesbewerkt uit een massief blok aluminium. Dat is in essentie wat CNC-frezen doet. Een roterend snijgereedschap beweegt in meerdere richtingen over het werkstuk, waarbij materiaal wordt verwijderd om ingewikkelde geometrieën te vormen , uitsparingen, groeven en oppervlaktekenmerken. Moderne 5-assige freesmachines kunnen het werkstuk van bijna elke hoek benaderen zonder herpositionering—waardoor tolerantie-opstapeling wordt beperkt en dimensionele nauwkeurigheid binnen ±0,0005 inch wordt bereikt.
Wat maakt frezen zo veelzijdig? De CNC-snijmachine kan complexe contouren uitvoeren, gedetailleerde oppervlaktestructuren produceren en kenmerken creëren die met handmatige methoden onmogelijk zouden zijn. Of u nu een prototypebehuizing met interne holten of een productiecomponent met nauwkeurige montagevlakken nodig heeft: frezen verwerkt de geometrische complexiteit.
CNC-draaien volgt een fundamenteel andere aanpak. Hierbij draait uw werkstuk terwijl stationaire snijgereedschappen het vormgeven tot cilindrische vormen. Denk aan assen, lagers, pennen en alle onderdelen met rotatiesymmetrie. Een kwalitatieve CNC-draaiservice kan toleranties van ±0,0005 inch op diameterafmetingen bereiken, waardoor dit proces essentieel is voor onderdelen die een nauwkeurige pasvorm vereisen.
Moderne CNC-draaibanken met actieve gereedschapsvoorziening vervagen de grens tussen draaien en frezen. Deze machines kunnen boren, taps maken en zelfs frezen uitvoeren terwijl het werkstuk vastgeklemd blijft — wat de insteltijd verkort en fouten door meervoudige hantering elimineert. Zwitserse machines zijn bijzonder geschikt voor de productie van lange, slanke onderdelen, waarbij traditionele draaibanken problemen kunnen ondervinden met doorbuiging.
Wanneer kiest u de ene methode boven de andere? Houd rekening met de dominante geometrie van uw onderdeel:
- Voornamelijk cilindrisch met rotatiesymmetrische kenmerken → CNC-draaien
- Complexe 3D-vormen met uitsparingen en contouren → CNC-frezen
- Combinatie van beide → Multias-gecentreerde freesdraaibanken
Precisieboorbewerkingen
Klinkt eenvoudig, toch? Gewoon gaten boren? Niet helemaal. Precisieboorbewerkingen in maatwerkproductie omvatten veel meer dan het simpelweg door een stuk metaal heen duwen van een boor. Het proces omvat onder andere reameren voor exacte diameters, verzonken boren voor bevestigingskoppen en diepboorbewerkingen voor onderdelen waarbij de lengte-diameterverhouding hoger is dan 10:1.
De toleranties voor gaten zijn uiterst belangrijk bij montage-toepassingen. Een aslager vereist een nauwkeurig afgestemde boring om correct te functioneren — te los leidt tot trillingen; te strak veroorzaakt wrijving en daardoor vroegtijdige slijtage. Moderne CNC-boorbewerkingen bereiken routinematig een positionele nauwkeurigheid binnen 0,025 mm en diametertoleranties van ±0,013 mm op kritieke kenmerken.
Wanneer EDM essentieel wordt
Wat gebeurt er wanneer conventionele CNC-snijgereedschappen gewoon niet toegang hebben tot de gewenste geometrie? Of wanneer uw materiaal zo hard is dat traditionele methoden het gereedschap onmiddellijk zouden vernietigen? Dan is elektrochemisch verspanen (EDM) uw oplossing.
EDM werkt via gecontroleerde elektrische vonken die materiaal afslijten zonder fysiek contact. Draad-EDM produceert ingewikkelde 2D-profielen met toleranties tot ±0,0001 inch — tien keer strenger dan bij standaard bewerking. Onderdompel-EDM maakt complexe 3D-uitwisselingen door gebruik te maken van gevormde elektroden om interne kenmerken te vormen. Volgens specialisten op het gebied van precisiebewerking, Bereikt EDM oppervlakteafwerkingen tot 0,1 μm Ra , waardoor secundaire polijstbewerkingen vaak volledig overbodig worden.
EDM onderscheidt zich vooral bij geharde materialen met een hardheid van meer dan 60 HRC — gereedschapsstaal, wolfraamcarbide en exotische legeringen die conventionele snijgereedschappen snel zouden slijten. Fabrikanten van medische hulpmiddelen specificeren EDM vaak voor chirurgische instrumenten die zowel extreme hardheid als ingewikkelde geometrieën vereisen.
Procesvergelijking in één oogopslag
De keuze van het juiste proces hangt af van uw specifieke eisen. Deze vergelijking helpt u begrijpen wat elke methode biedt:
| Proces type | Beste toepassingen | Typische toleranties | Materiële verenigbaarheid |
|---|---|---|---|
| CNC Fрезеровка | Complexe 3D-geometrieën, oppervlaktekenmerken, uitsparingen, groeven | ±0,0005" tot ±0,002" | Aluminium, staal, titanium, kunststoffen, composieten |
| CNC Draaien | Cilindrische onderdelen, assen, lagers, geschroefde componenten | ±0,0005" tot ±0,001" | Alle bewerkbare metalen en technische kunststoffen |
| Boren/Reameren | Precisiegaten, verzonken gaten, toepassingen voor diepe gaten | ±0,0005 inch diameter, ±0,001 inch positie | De meeste metalen en kunststoffen |
| Draad- / Sinker-EDM | Geharde materialen, ingewikkelde profielen, interne holtes | ±0,0001" tot ±0,0005" | Elk geleidend materiaal, met name gehard staal |
Combinatie van processen voor complexe onderdelen
Dit is wat veel leveranciers niet direct uitleggen: de meeste precisie-onderdelen vereisen meerdere bewerkingen. Een CNC-gefrezen behuizing kan bijvoorbeeld gedraaide uitsteeksels, geboorde bevestigingsgaten en door EDM gesneden sleuven nodig hebben — allemaal op hetzelfde onderdeel. Begrip van dit feit helpt u realistische levertijden en kosten te anticiperen.
Betrouwbare CNC-draaibedrijven werken vaak samen met EDM-specialisten of beschikken over eigen capaciteit voor meerdere processen. Bij het beoordelen van offertes dient u te vragen hoe uw onderdeel door de productie loopt. Minder instellingen betekenen over het algemeen betere tolerantiebeheersing en lagere kosten. Een bedrijf met geïntegreerde capaciteiten kan strengere specificaties handhaven dan een bedrijf dat de bewerkingen verdeelt over meerdere onderaannemers.
De echte vraag wordt: uit welk materiaal moet uw precisiecomponent worden vervaardigd? Deze keuze beïnvloedt niet alleen welke bewerkingsprocessen het beste geschikt zijn, maar ook de prestatiekenmerken van uw eindonderdeel.
Gids voor materiaalselectie voor op maat gemaakte verspaande onderdelen
De keuze van het juiste materiaal is misschien de meest doorslaggevende beslissing die u zult nemen voor uw project voor maatwerkverspaning . Waarom? Omdat de materiaalkeuze direct van invloed is op de verspaningsparameters, de kwaliteit van de oppervlakteafwerking en de prestaties van uw eindonderdeel onder werkelijke omstandigheden. Toch laten veel werkplaatsen dit gesprek volledig achterwege, waardoor u zelf de keuze moet maken.
Laten we uw opties onderverdelen in drie categorieën: metalen en legeringen, technische kunststoffen en speciale materialen. Elk biedt specifieke voordelen, afhankelijk van uw toepassingsvereisten.
Metalen en legeringen voor veeleisende toepassingen
Wanneer sterkte, duurzaamheid en thermische prestaties het belangrijkst zijn, blijven metalen de eerste keuze. Maar welk metaal? Dat hangt geheel af van uw specifieke toepassing.
Aluminiumlegeringen domineren aerospace- en automotive-toepassingen om goede redenen. Volgens de materiaalgids van Xometry bieden deze lichtgewicht materialen uitstekende thermische geleidbaarheid en kunnen ze worden geëxtraheerd om de sterkte te verhogen. Aluminium 7075 levert bijvoorbeeld een treksterkte van 540 MPa, terwijl het toch zeer bewerkbaar blijft — ideaal voor structurele luchtvaartframe-onderdelen waar gewichtsbesparing direct vertaald wordt naar brandstofefficiëntie.
- Aluminium 6061 – Uitstekende lasbaarheid, veelgebruikt in extrusie, ideaal voor algemene toepassingen
- Aluminium 7075 – Hoge sterkte (540 MPa), superieure vermoeiingsweerstand, de voorkeur voor aerospace-toepassingen
- Aluminium 5083 – Beste corrosieweerstand onder niet-verwarmingsbehandelbare legeringen, geschikt voor mariene omgevingen
Roestvrij staal wordt essentieel wanneer corrosiebestendigheid voorop staat. Austenitische kwaliteiten zoals 304 en 316 bieden uitstekende bewerkbaarheid voor draai-, schroef-, boor- en freesbewerkingen. De kwaliteit 316 bevat molybdeen, wat de stabiliteit tegen chloorzuren verbetert — waardoor deze ideaal is voor medische apparatuur en chemische procesapparatuur.
Hoe zit het met slijtvaste toepassingen? Hier komt het bewerken van brons onmisbaar tot stand. CNC-bronsonderdelen presteren uitstekend in lagers, bushings en glijvlakken, waar hun zelfsmerende eigenschappen het onderhoudsbehoeften verminderen. Messinglegeringen — koper-zinkcombinaties — bieden een uitstekende snijvrijheid en uitstekende warme vervormbaarheid voor maritieme en automotive toepassingen.
Zinklegering metaal verdient speciale aandacht voor automotive- en elektronica-toepassingen. Deze legeringen combineren uitstekende gietbaarheid met goede bewerkbaarheid voor secundaire bewerkingen, waardoor ze kosteneffectief zijn voor complexe behuizingen, beugels en structurele onderdelen die matige sterkte vereisen.
Technische kunststoffen en speciale materialen
Wanneer u chemische weerstand, elektrische isolatie of simpelweg een lichter alternatief voor metaal nodig hebt, leveren technische kunststoffen opmerkelijke prestaties. De sleutel is het kiezen van een materiaal waarvan de eigenschappen aansluiten bij uw functionele vereisten.
Delrin-materiaal (Handelsnaam van DuPont voor homopolymeer acetaal) onderscheidt zich door hoge nauwkeurigheid bij mechanische onderdelen. Volgens de acetaal-bewerkingspecificaties van Xometry biedt polyacetaal Delrin uitstekende dimensionale stabiliteit met standaard toleranties van ±0,010" en haalbare toleranties van ±0,001". Deze Delrin-kunststof behoudt zijn eigenschappen bij temperaturen tussen -40 °C en 120 °C — veel breder dan bij de meeste kunststoffen.
- Delrin 150 – Hoge slagvastheid, lage wrijving, ideaal voor tandwielen en lagers
- Delrin 100 AF – Verrijkt met PTFE voor verbeterde slijtvastheid in lagertoepassingen
Wanneer slagvastheid het belangrijkst is, overweeg dan nylon voor bewerkingsapplicaties. Deze thermoplast biedt uitzonderlijke treksterkte in combinatie met krasbestendigheid, waardoor het geschikt is voor structurele onderdelen die herhaaldelijk belast worden.
Peek (polyetheretherketon) vertegenwoordigt de premiumklasse van technische kunststoffen. Het behoudt zijn chemische bestendigheid bij verhoogde temperaturen en biedt bovendien uitzonderlijke vermoeiingsbestendigheid en een lage wrijvingscoëfficiënt. Medische implantaatmaterialen en lucht- en ruimtevaartcomponenten specificeren vaak PEEK waar biocompatibiliteit of extreme omstandigheden topklasseprestaties vereisen.
- Polycarbonaat – Shatterbestendig, hoge stijfheid, uitstekend voor transparante structurele onderdelen
- PTFE (Teflon) – Extreme chemische bestendigheid, maar lastig voor nauwkeurige toleranties vanwege thermische uitzetting
- Uhmw polyethylene – Uitstekende slijtvastheid, zelfsmerend, uitstekend bij subzero-temperaturen
Hoe uw materiaalkeuze uw project beïnvloedt
Dit is wat veel leveranciers u niet direct vertellen: de keuze van materiaal heeft gevolgen voor elk aspect van uw project. Hardere materialen vereisen langzamere voedingssnelheden en vaker gereedschapswisseling—wat direct van invloed is op de kosten. Zachtere kunststoffen kunnen met standaardgereedschap een betere oppervlakteafwerking bereiken, maar kunnen onder constante belasting vervormen.
Overweeg deze praktische afwegingen:
- Verspanbaarheid versus prestatie – Vrijverspanende legeringen worden sneller bewerkt, maar kunnen ten koste gaan van de sterkte
- Mogelijkheid van oppervlakteafwerking – Sommige materialen polijsten uitstekend; andere vereisen naverwerking
- Thermisch gedrag – Kunststoffen met een hoge uitzettingscoëfficiënt maken nauwe toleranties lastig
- Kostenimplicaties – Exotische legeringen en speciale kunststoffen zijn duurder
De beste aanpak? Definieer eerst uw prestatievereisten en werk vervolgens terug om materialen te identificeren die aan deze specificaties voldoen, terwijl ze tegelijkertijd bewerkbaar en kosteneffectief blijven. Wat betreft de specificaties: het begrijpen van de tolerantievereisten is de volgende cruciale stap om te waarborgen dat uw maatwerkcomponenten functioneren zoals ontworpen.
Uitleg over precisietoleranties en kwaliteitscontrolestandaarden
U hebt uw materiaal geselecteerd en het juiste CNC-proces gekozen. Nu rijst een vraag die zowel uw budget als de functionaliteit van uw onderdeel sterk beïnvloedt: hoe nauwkeurig moeten uw toleranties eigenlijk zijn? Hierbij slagen veel projecten op het gebied van maatwerkverspaning prachtig of worden ze dure lessen in overdreven specificatie.
Volgens de ASME-normen verwijzen toleranties naar de totale toelaatbare afwijking van de basiswaarde van een afmeting — om ervoor te zorgen dat een onderdeel correct past en functioneert. Maar hier is wat werkplaatsen vaak niet uitleggen: niet elke afmeting vereist hetzelfde precisieniveau. Het begrijpen van tolerantieklassen helpt u om aan te geven wat werkelijk belangrijk is, zonder onnodige kosten te maken voor functies die daar geen behoefte aan hebben.
Begrip van tolerantieklassen en hun impact
Tolerantievereisten vallen in duidelijke klassen, waarbij elke klasse geschikt is voor verschillende toepassingen. Standaard commerciële toleranties zijn volkomen geschikt voor de meeste algemene CNC-bewerkingsonderdelen waarbij de montagepasvorm niet kritisch is. Bij het produceren van precisie-CNC-bewerkingsdiensten voor lucht- en ruimtevaart of medische toepassingen zijn echter strengere specificaties vereist — en de productiecomplexiteit neemt dienovereenkomstig toe.
Bekijk deze vergelijking van tolerantieklassen en hun praktische implicaties:
| Tolerantieklasse | Typisch Bereik | Gemeenschappelijke toepassingen | Kostenimpact |
|---|---|---|---|
| Standaard commercieel | ±0,005" tot ±0,010" | Beugels, behuizingen, niet-kritieke constructiedelen | Basisprijsstelling |
| Precisie | ±0,001" tot ±0,005" | Montageinterfaces, lagerpassingen, tandwielcomponenten | premie van 15-30% |
| Hoge Precisie | ±0,0005" tot ±0,001" | Hydraulische componenten, medische apparaten, optische montagebeugels | premie van 40-75% |
| Ultra-precisie (Zwitse bewerking) | ±0,0001" tot ±0,0005" | Lucht- en ruimtevaartinstrumenten, chirurgische implantaten, micro-elektronica | premie van 100% of meer |
Let op hoe de kosten stijgen naarmate de toleranties strenger worden? Dat komt omdat het bereiken van ultra-precisie langzamere bewerkingsnelheden vereist, vaker inspecties nodig heeft, klimaatgecontroleerde omgevingen en vaak gespecialiseerde machines zoals Zwitse bewerkingscentra die specifiek zijn ontworpen voor micronnauwkeurigheid.
Volgens specialisten op het gebied van precisieproductie beïnvloedt de nauwkeurigheid van de machine rechtstreeks de haalbare toleranties. Spindelonzekerheid, slijtage van de geleidingen en thermische uitzetting veroorzaken systematische fouten die zich tijdens de productie opstapelen. Dit verklaart waarom niet elke werkplaats dezelfde precisie kan leveren—de mogelijkheden van hun machines verschillen aanzienlijk.
Wanneer strakkere toleranties belangrijk zijn
Wanneer moet u dus strengere toleranties specificeren voor uw bewerkte onderdelen? Richt u op functionele afmetingen—kenmerken die direct van invloed zijn op de manier waarop uw component zijn beoogde functie uitvoert:
- Montage-interfaces waar onderdelen met specifieke spelingen of perspassingen op elkaar moeten passen
- Lagerboren en asdiameters die nauwkeurige looppassingen vereisen
- Afdichtingsvlakken waar lekkage de functie zou aantasten
- Montagekenmerken die de uitlijning met andere componenten bepalen
Hier is een praktische tip: pas de strengste toleranties alleen toe waar de functionaliteit dit vereist. Een behuizing kan bijvoorbeeld ±0,0005 inch nodig hebben voor de lagerboor, terwijl standaard ±0,005 inch voldoende is voor montagegaten. Deze selectieve aanpak—wat ingenieurs functionele tolerantieanalyse noemen—optimaliseert uw budget zonder de prestaties in gevaar te brengen.
De toleranties voor CNC-bewerking van metaal interageren ook met de materiaaleigenschappen. Aluminium, met zijn hoge coëfficiënt van thermische uitzetting, vereist metingen onder temperatuurgecontroleerde omstandigheden. Geharde stalen materialen behouden hun afmetingen beter, maar vereisen een zorgvuldiger bewerkingsproces. Zelfs de oppervlakteafwerking van CNC-bewerkte metalen beïnvloedt de meetnauwkeurigheid: ruwe oppervlakken veroorzaken onzekerheid over de exacte locatie van de werkelijke afmeting.
Kwaliteitscontrolemethoden die consistentie waarborgen
Het specificeren van toleranties heeft geen enkele betekenis zonder robuuste verificatiemethoden. Hier komt Statistische Procescontrole (SPC) essentieel tot stand. Volgens De IATF 16949-richtlijnen monitort SPC productieprocessen om continue verbetering van de productkwaliteit te waarborgen en afwijkingen op tijd te detecteren, voordat deze leiden tot foutieve onderdelen.
Controlekaarten volgen de dimensionele variatie tijdens productielopen. Wanneer de geplotte meetwaarden binnen de vastgestelde controlelimieten vallen, blijft het proces stabiel. Trends die zich naar de limieten bewegen, activeren corrigerende maatregelen voordat onderdelen buiten de specificaties vallen—waardoor de nadruk verschuift van detectie na afloop van de productie naar preventie tijdens de productie.
Certificeringen zoals IATF 16949 (automotive) en AS9100D (aerospace) vereisen systematische kwaliteitsaanpakken. Dit zijn niet zomaar papierwerk-oefeningen. Zij vereisen:
- Gedocumenteerde meetprocedures het waarborgen van consistente inspectiemethoden
- Gecalibreerde apparatuur met traceerbare nauwkeurigheidsnormen
- Procescapaciteitsstudies het kwantificeren van de vraag of apparatuur consistent aan de specificaties kan voldoen
- Correctiesysteem die de oorzakelijke factoren, en niet alleen de symptomen, aanpakken
De meetsystemecapaciteit zelf heeft invloed op de tolerantieverificatie. Volgens de industrienormen moet de meetonzekerheid minder zijn dan 10% van de te verifiëren tolerantie—wat betekent dat een tolerantie van ±0,001 inch een meetnauwkeurigheid vereist van ±0,0001 inch of beter. Coördinatenmeetmachines (CMM’s) bieden deze capaciteit voor complexe onderdelen met meerdere kritieke kenmerken.
Begrijpen hoe toleranties van invloed zijn op kosten en kwaliteit helpt u bij het opstellen van weloverwogen specificaties. Maar hoe staat het met bewerkingsoplossingen op maat vergeleken met andere productiemethoden die mogelijk vergelijkbare resultaten opleveren tegen andere prijspunten?

Maatwerkbevelling versus alternatieve productiemethoden
Nu u toleranties en kwaliteitscontrole begrijpt, rijst een grotere vraag: is bewerking op maat eigenlijk wel de juiste aanpak voor uw project? Veel werkplaatsen zullen dit gesprek niet aangaan, omdat ze uw zaken willen behouden ongeacht de geschiktheid. Het kiezen van de verkeerde productiemethode kan u echter duizenden euro’s kosten door verspilde gereedschappen, vertragingen in de planning of onderdelen die niet presteren zoals verwacht.
Laten we cnc-bewerking objectief vergelijken met de alternatieven—3D-printen, spuitgieten en gieten—zodat u een weloverwogen beslissing kunt nemen op basis van uw specifieke eisen, in plaats van op basis van een verkoopverhaal van een leverancier.
Op maat gemaakte bewerking versus additieve fabricage
3D-printen heeft het prototyping volledig veranderd, maar het is geen universele oplossing. Volgens Xometry's vergelijking van fabricagemethoden behouden CNC-gefrezen onderdelen de oorspronkelijke eigenschappen van het massief materiaal, die grotendeels onaangetast blijven door de verwerkingskenmerken. Dat is een aanzienlijk voordeel wanneer mechanische prestaties van belang zijn.
De realiteit is als volgt: bij additieve fabricage worden onderdelen laag voor laag opgebouwd, wat inherente beperkingen met zich meebrengt. FDM-geprinte ABS-onderdelen bereiken vaak slechts 10% van de oorspronkelijke treksterkte van het materiaal, terwijl SLS-geprint nylon tot wel 100% kan benaderen. Deze variabiliteit maakt 3D-printen riskant voor dragende toepassingen waarbij consistente sterkte onmisbaar is.
Op maat gemaakte onderdelen zijn uiterst geschikt wanneer u het volgende nodig hebt:
- Volledige materiaalsterkte zonder anisotrope zwaktes door laagnaad
- Superieure Oppervlakteafwerkingen die additieve methoden moeilijk kunnen bereiken
- Strakke dimensionele toleransen buiten wat de meeste printers betrouwbaar kunnen vasthouden
- Materiaalopties inclusief geharde stalen en exotische legeringen die niet met 3D-printen kunnen worden verwerkt
Dat gezegd zijnde, wint 3D-printen op het gebied van instelsnelheid. Een CNC-dienst vereist programmering en opspanning, wat aanzienlijke tijd kan kosten voordat de eerste snede wordt gemaakt. Printen? Upload uw bestand en begin met bouwen. Voor geometrievalidatie en pasproeven waar mechanische eigenschappen geen rol spelen, levert additieve fabricage een snellere doorlooptijd tegen lagere kosten — vaak vijf tot tien keer goedkoper dan vergelijkbare CNC-onderdelen.
De beslissing hangt af van de functie. Vraag uzelf af: moet dit onderdeel belast worden, of controleer ik alleen of het ontwerp past?
Wanneer gieten of spuitgieten meer zin heeft
Volume verandert alles. Zodra de productiehoeveelheden in de duizenden lopen, worden spuitgieten en drukgieten steeds aantrekkelijker, ondanks hun hoge initiële gereedschapskosten.
Volgens de productiegids van Hubs is spuitgieten wellicht de meest gebruikte vorm van productie voor grootschalige fabricage. Zodra u een mal heeft ontworpen en gefabriceerd, verloopt het proces zelf zeer snel — ideaal voor industrieën met een hoge vraag en strakke productietijdschema’s. Het nadeel? De fabricage van de mal kan kosten van $3.000 voor eenvoudige geometrieën tot meer dan $100.000 voor complexe, multi-caviteitstools.
Diepgieten biedt vergelijkbare kostenvoordelen voor toepassingen op het gebied van metaalbewerking. Volgens vergelijkingen van productieprocessen leidt diepgieten bij 10.000 stuks tot jaarlijkse besparingen van meer dan $300.000 ten opzichte van CNC-bewerking. De kostprijs per onderdeel daalt aanzienlijk, omdat deze dure investering in gereedschap wordt verdeeld over duizenden eenheden.
Maar hierop gaan die vergelijkingen vaak voorbij: CNC-prototyping blinkt uit tijdens de ontwikkelingsfase. Wanneer uw ontwerp nog niet definitief is, is het financieel onzinnig om $50.000 te besteden aan spuitgietmallen die na de tests mogelijk moeten worden aangepast. Metaalbewerking stelt u in staat snel iteraties uit te voeren en uw ontwerp te verfijnen voordat u investeert in productiemallen.
Overweeg gieten wanneer:
- Productievolume overschrijdt 1.000–5.000 eenheden per jaar
- De onderdeelgeometrie omvat interne holten moeilijk te bewerken
- Uw ontwerp is definitief en onwaarschijnlijk dat het zal wijzigen
- De levertijd biedt hier ruimte voor de 8–16 weken die typisch zijn voor de fabricage van mallen
Vergelijking van productiemethoden
Deze uitgebreide vergelijking helpt u beoordelen welke aanpak het beste aansluit bij de vereisten van uw project:
| Methode | Ideaal volumebereik | Geometrische mogelijkheden | Materiaalopties | Levertermijn | Trend kosten per onderdeel |
|---|---|---|---|---|---|
| Cnc machineren | 1-5.000 eenheden | Complexe externe kenmerken, nauwe toleranties | Alle technische metalen en kunststoffen | 1–15 dagen (typisch) | Stabiel, ongeacht het volume |
| 3D-printen (FDM/SLS) | 1-500 eenheden | Interne structuren, organische vormen | Thermoplasten, sommige metalen via DMLS | 1–5 dagen typisch | Constant per onderdeel |
| Injectiemolden | 5.000+ eenheden | Complexe vormen, ondercuts met zijdelingse acties | Thermoplasten, thermoharders | 8–16 weken (gereedschap) + dagen (productie) | Neemt sterk af bij groter volume |
| Drukstempelgieten | 2000+ eenheden | Complexe metalen onderdelen, dunne wanden | Aluminium-, zink- en magnesiumlegeringen | 10–20 weken (gereedschapsontwikkeling) + dagen (productie) | Neemt sterk af bij groter volume |
| Zandgieten | 1–2.000 eenheden | Grote onderdelen, interne holtes | Ijzerhoudende en niet-ijzerhoudende metalen | 2–6 weken | Matig, neemt af bij grotere volumes |
De Juiste Keuze Maken voor Uw Project
De besluitvormingsroute die de meeste leveranciers overslaan, ziet er ongeveer als volgt uit:
Stap 1: Bepaal uw volumeeisen. Maakt u 5 prototypes, 500 productie-eenheden of 50.000? Deze enkele factor bepaalt vaak welk proces economisch gezien het meest zinvol is.
Stap 2: Beoordeel de geometrische complexiteit. Interne kanalen en traliewerkstructuren zijn gunstig voor additieve methoden. Externe kenmerken met strakke toleranties zijn gunstig voor bewerking. Complexe interne holtes bij hoge volumes zijn gunstig voor gieten.
Stap 3: Evalueer de materiaaleisen. Hebt u gehard gereedschapsstaal of titanium van lucht- en ruimtevaartkwaliteit nodig? CNC-bewerking kan vrijwel elk technisch materiaal verwerken. Gieten en spuitgieten beperken uw opties aanzienlijk.
Stap 4: Houd rekening met uw tijdschema. Hebt u een dringend prototype nodig voor volgende week? Dan zijn CNC-bewerking of 3D-printen de juiste keuzes. Bent u van plan om over 6 maanden een product te lanceren, gevolgd door een constante productie? Investeer dan in spuitgiet- of gietmatrijzen.
Stap 5: Bereken de totale projectkosten. Een CNC-prijsopgave van $50 per onderdeel lijkt misschien duur vergeleken met $2 per spuitgegoten onderdeel—totdat u de matrijskosten van $40.000 in aanmerking neemt, die pas rendabel zijn bij 10.000+ stuks.
Custom machining neemt een unieke positie in die geen andere bewerkingsmethode even goed weet te evenaren: snelle doorlooptijd, flexibiliteit in materiaalkeuze, dimensionele precisie en economische haalbaarheid — van afzonderlijke prototypes tot productierunners met middelgrote oplages. Door deze afwegingen te begrijpen, bent u beter geplaatst om geïnformeerde gesprekken te voeren met potentiële productiepartners — en om te herkennen wanneer zij u sturen naar oplossingen die hun eigen capaciteiten ten goede komen in plaats van aan uw specifieke eisen te voldoen.
Wat de kosten betreft: welke factoren bepalen eigenlijk de prijs van custom machining? Dat is precies wat de meeste werkplaatsen liever niet als eerste vraag van u zouden horen.
Kostenfactoren en prijsstrategieën voor maatwerkprojecten
U hebt productiemethoden vergeleken en vastgesteld dat maatwerkbewerking het beste bij uw project past. Nu komt de vraag die elke inkoopmanager vreest: waarom lijkt die offerte zo hoog? Hier is de waarheid die de meeste werkplaatsen niet vrijwillig prijsgeven — de kosten voor het metaal dat de machinist gebruikt, vormen slechts een fractie van uw eindprijs. Door de volledige kostestructuur te begrijpen, kunt u uw budget optimaliseren zonder in te boeten op kwaliteit.
Wat bepaalt de kosten voor maatwerkbewerking?
Wanneer u online een CNC-offerte aanvraagt, worden uw prijsopgave bepaald door verschillende onderling verbonden factoren. Volgens de brancheanalyse van de kosten is de bewerkingstijd vaak de belangrijkste kostenfactor — vooral bij grotere productieaantallen, waarbij kleine ontwerpefficiënties zich vermenigvuldigen over duizenden onderdelen.
Dit zijn de factoren die uw offerte daadwerkelijk beïnvloeden:
- Materiaalkosten en bewerkbaarheid – Hardere materialen zoals roestvrij staal en titanium vereisen langzamere snijsnelheden en gespecialiseerde gereedschappen, wat zowel de bewerkingstijd als de kosten verhoogt. Zachtere materialen zoals aluminium kunnen sneller worden bewerkt, maar kunnen per kilogram duurder zijn, afhankelijk van de legering.
- Complexiteit en insteltijd – Onderdelen die meerdere instellingen, aangepaste opspanmiddelen of 5-assige bewerking vereisen, verhogen de arbeidskosten aanzienlijk. Volgens onderzoek naar ontwerpoptimalisatie zijn instelkosten vooral belangrijk bij lage volumes, maar blijven ze onveranderd ongeacht de hoeveelheid.
- Tolerantie-eisen – Striktere toleranties vereisen langzamere voedingssnelheden, frequenter inspectie en soms klimaatgecontroleerde omgevingen. Elke stap van standaard commerciële toleranties naar ultra-precisie-toleranties voegt 15–100% toe aan uw basisprijs.
- Specificaties voor de oppervlakteafwerking – Het overstappen van 'zoals bewerkt'-afwerkingen naar gepolijste, geanodiseerde of gegalvaniseerde oppervlakken vereist secundaire bewerkingen die zowel tijd als kosten vergroten.
- Bestelhoeveelheid – Hier wordt de economie interessant. Eenmalige ontwerpkosten (NRE-kosten) — programmering, constructie van spanmiddelen en initiële installatie — worden verdeeld over uw bestelhoeveelheid.
Volgens analyse van prototype-economie , die offerte van $800 per onderdeel is geen onredelijke prijsvraag. Deze NRE-kosten zijn volledig toegerekend aan uw eerste onderdelen. Verhoog uw bestelling naar vijf stuks, en de prijs per onderdeel kan met ongeveer de helft dalen.
Strategieën om uw budget te optimaliseren
Zoeken naar 'cnc in mijn buurt' of 'machinist in mijn buurt' kan u wellicht een lokale werkplaats opleveren, maar nabijheid alleen garandeert nog niet de beste waarde. Slimme kostenoptimalisatie begint tijdens de ontwerpfase — niet tijdens het offerteproces.
Overweeg de volgende bewezen strategieën voor kostenreductie:
- Design for Manufacturability (DFM) – Geef hoekradiussen op van ten minste één derde van de holte diepte om grotere, snellere freesgereedschappen toe te staan. Elimineer functies die speciaal gereedschap of meerdere opspanningen vereisen, indien mogelijk.
- Materiaalvervanging – Vrijbewerkbare legeringen zoals roestvast staal 303 worden aanzienlijk sneller bewerkt dan 304, waardoor de hogere materiaalkosten bij grotere productieaantallen worden gecompenseerd. Aluminium 6061 biedt uitstekende bewerkbaarheid tegen lagere grondstofkosten dan de meeste alternatieven.
- Tolerantie-optimalisatie – Pas nauwe toleranties alleen toe waar de functie dit vereist. Standaardtoleranties van ±0,005 inch kosten niets extra; toleranties van ±0,0005 inch kunnen uw bewerkingstijd verdubbelen.
- Consolideer de eisen voor oppervlakteafwerking – Het specificeren van meerdere oppervlakteafwerkingen op hetzelfde onderdeel vereist maskeren en extra handelingen. Kies indien mogelijk één enkele afwerking.
- Strategisch bestellen op hoeveelheid – Online offertes voor bewerking tonen vaak aanzienlijke prijsvoordelen per stuk. Vraag prijzen aan voor stukprijzen bij 1, 10, 50 en 100 stuks om uw kostenverloop te begrijpen.
Economie van levertijd
Hebt u onderdelen snel nodig? Snellevering wordt meestal met een toeslag van 25–100% in rekening gebracht, afhankelijk van hoe sterk u de levertijd inkort. Maar wanneer is die toeslag verantwoord?
Overweeg snelle levering wanneer:
- De kosten van stilstand van de productielijn overschrijden de spoedkosten
- Het missen van een deadline voor de lancering van een product heeft gevolgen voor de omzet
- Vertragingen bij de validatie van het ontwerp blokkeren meerdere downstreamactiviteiten
Omgekeerd maken standaardlevertijden—meestal 10–15 werkdagen—het vaak mogelijk dat bedrijven uw onderdelen samen met vergelijkbare opdrachten verwerken, wat hun efficiëntie en uw prijs verbetert.
Economie van prototyping versus productie
De overgang van prototype naar productie vormt een strategisch beslispunt. Volgens onderzoek naar productie-economie kan een methode die perfect is voor 10 eenheden financieel rampzalig worden bij 10.000 eenheden.
Voor prototyping is aangepaste bewerking ideaal dankzij de minimale investering in gereedschap. U betaalt één keer voor programmering en instelling, valideert uw ontwerp en beslist vervolgens of u wilt doorgaan met CNC-bewerking voor productie-aantallen of wilt overstappen op gieten of spuitgieten voor grotere hoeveelheden.
Moderne online-offertesystemen hebben de transparantie van prijsstelling getransformeerd. Upload uw CAD-bestand, geef het materiaal en de toleranties op, en ontvang direct of op dezelfde dag offertes van meerdere leveranciers. Dit democratiseert de toegang tot concurrerende prijzen — maar houd in gedachten dat de laagste offerte niet altijd de beste waarde oplevert. Kwaliteitssystemen, reactiesnelheid in de communicatie en een betrouwbaar tijdens-leveringsrecord wegen even zwaar als de prijs per onderdeel.
Inzicht in kostenrijders stelt u in staat om productieve gesprekken te voeren met potentiële leveranciers. Maar verschillende sectoren hebben zeer uiteenlopende eisen — wat geschikt is voor toepassingen in de automobielindustrie, voldoet mogelijk niet aan de specificaties voor lucht- en ruimtevaart of de medische sector.
Toepassingen in de industrie, van automobiel tot lucht- en ruimtevaart
Begrip van kostenfactoren helpt u effectief te budgetteren, maar hier is wat veel leveranciers niet benadrukken: de branche waarin u actief bent, bepaalt fundamenteel elk aspect van uw project voor maatwerkverspaning. Eisen op het gebied van regelgeving, materiaalcertificeringen en documentatievereisten verschillen sterk tussen sectoren — en fouten hierin kunnen leiden tot afgewezen onderdelen, kostbare herwerking of nog erger.
Laten we onderzoeken hoe toepassingen in de automobiel-, lucht- en ruimtevaart- en medische sector elk een afzonderlijke aanpak vereisen voor precisieproductie.
Precisiecomponenten voor de automobielindustrie
De automobielindustrie werkt met zeer geringe marge en heeft geen enkele tolerantie voor productievertragingen. Wanneer één leveranciersprobleem een volledige assemblagelijn kan stilleggen voor meer dan $50.000 per minuut, wordt kwaliteitsconsistentie ononderhandelbaar. Dit verklaart waarom certificering volgens IATF 16949 inmiddels de basisverwachting is voor leveranciers aan de automobielindustrie.
Volgens de certificatiehandleiding van American Micro Industries is IATF 16949 de wereldwijde norm voor kwaliteitsmanagement in de automobielindustrie, waarbij de beginselen van ISO 9001 worden gecombineerd met sector-specifieke eisen voor continue verbetering, voorkoming van gebreken en strenge toezicht op leveranciers. Fabrikanten moeten aantonen dat zij over een degelijke producttraceerbaarheid en procescontrole beschikken om aan de kwalificatie-eisen te voldoen.
Typische automotive componenten die aangepaste bewerking vereisen, zijn:
- Chassisassen – Structurele componenten die nauwkeurige dimensionale controle vereisen voor juiste voertuiguitlijning en veiligheidsprestaties
- Transmissiecomponenten – Tandwielen, assen en behuizingen die strakke toleranties vereisen voor soepele krachtoverdracht en duurzaamheid
- Aangepaste bushings – Slijtvaste brons CNC-gefrezen componenten voor ophangingssystemen en stuurinrichtingen
- Onderdelen voor remsystemen – Veiligheidscritische componenten waarbij dimensionale nauwkeurigheid direct van invloed is op de remprestaties
- Motorbevestigingsbeugels – Precisie-interfaces die trillingen beheren en een juiste aandrijflijnuitlijning waarborgen
Wat onderscheidt de automobielproductie? Volumeverwachtingen in combinatie met kwaliteitseisen. U hebt mogelijk jaarlijks 50.000 identieke lagers nodig, waarbij elk voldoet aan identieke specificaties. Ponsbewerkingen van plaatmetaal en metaalponsprocessen ondersteunen vaak de bewerking bij de fabricage van beugels, terwijl aluminiumdraaien lichtgewicht behuizingen maakt voor elektrische systemen.
Eisen voor de lucht- en ruimtevaart en medische toepassingen
Wanneer onderdelen op 35.000 voet hoogte vliegen of in het menselijk lichaam worden geïmplanteerd, stijgen de risico’s drastisch. Zowel CNC-bewerking voor de lucht- en ruimtevaart als medische bewerking delen één cruciale eigenschap: falen is geen optie.
Luchtvaartproductie
De AS9100D-certificering vormt de kwaliteitsnorm voor de lucht- en ruimtevaartindustrie en bouwt voort op ISO 9001 met luchtvaartspecifieke eisen. Volgens de AS9100D-analyse van Snowline Engineering benadrukt deze certificering risicobeheer, strenge documentatie en controle van productintegriteit gedurende complexe toeleveringsketens.
Het AS9100D-kader behandelt tien afzonderlijke secties, die alles omvatten van leiderschapsvereisten tot protocollen voor continue verbetering. Het behalen en handhaven van deze certificering laat zien dat een faciliteit de discipline en het vermogen bezit om aan strenge verwachtingen te voldoen — niet alleen tijdens audits, maar gedurende elke productierun.
Typische lucht- en ruimtevaartcomponenten omvatten:
- Structuuronderdelen van het vliegtuiglichaam – Aluminium- en titaniumonderdelen waarbij volledige materiaaltraceerbaarheid vereist is
- Landingsgestel montage – Hoogsterkte-staalonderdelen met gedocumenteerde warmtebehandelingscertificaten
- Turbineonderdelen – Exotische legeringsonderdelen bewerkt tot uiterst strakke toleranties
- Vluchtbesturingsmechanismen – Precisiekoppelingen waarbij dimensionele nauwkeurigheid van invloed is op het vliegtuiggedrag
De NADCAP-accreditatie voegt een extra laag toe voor speciale processen. Volgens certificatie-experts richt dit programma zich op de accreditatie van kritieke processen, waaronder warmtebehandeling, chemische bewerking en niet-destructief onderzoek—waarmee wordt bevestigd dat fabrikanten gespecialiseerde bewerkingen consistent volgens de hoogste norm kunnen uitvoeren.
Medische Apparatuur Fabricage
Medische bewerking introduceert biocompatibiliteitsvereisten die in andere sectoren niet bestaan. Wanneer een component in contact komt met menselijk weefsel—of permanent geïmplanteerd blijft—worden materiaalkeuze en oppervlakteafwerking levens- of doodvraagstukken.
ISO 13485 stelt het kwaliteitskader vast voor de productie van medische hulpmiddelen. Volgens sectorale certificatie-experts moeten faciliteiten die deze certificering nastreven gedetailleerde documentatiepraktijken implementeren, grondige kwaliteitscontroles uitvoeren en effectief omgaan met klachten en terugroepacties. Elk onderdeel van een medisch hulpmiddel moet veilig, betrouwbaar en volledig traceerbaar zijn.
De kwaliteitssysteemregelgeving van de FDA, 21 CFR Deel 820, voegt Amerikaanse vereisten toe. Volgens medisch-apparatuurontwikkelingsonderzoek , vereisen ontwerpbepalingsprocessen het identificeren van mogelijke ontwerpgebreken, het opstellen van meerdere ontwerpconcepten en het verifiëren en valideren van de effectiviteit van het ontwerp via herhaalde ontwerpreviews.
Veelvoorkomende toepassingen van medische bewerking zijn:
- Chirurgische instrumenten – Roestvrijstalen en titanium instrumenten die een uitzonderlijke oppervlakteafwerking en scherphoudendheid vereisen
- Implanteerbare apparaten – Onderdelen bewerkt uit biocompatibele materialen zoals titanium, PEEK en legeringen op basis van kobalt en chroom
- Behuizingen voor diagnostische apparatuur – Precisiebehuizingen voor gevoelige elektronische systemen
- Ortopedische implantaten – Patiëntspecifieke onderdelen die aangepaste vormgeving en gedocumenteerde materiaalcertificaten vereisen
Ook machinebewerkte bronscomponenten vinden toepassing in medische apparatuur, waar hun slijtvastheid en antimicrobiële eigenschappen functionele voordelen bieden.
Waarom certificaten belangrijk zijn, en niet alleen papierwerk
Stel u voor dat u een offerte ontvangt van twee werkplaatsen—één gecertificeerd, één niet—waarbij de niet-gecertificeerde werkplaats 20% goedkoper is. Verleidelijk? Overweeg wat certificaten daadwerkelijk vertegenwoordigen: systematische aanpakken om gebreken te voorkomen, in plaats van ze pas na productie te detecteren.
Gecertificeerde processen betekenen gedocumenteerde procedures, geijkte apparatuur, opgeleid personeel en systemen voor corrigerende maatregelen die worteloorzaken aanpakken. Wanneer uw lucht- en ruimtevaartconstructiecomponent volledige materiaaltraceerbaarheid vereist, van molenverklaring tot definitieve inspectie, of wanneer uw medisch hulpmiddel een volledige productiegeschiedenis nodig heeft voor indiening bij de FDA, dan verdwijnt die 20% besparing teniet tegen de kosten van niet-conforme onderdelen.
Het begrijpen van deze branchespecifieke eisen helpt u beoordelen of potentiële leveranciers daadwerkelijk aan uw behoeften kunnen voldoen—niet alleen beloven dat te doen. Maar hoe verloopt het eigenlijke productieproces vanaf uw initiële ontwerp tot de afgewerkte onderdelen?

De volledige aangepaste bewerkingsprocesstroom
U hebt geleerd over materialen, toleranties en industrie-eisen. Maar wat gebeurt er eigenlijk nadat u uw ontwerpbestanden heeft ingediend? Hier houden veel werkplaatsen het vaag — en hier helpt het begrijpen van de volledige reis van CAD-bestand naar afgewerkt onderdeel u bij het stellen van realistische verwachtingen en het voorkomen van kostbare verrassingen.
Het productieproces voor CNC-gefrezen onderdelen volgt een gestructureerde reeks onderling afhankelijke fasen. Elke stap bouwt voort op de vorige, en het overslaan of versnellen van een fase brengt kwaliteitsproblemen in latere stadia met zich mee. Laten we stap voor stap doornemen wat er achter de schermen gebeurt.
Van CAD-bestand naar afgewerkt onderdeel
Volgens experts op het gebied van bewerkingsprocessen , het creëren van een perfect onderdeel met nauwkeurige afmetingen vereist doordachte planning, vakbekwaam engineeringwerk en toegewijde vakmanschap. Dit is de volledige werkwijze die uw project doorloopt:
- Inzending en eerste beoordeling van het ontwerp – Uw reis begint wanneer u CAD-bestanden (meestal STEP-, IGES- of native formaten) uploadt, samen met technische tekeningen waarin kritieke afmetingen, toleranties en eisen voor oppervlakteafwerking zijn gespecificeerd. Technici beoordelen uw bestanden op volledigheid en controleren of alle noodzakelijke specificaties gedocumenteerd zijn.
- Ontwerp voor fabricage (DFM-analyse) – Hier leveren ervaren productiebedrijven echte toegevoegde waarde. Technici beoordelen uw ontwerp op basis van fabricagebeperkingen en identificeren functies die onmogelijk te bewerken zijn, onnodig duur of gevoelig voor kwaliteitsproblemen. U ontvangt feedback over mogelijke verbeteringen — bijvoorbeeld het voorstellen van een grotere hoekstraal om de bewerkingstijd te verkorten of het aanraden van een materiaalvervanging die sneller bewerkt kan worden zonder prestatieverlies.
- Offerte en orderbevestiging – Op basis van de DFM-beoordeling ontvangt u een gedetailleerde prijsopgave die materialen, primaire bewerkingsprocessen, secundaire processen en eventuele speciale vereisten omvat. Zodra deze is goedgekeurd, wordt uw order in de productieaanmelding geplaatst.
- Inkoop en voorbereiding van materialen – De grondstof wordt geleverd met de juiste certificaten voor uw toepassing. Volgens productiespecialisten worden grote platen, staven of billets teruggebracht tot beheersbare afmetingen die geschikt zijn voor bewerking. Deze voorbereidingsfase zorgt ervoor dat uw onderdelen beginnen met correct geformeerde grondvormen—een cruciaal aspect, aangezien onjuist voorbereid materiaal fouten veroorzaakt gedurende het gehele productieproces.
- CAM Programmeren – CAM-software vertaalt uw CAD-model naar nauwkeurige machine-instructies. Programmeurs bepalen de exacte bewegingen die de snijgereedschappen zullen uitvoeren, waarbij de gereedschapspaden worden geoptimaliseerd op efficiëntie zonder de nauwkeurigheid in gevaar te brengen. Denk hierbij aan het choreograferen van een complexe dans, waarbij elke beweging zorgvuldig moet worden gepland.
- Primaire bewerkingsoperaties – Hier krijgt uw component zijn fysieke vorm. Afhankelijk van de geometrie van uw onderdeel kunnen bewerkingen omvatten CNC-freesbewerking voor complexe 3D-kenmerken, draaien voor cilindrische elementen of boren voor precisiegaten. Moderne meervoudige-as machines kunnen complexe onderdelen in één opspanning voltooien, waardoor het aantal handelingen wordt beperkt en nauwkeurigere toleranties worden gehandhaafd.
- Secundaire bewerkingen en afwerking – Na de primaire bewerking vereisen onderdelen vaak aanvullende verwerking. Ontbramen verwijdert scherpe randen die door snijgereedschappen zijn ontstaan. Oppervlaktebehandelingen zoals anodiseren, galvaniseren of verven bieden corrosiebestendigheid en esthetische verbeteringen. Warmtebehandeling kan worden toegepast om specifieke hardheidsvereisten te bereiken.
- Finale inspectie en documentatie – Voor verzending wordt de dimensionele controle uitgevoerd om te bevestigen dat aan alle specificaties is voldaan. Schuifmaat, micrometer of coördinatenmeetmachines (CMM’s) verifiëren of de onderdelen binnen de gespecificeerde toleranties vallen. Kwaliteitscontrole garandeert dat elk onderdeel voldoet aan de belofte van precisie.
- Verpakking en verzending – Goedgekeurde onderdelen worden zorgvuldig verpakt om beschadiging tijdens het transport te voorkomen en worden verzonden volgens uw opgegeven tijdsschema.
Kwaliteitscontrolepunten tijdens de productie
Dit is wat professionele productiebedrijven onderscheidt van werkplaatsen die eenvoudigweg onderdelen maken: kwaliteit is niet alleen een eindcontrole, maar is in elk productiestadium ingebouwd. Statistische Procescontrole (SPC) speelt een centrale rol bij het bewaken van de consistentie van de productie en het tijdig signaleren van afwijkingen, nog voordat deze leiden tot foutieve onderdelen.
Tijdens de bewerking monitoren operators continu de slijtage van gereedschappen, de koelvloeistofstroming en de dimensionele nauwkeurigheid. Volgens onderzoek naar productieprocessen is automatisering belangrijk, maar blijft menselijke expertise essentieel om adequaat te kunnen reageren op onvoorziene uitdagingen. Een ervaren verspaner herkent wanneer een gereedschap de slijtagegrens nadert, nog voordat dit van invloed is op de kwaliteit van het onderdeel.
Controlekaarten volgen kritieke afmetingen in real-time. Wanneer metingen zich richting de controlegrenzen bewegen—zelfs wanneer ze nog steeds binnen de specificaties vallen—nemen operators corrigerende maatregelen. Deze proactieve aanpak voorkomt gebreken in plaats van ze pas na de productie te detecteren.
Voor acrylaat CNC-bewerking en andere speciale materialen gelden aanvullende overwegingen. Thermoplasten vereisen zorgvuldige aandacht voor snijsnelheden en koelvloeistoftoepassing om smelten of oppervlakteschade te voorkomen. Een betrouwbare CNC-acrylaatservice handhaaft specifieke protocollen voor deze temperatuurgevoelige materialen.
Materiaaltraceerbaarheid loopt door het gehele proces heen. Van millecertificaten tot eindinspectierapporten zorgt de documentatie voor een ononderbroken keten die uw afgewerkte onderdelen verbindt met hun oorsprong in grondstoffen—essentieel voor lucht- en ruimtevaart-, medische en automobieltoepassingen, waar volledige traceerbaarheid verplicht is.
Snel prototypemaken en productiescalering
Hoe leveren moderne faciliteiten prototypes met levertijden van slechts één werkdag, terwijl ze toch voldoen aan kwaliteitsnormen? Het antwoord ligt in gestroomlijnde werkstromen en toegewijde mogelijkheden voor snelle respons.
Volgens specialisten op het gebied van snel prototyping vergen traditionele prototypingmethoden vaak weken of zelfs maanden levertijd. Met technieken voor snel prototyping kunnen onderdelen binnen uren of dagen worden geproduceerd — een aanzienlijke verbetering die de productontwikkelingscycli versnelt.
Voor het bewerken van nylon, delrin en andere technische kunststoffen is een snelle doorlooptijd bijzonder haalbaar, omdat deze materialen snel kunnen worden bewerkt met standaard gereedschap. Metalen prototypes kunnen afhankelijk van de complexiteit iets langere levertijden vereisen, maar ervaren faciliteiten kunnen desondanks opmerkelijk snelle resultaten leveren wanneer uw planning dat vereist.
De echte magie vindt plaats bij het schalen van prototype naar productie. Faciliteiten zoals Shaoyi Metal Technology laten zien hoe deze overgang naadloos verloopt. Met IATF 16949-certificering en strikte protocollen voor statistische procescontrole behouden zij een consistente kwaliteit, of ze nu vijf prototype-eenheden of vijfduizend productiecomponenten produceren. Hun vermogen om korte levertijden te realiseren — tot wel één werkdag voor dringende prototypes — doet geen afbreuk aan de precisie die vereist is voor complexe chassisassemblages of aangepaste metalen busjes.
Wat maakt deze schaalbaarheid mogelijk? Verschillende factoren spelen hierbij een rol:
- Standaardiseerde processen die identiek functioneren bij elk productievolume
- Flexibele apparatuurcapaciteit waardoor snel kan worden gereageerd op wisselende vraag
- Gedocumenteerde procedures om consistentie te garanderen, ongeacht welke operator of machine uw onderdelen produceert
- Kwaliteitsystemen die evenredig schalen met het productievolume
Het begrijpen van deze volledige processtroom – van het indienen van uw eerste bestand tot de geleverde, verpakte producten – stelt u in staat om de juiste vragen te stellen bij het beoordelen van potentiële productiepartners. Dat brengt ons bij de cruciale beslissing: hoe kiest u de juiste werkplaats voor uw specifieke eisen?
Hoe u de juiste partner voor maatwerkverspaning kiest
U hebt de volledige reis doorlopen – van het begrijpen van CNC-processen en materialen tot het begrijpen van tolerantie-eisen en sector-specifieke normen. Nu komt de beslissing die bepaalt of uw project slaagt of uitmondt in een dure les: het selecteren van de juiste productiepartner. Een zoekopdracht naar 'cnc-verspaning in mijn buurt' of 'cnc-werkplaats in mijn buurt' geeft tientallen opties terug, maar hoe onderscheidt u werkelijk bekwaamheid van faciliteiten die simpelweg beloven wat u graag wilt horen?
Volgens de leveranciersselectiegids van 3ERP omvat het kiezen van een CNC-bewerkingsdienst meer dan alleen het vergelijken van prijzen. Het vereist een grondige beoordeling van ervaring, apparatuur, beschikbaarheid van materialen, certificeringen, levertijden en effectiviteit van communicatie. Laten we precies uitzoeken waarop u moet letten — en welke signalen u meteen in de tegenovergestelde richting moeten doen rennen.
Essentiële capaciteiten om te beoordelen
Gebruik bij het screenen van potentiële partners, of u nu op zoek bent naar 'CNC-diensten in mijn buurt' of buitenlandse leveranciers evalueert, deze uitgebreide checklist om hun werkelijke capaciteiten te beoordelen:
- Relevante sectorcertificeringen – ISO 9001 vormt de basis voor kwaliteitsmanagementsystemen. Voor automotive-toepassingen is certificering volgens IATF 16949 onmisbaar: deze laat zien dat er systematisch wordt gewerkt aan het voorkomen van gebreken en aan continue verbetering. Voor lucht- en ruimtevaartprojecten is certificering volgens AS9100D vereist. Volgens certificeringsspecialisten zijn dit geen zomaar fraaie logo’s—ze garanderen dat het bedrijf strenge audits heeft ondergaan om zijn vakbekwaamheid te bewijzen.
- Mogelijkheden en bereik van de apparatuur – Een dienstverlener met een divers en hoogtechnologisch machinespark kan een breed scala aan projecten uitvoeren. Vraag specifiek naar 3-assige, 4-assige en 5-assige CNC-bewerkingscentra. Kunnen zij zowel frees- als draaibewerkingen uitvoeren? Beschikken zij over EDM-mogelijkheden voor geharde materialen? De verscheidenheid en kwaliteit van de machines kunnen het verschil betekenen tussen succes en mislukking van uw project.
- Kwaliteitscontrolesystemen – Kijk voorbij certificaten om hun daadwerkelijke inspectieprocessen te begrijpen. Gebruiken zij Statistische Procescontrole (SPC) om de consistentie van de productie te bewaken? Welke meetapparatuur gebruiken zij—schuifmaat, CMM’s of optische vergelijkingsapparaten? Een degelijke kwaliteitscontrole betekent regelmatige controles tijdens de productie, niet alleen een eindinspectie vóór verzending.
- Materiaalbeschaffing en expertise – Niet alle verspanende bedrijven in uw omgeving beschikken over het exacte materiaal dat u nodig hebt. Vraag of zij uw gespecificeerde legeringen of technische kunststoffen gemakkelijk kunnen leveren. Vertragingen bij de inkoop van materialen kunnen de doorlooptijden aanzienlijk verlengen en de kosten sterk doen stijgen.
- Betrouwbaarheid levertijd – Het begrijpen van de gebruikelijke doorlooptijden is cruciaal. Volgens brancheonderzoek kunnen langere doorlooptijden projecten stilleggen en financiële verliezen veroorzaken. Vraag naar versnelde opties voor dringende behoeften en verzoek om referenties om hun track record op het gebied van tijdige levering te verifiëren.
- Communicatiebereidheid – Een effectief communicatieproces betekent dat de leverancier uw vragen snel kan beantwoorden, u op de hoogte houdt van de voortgang en eventuele problemen snel kan verhelpen. Zoek naar diensten die transparante communicatiekanalen en regelmatige voortgangsupdates bieden.
- Schaalbaarheid – Kunnen zij aan uw huidige prototypebehoeften voldoen én later schalen naar productieomvang? Een partner die zich aan verhoogde vraag kan aanpassen, zorgt ervoor dat uw toekomstige groei niet wordt gehinderd door capaciteitsbeperkingen.
- Technische expertise – Volgens leveranciersselectiespecialisten , technische vaardigheden gaan verder dan het bedienen van machines. Beoordeel hun vermogen om complexe ontwerpen te begrijpen, CAD/CAM-software te gebruiken en waardevolle DFM-feedback te geven.
Bijvoorbeeld faciliteiten zoals Shaoyi Metal Technology laten zien hoe uitgebreide capaciteiten in de praktijk eruitzien. Hun IATF 16949-certificering, strikte SPC-kwaliteitscontrole en vermogen om levertijden te realiseren van slechts één werkdag maken hen een sterke kandidaat voor automobielbewerkingsprojecten — van complexe chassisassemblages tot precisie metalen busjes. Deze combinatie van certificering, kwaliteitssystemen en snelle levering vormt de norm die u mag verwachten van serieuze productiepartners.
Rode vlaggen bij het beoordelen van leveranciers
Weten waarop u moet letten is slechts de helft van de strijd. Het herkennen van waarschuwingstekens tijdens uw evaluatie kan u op termijn duurzame fouten besparen. Let op de volgende rode vlaggen bij het zoeken naar lokale machinebouwbedrijven of machinistbedrijven in mijn buurt:
- Vaag of ontbrekend certificaten – Als een winkel beweert 'gericht op kwaliteit', maar geen actuele certificeringsdocumentatie kan overleggen, dient u uiterst voorzichtig te zijn. Geldige certificaten vereisen jaarlijkse audits en voortdurende naleving—het is volkomen redelijk om om de certificaten te vragen.
- Weigering om referenties te verstrekken – Gevestigde CNC-machinebedrijven in mijn buurt moeten klantreferenties of casestudies zonder aarzelen kunnen aanleveren. Aarzeling duidt vaak op beperkte ervaring of ontevreden eerdere klanten.
- Ongebruikelijk lage offertes – Volgens branche-experts is de goedkoopste optie niet altijd de beste—kwaliteit mag nooit worden opgeofferd voor kostenbesparingen. Offertes die aanzienlijk lager liggen dan die van concurrenten, wijzen vaak op compromissen op het gebied van materialen, inspectie of documentatie.
- Slechte communicatie tijdens het offreren – Als een leverancier moeite heeft met het tijdig reageren tijdens het verkoopproces—terwijl hij juist gemotiveerd is om indruk op u te maken—stel dan eens voor hoe de communicatie zal verslechteren zodra hij uw bestelling in ontvangst heeft genomen.
- Geen DFM-feedback – Een winkel die simpelweg een offerte voor uw ontwerp maakt, zonder enige suggesties te geven over de mogelijkheden voor productie, mist ofwel technische diepgang of geeft geen om het succes van uw project.
- Onwil om over kwaliteitsprocessen te bespreken – Professionele productiefaciliteiten zijn trots op hun kwaliteitssystemen. Vaagheid bij het beantwoorden van vragen over inspectiemethoden, kalibratieschema’s of procedures voor corrigerende maatregelen duidt op ontoereikende controlemaatregelen.
- Onduidelijke prijsstructuren – Verborgen kosten voor installatie, programmering of versnelling dienen van tevoren duidelijk te worden vermeld. Leveranciers die kosten verbergen in klein gedrukte tekst veroorzaken onverwachte budgetposten die langdurige relaties schaden.
- Geen bewijs van continue verbetering – Volgens productie-experts analyseren en optimaliseren dienstverleners die zich houden aan principes van continue verbetering regelmatig hun processen. Vraag welke verbeteringen zij recentelijk hebben doorgevoerd — een blijvende investering is een signaal van een toegewijde partner.
Je eindbeslissing nemen
Na het evalueren van meerdere opties—of het nu gaat om bedrijven die op maat gemaakte bewerkingsdiensten aanbieden of kleinere gespecialiseerde werkplaatsen—verzamel uw bevindingen met behulp van een gestructureerde aanpak:
| Evaluatiecriteria | Gewicht | Wat te controleren |
|---|---|---|
| Relevante certificeringen | Hoge | Vraag kopieën aan van de huidige certificaten; controleer de auditdata's |
| Uitrusting Mogelijkheden | Hoge | Controleer of hun machines geschikt zijn voor uw onderdeelvereisten |
| Kwaliteitscontrolesystemen | Hoge | Vraag naar gegevens over de procescapaciteit voor vergelijkbare onderdelen |
| Levertijdhistorie | Middelmatig-Hoog | Vraag naar statistieken over tijdige leveringen; controleer referenties |
| Communicatiebereidheid | Medium | Evalueer de reactietijden tijdens het offerteproces |
| Prijstransparantie | Medium | Vergelijk gedetailleerde offertes; vraag naar mogelijke bijkomende kosten |
| Uitbreidingsmogelijkheden | Medium | Bespreken van toekomstige volumescenario's; beoordeling van flexibiliteit in capaciteit |
Onthoud dat een goede samenwerking verder reikt dan het voldoen aan de huidige behoeften. Volgens experts op het gebied van leveranciersselectie moet de partner die u kiest ook aantonen dat hij in staat is aan de toekomstige eisen van uw bedrijf te voldoen, mee te groeien met uw uitbreiding en zijn dienstverlening voortdurend te verbeteren. De juiste partner voor maatwerkbewerking wordt een strategisch actief goed—niet alleen een leverancier die inkooporders invult.
Begin indien mogelijk met een kleine testbestelling. Dit bevestigt hun capaciteiten, communicatie en leverprestaties voordat u zich verbindt tot grotere volumes. Zelfs de meest indrukwekkende fabrieksbezoek of presentatie van capaciteiten kan niet vervangen worden door daadwerkelijke productie-ervaring met uw specifieke eisen.
Uw investering in een grondige leveranciersselectie levert rendement op gedurende de gehele levenscyclus van uw product. De juiste partner levert consistente kwaliteit, houdt betrouwbaar de deadlines aan en communiceert proactief wanneer er uitdagingen ontstaan. Dat is het verschil tussen een transactionele leverancier en een productiepartner die daadwerkelijk bijdraagt aan uw succes.
Veelgestelde vragen over maakbewerking op maat
1. Wat is het uurtarief voor een CNC-machine?
De uurtarieven voor CNC-bewerking liggen doorgaans tussen de $25 en $120, afhankelijk van het type machine en de complexiteit. 3-assige machines kosten over het algemeen $25–$50 per uur, terwijl 5-assige machines en gespecialiseerde apparatuur zoals EDM hogere tarieven opleggen van $75–$120 per uur. Factoren die de tarieven beïnvloeden, zijn onder andere de hardheid van het materiaal, de tolerantie-eisen en de geografische locatie. Voor gecertificeerde faciliteiten met IATF 16949- of AS9100D-conformiteit kunnen de tarieven hoger zijn, maar deze omvatten dan ook een degelijke kwaliteitscontrole en documentatie.
2. Wat is het verschil tussen CNC-bewerking en conventionele bewerking?
Conventionele bewerking vereist handmatige bediening van de snijgereedschappen door een technicus, terwijl CNC-bewerking is gebaseerd op computergestuurde automatisering van het proces. CNC biedt superieure herhaalbaarheid met toleranties tot ±0,0001 inch, hogere productiesnelheden en de mogelijkheid om complexe 3D-vormen te produceren die met handmatige methoden onmogelijk zijn. CNC maakt ook onbewaakt bedrijf en statistische procescontrole (SPC) mogelijk, waardoor het ideaal is voor precisie-onderdelen in de automotive-, lucht- en ruimtevaart- en medische toepassingen.
3. Wanneer moet ik kiezen voor maatwerk-bewerking in plaats van 3D-printen of spuitgieten?
Kies voor maatwerkverspaning wanneer u volledige materiaalsterkte nodig hebt zonder de zwakke plekken van laag-aan-laagverbindingen, nauwe toleranties die verder gaan dan wat 3D-printers kunnen bereiken, of materiaalopties zoals geharde stalen en exotische legeringen. CNC is uitstekend geschikt voor prototypes tot medium-volume productie (1–5.000 eenheden), waarbij de kosten voor spuitgietmatrijzen niet gerechtvaardigd zijn. Voor volumes boven de 5.000 eenheden met definitieve ontwerpen bieden spuitgieten of drukgieten doorgaans lagere kosten per onderdeel, ondanks de hogere initiële investering in matrijzen.
4. Welke certificaten moet een leverancier van maatwerkverspaning bezitten?
Essentiële certificeringen zijn afhankelijk van uw sector. ISO 9001 vormt de basisnorm voor kwaliteitsmanagement. Voor toepassingen in de automobielindustrie is IATF 16949 vereist, wat voorkoming van gebreken en toezicht op leveranciers verplicht stelt. Voor lucht- en ruimtevaartprojecten is AS9100D-certificering nodig met protocollen voor risicobeheer. Voor de productie van medische hulpmiddelen is ISO 13485 en naleving van FDA 21 CFR Deel 820 vereist. Bedrijven zoals Shaoyi Metal Technology, met IATF 16949-certificering en SPC-kwaliteitscontrole, tonen de systematische aanpak die nodig is voor veeleisende toepassingen.
5. Hoe kan ik de kosten voor maatwerkverspaning verlagen zonder in te boeten op kwaliteit?
Optimaliseer de kosten via Design for Manufacturability door hoekradii op te geven die ten minste één derde van de holte-diepte bedragen, voor snellere bewerking. Pas nauwe toleranties alleen toe waar de functie dit vereist — standaardtoleranties van ±0,005 inch zijn kosteloos, terwijl toleranties van ±0,0005 inch een toeslag van 40–75% opleggen. Overweeg vrijsnijdende legeringen zoals roestvast staal 303 of aluminium 6061. Consolideer de eisen voor oppervlakteafwerking om maskeren tot een minimum te beperken. Vraag prijzen op basis van meerdere bestelhoeveelheden aan (tiered pricing) om de kostenverloop inzichtelijk te maken en de optimale bestelomvang te identificeren.