 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Selectie van CNC-onderdelenfabrikanten: 9 cruciale factoren die de meeste kopers over het hoofd zien

Inzicht in de productie van CNC-onderdelen en de industriële impact daarvan
Hebt u zich ooit afgevraagd wat moderne precisie-onderdelen zo ongelooflijk nauwkeurig maakt? Het antwoord ligt in een technologie die de productie voorgoed heeft veranderd. Wanneer u componenten voor uw project inkoopt, geeft een goed begrip van de basisprincipes van hoe een fabrikant van CNC-onderdelen werkt u een aanzienlijk voordeel bij het nemen van weloverwogen beslissingen.
CNC-bewerking is een substractieve productiemethode waarbij vooraf geprogrammeerde computersoftware de beweging van fabrieksgereedschappen en machines aanstuurt om met herhaalbare nauwkeurigheid precisie-onderdelen uit grondstoffen te produceren.
Van ontwerp tot precisie-onderdeel
Wat houdt CNC eigenlijk in? In wezen verwijst de term CNC naar Computer Numerical Control (computerondersteunde numerieke besturing) — een methode waarbij digitale instructies gereedschappen met uitzonderlijke precisie aansturen. Stel je voor dat een complex 3D-ontwerp vanaf je computerscherm letterlijk wordt omgezet in een fysiek onderdeel, met een nauwkeurigheid tot op duizendsten van een inch. Dat gebeurt precies elke dag in moderne bewerkingsfaciliteiten.
Het proces begint met een CAD-bestand (Computer-Aided Design), dat alle afmetingen en specificaties van uw onderdeel bevat. Deze digitale blauwdruk wordt omgezet in G-code, de programmeertaal die CNC-machines begrijpen. Zodra het programma is ingevoerd, voert de machine elk snijpad uit met een mechanische precisie die menselijke handen eenvoudigweg niet consistent kunnen evenaren.
De digitale revolutie in onderdelenfabricage
Begrijpen wat CNC is, helpt u waarderen waarom deze technologie onmisbaar is geworden. Voordat machines door computers werden bestuurd, bedienden ervaren machinisten de apparatuur handmatig, waardoor elk onderdeel licht verschilde van het vorige. De betekenis van CNC gaat verder dan louter automatisering—het vertegenwoordigt een fundamentele verschuiving naar programmeerbare, herhaalbare precisie.
De moderne CNC-systemen integreren naadloos met ontwerpsoftware, waardoor zowel snelle prototyping als massaproductie mogelijk is op basis van dezelfde digitale bestanden. Deze koppeling tussen ontwerp en productie elimineert interpretatiefouten en verkort de doorlooptijden drastisch. Wanneer u specificaties naar een fabrikant verzendt, kunnen hun machines vaak binnen enkele uren beginnen met de productie van onderdelen.
Waarom CNC de moderne productie domineert
De definitie van CNC omvat meer dan alleen apparatuur—het beschrijft een gehele productieaanpak. Dit is waarom deze technologie overheerst:
- Consistentie: Elk onderdeel komt exact overeen met het vorige, of u nu 10 of 10.000 stuks bestelt
- Complexiteit: Ingewikkelde geometrieën die vroeger onmogelijk waren, zijn nu routinematig uitvoerbaar
- Snelheid: Geautomatiseerde gereedschapswisseling en continu bedrijf maximaliseren de doorvoer
- Flexibiliteit: Het wisselen tussen verschillende onderdelen vereist slechts een programmaaanpassing
Terwijl u de wereld van CNC-onderdelenproductie verkent, zult u ontdekken dat het kiezen van de juiste partner veel meer inhoudt dan alleen de apparatuur. De volgende secties geven een overzicht van de cruciale factoren die de meeste kopers over het hoofd zien — van bewerkingsprocessen en materiaalkeuze tot tolerantiespecificaties en sectorcertificaten die direct van invloed zijn op het succes van uw project.
Kern-CNC-bewerkingsprocessen die elke koper dient te kennen
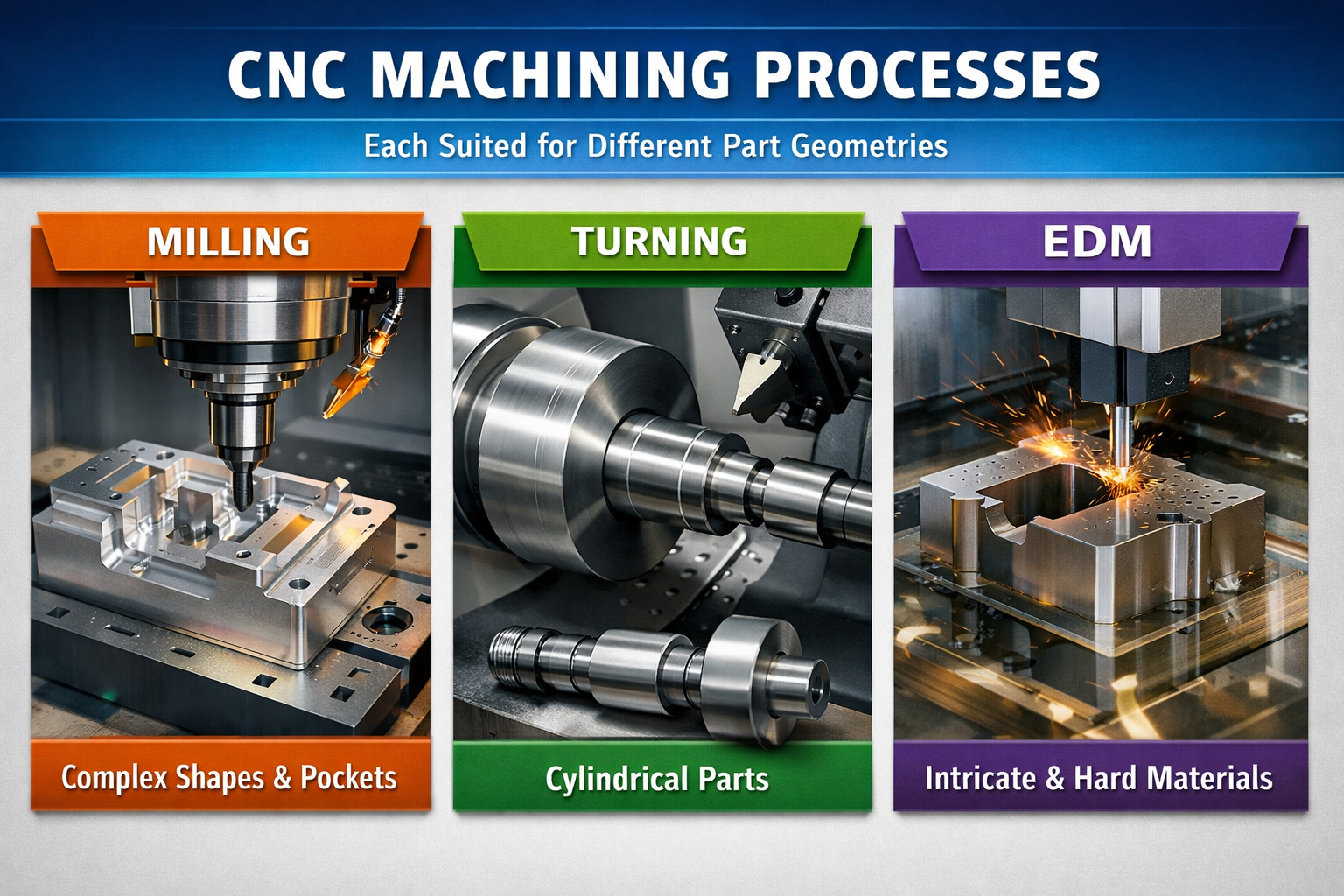
Klinkt ingewikkeld? Het feit is dat niet elk CNC-proces geschikt is voor elk onderdeel. Wanneer u een CNC-onderdelenfabrikant evalueert, helpt het begrijpen van de fundamentele verschillen tussen frezen, draaien en EDM-bewerkingen u om uw eisen duidelijk te communiceren en te beoordelen of een leverancier over de juiste capaciteiten beschikt voor uw project.
CNC-frezen uitgelegd
Stel u een roterend snijgereedschap voor dat over een stationair werkstuk beweegt en materiaal laag na laag wegmaakt. Dat is de kern van freesbewerking. Een CNC-freesmachine gebruikt roterende freesgereedschappen om materiaal van een werkstuk te verwijderen, waardoor vlakke oppervlakken, groeven, uitsparingen en complexe 3D-contouren met opmerkelijke precisie worden gecreëerd.
De twee belangrijkste configuraties die u tegenkomt, zijn de verticale freesmachine en de horizontale freesmachine. Bij een verticale freesmachine is de spindel verticaal georiënteerd — ideaal voor projecten waarbij gedetailleerd werk wordt uitgevoerd aan één bepaalde zijde van een onderdeel, zoals grote metalen platen of inzinkmatrijzen . Horizontale freesmachines positioneren de spindel horizontaal, waardoor ze beter geschikt zijn voor zwaardere onderdelen, groefbewerking en het maken van sleuven.
Dit onderscheidt horizontale freesmachines:
- Superieure spaanafvoer dankzij de zwaartekracht die spaanders van de snede verwijdert
- Mogelijkheid om meerdere freesgereedschappen tegelijkertijd te gebruiken via asmontage
- Betere verwerking van zware, complexe werkstukken
- Verminderde gereedschapsvervorming tijdens agressieve sneden
Wanneer u offertes aanvraagt, helpt het om te weten of de geometrie van uw onderdeel geschikt is voor verticale of horizontale freesbewerking, zodat u fabrikanten kunt identificeren met de juiste machines.
Draaibewerkingen en draaibankmogelijkheden
Terwijl bij freesbewerking het gereedschap draait, gebeurt het tegenovergestelde bij draaien: het werkstuk draait terwijl een stationair snijgereedschap het vormgeeft. Een CNC-draaibank is uitstekend geschikt voor het produceren van cilindrische of ronde onderdelen zoals assen, busjes en schroefdraadcomponenten. Als uw ontwerp rotationele symmetrie heeft, is draaien doorgaans sneller en kostenefficiënter dan frezen.
Net als freesmachines zijn draaibanken verkrijgbaar in horizontale en verticale configuraties. Horizontale draaibanken domineren de meeste productievlakken vanwege hun flexibiliteit en geschiktheid voor langere onderdelen zoals assen. Ze kunnen worden uitgerust met staafvoeders en achterspindels, waardoor hun veelzijdigheid verder wordt vergroot. Verticale draaibanken—soms ook wel verticale toren-draaibanken genoemd—zijn beter geschikt voor grote-diameter, zware en korte onderdelen. De zwaartekracht ondersteunt de positie van het onderdeel en de afvoer van spaanders, waardoor ze bijzonder populair zijn in de productie van auto-onderdelen.
Bij het beoordelen van de draaicapaciteiten van een fabrikant dient u te overwegen of deze uw onderdeel kan bewerken op basis van de lengte-ten-opzichte-van-de-diameter-verhouding en de gewichtseisen.
Wanneer EDM essentieel wordt
Sommige vormen kunnen eenvoudigweg niet worden bereikt via conventionele bewerking. Daar komt EDM (Electrical Discharge Machining, elektrische ontladingsbewerking) om de hoek kijken. Een EDM-machine gebruikt elektrische vonken om materiaal weg te eroderen en zo ingewikkelde vormen in geharde metalen te creëren, zonder fysiek contact tussen gereedschap en werkstuk.
Een draad-EDM-machine voert een dunne draadelektrode door het materiaal heen en snijdt complexe profielen met buitengewone precisie — met toleranties tot ± 0,0001 inch. Dit maakt EDM onmisbaar voor:
- Geharde gereedschapsstaalsoorten die conventionele freesgereedschappen zouden vernietigen
- Scherpe binnenhoeken die onmogelijk zijn met roterende gereedschappen
- Delicate onderdelen die de snijkrachten niet kunnen weerstaan
- Uiterst fijne oppervlakteafwerkingen zonder aanvullende bewerkingen
Vergelijken van uw procesopties
De onderstaande tabel geeft een overzicht van wanneer elk proces optimale resultaten oplevert:
| Proces type | Beste toepassingen | Typische toleranties | Geschiktheid van materiaal |
|---|---|---|---|
| CNC Fрезеровка | Vlakke oppervlakken, uitsparingen, groeven, 3D-contouren, prismatische onderdelen | ± 0,0002 inch tot ± 0,001 inch | De meeste metalen en kunststoffen; aluminium, staal en messing zijn uitstekend geschikt |
| CNC Draaien | Cilindrische onderdelen, assen, schroefdraadcomponenten, lagers | ± 0,0002 inch tot ± 0,001 inch | Ronde staven; uitstekend geschikt voor staal en aluminium |
| EDM | Geharde materialen, complexe profielen, scherpe hoeken, fijne details | ± 0,0001 inch | Alleen geleidende materialen; ideaal voor gereedschapsstaal en carbiden |
Veel projecten vereisen meerdere bewerkingsprocessen die naadloos op elkaar aansluiten. Een fabrikant met uitgebreide capaciteiten—frezen, draaien en EDM onder één dak—kan uw toeleveringsketen stroomlijnen en een strengere kwaliteitscontrole waarborgen. Naarmate u verdergaat in uw selectieproces, is de volgende cruciale factor het begrijpen van de invloed die de keuze van materiaal heeft op zowel het bewerkingsproces als de prestaties van uw eindonderdeel.
Materiaalkeuzegids voor CNC-gefrezen onderdelen
U hebt het juiste bewerkingsproces geïdentificeerd—nu volgt een even cruciale beslissing. Het materiaal dat u kiest, heeft direct invloed op de bewerkingstijd, slijtage van de gereedschappen, de prestaties van het onderdeel en uw eindresultaat. Bij de beoordeling van een fabrikant van CNC-onderdelen helpt het begrip van hun materiaalkennis u om te beoordelen of zij in staat zijn om bewerkte onderdelen te leveren die voldoen aan uw exacte specificaties.
Metalen die het beste bewerkt kunnen worden
Niet alle metalen gedragen zich op dezelfde manier onder een snijgereedschap. Bewerkbaarheid—hoe gemakkelijk een materiaal kan worden gesneden terwijl een goede oppervlaktekwaliteit en een lange gereedschapslevensduur worden behaald—varieert sterk tussen verschillende legeringen. Hieronder vindt u de belangrijkste informatie over de meest gebruikte opties:
Aluminium (6061 en 7075)
Aluminium is het werkpaard van CNC-bewerking. Volgens de analyse van JLCCNC is aluminiumlegering 6061 de beste algemene keuze voor onderdelen waarbij matige sterkte en lage kosten het belangrijkst zijn. De hoge bewerkbaarheidscategorie betekent kortere cyclus tijden, minder slijtage van de gereedschappen en lagere kosten per onderdeel.
- Bewerkbaarheidscategorie: Uitstekend (ongeveer 270% ten opzichte van staal)
- Sterkte: Matig; geschikt voor structurele onderdelen zonder extreme belastingen
- Kostenoverweging: De meest economische optie voor prototyping en productie
- Beste toepassingen: Bevestigingsbeugels voor de lucht- en ruimtevaart, elektronische behuizingen, montagehulpmiddelen voor de automobielindustrie
Staal en roestvrij staal
Worden de logische keuze wanneer duurzaamheid, hardheid of corrosiebestendigheid prioriteit hebben, Cnc staal onderdelen lage-koolstofstaalsoorten zijn relatief eenvoudig te bewerken, terwijl roestvrijstaalsoorten meer vragen aan de snijgereedschappen, maar superieure prestaties leveren in veeleisende omgevingen.
- Bewerkbaarheidscategorie: Matig (roestvrijstaalsoorten zijn lastiger te bewerken dan koolstofstaalsoorten)
- Sterkte: Hoog; uitstekend geschikt voor toepassingen met draagvermogen en slijtvastheid
- Kostenoverweging: Hogere bewerkingskosten vanwege verhoogde gereedschapsversleten en langzamere voedingssnelheden
- Beste toepassingen: Medische instrumenten, apparatuur voor de levensmiddelenverwerking, onderdelen voor de aandrijflijn van voertuigen
Koper en messing
Messing biedt een ideale balans voor functionele en esthetische gefreesde onderdelen, met name bij kleine series. De goede bewerkbaarheid van messing maakt het mogelijk om nauwe toleranties en uitstekende oppervlakteafwerkingen direct na de bewerking te bereiken.
- Bewerkbaarheidscategorie: Uitstekend voor messing; goed voor koper
- Sterkte: Matig; niet geschikt voor structurele onderdelen die hoge mechanische belasting ondergaan
- Kostenoverweging: Materiaalkosten hoger dan aluminium; bewerkingskosten lager vanwege de uitstekende spaanvorming
- Beste toepassingen: Elektrische connectoren, sanitair fittingen, sierbeslag
Titanium
Titaan levert een ongeëvenaarde sterkte-op-gewichtverhouding en uitzonderlijke corrosiebestendigheid — maar tegen een aanzienlijke prijsopslag. Dit metaal is alleen kosteneffectief in industrieën waar prestatie-eisen boven alles gaan, zoals de lucht- en ruimtevaart en medische implantaattechnologie.
- Bewerkbaarheidscategorie: Slecht; vereist gespecialiseerde gereedschappen en lagere snijsnelheden
- Sterkte: Uitzonderlijk; de hoogste sterkte-op-gewichtverhouding onder de gangbare metalen
- Kostenoverweging: Premiummateriaal- en bewerkingskosten; alleen te rechtvaardigen voor kritieke toepassingen
- Beste toepassingen: Lucht- en ruimtevaartstructurele onderdelen, medische implantaat, hoogwaardige raceonderdelen
Technische kunststoffen voor precisieonderdelen
Metaal CNC-gefrezen onderdelen zijn niet altijd de oplossing. Technische kunststoffen bieden duidelijke voordelen, zoals een lagere massa, chemische weerstand en elektrische isolatie. Fabrikanten van gefrezen onderdelen werken in toenemende mate met geavanceerde polymeren om aan diverse toepassingsvereisten te voldoen.
Veelgebruikte CNC-bewerkbare kunststoffen zijn:
- Acetaal (Delrin): Uitstekende dimensionele stabiliteit, lage wrijving, ideaal voor tandwielen en lagers
- Nylon: Goede slijtvastheid en taaiheid; geschikt voor lagers en rollen
- PEEK: Hoogwaardige optie met uitzonderlijke chemische en thermische weerstand
- PTFE: Uitstekende chemische inertie en een lage wrijvingscoëfficiënt
- ABS: Kosteneffectief voor prototypes en niet-kritieke CNC-machineonderdelen
- HDPE en PP: Chemisch bestendige opties voor tanks en toepassingen voor vloeistofafhandeling
Materialen afstemmen op toepassingsvereisten
De keuze tussen metaal en kunststof — of het selecteren van de juiste legering — vereist een afweging van meerdere factoren. Houd rekening met de volgende richtlijnen:
Wanneer metalen CNC-gefrezen onderdelen zinvol zijn:
- Er zijn hoge mechanische belastingen of spanningsconcentraties aanwezig
- De bedrijfstemperatuur overschrijdt de grenzen van kunststof (meestal boven 121 °C)
- Elektrische of thermische geleidbaarheid vereist is
- Oppervlaktehardheid en slijtvastheid cruciaal zijn
- Het onderdeel schroefdraad vereist of geschikt is voor ingepresste inzetstukken
Wanneer kunststoffen voordelen bieden:
- Gewichtsreductie een primaire ontwerpdoelstelling is
- Elektrische isolatie is noodzakelijk
- Blootstelling aan chemicaliën zou metalen aantasten
- Zelfsmerende eigenschappen verminderen het onderhoudsbehoeften
- Kostengevoelige toepassingen waarbij de materiaaleigenschappen voldoende zijn
De keuze van materiaal beïnvloedt ook direct de planning van uw project. Voor productie in kleine series of prototyping verminderen materialen zoals aluminium en messing het risico en de kosten dankzij kortere bewerkingstijden en eenvoudigere installaties. Terwijl u deze materiaalopties overweegt, is de volgende cruciale factor het begrijpen van hoe tolerantiespecificaties zich vertalen naar prestaties in de praktijk — en naar de kostenimplicaties die veel kopers over het hoofd zien.
Uitleg van tolerantiespecificaties en precisie-eisen
Hier is een vraag die ervaren kopers van beginners onderscheidt: hoe nauwkeurig moeten uw toleranties eigenlijk zijn? Het begrijpen van tolerantiespecificaties is het punt waarop veel inkoopbeslissingen fout gaan — ofwel door te strenge toleranties op te geven, wat de kosten onnodig verhoogt, ofwel door te ruime toleranties op te geven en uiteindelijk onderdelen te krijgen die niet correct functioneren. Bij de beoordeling van een fabrikant van CNC-onderdelen geven hun tolerantievermogens veel weg over de kwaliteit van hun machines en hun procesbeheersing.
Standaard- versus nauwkeurige tolerantiebewerking
Beschouw toleranties als het toegestane bereik van dimensionale afwijkingen ten opzichte van uw bedoelde ontwerp. Volgens de industrienormen liggen standaard-CNC-bewerkings toleranties doorgaans rond ±0,005 inch (0,13 mm), gecontroleerd volgens ISO 2768-1, middenklasse. Deze basiswaarde houdt rekening met normale variaties in machine-nauwkeurigheid, thermische effecten en slijtage van gereedschap, terwijl tegelijkertijd economische productiesnelheden worden gehandhaafd.
Maar wat gebeurt er als standaard toleranties niet voldoende zijn? Precisie-CNC-gevormde onderdelen vereisen gespecialiseerde aanpakken. Hoge-nauwkeurigheidsbewerking kan toleranties bereiken van slechts ±0,001 inch (0,025 mm), terwijl uiterst veeleisende toepassingen—zoals chirurgische instrumenten—zelfs toleranties van ±0,0002 tot ±0,0005 inch (0,005 tot 0,013 mm) kunnen vereisen. Slechts ongeveer 1% van de onderdelen vereist echter daadwerkelijk toleranties in dit extreme bereik.
CNC-precisieonderdelen verschillen op meerdere cruciale punten van standaard CNC-gevormde componenten:
- Apparatuurvereisten: Hoge-nauwkeurigheidsspindels met keramische of lagerlagers met een run-out van minder dan 0,0001 inch
- Omgevingscontrole: Temperatuurgecontroleerde ruimtes met een stabiliteit van ±0,5 °C
- Kwaliteitsverificatie: Uitgebreidere inspectieprotocollen met geijkte meetinstrumenten
- Bewerktijd: Langzamere voedingssnelheden en snijsnelheden om thermische vervorming te minimaliseren
Wanneer precisie het belangrijkst is
Niet elke functie van uw onderdeel vereist hetzelfde tolerantieniveau. Slim specificeren betekent dat nauwe toleranties alleen worden toegepast waar de functionaliteit dit vereist—bijvoorbeeld bij aansluitende oppervlakken, lagerpassingen of kritieke uitlijningsfuncties—terwijl niet-kritieke afmetingen op standaardtoleranties blijven.
Overweeg deze scenario’s waarin precisie-CNC-gefreesde onderdelen de investering rechtvaardigen:
- Montageinterfaces: Onderdelen die precies moeten passen op andere componenten
- Roterende onderdelen: Assen en lagers die specifieke passingen vereisen
- Afdichtvlakken: Waar dimensionele nauwkeurigheid lekkages voorkomt
- Optische of elektronische behuizingen: Toepassingen waarbij uitlijning kritiek is
CNC-bewerking van grote onderdelen brengt unieke uitdagingen met zich mee voor tolerantiebeheersing. Thermische uitzetting wordt meer significant naarmate de afmetingen van het onderdeel toenemen, waardoor temperatuurgecontroleerde omgevingen nog belangrijker worden om precisie over grote werkstukken te behouden.
De kosten-tolerantierelatie
Dit is de realiteit die de meeste kopers over het hoofd zien: het aanhalen van toleranties boven wat functioneel noodzakelijk is, verbetert uw onderdeel niet—het verhoogt alleen uw kosten. gegevens over precisiebewerking volgens de gegevens over precisiebewerking stijgen de kosten bij overgang van standaard CNC-bewerking naar temperatuurgecontroleerde bewerking met 25–50%, terwijl het bereiken van de strengste toleranties met volledige omgevingscontrole de kosten kan verhogen met 100–200%.
De onderstaande tabel geeft weer wat verschillende tolerantieklassen betekenen voor uw project:
| Tolerantiebereik | Typische toepassingen | Kostenimpact | Vereiste apparatuur |
|---|---|---|---|
| ± 0,010" (± 0,25 mm) | Algemene industriële onderdelen, beugels, behuizingen | Basislijn | Standaard CNC-apparatuur, normale werkplaatsomgeving |
| ±0,005 inch (±0,13 mm) | Functionele assemblages, automotive-onderdelen | toename van 10–25% | Goed onderhouden machines, klimaatmonitoring |
| ±0,002" (±0,05 mm) | Hoogwaardige automotive- en industriële apparatuur | toename van 50–100% | Precisiespindels, temperatuurregeling ±3 °C |
| ± 0,001" (± 0,025 mm) | Lucht- en ruimtevaartcomponenten, medische apparaten | toename van 100–150% | Hoogprecieze machines, verbeterde opspanning |
| ±0,0005 inch (±0,013 mm) | Chirurgische instrumenten, optische apparatuur | toename van 150–200% | Volledige omgevingscontrole, trillingsisolatie |
De keuze van materiaal beïnvloedt ook de haalbare toleranties. CNC-precisiebewerkte onderdelen in aluminium bereiken strakkere toleranties gemakkelijker dan titanium, vanwege verschillen in bewerkbaarheid. Kunststoffen vormen aanvullende uitdagingen — hun flexibiliteit en thermische gevoeligheid beperken de praktische toleranties vaak tot ISO 2768-1 Middelklasse.
Gebruik bij communicatie met fabrikanten een tolerantietabel die rechtstreeks op uw 2D-tekeningen is opgenomen en waarin wordt aangegeven welke afmetingen kritiek zijn. Dit voorkomt overmatige specificatie van toleranties en helpt fabrikanten om nauwkeurig offertes op te stellen. Het begrijpen van deze tolerantiedynamiek bereidt u voor op de volgende cruciale overweging: hoe verschillende sectoren specifieke eisen opleggen die de keuze van fabrikanten beïnvloeden, boven en buiten algemene bewerkingsmogelijkheden.
Sector-specifieke eisen voor CNC-onderdelenproductie
Hebt u ooit opgemerkt hoe een lokale autoreparatiebedrijf projecten anders aanpakt dan een fabriek die chirurgische instrumenten produceert? Dat is geen toeval. Verschillende sectoren stellen zeer uiteenlopende eisen aan hun CNC-onderdelenleveranciers — en het begrijpen van deze verschillen helpt u om leveranciers te identificeren die daadwerkelijk gekwalificeerd zijn voor uw specifieke toepassing, in plaats van leveranciers die slechts algemene capaciteiten claimen.
Bewerkingsnormen voor de automobielindustrie
Bij de aankoop van componenten voor automotive-toepassingen wordt consistentie op grote schaal van essentieel belang. Of u nu op zoek bent naar een autoreparatiebedrijf in uw buurt of wereldwijde leveranciers evalueert: automobielbewerkingsproductie vereist specifieke vaardigheden die algemene fabricagebedrijven vaak ontbreken.
De automotive-sector werkt volgens IATF 16949 — de wereldwijde norm voor kwaliteitsmanagement in de automotive-sector, die de beginselen van ISO 9001 combineert met sector-specifieke eisen. Deze certificering is meer dan alleen papierwerk; zij vertegenwoordigt een fundamentele toewijding aan:
- Gebrekspreventie: Systemen die zijn ontworpen om problemen op te sporen voordat ze uw assemblagelijn bereiken
- Continue verbetering: Gedocumenteerde processen voor continue efficiëntie- en kwaliteitsverbeteringen
- Toezicht op leveranciers: Strenge kwalificatie en monitoring van materiaalbronnen
- Producttraceerbaarheid: Volledige documentatie van grondstof tot afgewerkt onderdeel
Een motormachinefabriek die werkt aan aandrijflijncomponenten, staat voor andere uitdagingen dan een constructiewerkplaats die carrosseriedelen produceert. CNC-gefrezen onderdelen voor de automobielindustrie moeten trillingen, thermische cycli en mechanische spanning gedurende honderdduizenden kilometers weerstaan. Dit betekent dat fabrikanten robuuste procescontroles nodig hebben om ervoor te zorgen dat elk onderdeel — of het nu het eerste of het tienduizendste is — voldoet aan identieke specificaties.
Vereisten voor de productie van medische apparatuur
De productie van medische hulpmiddelen vindt plaats in een regelgevende omgeving waarbij fouten levens- of doodsoorzakelijk kunnen zijn. De stakes vereisen certificeringskaders die aanzienlijk strenger zijn dan die voor algemene industriële toepassingen.
ISO 13485 is de definitieve kwaliteitsmanagementsnorm voor de productie van medische hulpmiddelen. Deze certificering vereist:
- Risicobeheer: Systematische identificatie en mitigatie van potentiële foutmodi
- Ontwerpbewaking: Gedocumenteerde validatie om te waarborgen dat onderdelen zoals bedoeld functioneren
- Volledige traceerbaarheid: Elk onderdeel is traceerbaar naar specifieke materiaalpartijen, machines en operators
- Klachtbehandeling: Formele processen voor het onderzoeken en aanpakken van kwaliteitsproblemen
- Steriliteitsoverwegingen: Selectie van materialen en afwerking die voldoen aan de sterilisatievereisten
Naast ISO 13485 moeten faciliteiten ook voldoen aan FDA 21 CFR Deel 820 — de Quality System Regulation die de productie van medische hulpmiddelen in de Verenigde Staten regelt. Deze gecombineerde eisen garanderen dat chirurgische instrumenten, implantaatmaterialen en diagnostische apparatuur voldoen aan strenge veiligheids- en prestatienormen.
Precisie-eisen op luchtvaartniveau
Luchtvaartproductie vertegenwoordigt wellicht de meest veeleisende certificeringsomgeving op het gebied van precisiebewerking. Wanneer componenten op 30.000 voet opereren, is kwaliteit geen onderhandelingspunt — het is levenskritisch.
AS9100 bouwt voort op de basis van ISO 9001 en voegt aerospace-specifieke eisen toe die gekwalificeerde fabrikanten onderscheiden van algemene machinebouwbedrijven:
- Configuratiebeheer: Strikte controles om ervoor te zorgen dat ontwerpwijzigingen correct worden gedocumenteerd en geïmplementeerd
- Eerste artikelcontrole (FAI): Uitgebreide verificatie dat productieonderdelen overeenkomen met goedgekeurde ontwerpen
- Voorkoming van vreemde voorwerpen en vuil (FOD): Protocollen ter voorkoming van besmetting van kritieke assemblages
- Voorkoming van namaakonderdelen: Controles in de toeleveringsketen om de authenticiteit van materialen te waarborgen
- Controles op speciale processen: Versterkt toezicht op warmtebehandeling, verzinken en andere kritieke bewerkingen
Veel aerospaceprogramma’s vereisen ook NADCAP-accreditatie voor speciale processen. In tegenstelling tot algemene certificaten onderzoekt NADCAP processpecifieke controles op zeer gedetailleerd niveau—en valideert daarmee of warmtebehandeling, chemische bewerking en niet-destructief onderzoek voldoen aan de hoogste industrienormen.
Voor defensiegerelateerd werk voegt naleving van de ITAR (International Traffic in Arms Regulations) een extra laag toe. De ITAR regelt de omgang met gevoelige technische gegevens en componenten en vereist registratie bij het Amerikaanse ministerie van Buitenlandse Zaken en strikte protocollen voor informatiebeveiliging.
Certificeringsvergelijking: Vereisten afstemmen op toepassingen
Begrijpen welke certificeringen relevant zijn voor uw toepassing, voorkomt zowel onnodige kosten door overkwalificatie als risico’s door onderkwalificatie van leveranciers:
| Certificering | Primaire industrie | Belangrijkste aandachtsgebieden | Waarom het belangrijk is |
|---|---|---|---|
| ISO 9001 | Algemene productie | Kwaliteitsmanagementsystemen, continue verbetering | Basiscertificering die toont dat er wordt ingezet op kwaliteit |
| IATF 16949 | Automotive | Voorkoming van gebreken, toezicht op leveranciers, traceerbaarheid | Verplicht voor grote OEM’s; 67% van de automobiel-OEM’s stelt ISO 9001 als minimumvereiste |
| AS9100 | Luchtvaart | Risicobeheer, configuratiebeheer, eerste artikelinspectie (FAI) | Essentieel voor deelname aan de lucht- en ruimtevaarttoeleveringsketen |
| ISO 13485 | Medische Apparatuur | Risicobeheer, traceerbaarheid, naleving van wet- en regelgeving | Vereist voor onder de FDA vallende medische hulpmiddelencomponenten |
| NADCAP | Lucht- en ruimtevaart\/defensie | Accreditatie voor speciale processen | Valideert de capaciteiten op het gebied van warmtebehandeling, niet-destructief onderzoek (NDT) en chemische bewerking |
| ITAR | Verdediging | Informatiebeveiliging, exportcontroles | Verplicht voor defensiegerelateerde technische gegevens en componenten |
Dit overzien veel kopers: certificaten zijn niet onderling uitwisselbaar. Een automobielbewerkingsbedrijf met IATF 16949-certificering toont automotive-specifieke competenties aan, maar deze certificering kwalificeert het bedrijf niet voor lucht- en ruimtevaarttoepassingen die AS9100 vereisen. Evenzo kan een constructiebedrijf met uitsluitend ISO 9001-certificering tekortschieten in de gespecialiseerde kwaliteitssystemen die worden gevraagd voor medische of lucht- en ruimtevaarttoepassingen.
Volgens branchsonderzoek winkels met branchespecifieke certificaten winnen gemiddeld 15% meer contracten dan bedrijven met alleen algemene kwaliteitscertificaten. De investering in gespecialiseerde certificeringen signaleert capaciteit en betrokkenheid die inkoopteams herkennen.
Bij het beoordelen van potentiële productiepartners moet u hun certificaten direct verifiëren — vraag kopieën van de certificaten aan en bevestig de huidige status bij de uitgevende instanties. Deze zorgvuldigheid wordt nog belangrijker wanneer u oppervlakteafwerkingsopties overweegt, aangezien deze een aanzienlijke invloed hebben op zowel de prestaties van onderdelen als de naleving van regelgeving in veeleisende toepassingen.
Oppervlakteafwerkingsopties voor CNC-gefreesde onderdelen
U heeft het juiste proces, materiaal en toleranties gekozen — maar er is nog één factor die uw project kan maken of breken. Oppervlakteafwerking transformeert ruwe, CNC-gefreesde onderdelen van functionele componenten naar afgewerkte producten die klaar zijn voor montage of eindgebruik. Een goed begrip van uw opties helpt u specificaties duidelijk te communiceren aan elke fabrikant van CNC-bewerkte onderdelen en zorgt ervoor dat uw onderdelen precies presteren zoals bedoeld.
Functionele versus esthetische afwerkingen
Hier is een onderscheid dat veel kopers over het hoofd zien: niet elke afwerking vervult hetzelfde doel. Sommige afwerkingen verbeteren voornamelijk het uiterlijk, terwijl andere essentiële functionele voordelen bieden, zoals corrosiebescherming of verbeterde slijtvastheid. Slim specificeren betekent kiezen op basis van uw werkelijke vereisten, in plaats van standaard te kiezen voor dure opties die u niet nodig hebt.
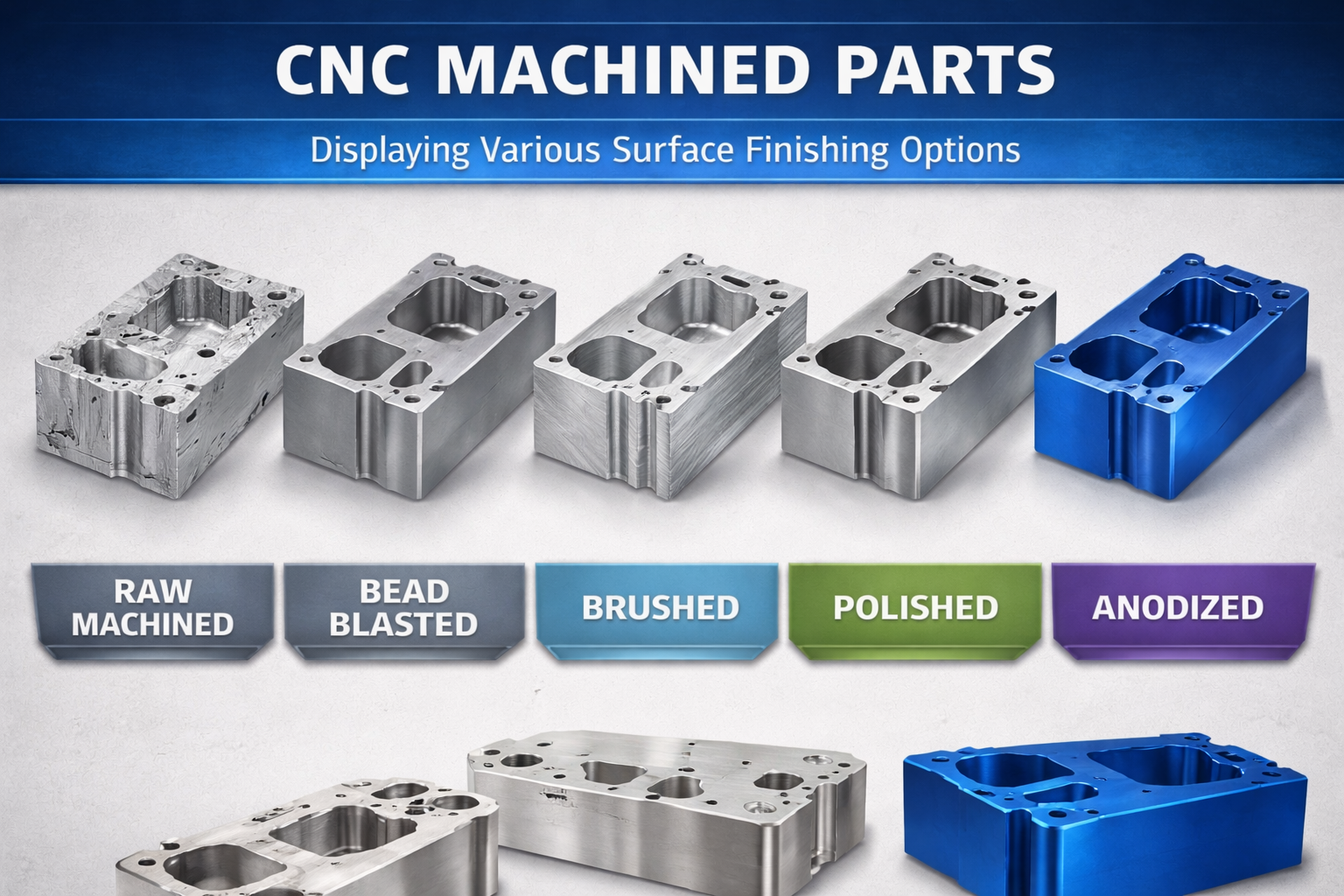
Afgemachte afwerking
De meest economische optie laat CNC-freesonderdelen met de oppervlaktestructuur die tijdens de bewerking is ontstaan. Volgens de industrienormen voor afwerking liggen typische 'as-machined'-afwerkingen tussen 1,6 μm Ra (industriestandaard voor algemene toepassingen) en 3,2 μm Ra voor onderdelen waarbij de oppervlakkwaliteit niet kritisch is. Deze afwerking is geschikt wanneer:
- Onderdelen in de eindmontage verborgen blijven
- De oppervlaktestructuur geen invloed heeft op de functionaliteit
- Budgetbeperkingen kostenverlaging prioriteren
- Onderdelen later in de supply chain aanvullende afwerking ontvangen
Poetsen en Buffen
Wanneer visuele aantrekkelijkheid belangrijk is, verwijdert polijsten bewerkingsmarkeringen en creëert gladde, glanzende oppervlakken. Het bereiken van een ruwheidsgraad van 0,4 μm Ra levert een bijna spiegelgladde afwerking op, die essentieel is voor onderdelen waar minimale wrijving of een premiumuitstraling vereist is. Deze gladheid heeft echter wel een prijs: polijsten voegt doorgaans aanzienlijk verwerkingstijd en kosten toe aan de productie van gefreesde onderdelen.
Blussen met kralen
Dit mechanische proces richt glaskorrels op het onderdeeloppervlak, waardoor een uniforme matte structuur ontstaat. Stralen met korrels verwijdert effectief kleine oppervlaktegebreken en bereidt onderdelen voor op latere coatingprocessen. Het is bijzonder populair voor CNC-gefreesde producten waarbij een consistente, niet-weerspiegelende uitstraling gewenst is, zonder de kosten van polijsten.
Beschermende coatings voor zware omgevingen
Wanneer uw onderdelen blootstaan aan corrosieve chemicaliën, buitentemperatuur of veeleisende bedrijfsomstandigheden, worden beschermende afwerkingen essentieel in plaats van optioneel.
Anodisatie
Anodiseren creëert een duurzame oxide-laag op aluminiumonderdelen, wat de corrosiebestendigheid en oppervlaktehardheid aanzienlijk verbetert. Er zijn drie soorten, die elk verschillende toepassingsgebieden dienen:
- Type I (Chroomzuur): Dunste laag die nauwe toleranties behoudt; wordt vooral gebruikt in de lucht- en ruimtevaart voor toepassingen waarbij vermoeiingsbestendigheid vereist is
- Type II (Zwavelzuur): Meest gebruikte optie die een evenwicht biedt tussen kosten en prestaties; kan gekleurde kleurstoffen opnemen voor esthetische aanpassing
- Type III (Hardcoat): Dikste en meest duurzame laag voor industriële en militaire toepassingen waar extreme slijtvastheid vereist is
Poedercoating
Deze veelzijdige afwerking wordt toegepast als droog poeder via elektrostatische belading, gevolgd door warmteverharding tot een sterke, beschermende laag. Poedercoating biedt uitzonderlijke duurzaamheid tegen slagbelasting, chemicaliën en UV-straling. Met een uitgebreid kleurenpallet beschikbaar levert het zowel functionele bescherming als visuele aantrekkelijkheid — waardoor het ideaal is voor consumentenproducten en buitensportapparatuur.
Beplatingsmogelijkheden
Metaalplateren brengt dunne lagen beschermend of functioneel metaal aan op onderdelenvlakken:
- Electroless Nickel: Uniforme coating zonder elektrische stroom; biedt uitstekende corrosieweerstand en hardheid over complexe geometrieën
- Verchroomen: Levert glanzende, spiegelende oppervlakken met goede slijtvastheid
- Zinkplaten: Kosteneffectieve corrosiebescherming, veelgebruikt in automotive-toepassingen
- Goudverf: Superieure elektrische geleidbaarheid voor elektronische connectoren
Passivatie
Voor roestvrijstaal CNC-gefreesde producten verhoogt passiveren de natuurlijke corrosieweerstand door vrij ijzer van het oppervlak te verwijderen en de vorming van een beschermende oxide-laag te bevorderen. Deze chemische behandeling is essentieel voor medische en voedselverwerkende componenten, waar preventie van verontreiniging kritisch is.
Afwerking selecteren op basis van toepassing
Het kiezen van de juiste afwerking vereist een evenwicht tussen beschermingsbehoeften, esthetische eisen en budgetbeperkingen. De onderstaande tabel geeft richting bij het koppelen van afwerkingen aan veelvoorkomende toepassingen:
| Finish Type | Beschermlaag | Uiterlijk | Beste toepassingen | Relatieve kosten |
|---|---|---|---|---|
| Zo gefreesd | Laag | Zichtbare gereedschapsmarkeringen; functionele uitstraling | Interne componenten, prototypes, verborgen onderdelen | $ |
| Blussen met kralen | Laag-Middel | Uniforme matte textuur | Consumentenelektronica, voorbereiding op coating | $$ |
| Polijsten | Laag | Hoogglanzende, spiegelachtige afwerking | Medische apparatuur, decoratieve onderdelen, optische behuizingen | $$$ |
| Geanodiseerd (type II) | Middelmatig-Hoog | Mat of satijn; verkrijgbaar in meerdere kleuren | Lucht- en ruimtevaartbeugels, consumentenproducten, behuizingen voor elektronica | $$ |
| Anodiseren (type III) | Zeer hoog | Meestal donkergrijs of zwart | Militaire uitrusting, industriële machines, slijtvlakken | $$$ |
| Poedercoating | Hoge | Breed kleurenpalet; glad of gestructureerd | Buitenuitrusting, auto-onderdelen, consumentengoederen | $$ |
| Electrolytisch nikkel | Hoge | Heldere metalen afwerking | Complexe geometrieën, hydraulische onderdelen, kleppen | $$$ |
| Chroomoplossing | Middelmatig-Hoog | Zeer reflecterend, spiegelachtig | Autoafwerking, decoratieve hardware | $$$$ |
| Zinkplaten | Medium | Zilver-blauw of geel chromaat | Bevestigingsmiddelen, beugels, onderdelen voor de onderzijde van auto’s | $$ |
Volgens de schattingen van de afwerkingskosten liggen eenvoudige afwerkingen zoals stralen meestal tussen de 30 en 50 dollar per onderdeel, terwijl anodiseren of elektroloos nikkelplateren, afhankelijk van grootte en complexiteit, kan oplopen tot 100–200 dollar per onderdeel. Het inzetten van deze kosten tijdens de ontwerpfase voorkomt onverwachte budgettaire verrassingen.
De keuze van afwerking heeft ook invloed op de levertijden. Eenvoudige afwerkingen voegen uren toe aan de productietijd, terwijl complexe behandelingen zoals anodiseren of galvaniseren de planning met 24 tot 48 uur verlengen — exclusief voorbereiding en uitharden. Bij het beoordelen van leveranciers dient u te verifiëren of zij over eigen afwerkingsmogelijkheden beschikken of dat de afwerking wordt uitbesteed, wat extra transporttijd en coördinatiecomplexiteit kan opleggen.
Begrip van afwerkopties bereidt u voor op de volgende cruciale factor bij de keuze van een fabrikant: hoe verschillende kostenfactoren samenkomen om uw uiteindelijke prijs per onderdeel te bepalen – en waar mogelijkheden liggen om uw investering te optimaliseren zonder in te boeten op kwaliteit.
Kostenfactoren die de prijsbepaling van CNC-onderdelen beïnvloeden
Hier is een vraag die veel kopers onverwachts treft: waarom krijgen twee ogenschijnlijk vergelijkbare onderdelen een sterk verschillende offerte? Het antwoord ligt in het begrijpen van de verborgen kostenfactoren die de prijsbepaling van CNC-gevormde onderdelen bepalen. Of u nu werkt met een lokale fabrikant van bewerkte onderdelen of met een wereldwijde fabriek voor CNC-bewerkte onderdelen, dezelfde fundamentele factoren vormen uw uiteindelijke factuur.
De werkelijke kostenfactoren in CNC-productie
Wanneer u een offerte aanvraagt voor maatwerk-CNC-onderdelen, beoordelen fabrikanten meerdere variabelen die zich cumulatief vertalen naar uw prijs per onderdeel. Volgens industriële prijsanalyse , rangschikken deze factoren van grootste naar kleinste impact:
- Ontwerpcomplexiteit: Intricate ontwerpen met gedetailleerde kenmerken of complexe geometrieën vereisen uitgebreidere programmeerwerkzaamheden, extra machine-instellingen en soms gespecialiseerde gereedschappen. Eenvoudige ontwerpen kosten ongeveer $20 per uur om te bewerken, terwijl complexe onderdelen de tarieven opvoeren naar $35–70 per uur.
- Materiaalkeuze: De kosten voor grondstoffen variëren sterk: aluminium kost $5–10 per pond, terwijl roestvast staal $8–16 per pond kost. Naast de materiaalprijs beïnvloedt de bewerkbaarheid de cyclusduur en slijtage van het gereedschap, waardoor de kosten verder oplopen.
- Tolerantie-eisen: Striktere toleranties vereisen langzamere bewerkingsnelheden, frequente gereedschapswissels en uitgebreidere kwaliteitscontroles. Het specificeren van ±0,001 inch in plaats van ±0,005 inch kan de bewerkingsduur met 50% of meer verhogen.
- Productievolume: Vaste kosten zoals programmeerwerk en instelling worden verdeeld over alle eenheden. Kleine oplages leiden tot hogere kosten per eenheid, terwijl grote oplages profiteren van schaalvoordelen.
- Soort machine: Driehoeksmachines (3-assig) kosten doorgaans $10–20 per uur, terwijl vijfassige machines $20–40 per uur kosten vanwege hun geavanceerde mogelijkheden en operationele complexiteit.
- Afgewerkteisen: Elke extra afwerking—zoals anodiseren, plateren of polijsten—verhoogt de arbeidskosten, machinekosten en materiaalkosten van uw project.
Het begrijpen van deze hiërarchie helpt u te bepalen waar u prioriteit moet geven aan optimalisatie. Een kleine wijziging in ontwerpcomplexiteit levert vaak meer kostenbesparingen op dan een wisseling van materialen.
Hoeveelheidsprijsstelling en schaalvoordelen
Stel u eens voor dat u één prototype bestelt in plaats van 1.000 productieonderdelen. De programmering, CAD-voorbereiding en machinesetup vinden slechts één keer plaats—onafhankelijk van de bestelhoeveelheid. Dit creëert een omgekeerde relatie tussen bestelvolume en stukprijs, een verschijnsel dat experts op het gebied van de fabricage van machinedelen beschouwen als de krachtigste kostendrijfveer die beschikbaar is.
Zo zien de cijfers er in de praktijk uit:
- Enkele eenheid: Volledige setup- en programmeerkosten gedragen door één onderdeel—hoogste stukprijs
- 5 stuks: Stukprijs daalt met ongeveer 50% ten opzichte van de prijs per eenheid bij één stuks
- 100 stuks: Setupkosten worden verwaarloosbaar per onderdeel; materiaal- en cyclustijd bepalen de prijs
- 1.000+ stuks: De prijs per stuk kan dalen tot 10–20% van de kosten per afzonderlijk stuk
Voor bewerkte onderdelen die bestemd zijn voor productie, leidt het samenvoegen van bestellingen in grotere batches—zelfs als dat inhoudt dat enige voorraad wordt aangehouden—vaak tot een aanzienlijke verlaging van de totale projectkosten. Veel fabrikanten van CNC-bewerkte onderdelen bieden gestructureerde prijsmodellen aan die volumeaftalingen belonen.
Kleine bestelhoeveelheden vormen ook praktische uitdagingen. Volgens brongegevens hanteren veel leveranciers minimale bestelhoeveelheden die hoger kunnen liggen dan wat u nodig hebt voor productie in kleine oplages. Houd bij het maken van prototypes deze realiteit in acht bij de selectie van uw leverancier.
Kwaliteit afwegen tegen het budget
Elke ontwerpbeslissing die u neemt voordat u bestandsbestanden naar een fabriek voor CNC-bewerkte onderdelen verzendt, beïnvloedt de maakbaarheid—en de kosten. Slimme kopers optimaliseren hun ontwerpen voor productie, in plaats van bewerking als een nagedachte stap te behandelen.
Overweeg de volgende ontwerpstrategieën om kosten te verlagen zonder functionaliteit in te boeten:
- Vermijd diepe holtes: Holte ruimtes met een diepte die aanzienlijk groter is dan de breedte, vereisen gespecialiseerde gereedschappen en langzamere bewerkingsnelheden
- Gebruik standaard gatmaten: Het volgen van standaard boorbitsvergrotingen (stappen van 1/64") elimineert de behoefte aan maatgereed gereedschap
- Ronde binnenhoeken: Scherpe binnenhoeken vereisen gespecialiseerd gereedschap en verhogen de complexiteit — rond deze randen af
- Verhoog de wanddikte: Onderdelen met dunne wanden vereisen nauwkeurigere controle en gespecialiseerde opspanning, wat de kosten doet stijgen
- Beperk het gebruik van schroefdraad: Elk schroefdraadkenmerk voegt bewerkingstijd toe; overweeg waar mogelijk alternatieve bevestigingsmethoden
- Oversla onnodige tekst: Reliëfopdruk of gravure voegt machinebewerkingstijd toe zonder functioneel voordeel, tenzij vereist voor identificatie
De relatie tussen levertijden en prijsstelling verdient ook aandacht. Standaard levertijden stellen fabrikanten in staat om uw werk efficiënt te plannen naast andere projecten. Spoedopdrachten—vooral die waarbij versnelde materiaalbeschaffing of overwerk nodig is—kunnen de kosten met 25–50% of meer verhogen. Vooruitplannen blijft de meest over het hoofd gezien strategie voor kostenverlaging.
Bij het vergelijken van offertes voor op maat gemaakte CNC-gefrezen onderdelen versus standaard cataloguscomponenten moet u in gedachten houden dat op maat gemaakte producten inherent programmerings- en instelkosten met zich meebrengen. Op maat gemaakte onderdelen leveren echter precies wat uw toepassing vereist, waardoor secundaire bewerkingen of montagestappen die bij standaardcomponenten mogelijk nodig zijn, mogelijk worden geëlimineerd.
Een praktische aanpak bestaat uit het gebruik van deze formule om te schatten of een project financieel gezien zinvol is:
Geschatte kosten = (Materiaalkosten + Instelkosten) + (Freestijd × Uurloon) + Afwerkingskosten
Deze opdeling helpt u om te bepalen welke kostencomponenten het grootste optimalisatiepotentieel bieden voor uw specifieke project. Met deze kennis van de kostenrijders bent u goed voorbereid om potentiële productiepartners te beoordelen op factoren die echt van belang zijn: hun capaciteiten, kwaliteitssystemen en vermogen om consistente resultaten te leveren tegen concurrerende prijzen.

Hoe u de juiste fabrikant van CNC-onderdelen selecteert
U beheerst de technische basisprincipes—processen, materialen, toleranties en afwerkingen. Nu komt de beslissing die bepaalt of al die kennis daadwerkelijk vertaald wordt in succesvolle onderdelen: het kiezen van de juiste productiepartner. Het selecteren van een leverancier van CNC-gefrezen onderdelen gaat niet alleen om het vinden van het laagste offertebedrag. Het gaat erom een partner te identificeren wiens capaciteiten, kwaliteitssystemen en communicatiepraktijken aansluiten bij uw projectvereisten.
Beoordeling van fabrikantcapaciteiten
Bij het beoordelen van potentiële fabrikanten van bewerkte onderdelen is een systematische aanpak vereist die verder gaat dan oppervlakkige beweringen. Volgens de beste praktijken in de industrie vereist de beoordeling van CNC-leveranciers het onderzoeken van meerdere dimensies van hun bedrijfsvoering.
Beoordeling van apparatuur en technologie
Een leverancier van bewerkte onderdelen die is uitgerust met geavanceerde multi-as bewerkingscentra, toont zijn vermogen om complexe geometrieën te verwerken. Maar houd niet op bij het aantal machines—onderzoek deze specifieke factoren:
- Leeftijd en staat van de machine: Nieuwere machines behouden doorgaans nauwkeurigere toleranties en hebben minder stilstandtijd
- CAD/CAM-softwareintegratie: Moderne software maakt snellere programmering mogelijk en leidt tot minder vertaalfouten vanuit uw ontwerpbestanden
- Automatiseringsmogelijkheden: Robotische belading, palletsystemen en onbemande productie (lights-out machining) wijzen op productie-efficiëntie
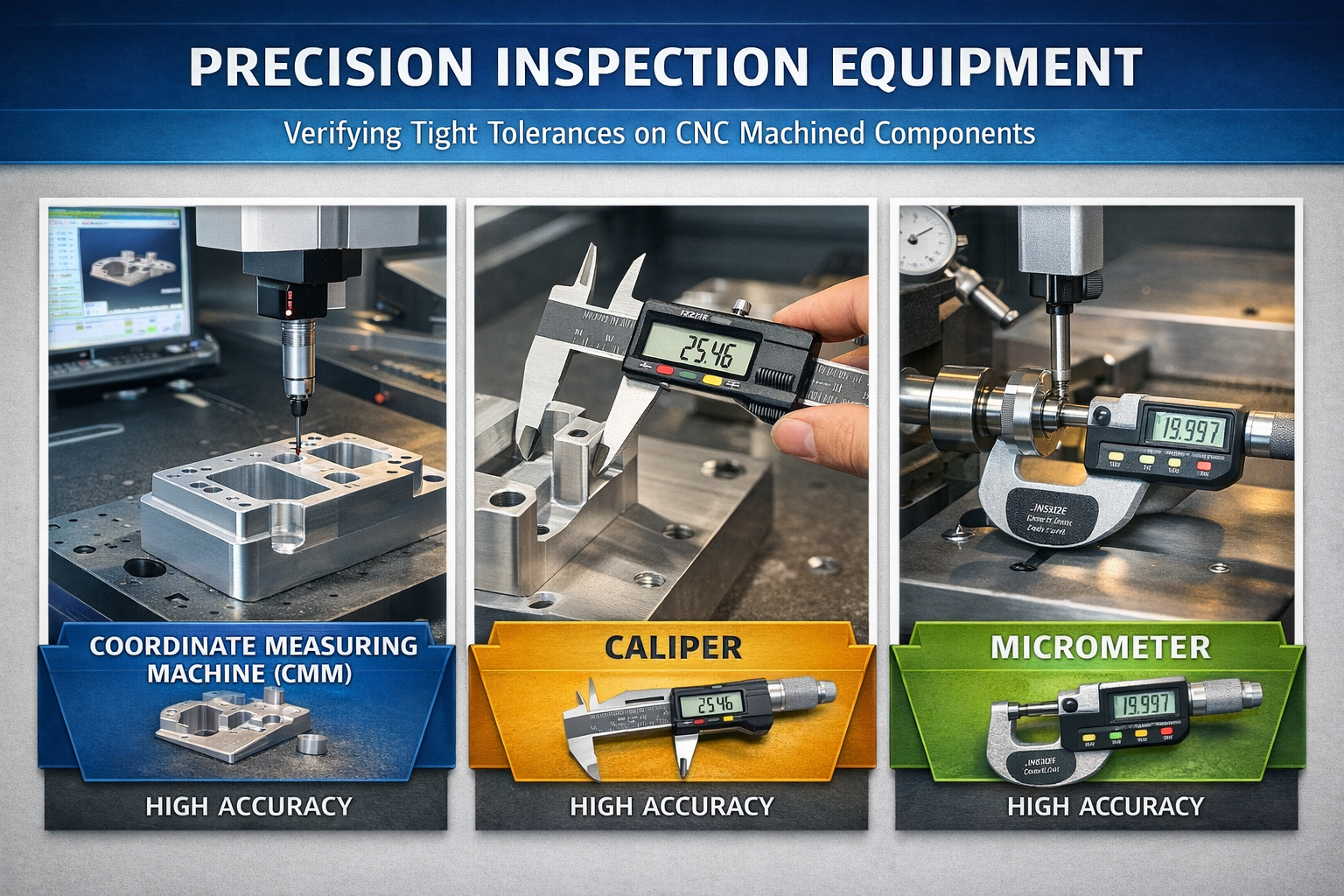
- Inspectieapparatuur: Coördinatenmeetmachines (CMM’s), optische vergelijkers en oppervlakteruwheidtesters valideren beweringen over precisie
Materiaalkennis vertegenwoordigt een andere cruciale indicator van capaciteit. Fabrikanten van bewerkte onderdelen die ervaring hebben met uw specifiek materiaal—of het nu aluminium, titanium of technische kunststoffen betreft—kunnen bewerkingsuitdagingen anticiperen en de processen dienovereenkomstig optimaliseren. Een breed materiaalassortiment toont technische bekwaamheid en flexibiliteit over verschillende toepassingen heen.
Beoordeling van productiecapaciteit
Kan de fabrikant zowel uw huidige bestelling als toekomstige groei aan?
- Aantal machines dat is toegewezen aan uw onderdeeltype (frezen, draaien of EDM)
- Ploegendienstregeling—één ploeg, twee ploegen of 24/7-bedrijf
- Huidige bezettingsgraad en gebruikelijke levertijden
- Schaalbaarheid van prototypehoeveelheden naar productievolume
Een leverancier met schaalbare capaciteit vermindert het risico op knelpunten wanneer uw project overgaat van prototyping naar volledige productie. Voor automotive-toepassingen zijn fabrikanten zoals Shaoyi Metal Technology illustreert deze mogelijkheid, met snelle prototypingmogelijkheden en levertijden vanaf één werkdag, terwijl de productie naadloos kan worden opgeschaald naar massaproductie—een combinatie die agile productontwikkelingscycli ondersteunt.
Kwaliteitssystemen die echt tellen
Bovenop certificaten die op websites staan, is het begrijpen van de manier waarop fabrikanten kwaliteitscontrole daadwerkelijk toepassen het onderscheid tussen betrouwbare partners en partijen die slechts voldoen aan de minimale vereisten.
Statistische Procesbeheersing (SPC)
SPC staat voor de gouden standaard op het gebied van procesbewaking in precisiefabricage. In plaats van onderdelen pas na voltooiing te inspecteren—wanneer fouten al zijn opgetreden—volgt SPC procesvariabelen in real time, zodat operators afwijkingen kunnen detecteren voordat er defecte onderdelen worden geproduceerd.
Volgens onderzoek naar kwaliteitsmanagement , leidt een effectieve SPC-implementatie tot meetbare voordelen:
- Vroege detectie van gereedschapsversleten voordat dit van invloed is op de dimensionele nauwkeurigheid
- Procescapaciteitsmetingen (Cpk-waarden) die consistente prestaties aantonen
- Trendanalyse om drift richting tolerantiegrenzen te voorkomen
- Documentatie ter ondersteuning van de traceerbaarheidseisen
Bij het beoordelen van een potentiële leverancier van CNC-bewerkte onderdelen dient u te informeren naar hun implementatie van statistische procescontrole (SPC). Fabrikanten met kwaliteitssystemen die worden ondersteund door SPC—zoals faciliteiten die zijn gecertificeerd volgens IATF 16949—tonen een toewijding aan het voorkomen van gebreken, in plaats van zich alleen te richten op het detecteren ervan.
Inspectieprotocol
Een degelijke inspectie gaat verder dan het bezitten van duur apparatuur. Onderzoek de inspectiewerkwijze van de fabrikant:
- Eerste artikelcontrole (FAI): Uitgebreide dimensionele verificatie vóór het starten van productielopen
- Tijdensproductiecontrole: Regelmatige controles tijdens de productie om problemen vroegtijdig te signaleren
- Eindinspectie: Volledige verificatie conform uw specificaties vóór verzending
- Documentatie: Inspectierapporten, materiaalcertificaten en traceerbaarheidsdocumenten
Leveranciers van topklasse behouden klachtpercentages die aanzienlijk lager liggen dan het sectorgemiddelde, dankzij systematische kwaliteitsaanpakken. Dubbele testprocedures—inspectie op de productielocatie gevolgd door onafhankelijke verificatie—verlagen het percentage gebreken dat bij klanten terechtkomt tot fracties van een procent.
Rode vlaggen om op te letten
Ervaring leert kopers om waarschuwingssignalen te herkennen die toekomstige problemen voorspellen. Let op deze indicatoren tijdens uw beoordeling:
- Vaagheid over mogelijkheden: Fabrikanten die niet in staat zijn om tolerantieniveaus of materiaalkennis aan te geven, missen mogelijk daadwerkelijke vakbekwaamheid
- Prijzen die aanzienlijk lager liggen dan die van concurrenten: Onrealistisch lage offertes wijzen vaak op compromissen op het gebied van materialen, kwaliteitscontrole of verborgen kosten die later verschijnen
- Weerstand om referenties te verstrekken: Gevestigde leveranciers delen graag contactgegevens van klanten om hun capaciteiten te verifiëren
- Slechte communicatiebereidheid: Trage of onvolledige reacties tijdens het offerteproces voorspellen vergelijkbare problemen tijdens de productie
- Ontbrekende of verlopen certificaten: Controleer altijd de geldigheid van certificaten rechtstreeks bij de uitgevende instanties
- Geen toegewezen projectmanagement: Complexe CNC-onderdelen vereisen technische begeleiding gedurende de gehele productie — leveranciers zonder engineeringondersteuning laten u alleen achter bij het oplossen van problemen
Volgens onderzoek naar leveranciersbeoordeling zijn transparante prijsstructuren even belangrijk als het eindbedrag. Een gedetailleerde offerte waarin de materiaalkosten, bewerkingstijd en afwerkingsdiensten zijn opgesplitst, wijst op een leverancier die zijn eigen kostenstructuur begrijpt — en die daarom consistente prijzen en kwaliteit kan garanderen.
Productieve leveranciersrelaties opbouwen
Het vinden van de juiste fabrikant is slechts het begin. Het maximaliseren van waarde vereist het opbouwen van samenwerkingsrelaties die beide partijen ten goede komen.
Communicatiepraktijken
Duidelijke communicatie voorkomt misverstanden die vertragingen, herwerken en frustratie veroorzaken. Beoordeel potentiële partners op basis van:
- Reactietijd op technische vragen
- Beschikbaarheid van technische ondersteuning voor ontwerpoptimalisatie
- Proactieve communicatie over de productiestatus of mogelijke problemen
- Taalvaardigheden die aansluiten bij de behoeften van uw team
Leveranciers die speciale projectmanagers aanbieden, bieden betere begeleiding tijdens de ontwerpfase en de productiefase. Dit één contactpunt vereenvoudigt de coördinatie en zorgt ervoor dat uw eisen niet verloren gaan in de vertaling tussen afdelingen.
Voordelen van langetermijnpartnerschappen
Het behandelen van CNC-machineonderdelen als een transactionele oefening beperkt de waarde die je kunt halen uit productie relaties. Langetermijnpartnerschappen bieden voordelen die eenmalige opdrachten niet kunnen bieden:
- Procesoptimalisatie: Leveranciers die uw onderdelen kennen, verbeteren voortdurend de efficiëntie.
- Voorrang bij planning: In het kader van de bestaande betrekkingen wordt vaak een voorkeursbehandeling verleend bij capaciteitsbeperkingen
- Ontwerpinvoer: Ervaren partners vangen problemen met de productievermogen op voordat ze duur worden
- Voorraadprogramma’s: Algemene bestellingen en kanban-arrangementen verminderen uw kosten voor het bijhouden van voorraden
Checklijst voor de beoordeling door de fabrikant
Gebruik deze uitgebreide checklist bij het vergelijken van potentiële leveranciers van CNC-bewerkingsonderdelen:
| Beoordelingscategorie | Belangrijke vragen | Waar moet u op letten |
|---|---|---|
| Technische mogelijkheden | Welke machines zijn er beschikbaar? Welke CAD/CAM-systemen worden gebruikt? | Meerassige machines, moderne software, automatiseringsmogelijkheden |
| Materiaal expertise | Welke materialen bewerkt u regelmatig? Kunt u voorbeelden geven? | Ervaring met uw specifieke materialen; een breed productportfolio wijst op veelzijdigheid |
| Kwaliteitscertificaten | Welke sectorcertificaten bezit u? Wanneer zijn deze voor het laatst gecontroleerd? | Huidige ISO 9001-minimumvereiste; IATF 16949 voor de automobielindustrie; AS9100 voor de lucht- en ruimtevaartindustrie |
| Kwaliteitsystemen | Hoe voert u statistische procescontrole (SPC) uit? Welke inspectieapparatuur gebruikt u? | CMM-mogelijkheden, gedocumenteerde SPC-procedures, inspectieprotocollen tijdens de productie |
| Productiecapaciteit | Wat zijn de gebruikelijke levertijden? Kunt u schalen van prototype naar productie? | Realistische planning, gedemonstreerde schaalbaarheid, voorzieningen voor spoedplanning |
| Communicatie | Wie is mijn hoofdcontactpersoon? Hoe behandelt u technische vragen? | Gedecideerd projectmanagement, beschikbaarheid van technische ondersteuning, reactievermogen |
| Prijstransparantie | Kunt u gedetailleerde kostenverdelingen verstrekken? | Duidelijke scheiding van materialenkosten, bewerkingskosten, afwerkingskosten en instelkosten |
| Track Record | Kunt u klantreferenties verstrekken? Wat is uw punctualiteitsgraad voor leveringen? | Verifieerbare referenties, leveringsmetrieken boven de 95%, lage klachtratio’s |
Voor kopers die automobiel-CNC-onderdelen inkopen, biedt certificering volgens IATF 16949 essentiële zekerheid over de geschiktheid van de leverancier voor de veeleisende eisen van de sector. Fabrikanten zoals Shaoyi Metal Technology combineren deze certificering met kwaliteitssystemen op basis van statistische procescontrole (SPC) en snelle prototypemogelijkheden — een combinatie die kopers dienen na te streven bij het opbouwen van automobieltoeleveringsketens die snelheid, kwaliteit en kosteneffectiviteit in evenwicht brengen.
Met een systematische aanpak voor de beoordeling van fabrikanten in de hand bent u klaar om over te stappen van beoordeling naar actie. De laatste stap bestaat uit het omzetten van uw vereisten in duidelijke specificaties en het opzetten van productieve werksamenheden die op termijn consistente resultaten opleveren.
Actie ondernemen op basis van uw vereisten voor CNC-onderdelen
U hebt de cruciale factoren geleerd waarop de meeste kopers vaak over het hoofd zien — nu is het tijd om die kennis in praktijk te brengen. Van onderzoek naar resultaten komen vereist een gestructureerde aanpak waarmee uw begrip van CNC-gefrezen onderdelen wordt omgezet in succesvolle projectresultaten. Laten we precies in kaart brengen hoe u verder moet gaan.
Uw routeplan voor het inkopen van CNC-onderdelen
Klaar om uw volgende CNC-onderdeel in te kopen? Volg deze bewezen volgorde om risico’s te minimaliseren en resultaten te maximaliseren:
- Finaliseer uw ontwerpbestanden: Bereid complete CAD-modellen voor in universele formaten (STEP, IGES) met bijbehorende 2D-tekeningen waarin kritieke toleranties, oppervlakteafwerkingen en materiaaleisen zijn gespecificeerd
- Definieer uw specificaties duidelijk: Documentmateriaalkwaliteit, tolerantievereisten voor elke kritieke afmeting, afwerkingspecificaties en eventuele vereiste branche-certificeringen
- Identificeer potentiële fabrikanten: Selecteer leveranciers op basis van apparatuurcapaciteiten, relevante certificeringen en ervaring met uw specifieke toepassing
- Vraag gedetailleerde offertes aan: Stuur aanvragen voor offertes (RFQ’s) met volledige documentatie en vraag om een gepreciseerde kostenopdeling waarin materiaal, bewerking en afwerking afzonderlijk worden vermeld
- Beoordeel en vergelijk de reacties: Beoordeel technische capaciteit, kwaliteitssystemen, communicatiebereidheid en totale waarde—niet alleen de prijs
- Voer due diligence uit: Controleer certificeringen, vraag referenties aan en bevestig levertijdtoezeggingen voordat u bestellingen plaatst
- Begin met validatie van het prototype: Bestel monsterhoeveelheden om de nauwkeurigheid van de afmetingen en de kwaliteit van de afwerking te verifiëren voordat u zich verbindt tot productie in grote volumes
Van specificatie naar productie
Duidelijke communicatie voorkomt kostbare misverstanden. Bij het indienen van uw vereisten voor CNC-bewerkte onderdelen dient u de volgende essentiële elementen op te nemen:
- Tolerantietabellen: Geef aan welke afmetingen kritiek zijn en welke standaard zijn—vermijd het toepassen van te strakke toleranties op niet-functionele kenmerken
- Materiaalcertificeringen: Geef aan of u materiaalcertificaten (mill test reports) of specifieke materiaalspoorbaarheid vereist
- Inspectie-eisen: Definieer de vereisten voor inspectie van het eerste artikel en de verwachtingen ten aanzien van voortdurende kwaliteitsdocumentatie
- Overwegingen bij de assemblage van bewerkte onderdelen: Indien uw onderdeel in samenwerking met andere onderdelen functioneert, verstrekt u dan de tekeningen van de aansluitende onderdelen of de assemblagecontext
Volgens experts op het gebied van ontwerpvoorbereiding kan overleg met de technologen van uw fabrikant tijdens de ontwerpfase de kosten met 20–30% verminderen en tegelijkertijd de bewerkbaarheid verbeteren. Deze samenwerkingsgerichte aanpak identificeert potentiële problemen voordat zij zich ontwikkelen tot dure productieproblemen.
De volgende stap nemen
Uitgerust met de negen cruciale factoren die in deze gids worden behandeld, bent u in staat om weloverwogen inkoopbeslissingen te nemen die kwaliteit, kosten en betrouwbaarheid in evenwicht brengen. Of u nu één CNC-machineonderdeel nodig hebt voor het maken van een prototype of duizenden productieonderdelen, de beginselen blijven hetzelfde: formuleer duidelijke specificaties, evalueer systematisch en bouw relaties op met geschikte partners.
Voor automotive-toepassingen waarbij precisiechassisassen, aangepaste metalen lagers of andere kritieke onderdelen vereist zijn, leveren fabrikanten met IATF 16949-certificering en kwaliteitssystemen die worden ondersteund door statistische procescontrole (SPC) de consistentie die uw toeleveringsketen vereist. Shaoyi Metal Technology staat symbool voor deze uitgebreide capaciteit — en biedt precisie-CNC-bewerkingsdiensten die schalen van snelle prototyping met levertijden vanaf één werkdag tot volledige massaproductie volumes.
Uw volgende project voor CNC-gefreesde onderdelen begint met één enkele stap: het voorbereiden van uw specificaties en contact opnemen met gekwalificeerde fabrikanten die uw ontwerpen kunnen omzetten in precisie-onderdelen. De kennis die u hier hebt opgedaan, zorgt ervoor dat dit gesprek begint vanuit een positie van geïnformeerde zelfverzekerdheid.
Veelgestelde vragen over de productie van CNC-onderdelen
1. Wat is CNC-bewerking en hoe werkt het?
CNC-bewerking is een subtraktief productieproces waarbij vooraf geprogrammeerde computersoftware de snijgereedschappen aanstuurt om precisie-onderdelen te produceren uit grondstoffen. Het proces begint met een CAD-bestand dat de specificaties van het onderdeel bevat; dit bestand wordt omgezet in G-code die CNC-machines kunnen interpreteren. De machine voert vervolgens elk snijpad met mechanische precisie uit, waardoor toleranties bereikt worden van maximaal ±0,0002 inch bij standaardbewerking en ±0,0001 inch bij EDM-bewerkingen. Deze technologie maakt herhaalbare nauwkeurigheid mogelijk, ongeacht of u 10 of 10.000 identieke eenheden produceert.
2. Welke certificaten moet ik zoeken bij een fabrikant van CNC-onderdelen?
De certificaten die u nodig heeft, zijn afhankelijk van uw sector. ISO 9001 vormt de basiscertificering voor kwaliteitsmanagement voor algemene productie. IATF 16949 is essentieel voor toepassingen in de automobielindustrie en richt zich op het voorkomen van gebreken en traceerbaarheid. AS9100 is vereist voor lucht- en ruimtevaartcomponenten en omvat configuratiebeheer en eerste-artikelinspectie. ISO 13485 regelt de productie van medische hulpmiddelen en stelt strenge eisen aan risicobeheer. NADCAP-accreditatie valideert speciale processen zoals warmtebehandeling voor toepassingen in de lucht- en ruimtevaart. Controleer altijd de geldigheid van certificaten rechtstreeks bij de uitgevende instanties voordat u een samenwerking aangaat met een fabrikant.
3. Hoeveel kost CNC-bewerking?
De kosten voor CNC-bewerking zijn afhankelijk van meerdere factoren, gerangschikt op impact: ontwerppcomplexiteit (eenvoudige ontwerpen kosten $20/uur versus $35–70/uur voor complexe onderdelen), materiaalkeuze (aluminium tegen $5–10/pound versus roestvrij staal tegen $8–16/pound), tolerantievereisten (strengere toleranties kunnen de bewerkingstijd met 50% verhogen), productievolume (instelkosten worden verdeeld over alle eenheden), machinetype (3-assig tegen $10–20/uur versus 5-assig tegen $20–40/uur) en afwerkingsvereisten. Door schaalvoordelen kan de kostprijs per stuk dalen tot 10–20% van de prijs per eenheid bij een bestelling van 1.000 of meer onderdelen.
4. Welke materialen kunnen worden bewerkt met CNC?
CNC-machines werken met een brede waaier aan metalen en kunststoffen. Aluminium 6061 biedt de beste algehele prestaties voor algemene onderdelen, met uitstekende bewerkbaarheid. Staal en roestvast staal bieden superieure duurzaamheid en corrosieweerstand voor veeleisende toepassingen. Messing biedt uitstekende bewerkbaarheid voor elektrische connectoren en decoratieve hardware. Titanium biedt de hoogste sterkte-op-gewichtverhouding voor lucht- en ruimtevaarttoepassingen en medische implantaat. Technische kunststoffen zoals Delrin, Nylon, PEEK en PTFE bieden voordelen zoals lagere gewicht, chemische weerstand en elektrische isolatie voor specifieke toepassingen.
5. Hoe kies ik tussen CNC-freesbewerking, draaibewerking en EDM?
Kies op basis van de vorm en het materiaal van uw onderdeel. CNC-freesbewerking maakt gebruik van roterende freesgereedschappen op stationaire werkstukken en is ideaal voor vlakke oppervlakken, uitsparingen, groeven en 3D-contouren op prismatische onderdelen. CNC-draaibewerking laat het werkstuk roteren tegen een stationair gereedschap en is het meest geschikt voor cilindrische onderdelen zoals assen, busjes en schroefdraadcomponenten. EDM (elektro-erosie) gebruikt elektrische vonken om materiaal af te breken zonder fysiek contact, wat essentieel is voor geharde gereedschapsstaalsoorten, scherpe interne hoeken en delicate onderdelen die de snijkrachten niet kunnen weerstaan. Veel projecten vereisen meerdere bewerkingsprocessen, waardoor fabrikanten met alle mogelijkheden onder één dak voordelen bieden op het gebied van kwaliteitscontrole.