 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Geheimen van CNC-bewerkingsoffertes: Enkele kostenfactoren die leveranciers verbergen
Begrijpen van CNC-bewerkingsoffertes vanuit het perspectief van de koper
Hebt u zich ooit afgevraagd hoeveel het kost om een metalen onderdeel te laten maken? Het antwoord begint met een CNC-bewerkingsofferte — een gedetailleerde kostenraming die precies uitlegt wat u zult betalen en waarom. Of u nu een inkoopprofessional bent die leveranciers vergelijkt , een ingenieur die een ontwerp verfijnt, of een projectmanager die een budget opstelt: begrip van deze offertes geeft u een aanzienlijk voordeel.
Beschouw een offerte als meer dan alleen een prijskaartje. Het is een venster naar hoe een fabrikant uw project interpreteert, welke middelen zij daarvoor inzet en waar eventuele kostenbesparingen zich kunnen verbergen. Wanneer u dit document vlot kunt lezen, verandelt u van een passieve koper in een geïnformeerde partner die slimmere beslissingen neemt.
Wat een CNC-bewerkingsofferte daadwerkelijk bevat
Een professionele offerte is niet zomaar één bedrag—het is een uitgebreide opdeling van elk kostenonderdeel dat betrokken is bij de omzetting van grondstof in uw afgewerkte onderdeel. Door elk onderdeel te begrijpen, kunt u kansen voor optimalisatie ontdekken en herkennen wanneer iets niet klopt.
Dit zijn de kernonderdelen die u doorgaans aantreft in een complete offerte:
- Materialenkosten: De prijs van de grondstof op basis van type, kwaliteit en afmeting van de plaat die nodig is voor uw onderdeel. Dit omvat ook afvalmateriaal dat moet worden bewerkt en verwijderd.
- Instelkosten: Eenmalige kosten voor machinevoorbereiding, gereedschapsinstallatie, spanmiddelconstructie en CNC-programmering. Deze kosten zijn onafhankelijk van de bestelhoeveelheid vastgesteld.
- Bewerktijd: De belangrijkste kostenfactor, berekend door het aantal machine-uren te vermenigvuldigen met het uurloon. Complexe vormen en strengere toleranties verhogen deze kosten aanzienlijk.
- Nabewerkingsoperaties: Kosten voor nabewerking, waaronder ontbramen, oppervlaktebehandelingen, anodiseren, lakken of polijsten om aan uw specificaties te voldoen.
- Kwaliteitscontrole: Kosten voor dimensionele verificatie, tolerantiecontroles en eventuele vereiste certificaten of documentatie.
- Verzending en handling: Logistiek kosten voor verpakking en levering van uw afgewerkte onderdelen.
Wanneer u online een CNC-prijsopgave aanvraagt, zult u merken dat betrouwbare leveranciers transparantie bieden op al deze gebieden. Vaag of samengevoegd prijsstelling duidt vaak op mogelijke problemen op termijn.
Waarom quotatiekennis projecten redt
Het begrijpen van de details in een offerte gaat niet alleen over het vinden van de laagste prijs — het gaat erom uw project te beschermen tegen kostbare verrassingen. Volgens branche-experts stelt het aanvragen van offertes bij meerdere leveranciers u in staat om prijsstructuren te vergelijken en de meest voordelige optie te identificeren op basis van uw specifieke eisen.
Dit levert quotatiekennis daadwerkelijk op:
Nauwkeurige budgettering: Wanneer u de kostenverdeling voor CNC-bewerking begrijpt, kunt u uw uitgaven met vertrouwen inschatten. Geen onnodige budgetmarges meer op basis van gissingen of onverwachte verborgen kosten.
Mogelijkheden voor ontwerpoptimalisatie: Een gedetailleerde offerte laat zien welke kenmerken de kosten bepalen. Misschien verhoogt die strakke tolerantie op een niet-kritieke afmeting uw prijs met 20%. U zult het niet weten, tenzij u de cijfers kunt lezen.
Leverancierskwalificatie: Hoe een leverancier zijn offerte opstelt, zegt iets over diens professionaliteit. Gedetailleerde offertes met duidelijke posten wijzen op georganiseerde processen en kwaliteitscontrolesystemen.
Onderhandelingsmacht: Wanneer u begrijpt wat achter elk kostenonderdeel zit, kunt u zinvolle gesprekken voeren over alternatieven, in plaats van eenvoudigweg om kortingen te vragen.
Veel inkopers beginnen tegenwoordig met online verspaningsoffertes om een basisprijs vast te stellen voordat ze rechtstreeks contact opnemen met leveranciers. Deze aanpak geeft u context over de markt en helpt u herkennen wanneer een offerte buiten de normale marges ligt—ofwel verdacht laag of ongerechtvaardigd hoog.
De kern van de zaak? Een online offerte of een traditioneel RFQ-antwoord bevat de informatie die u nodig hebt om slimme productiebeslissingen te nemen. In de volgende secties wordt precies uitgelegd hoe u elk kostenfactor kunt ontcijferen en deze kennis ten uw voordele kunt gebruiken.

Belangrijke kostenfactoren die elke offerte vormgeven
Nu u weet wat er in een offerte staat, gaan we dieper in op de specifieke factoren die deze bedragen daadwerkelijk bepalen. Elke CNC-bewerkingsprijs is gebaseerd op drie fundamentele drijfveren: het materiaal dat u bewerkt, de machine-tijd en de nauwkeurigheid die vereist is voor het eindproduct. Beheers deze variabelen, en u weet precies waar uw geld naartoe gaat — en waar u eventueel besparingen kunt realiseren.
Materiaalkosten en bewerkbaarheidsfactoren
Materiaalkeuze vormt de basis van elke offerte. Het gaat niet alleen om de grondstofkosten per pond, maar ook om het gedrag van dat materiaal onder het snijgereedschap. Deze eigenschap, machinabiliteit genoemd, beïnvloedt sterk hoe snel onderdelen kunnen worden geproduceerd en hoe snel gereedschappen slijten.
Bekijk het verspanen van aluminium in vergelijking met roestvrijstalen cnc-bewerking . Aluminium wordt als boter gesneden. Machines kunnen hogere snelheden aanhouden met minder gereedschapsversleten, wat leidt tot kortere cyclustijden en lagere kosten. Roestvast staal? Dat is een ander verhaal. Het is harder, genereert meer warmte en vereist langzamere voedingssnelheden. Uw offerte weerspiegelt deze realiteiten.
Zo verschillen diverse materialen in termen van kostenimpact:
| Materiaal | Grondstofkosten (per pond) | Bewerkbaarheidsgraad | Relatieve offerte-impact | Beste toepassingen |
|---|---|---|---|---|
| Aluminium (6061) | $3–$6 | Hoge | Laagste | Algemene toepassingen, lucht- en ruimtevaartbeugels, behuizingen |
| Messing | $5–$10 | Hoge | Laag-Middel | Aansluitstukken, decoratieve onderdelen, elektrische componenten |
| Materiaal 303 Roestvast staal | $8–$14 | Middelmatig-Hoog | Medium | Assen, bevestigingsmiddelen, componenten voor voedingsmiddelen |
| 316 roestvrij staal | $10–$18 | Medium | Middelmatig-Hoog | Maritieme toepassingen, medische toepassingen, chemische weerstand vereist |
| Delrin-materiaal (acetaal) | $4–$8 | Hoge | Laag | Tandwielen, lagers, onderdelen met lage wrijving |
| Nylon | $3–$7 | Middelmatig-Hoog | Laag | Bussen, isolatoren, slijtvaste onderdelen |
| Titanium | $15–$35 | Laag | Hoogste | Lucht- en ruimtevaart, medische implantaat, hoogprestatie |
Wanneer rechtvaardigt een hoogwaardig materiaal zijn kosten?
- Vereist de toepassing dit? Medische implantaatmaterialen vereisen biocompatibel titanium. Een prototypebeugel heeft dat waarschijnlijk niet nodig.
- Betaalt u voor eigenschappen die u niet gaat gebruiken? Als corrosiebestendigheid niet kritisch is, werkt roestvast staal 303 net zo goed als 316 — en dat tegen een lagere prijs.
- Kan een kunststofalternatief het doen? Nylon voor bewerking en Delrin-materiaal bieden uitstekende prestaties voor tandwielen, bussen en toepassingen met lage wrijving, en dat tegen een fractie van de kosten van metaal.
Het bewerken van brons levert bijvoorbeeld uitstekende slijtvastheid en corrosiebescherming op. Maar als uw onderdeel deze eigenschappen niet nodig heeft, kunnen aluminium- of messingalternatieven uw materiaalkosten aanzienlijk verlagen, terwijl ze toch aan de specificaties voldoen.
Hoe onderdeelcomplexiteit de bewerkingstijd vermenigvuldigt
Dit is de realiteit die veel kopers onvoorbereid treft: de bewerkingstijd is de voornaamste kostenfactor in de meeste offertes. En de complexiteit van het onderdeel vermenigvuldigt deze tijd direct.
Denk er eens over na vanuit het perspectief van de machine. Een eenvoudig rechthoekig blok met een paar gaten? De CNC-machine kan dit snel ruw bewerken, de gaten boren en doorgaan. Een gebogen lucht- en ruimtevaartcomponent met interne uitsparingen, dunne wanden en samengestelde hoeken? Voor dat onderdeel zijn mogelijk tientallen gereedschapswissels nodig, meerdere opspanningen en zorgvuldig beheer van de aanvoersnelheid om trillingen te voorkomen.
Volgens een brancheanalyse kost een eenvoudig kubisch onderdeel ongeveer $100 en duurt de bewerking ongeveer 2 uur, terwijl een gedetailleerde, veelzijdige assemblage kan oplopen tot $500 en 10 uur productietijd vereist.
Welke specifieke kenmerken leiden tot een toename van de bewerkingstijd?
- Diepe uitsparingen en holten: Deze vereisen gespecialiseerde langbereikende gereedschappen en langzamere snijsnelheden om afbuiging te voorkomen. Elke pas verwijdert minder materiaal, waardoor de cyclusduur wordt verlengd.
- Dunne wanden: Onderdelen met wanden dunner dan 0,5 mm vereisen zorgvuldige programmering en verlaagde voedingssnelheden om vervorming of trillingen te voorkomen.
- Scherpe inwendige hoeken: Vierkante binnenhoeken vereisen kleinere gereedschappen en extra bewerkingen. Afgeronde hoeken kunnen sneller en sterker worden bewerkt.
- Complexe 3D-contouren: Gebogen oppervlakken vereisen meer gereedschapspaden en kleinere stapafstanden, wat de lengte van het programma aanzienlijk verlengt.
- Gedraaide gaten: Elk geschroefd gat voegt instel- en bewerkingsoperaties toe. Overweeg of al die schroefdraadverbindingen daadwerkelijk nodig zijn.
De tolerantievraag versterkt deze complexiteit. Standaard gefreesde onderdelen behouden doorgaans ±0,005 inch zonder speciale inspanning. Maar wanneer uw tekening ±0,001 inch vereist? Dan draait de machine langzamer, controleert de operator de afmetingen vaker en stijgen de afkeurpercentages. Volgens productiekostengegevens vereisen strengere toleranties langzamere bewerkingsnelheden, frequente gereedschapswissels en uitgebreidere kwaliteitscontroles — alles wat tijd en kosten verhoogt.
Elke functie op uw onderdeel vertegenwoordigt een beslissing. De vraag is niet alleen "kan dit bewerkt worden?", maar "levert deze functie voldoende waarde op om de kostenimpact te rechtvaardigen?" Wanneer u begrijpt hoe geometrie de machine-uren vermenigvuldigt, krijgt u de mogelijkheid om ontwerpen te optimaliseren voordat u offertes aanvraagt, wat resulteert in bewerkte onderdelen die aan uw eisen voldoen tegen de laagst mogelijke praktische prijs.
Bewerkingsprocessen en hun impact op de prijs
U hebt uw materiaal geselecteerd en uw geometrie geoptimaliseerd—maar hier kunnen offerteprijzen stilletjes toenemen. De bewerkingsprocessen die nodig zijn om uw onderdeel te produceren, bepalen vaak of u te maken krijgt met een budgetvriendelijke offerte of met een offerte die u doet overwegen het hele project opnieuw te bezien. Het begrijpen van het verschil tussen CNC-draaien, CNC-frezen en meervoudige-as-bewerking geeft u de kennis om slimmere inkoopbeslissingen te nemen.
Denk er zo over: een eenvoudige cilindrische as heeft mogelijk slechts een cNC-draaibewerking nodig een complexe lucht- en ruimtevaartbeugel met functies aan alle zijden? Dat kan 5-assige CNC-bewerkingsdiensten, gespecialiseerde spanmiddelen en meerdere opspanningen vereisen. Hetzelfde materiaal, maar sterk uiteenlopende prijzen.
Wanneer 5-assige bewerking de extra kosten rechtvaardigt
Niet alle CNC-machines zijn gelijkwaardig, en het aantal assen beïnvloedt direct hoe uw offerte eruitziet. Zo werkt de progressie:
3-assige bewerking: De werkpaard van de industrie. Het snijgereedschap beweegt zich langs de X-, Y- en Z-as, terwijl het werkstuk vast blijft staan. Ideaal voor vlakke onderdelen, eenvoudige uitsparingen en functies die toegankelijk zijn vanuit één richting. Dit is uw meest kosteneffectieve optie wanneer de onderdeelgeometrie dat toelaat.
4-assige bewerking: Voegt een roterende as toe, waardoor het onderdeel tijdens het snijden kan draaien. Ideaal voor cilindrische onderdelen met functies rondom de omtrek — denk aan motorhuisjes of ronde behuizingen met zijpoorten.
5-assige bewerking: Het gereedschap of het werkstuk kan tegelijkertijd in vijf richtingen bewegen. Volgens branchespecialisten , volledige gelijktijdige 5-assige bewerking stelt het gereedschap in staat om tijdens de gehele bewerking de optimale oriëntatie ten opzichte van het oppervlak te behouden — essentieel voor complex gevormde, gekromde oppervlakken.
Wanneer is die 5-assige premie dan zinvol? Overweeg de volgende scenario's:
- Gekromde lucht- en ruimtevaartcomponenten: Onderdelen met samengestelde krommingen en ondercuts die eenvoudigweg niet bereikbaar zijn met 3-assige bewerkingsmethoden.
- Wielbladen en turbinecomponenten: Complexe, gewrongen geometrieën die een continue heroriëntatie van het gereedschap vereisen.
- Medische Implantaten: Organische vormen die overeenkomen met de menselijke anatomie, waarbij multi-assige mogelijkheden noodzakelijk zijn.
- Matrijsholten met diepe kenmerken: 5-assige bewerking maakt kortere gereedschappen met betere stijfheid mogelijk, wat de oppervlaktekwaliteit verbetert en trillingen vermindert.
Dit is de kostenrealiteit: een standaard 3-assige VMC kost mogelijk tussen de $80.000 en $150.000, terwijl 5-assige machines aanzienlijk hogere prijskaartjes hebben vanwege hun geavanceerde mechanica. Deze kapitaalinvestering wordt doorgerekend in de uurtarieven. Toch verlaagt 5-assig vaak de totale kosten voor complexe onderdelen, doordat meerdere opspanningen worden geëlimineerd en de oppervlaktekwaliteit in één bewerking wordt verbeterd.
Complexiteit van de opspanning en de verborgen kosten
Elke keer dat een machinist uw onderdeel opnieuw positioneert, nemen de kosten toe. Opspanningstijd is niet-productieve machine-tijd — de spindel snijdt niet, maar de klok blijft lopen. Erger nog: elke heroriëntatie kan leiden tot tolerantie-opstapeling, waarbij kleine positioneringsfouten zich over meerdere bewerkingen heen versterken.
Neem een onderdeel met functies aan vier zijden. Bij 3-assig frezen betekent dit potentieel vier afzonderlijke opspanningen: frees één zijde, stop de machine, positioneer en span het onderdeel opnieuw in, controleer de uitlijning en ga dan verder. Volgens analyse van productiekosten , het instellen en programmeren kan sterk variëren—eenvoudige onderdelen kunnen 15 minuten duren, terwijl complexe onderdelen die aangepaste gereedschapsbanen vereisen, alleen al voor programmering en instelling meer dan 45 uur kunnen vergen.
Het verschil tussen draaibewerkingen en freesbewerkingen beïnvloedt ook uw offertestructuur. CNC-draaien is uiterst geschikt voor cilindrische onderdelen—assen, pennen, lagers—waarbij het materiaal roteert tegen een stationair gereedschap. Het is doorgaans sneller en kostenefficiënter voor rotatiesymmetrische vormen. Swiss-draaien gaat hier verder voor kleine, nauwkeurige gedraaide onderdelen met uitzonderlijke precisie.
Freesbewerkingen behandelen alle overige gevallen: uitsparingen, groeven, complexe 3D-oppervlakken en niet-cilindrische vormen. Wanneer uw onderdeel zowel draai- als freesfuncties vereist, hebt u te maken met ofwel meerdere machines ofwel een draai-freescentrum—en beide scenario’s hebben invloed op de prijs.
Hieronder vindt u situaties waarin eenvoudigere bewerkingsmethoden hetzelfde resultaat opleveren tegen lagere kosten:
- Consolideer functies indien mogelijk aan één zijde: Als een beugel montagegaten heeft, probeer deze dan zo te positioneren dat ze allemaal toegankelijk zijn vanuit één opspanning in plaats van verspreid over meerdere vlakken.
- Gebruik 3+2-positionering in plaats van volledige 5-assige bewerking: Veel onderdelen hebben geen simultane 5-assige beweging nodig. Door de roterende assen te positioneren en vervolgens met 3-assige strategieën te bewerken (zogenaamde 3+2- of positionele 5-assige bewerking), zijn de kosten lager terwijl toch meerdere hoeken toegankelijk blijven.
- Ontwerp rekening houdend met de standaard gereedschapsbereik: Diepe uitsparingen die gereedschappen met uitgebreid bereik vereisen, vertragen de bewerking en verhogen de kosten. On diepe kenmerken worden sneller bewerkt.
- Vermijd kenmerken die het omdraaien van het onderdeel vereisen: Doorgaande gaten die aan beide zijden met CNC moeten worden gefreesd, verdubbelen uw opspanningsinspanning. Overweeg blindgaten of herontwerp het kenmerk.
- Specificeer draaibewerkingen voor cilindrische delen: Een onderdeel met een cilindrisch lichaam en gefreesde kenmerken kan economischer zijn als het eerst op een draaibank wordt vervaardigd en daarna op een freesbank wordt afgewerkt, in plaats van geheel uit massief materiaal te worden bewerkt.
De kern van de zaak? Voordat u het ontwerp definitief maakt, vraag uzelf af: hoe vaak moet dit onderdeel opnieuw worden gepositioneerd? Elke nieuwe opstelling voegt kosten toe, introduceert potentiële fouten en verlengt de levertijd. Slim ontwerp minimaliseert het aantal opstellingen zonder in te boeten op functionaliteit — en uw offerte weerspiegelt die efficiëntie.

Tolerantie- en oppervlakteafwerkingsspecificaties in offertes
Hier is een geheim dat u duizenden euro’s kan besparen: tolerantiespecificaties zijn mogelijk de grootste verborgen kostenfactor in uw offerte voor CNC-bewerking. Veel constructeurs kiezen standaard voor strakke toleranties ‘om veiligheidsweg’, zonder zich te realiseren dat elke extra decimaal de kosten kan verdubbelen, verviervoudigen of zelfs 24 keer zo hoog kan maken. Het begrijpen van deze kostencurve verandert de manier waarop u onderdeelspecificaties benadert — en heeft een aanzienlijke impact op wat u betaalt.
De relatie tussen tolerantie en kosten is niet lineair. Het is exponentieel. Door over te stappen van de standaardtolerantie van ±0,005 inch naar de precisietolerantie van ±0,001 inch wordt uw offerte niet eenvoudig met 20% verhoogd—de prijs kan zelfs verdrievoudigen of verviervoudigen. Waarom? Omdat strengere toleranties langzamere snijsnelheden vereisen, nauwkeuriger machines, extra inspectiestappen en hogere afkeurpercentages. Elke micron extra precisie versterkt deze vereisten.
De werkelijke kosten van te strak gespecificeerde toleranties
Stel dat u een offerte opstelt voor een order van op maat gemaakte onderdelen: aluminiumbeugels. Bij standaardtoleranties kost elke beugel $50. Maar op uw tekening staat voor elke afmeting—ook voor niet-kritische externe oppervlakken—een tolerantie van ±0,001 inch. Plotseling stijgt de prijs van die $50-beugel naar $150–200. Volgens brancheanalyse kunnen strenge toleranties de CNC-bewerkingskosten verhogen met een factor 2–4 bij een precisie van ±0,001 inch, en tot wel 24 keer bij ultra-strenge specificaties van ±0,0001 inch vergeleken met standaardtoleranties.
Dit gebeurt achter de schermen wanneer u strenge toleranties specificeert:
- Langzamere bewerkingsnelheden: Precisie-CNC-bewerkingsdiensten vereisen lagere voedingssnelheden en lichtere sneden. Wat bij standaard toleranties één uur duurt, kan bij strakke specificaties drie uur duren.
- Gespecialiseerde apparatuur: Uiterst strakke bewerking vereist vaak temperatuurgecontroleerde omgevingen en hoogprecieze machines met verbeterde stijfheid.
- Intensief inspectieproces: Standaardonderdelen worden steekproefsgewijs gecontroleerd. Onderdelen met strakke toleranties vereisen 100% CMM-inspectie, wat alleen al $50–150 per onderdeel aan meetkosten toevoegt.
- Hogere afvalpercentages: Onderdelen die bij standaardinspectie zouden slagen, worden bij strakke specificaties afgewezen. Deze afval wordt opgenomen in uw offerte.
- Lange levertijden: Verwacht een levertijd die 2–3 keer langer is bij precisiebewerkingsdiensten met strakke toleranties.
De onderstaande tabel illustreert hoe tolerantieniveaus zich vertalen naar kostenvermenigvuldigers:
| Tolerantiebereik | Typische toepassing | Kostenvermenigvuldiger | Inspectiemethode | Invloed op levertijd |
|---|---|---|---|---|
| ±0,005" (±0,13 mm) | Algemene doeleinden, niet-kritieke kenmerken | 1x (basislijn) | Schuifmaten, micrometers | Standaard (5–7 dagen) |
| ±0,002" (±0,05 mm) | Oppervlakken voor samenmontage, assemblage-interfaces | 1,5–2× | Digitale indicatoren, precisie-meetinstrumenten | +40% (7–10 dagen) |
| ±0,001" (±0,025 mm) | Lagerpassingen, afdichtende oppervlakken | 3–4× | Inspectie met CMM vereist | +100% (10-14 dagen) |
| ±0,0005" (±0,0125 mm) | Precisie-instrumenten, kritisch voor de lucht- en ruimtevaart | 6-10x | Hoogprecies CMM, gecontroleerde omgeving | +150% (14-18 dagen) |
| ±0,0001" (±0,0025 mm) | Ultra-precisie, optische componenten | 10–24× | Gespecialiseerde metrologie, klimaatgecontroleerd | +200-300% (14-21 dagen) |
Hoe bepaalt u welke afmetingen daadwerkelijk strakke toleranties nodig hebben? Stel uzelf één eenvoudige vraag: "Wat gebeurt er als deze afmeting varieert met ±0,1 mm?" Als het antwoord uitvalt op montageproblemen, functionele problemen of veiligheidsrisico's, specificeer dan strakke toleranties. Als het antwoord is "niets kritieks", dan volstaan standaardtoleranties volkomen — en zijn ze veel goedkoper.
Kritieke afmetingen omvatten meestal:
- Aansluitvlakken waar onderdelen precies op elkaar moeten passen
- Lagerzittingen en aspassingen die specifieke spelingen vereisen
- Afdichtende oppervlakken voor O-ringen en pakkingen
- Gedraaide verbindingen onder belasting
- Positioneringskenmerken voor latere montage
Niet-kritieke kenmerken — externe randen, decoratieve oppervlakken en doorvoergaten — functioneren perfect met standaard toleranties. Een Europese automotieleverancier ontdekte dit uit eigen ervaring: door niet-kritieke toleranties te versoepelen van ±0,01 mm naar ±0,03 mm, terwijl alleen de kritieke kenmerken strak bleven gespecificeerd, verlaagden zij de bewerkingskosten met ongeveer 22%.
Mogelijkheden voor oppervlakteafwerking en hun prijspunten
Specificaties voor oppervlakteafwerking volgen een vergelijkbaar kostenpatroon. Hoe gladder uw onderdeel moet zijn, hoe meer u betaalt — maar niet elke toepassing vereist een spiegelglans. Door de mogelijkheden te begrijpen, kunt u precies specificeren wat nodig is, zonder te veel uit te geven.
De oppervlakteruwheid wordt gemeten in Ra (gemiddelde ruwheid), waarbij lagere waarden een gladder oppervlak aangeven. Hieronder ziet u hoe verschillende afwerkingsniveaus uw offerte beïnvloeden:
Zo-gefrezen (Ra 3,2–6,3 µm): Dit is het resultaat direct na de CNC-freesbewerking. Zichtbare gereedschapsmarkeringen blijven behouden, maar het oppervlak is functioneel voor de meeste mechanische toepassingen. Dit is uw basisprijsoptie — er is geen extra bewerking vereist.
Standaard gefrezen (Ra 1,6–3,2 µm): Een schonere afwerking die wordt bereikt door geoptimaliseerde snijparameters. Volgens onderzoek naar oppervlakteafwerking is dit bereik vaak voldoende voor functionele tests en leidt tot slechts minimale kostenverhoging ten opzichte van zo-gefrezen oppervlakken.
Fijne afwerking (Ra 0,8–1,6 µm): Vereist langzamere voedingssnelheden, kleinere stapgrootte en mogelijk secundaire bewerkingen. Verwacht een prijsverhoging van 15–25% per onderdeel. Geschikt voor zichtbare onderdelen en precisiepassingen.
Gepolijst (Ra < 0,8 µm): Vereist extra handafwerking of gespecialiseerde polijstbewerkingen. Kan 20-40% toevoegen aan de bewerkingstijd. Essentieel voor afdichtende oppervlakken, optische toepassingen en hoogwaardige esthetiek.
De keuze van materiaal beïnvloedt de haalbare afwerkingen. CNC-polycarbonaat en CNC-acrylaatdiensten profiteren van specifieke snijstrategieën om hittevlekken te voorkomen en optische helderheid te bereiken. Metalen zoals aluminium en messing laten zich gemakkelijker polijsten dan roestvrij staal, wat zowel de kwaliteit van de afwerking als de kosten beïnvloedt.
De praktische richtlijn? Pas de oppervlakteafwerking aan aan de functie. Een prototype tandwielmechanisme kan bijvoorbeeld een ruwheid van Ra 0,8 µm op lageroppervlakken vereisen voor correcte werking — onderzoek wijst uit dat een tandwiel met Ra 0,8 µm 15% minder koppelverlies ondervindt dan een tandwiel met Ra 3,2 µm. Maar het externe behuizing? Standaard Ra 3,2 µm is voldoende, tenzij deze zichtbaar is voor de klant.
Voordat u uw volgende offerteaanvraag definitief maakt, controleert u elke tolerantie en afwerkingsspecificatie op uw tekening. Stel elke specificatie op de proef. U kunt ontdekken dat 80% van de afmetingen van uw onderdeel standaardtoleranties kan gebruiken, terwijl slechts 20% daadwerkelijk strakke controle vereist — en die ontdekking alleen al kan uw offerte met 30–50% verlagen.
Economie van batchgrootte en volumeprijspstructuren
Hier is een vraag die veel kopers bij hun eerste aankoop verrast: waarom kost één prototype $315, terwijl het bestellen van 100 exemplaren van hetzelfde onderdeel de prijs per stuk terugbrengt tot slechts $18? Het antwoord ligt in één van de krachtigste — maar vaak onderschatte — principes binnen de offerteeconomie voor CNC-bewerking: amortisatie van de eenmalige instelkosten. Begrip van dit concept verandert hoe u orders pland en projecten budgetteert.
De formule die elke op volume gebaseerde offerte bepaalt, is ogenschijnlijk eenvoudig:
Stukprijs = (Eenmalige instelkosten ÷ Bestelaantal) + Variabele kosten per stuk
Deze vaste instelkosten—voor programmering, het maken van spanmiddelen, gereedschapsvoorbereiding en inspectie van het eerste exemplaar—worden verdeeld over elk onderdeel dat u bestelt. Bestel één onderdeel, dan draagt u de volledige instelkosten. Bestel 1.000 onderdelen, dan draagt elk onderdeel slechts een zeer klein aandeel van die last.
Hoe volume-kortingen werkelijk werken
Laten we dit concreet maken. Stel u voor dat u een bestelling plaatst voor CNC-gefrezen onderdelen met instelkosten van $300 en variabele kosten van $15 per onderdeel. Volgens de prijsanalyse in de industrie verandert de economie als volgt:
- 1 onderdeel: $300 instelkosten + $15 variabel = $315 per eenheid
- 10 onderdelen: $30 instelkosten-aandeel + $15 variabel = $45 per eenheid
- 100 onderdelen: $3 instelkosten-aandeel + $15 variabel = $18 per eenheid
- 1.000 onderdelen: $0,30 instelkosten-aandeel + $15 variabel = $15,30 per eenheid
Valt u iets kritieks op? De prijsdaling is het meest dramatisch in de vroege stadia. Door te stijgen van 1 naar 10 onderdelen daalt uw CNC-prijs per stuk met 86%. Maar door te springen van 100 naar 1.000 stuks bespaart u slechts nog eens 15%. Tegen de tijd dat u productievolume bereikt, nadert u de echte ‘bodem’ — de variabele kosten die bestaan uit grondstoffen, machine-uren en directe arbeid.
Daarom vragen ervaren inkopers naar offertes met gestapelde prijzen. Door offertes aan te vragen voor 1, 10, 50, 100 en 500 stuks wordt precies duidelijk waar de ‘sweet spots’ liggen voor uw specifieke onderdeel. Sommige CNC-gefrezen onderdelen tonen een duidelijke prijsverlaging bij 25 stuks; andere leveren pas bij 200+ stuks aanzienlijke besparingen.
Eén waarschuwing: productie-experts wijzen erop dat leveranciers die op prototype-offertes ‘$0 NRE’ claimen, vaak de instelkosten verbergen in opgeblazen stukprijzen. Dit maakt hun offerte aantrekkelijk voor 10 stuks, maar veroorzaakt problemen wanneer u gaat schalen. Een transparante partner houdt deze kosten duidelijk gescheiden.
Strategieën voor offertes: prototype versus productie
De overgang van CNC-prototyping naar productie gaat niet alleen om het bestellen van meer onderdelen—het draait om het kiezen van de juiste productiemethode in elke fase. Verschillende methoden worden kosteneffectief bij verschillende volumes, en slimme kopers plannen hun hoeveelheidsstrategie dienovereenkomstig.
Hieronder vindt u de typische volumegroepen en hun prijskenmerken:
- Prototype-aantallen (1–10 stuks): Instelkosten domineren uw offerte. De prijs per stuk is het hoogst, maar dit is opzettelijk: u betaalt voor snelheid, flexibiliteit en de mogelijkheid om ontwerpen te valideren voordat u zich verbindt tot productiegereedschap. Prototypemachinale bewerkingsdiensten in deze fase richten zich op snelle doorlooptijd in plaats van op kostenbesparing per onderdeel.
- Lage-volume productie (10–100 stuks): Het 'zoetste punt' waar CNC-bewerking echt uitblinkt. De instelkosten worden voldoende verspreid om redelijk te worden, terwijl de aantallen laag genoeg blijven om dure, speciale gereedschappen te vermijden. Veel bestellingen van maatgemaakte CNC-onderdelen blijven permanent binnen dit bereik.
- Middelgrote-volume productie (100–1.000 stuks): De kosten per eenheid stabiliseren zich in de buurt van de variabele kostenschaal. In dit stadium kunnen leveranciers extra kortingen aanbieden door geoptimaliseerde bevestigingen, batchscheduling en verminderde inspectiefrequentie na goedkeuring van het eerste artikel.
- Grootvolumeproductie (1.000+ eenheden): CNC blijft levensvatbaar, maar alternatieve processen (injectie gieten, gietgieten) kunnen economischer worden afhankelijk van de onderdeelgeometrie. De begeleiding voor de selectie van het proces suggereert dat CNC-bewerking doorgaans tot 500-2.000 eenheden overtreft voordat alternatieven voor gieten of gieten serieuze evaluatie verdienen.
Hoe kan je hoeveelheden plannen om de kosten te optimaliseren zonder te veel in inventaris te zetten? Begin met het begrijpen van je werkelijke vraagprognose. Het is zinloos om 500 onderdelen te bestellen om een prijsverlaging te halen als je dit jaar maar 50 gaat verkopen. De kosten van het vervoer eten die besparingen snel op. Economisch onderzoek naar de grootte van de partijen de kosten van opslag kunnen jaarlijks 20-60% van de voorraadwaarde bedragen.
Een intelligenter aanpak: onderhandel over algemene orders met geplande leveringen. Verbind u aan 500 onderdelen gedurende 12 maanden, maar ontvang de levering in maandelijkse partijen van 40 tot 50 stuks. U vastigt de volumeprijzen, terwijl u opslagkosten en liquiditeitsdruk vermijdt. De meeste leveranciers staan positief tegenover deze regeling, omdat deze voorspelbare werkplanning biedt.
De kern van de zaak? Elke offerte vertelt een verhaal over volumes. Leer het te lezen, en u neemt slimmere beslissingen over wanneer u prototypen moet maken, wanneer u moet schalen en precies hoeveel onderdelen u in elke fase van uw project moet bestellen.

Beoordelen en vergelijken van meerdere offertes
U hebt offertes verzameld van drie verschillende leveranciers. Een daarvan bedraagt $12.000, een andere $15.500 en de derde $18.200. Eenvoudige beslissing, toch? Kies gewoon de goedkoopste optie en ga verder.
Niet zo snel. Die offerte van $12.000 kan u in werkelijkheid $25.000 kosten, wanneer u rekening houdt met kwaliteitsafkeuringen, gemiste deadlines en de paniekerige zoektocht naar een vervangende leverancier halverwege het project. De duurste CNC-dienst op papier levert soms de beste waarde — terwijl de goedkoopste een budgetvernietigende nachtmerrie kan worden.
Begrijpen hoe u offertes evalueert buiten het eindbedrag om, onderscheidt succesvolle inkoopprofessionals van degenen die voortdurend brandjes moeten blussen bij leveranciers. Laten we een kader opstellen dat de werkelijke waarde weerspiegelt, niet alleen de genoemde prijs.
Buiten prijsvergelijkingsmetrieken
Wanneer u zoekt naar bewerkingsbedrijven in mijn buurt of CNC-machinebedrijven in mijn buurt, vindt u tientallen opties. Elk bedrijf zal u graag een offerte toesturen. Maar een professionele beoordeling kijkt naar het volledige plaatje — want de goedkoopste bewerkingsdiensten verbergen vaak kosten die pas naar boven komen nadat u al bent ingetreden.
Dit zijn de aspecten die ervaren inkopers beoordelen naast de prijs:
Betrouwbaarheid levertijd: Een geciteerde levertijd betekent niets als de leverancier systematisch te laat levert. Vraag naar cijfers over het percentage tijdige leveringen. Volgens onderzoek in de maakindustrie dient de reactietijd op technische vragen binnen 24 uur te liggen, met gedetailleerde uitleg die verwijst naar tekeningen of specificaties. Leveranciers die tijdens de offertefase slecht communiceren, verbeteren zich zelden nadat u de bestelling hebt geplaatst.
Technische capaciteit: Beschikt de leverancier daadwerkelijk over de benodigde machines om uw onderdelen te produceren? Een offerte van een lokale machinebouwbedrijf kan aantrekkelijk lijken, maar als zij van plan zijn uw 5-assige bewerkingsopdracht uit te besteden aan een onderaannemer, verliest u de controle over kwaliteit en planning. Vraag specifiek naar hun machineslijst en of uw onderdelen intern worden geproduceerd.
Kwaliteitssystemen: Welke inspectieapparatuur gebruiken zij? Leveren zij rapporten van de eerste-artikelinspectie? Voor precisiewerk dient u te bevestigen dat zij beschikken over CMM-capaciteit en kalibratieverslagen. Volgens de richtlijnen voor de industrie dient u tijdens audits de kalibratieverslagen van de inspectieapparatuur van de fabriek te verifiëren; deze moeten ten minste jaarlijks worden bijgewerkt om nauwkeurigheid te garanderen.
Communicatieresponsiviteit: Hoe lang duurde het voordat u het offerte ontvangen had? Waren uw technische vragen duidelijk beantwoord? Volgens de criteria voor leveranciersbeoordeling bevordert effectieve communicatie vertrouwen en zorgt zij voor afstemming op het project: een betrouwbare fabriek hecht waarde aan snelle responsiviteit en technische ondersteuning gedurende het gehele proces.
Financiële stabiliteit: Een leverancier die midden in een project failliet gaat, veroorzaakt catastrofale vertragingen. Bij grote bestellingen kunt u overwegen financiële referenties aan te vragen of de kredietwaardigheid te controleren.
Certificatievereisten per sector
Industriecertificaten zijn niet zomaar indrukwekkende logo's—ze vertegenwoordigen gecontroleerde kwaliteitssystemen, gedocumenteerde processen en verantwoordelijkheid. Bij het zoeken naar gereedschapswerkplaatsen in mijn buurt voor kritieke toepassingen scheiden certificaten hobbywerkplaatsen van professionele CNC-productiewerkplaatsen.
Dit is wanneer specifieke certificaten van belang zijn:
ISO 9001:2015: Volgens industrie-certificeringsnormen iSO 9001 wordt beschouwd als de meest universele vorm van productiecertificering en is toepasbaar in alle sectoren, ongeacht de omvang. Het bevestigt dat de producten of diensten van een organisatie voldoen aan de verwachtingen van de klant en aan wettelijke en regelgevende eisen. Dit is uw basisvereiste—elke serieuze leverancier dient over deze certificering te beschikken.
IATF 16949: Essentieel voor automobielwerk. Deze wereldwijde norm voor kwaliteitsmanagement is specifiek afgestemd op de automobielindustrie en bouwt voort op ISO 9001, met aanvullende eisen op het gebied van productontwerp, productieprocessen en klantspecifieke normen. Als u automobielcomponenten produceert, vormen leveranciers zonder IATF 16949 een nalevingsrisico.
AS9100D: Kritiek voor luchtvaarttoepassingen. Deze certificering bevestigt dat onderdelen voldoen aan de eisen op het gebied van veiligheid, kwaliteit en hoge normen die door de luchtvaartindustrie worden gesteld. Volgens certificatie-experts is een van de redenen waarom er een specifieke certificering voor de luchtvaart bestaat, dat alles zeer specifiek en technisch moet zijn om aan veiligheids- en nalevingsvereisten te voldoen.
ISO 13485: Verplicht voor de productie van medische hulpmiddelen. Deze norm garandeert dat alle medische hulpmiddelen worden ontworpen en geproduceerd met veiligheid in gedachten, waarbij de veiligheid en het welzijn van de patiënt centraal staan.
ISO 14001: Certificering op het gebied van milieubeheer—steeds belangrijker voor bedrijven met duurzaamheidseisen in hun toeleveringsketen.
Betaal geen extra premie voor certificaten die u niet nodig hebt. Algemene industriële onderdelen vereisen geen AS9100D-lucht- en ruimtevaartcertificering. Accepteer echter nooit een niet-gecertificeerde leverancier voor gereguleerde sectoren—de aansprakelijkheidsrisico’s en nalevingsrisico’s wegen verreweg zwaarder dan eventuele besparingen.
Let op deze rode vlaggen die suggereren dat een offerte mogelijk leidt tot problemen:
- Ongebruikelijk lage prijzen: Als één offerte 40% lager is dan die van concurrenten, klopt er iets niet. Mogelijk hebben ze de specificaties verkeerd begrepen, zijn van plan om compromissen te sluiten of zijn wanhopig op zoek naar werk—geen van deze scenario’s is veelbelovend.
- Vaag omschreven posten: Professionele offertes breken de kosten duidelijk uit. Gebundelde 'alles-inclusief'-prijzen verbergen potentiële verrassingen bij wijzigingsopdrachten.
- Ontbrekende bevestiging van toleranties: Als uw tekening toleranties van ±0,001 inch specificeert en de offerte geen verwijzing bevat naar precisievermogen, dan hebben ze uw eisen waarschijnlijk niet zorgvuldig gelezen.
- Geen kwaliteitsdocumentatie aangeleverd: Gerenommeerde leveranciers noemen inspectierapporten, materiaalcertificaten en kwaliteitssystemen zonder dat daarom wordt gevraagd.
- Langzame of onduidelijke communicatie: Moeilijkheden om antwoorden te krijgen tijdens de offertefase voorspellen problemen tijdens de productie.
- Weerstand om referenties te verstrekken: Gevestigde leveranciers staan open voor referentiecontroles. Weerstand suggereert dat er iets te verbergen valt.
- Onrealistische doorlooptijden: Beloften die aanzienlijk sneller zijn dan die van concurrenten, kunnen wijzen op capaciteitsproblemen of de intentie om uw bestelling te versnellen.
- Geen vermelding van certificaten: Voor gereguleerde sectoren benadrukken gecertificeerde leveranciers hun kwalificaties duidelijk.
Om uw evaluatie effectief te structureren, stelt u een vergelijkingsrekenblad op waarin deze factoren op passende wijze worden gewogen. Geef scores (1-5) voor elk criterium, vermenigvuldig deze met het gewicht van het belang en bereken de totale waarde-scores—niet alleen de prijsrangschikking. Een offerte die 20% hoger is, maar die bewezen punctuele levering, juiste certificaten en responsieve communicatie biedt, vertegenwoordigt vaak een betere totale waarde dan de laagste bieder met vraagtekens in cruciale categorieën.
Onthoud: het doel is niet de goedkoopste offerte te vinden, maar een partner met de beste waarde te vinden die kwalitatief hoogwaardige onderdelen altijd op tijd levert. Dat onderscheid redt projecten, budgetten en carrières.
Veelvoorkomende fouten bij offerteaanvragen en hoe u ze kunt voorkomen
U hebt tot nu toe alles juist gedaan—uw ontwerp geoptimaliseerd, het juiste materiaal geselecteerd en offertes aangevraagd bij gekwalificeerde leveranciers. Maar vervolgens komt uw offerte terug met opgeblazen prijzen, vaag omschreven posten of een verzoek om verduidelijking dat uw project twee weken vertraagt. Wat ging er mis?
Het antwoord ligt meestal in de wijze waarop u uw aanvraag voor offerte (RFQ) heeft voorbereid en ingediend. Volgens branche-experts is onvolledige documentatie de meest voorkomende reden waarom offertes vastlopen. Ontbrekende toleranties, niet-gespecificeerde materialen of vaag geformuleerde aantekeningen verstoren zowel het offerteproces als de productie, waardoor leveranciers aannames moeten maken die vaak niet overeenkomen met uw werkelijke eisen—en die aannames zijn zelden gunstig voor uw budget.
Het goede nieuws? Deze fouten zijn volledig te voorkomen. Laten we de documentatiekloof onderzoeken die offertes opblaast en de realiteit rond levertijden die kopers onverwachts treft.
Documentatiekloven die offertes opblazen
Stel je voor dat je een CNC-leverancier bent die een binnenkomend offerteaanvraagformulier (RFQ) beoordeelt. De klant heeft een CNC-bestand met behoorlijke geometrie gestuurd, maar hier ontbreekt het volgende: geen tolerantieaanduidingen, geen materiaalspecificatie buiten "aluminium", en geen aanduiding van de vereiste oppervlakteafwerking. Wat doe je?
Je hebt twee keuzemogelijkheden: alles even pauzeren om verduidelijkende vragen te stellen (waardoor de offerte meerdere dagen wordt uitgesteld), of voorzichtige aannames maken die jouw werkplaats tegen onderprijzing beschermen. De meeste leveranciers kiezen voor optie twee — en voorzichtige aannames betekenen hogere prijzen voor jou.
Volgens specialisten op het gebied van precisiebewerking maken veel kopers de fout om alleen het STEP-bestand op te nemen in hun offerteaanvragen. Hoewel STEP-bestanden inderdaad nuttig zijn, zijn PDF-bestanden eveneens essentieel, omdat zij belangrijke aantekeningen bevatten over toleranties, materialen, warmtebehandeling, oppervlakteafwerking en meer. Zonder die informatie is het bijna onmogelijk om een nauwkeurige offerte te verstrekken.
Hieronder vindt u een uitgebreide lijst met essentiële informatie die elke offerteaanvraag dient te bevatten:
- 3D CAD-bestanden in universele formaten: STEP (.step/.stp)- of IGES-bestanden worden wijdverspreid geaccepteerd en behouden de geometrie nauwkeurig. Vermijd eigen formaten die specifieke software vereisen om te openen.
- 2D-technische tekeningen met GD&T: PDF-tekeningen waarop alle kritieke afmetingen, toleranties, referentievlakken (datums) en inspectievereisten zijn aangegeven. Hier wordt uw tolerantiestrategie duidelijk gecommuniceerd.
- Volledige materiaalspecificaties: Niet alleen "roestvrij staal", maar "316L-roestvrij staal, geëvenaarde toestand." Geef de kwaliteit, het temperatuurniveau, de hardheidsvereisten en eventuele vereiste certificaten op (molen-certificaten, RoHS-conformiteit).
- Eisen aan oppervlakteafwerking: Geef Ra-waarden op voor kritieke oppervlakken. Geef aan welke oppervlakken cosmetisch zijn en welke functioneel.
- Hoeveelheid en volumevoorspelling: Vermeld zowel de directe bestelhoeveelheid als het verwachte jaarlijkse verbruik. Dit helpt leveranciers om passende volumeprijzen aan te bieden.
- Gewenste leverdatum: Wees specifiek. "Zo snel mogelijk" is geen leverdatum—het is een uitnodiging tot spoedkosten.
- Secundaire bewerkingen: Warmtebehandeling, galvanisatie, anodisatie, gravure of assemblagevereisten moeten duidelijk worden gedocumenteerd.
- Inspectie- en documentatievereisten: Rapporten van eerste-artikelinspecties, CMM-gegevens, materiaalcertificaten of documentatievereisten die specifiek zijn voor de branche.
- Schroefspecificaties: Geef het schroeftype, de pasmaatklasse en de diepte aan. Voor blinde gaten zijn specificaties van de bodemvorm vereist.
- Verpakkingsvereisten: Voor precisie-CNC-onderdelen kan beschermende verpakking essentieel zijn om beschadiging tijdens verzending te voorkomen.
Wanneer CNC-bestanden en tekeningen niet overeenkomen, staan leveranciers voor een dilemma. Welk document heeft voorrang? Richtlijnen voor productie benadrukken dat leveranciers nauwkeuriger beoordelingen uitvoeren wanneer bestanden schoon, consistent en correct gestructureerd zijn—elke afwijking tussen 3D-model en annotaties op de tekening leidt tot verwarring en vertraging.
De kosten van onvolledige documentatie gaan verder dan vertraagde offertes. Vaag omschreven specificaties creëren kansen voor geschillen over de werkomschrijving tijdens de productie. U verwachtte gepolijste oppervlakken; de leverancier leverde 'as-machined'. Uw tekening was onduidelijk, en nu staat u voor herstelkosten of projectvertragingen terwijl het geschil wordt opgelost.
Verwachtingen ten aanzien van levertijd versus werkelijkheid
Dit is een gesprek dat veel te vaak voorkomt: "Ik heb deze bewerkte onderdelen binnen vijf dagen nodig. Kunt u dat doen?"
De leverancier zegt ja—omdat ze de opdracht nodig hebben. Maar dit hebben ze u niet verteld: die levertijd van vijf dagen gaat ervan uit dat het materiaal op voorraad is (dat is niet het geval), dat er geen complicaties optreden bij het programmeren (die zullen optreden) en dat niets anders in hun wachtrij prioriteit krijgt (dat kan wel degelijk gebeuren). Uw onderdelen met een ‘vijfdaagse’ levertijd arriveren pas na drie weken, en uw hele projectplanning valt uiteen.
Onrealistische levertijdverwachtingen veroorzaken een kettingreactie van problemen:
Spoedkosten doen de kosten aanzienlijk stijgen: Versnelde orders vereisen overwerk, prioritaire inkoop van materialen en storing van andere geplande werkzaamheden. Reken op toeslagen van 25–50% voor werkelijk spoedorders—en dat is alleen als de leverancier uw tijdschema überhaupt kan nakomen.
De kwaliteit lijdt onder druk: Versnelde bewerking betekent minder tijd voor zorgvuldige instelling, minder frequente inspecties en hogere afkeurpercentages. De onderdelen komen misschien sneller aan, maar voldoen ze aan uw specificaties?
Beschikbaarheid van materiaal veroorzaakt verborgen vertragingen: Standaard aluminiumlegeringen kunnen binnen enkele dagen worden verzonden, maar speciale kwaliteiten of exotische legeringen kunnen wekenlange levertijden vanaf de walserijen vereisen. Uw leverancier kan pas aangepaste metalen onderdelen bewerken zodra het materiaal is gearriveerd.
Volgens CNC-bewerkingspecialisten de meeste gerenommeerde leveranciers verstrekken offertes binnen 48 tot 72 uur, mits de bestanden duidelijk en volledig zijn. Voor dringende opdrachten of aanvragen met grote volumes kunnen de termijnen variëren — snellere reacties zijn echter gebruikelijk wanneer u samenwerkt met een vertrouwde leverancier die uw eisen begrijpt.
Hoe ziet een realistische levertijd eruit voor CNC-gefrezen onderdelen? Hieronder vindt u een algemeen kader:
- Eenvoudige prototype-onderdelen (standaardmaterialen): 5–10 werkdagen na orderbevestiging
- Complexe prototype-onderdelen (meerdere opspanningen): 10-15 Werkdagen
- Productiebestellingen (standaardmaterialen): 2–4 weken, afhankelijk van de hoeveelheid
- Onderdelen met strakke toleranties: Voeg 3–5 dagen toe voor extra inspectie en eventuele herstelcycli
- Secundaire bewerkingen (anodiseren, warmtebehandeling): Voeg 3–7 dagen toe, afhankelijk van het proces
- Specialistische materialen: Voeg de tijd voor materiaalaanwinst toe, die kan variëren van dagen tot weken
De slimste aanpak? Bouw buffer tijd in uw projectplanning en communiceer vanaf het begin realistische verwachtingen. Volgens brancherichtlijnen helpt het geven van specifieke levertijden leveranciers bij het plannen van capaciteit en planning, wat leidt tot nauwkeurigere offertes en betrouwbaardere leverprestaties.
Wanneer u uw volgende offerteaanvraag (RFQ) indient, onthoud dan: de kwaliteit van de informatie die u verstrekt, bepaalt direct de nauwkeurigheid van de offerte die u ontvangt. Volledige documentatie elimineert aannames. Realistische tijdschema’s voorkomen haastige fouten. Samen vormen ze de basis voor succesvolle CNC-bewerkingspartnerschappen — nauwkeurige prijsopgaven, betrouwbare levering en onderdelen die de eerste keer al aan uw specificaties voldoen.
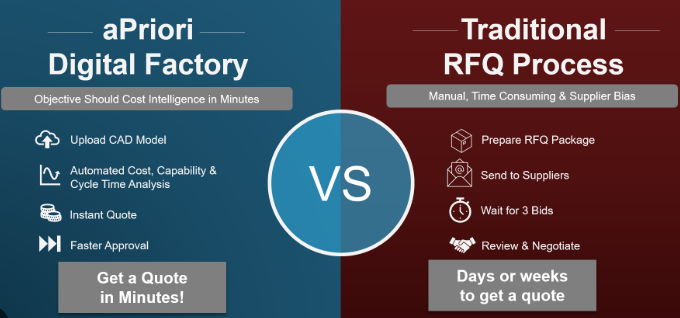
Kiezen tussen online offertes en traditionele RFQ-processen
U hebt uw documentatie voorbereid, uw ontwerp geoptimaliseerd en u bent klaar om een prijsopgave aan te vragen. Maar hier is een beslissing die veel kopers over het hoofd zien: moet u een platform voor directe offertes gebruiken of een traditioneel RFQ-proces volgen? Het antwoord hangt volledig af van de complexiteit van uw onderdeel, uw volumebenodigdheden en uw kwaliteitseisen—en een verkeerde keuze kan u zowel tijd als geld kosten.
Online CNC-bewerkingsdiensten hebben de manier waarop kopers toegang krijgen tot productie volledig veranderd. Volgens brancheonderzoek bieden online CNC-systeem voor directe offertes in 5–60 seconden realtime prijsinformatie en feedback over de bewerkbaarheid, vergeleken met 1–5 dagen bij traditionele handmatige offerteaanvragen. Deze snelheid is revolutionair voor prototyping en eenvoudige onderdelen. Maar snelheid is niet alles—vooral niet wanneer precisie, certificeringen en betrouwbaarheid van de productie van belang zijn.
Begrijpen wanneer elke aanpak maximaal waarde oplevert, helpt u slimmere inkoopbeslissingen te nemen. Laten we de scenario’s bekijken waarin elke methode het beste presteert.
Wanneer directe offertes het beste werken
Platforms voor directe offertes onderscheiden zich in specifieke scenario's waarbij standaardisatie en snelheid belangrijker zijn dan aanpassingsmogelijkheden. Als u op zoek bent naar cnc-bewerking in mijn buurt en snel onderdelen nodig heeft, kunnen deze platforms opmerkelijk efficiënt zijn.
Dit zijn de situaties waarin een directe offerte zinvol is:
- Standaardvormen met veelvoorkomende kenmerken: Onderdelen met eenvoudige uitsparingen, gaten en externe contouren die door algoritmes nauwkeurig kunnen worden geanalyseerd. Volgens de analyse van het platform verwerken systemen voor directe offertes standaard onderdeelafmetingen, materialen en toleranties uitzonderlijk goed.
- Veelgebruikte materiaalkeuzes: Aluminium 6061, RVS 304, ABS en andere veelvoorkomende, op voorraad zijnde materialen worden nauwkeurig geprijsd, omdat de prijsgegevens betrouwbaar zijn en de beschikbaarheid van het materiaal voorspelbaar is.
- Prototype-aantallen (1–25 stuks): Als u snel een paar onderdelen nodig heeft om een ontwerp te valideren, leveren platforms voor directe offertes binnen seconden een offerte en binnen dagen de onderdelen. Dit is hun kernsterkte.
- Standaard tolerantie-eisen: Onderdelen met specificaties van ±0,005 inch of minder strikte toleranties passen comfortabel in geautomatiseerde offertealgoritmes. Strengere specificaties vereisen menselijke beoordeling.
- Ontwerpcycli voor iteratie: Wanneer u frequent de geometrie wijzigt en snel kostenfeedback nodig heeft, duurt het uploaden van herziene bestanden enkele minuten in plaats van dagen.
De technologie achter deze platforms is indrukwekkend. Toonaangevende systemen zoals Xometry en Protolabs gebruiken AI-gestuurde offertes met netwerken van meer dan 10.000 leveranciers, ondersteunend toleranties tot ±0,025 mm en meer dan 60 materialen. Protolabs levert onderdelen al binnen 1 dag voor urgente prototypes.
Precisiebewerkingsdeskundigen waarschuwen echter dat directe offertes vaak complexe geometrieën te sterk vereenvoudigen en geen rekening houden met ingewikkelde kenmerken, toleranties of specifieke bewerkingsvereisten. De algoritmes maken algemene aannames over materiaaleigenschappen en bewerkingsprocessen die mogelijk niet aansluiten bij de specifieke behoeften van uw project.
Gebruik directe offertes als uw uitgangsbenchmark. Ze geven aan wat de markt vraagt voor standaardwerk—onmisbare context bij de beoordeling van maatoffertes later.
Situaties die een aangepast RFQ-proces vereisen
Wanneer uw eisen buiten de standaardparameters vallen, bieden traditionele RFQ-processen waarde die algoritmen niet kunnen evenaren. Directe leveranciersbetrokkenheid wordt essentieel voor complexe projecten, en de extra tijd die hierin wordt geïnvesteerd, levert rendement op in nauwkeurigheid en betrouwbaarheid.
Overweeg een aangepast RFQ-proces wanneer uw project het volgende omvat:
Complexe geometrieën die engineeringbeoordeling vereisen: Onderdelen met samengestelde bochten, diepe uitsparingen, dunne wanden of meervoudige asfuncties profiteren van menselijke analyse. Volgens onderzoek op het gebied van productie kunnen ervaren engineers complexe geometrieën en niet-standaardvereisten beoordelen die geautomatiseerde systemen mogelijk verkeerd interpreteren, waardoor prijsfouten worden geminimaliseerd die bij ingewikkelde onderdelen meer dan ±10–15% kunnen bedragen.
Specialistische materialen: Exotische legeringen, polymeerproducten van medische kwaliteit of materialen die specifieke certificeringen vereisen, vergen expertise op het gebied van inkoop. CNC-draaibewerkingen voor toepassingen in de lucht- en ruimtevaart omvatten vaak titaniumlegeringen of nikkel-superalloyen die gespecialiseerde kennis vereisen.
Strikte tolerantie-eisen: Wanneer uw specificaties een tolerantie van ±0,001 inch of strenger vereisen, hebt u een leverancier nodig die begrijpt welke machines, inspectiemethoden en procescontrole nodig zijn. Medische bewerkingsapplicaties eisen vaak dit precisieniveau.
Productievolume-verplichtingen: Voor voortdurende productielopen biedt directe onderhandeling toegang tot volumeprijzen, blanket order-regelingen en toegewezen capaciteit, wat instantplatforms niet kunnen bieden.
Certificeringsvereisten voor de industrie: Dit is waar aangepaste RFQ-processen onmisbaar worden. Volgens kwaliteitscontrole-experts hebben veel sectoren strenge richtlijnen voor de veiligheid en prestaties van onderdelen. Zonder adequate kwaliteitscontrolemaatregelen voldoen onderdelen mogelijk niet aan de wettelijke vereisten, wat kan leiden tot afgewezen bestellingen en potentiële juridische risico's.
Voor automotive- en hoogprecisietoepassingen die certificeringen zoals IATF 16949 vereisen, bieden gespecialiseerde leveranciers met Statistische Procescontrole (SPC)-mogelijkheden offertes die rekening houden met de kwaliteitssystemen die nodig zijn voor productieklaar onderdelen. Deze certificeringen garanderen gedocumenteerde processen, traceerbaarheid en consistente kwaliteit — kenmerken die platforms voor directe offertes eenvoudigweg niet kunnen waarborgen.
Leveranciers zoals Shaoyi Metal Technology laten zien hoe gespecialiseerde leveranciers snelheid combineren met precisie—met snelle offertetermijnen en levertijden van slechts één werkdag voor precisie-CNC-bewerking. Hun IATF 16949-certificering en SPC-mogelijkheden maken hen bijzonder geschikt voor automotive-toepassingen die chassisassemblages en aangepaste metalen onderdelen vereisen, waarbij kwaliteitsdocumentatie verplicht is.
De hybride aanpak werkt vaak het beste voor geavanceerde kopers: gebruik directe offertes om een basisprijs vast te stellen en ruwe begrotingen te valideren, en vraag vervolgens aangepaste offertes aan bij gekwalificeerde leveranciers voor productiebestellingen. Deze strategie geeft u context over de markt, terwijl u tegelijkertijd kunt garanderen dat uw productiepartner daadwerkelijk de gewenste kwaliteit, certificeringen en betrouwbaarheid kan leveren die uw project vereist.
Onthoud: een directe offerte is een uitgangspunt, geen verbintenis. Voor alles wat verder gaat dan eenvoudige prototypes in standaardmaterialen leidt directe samenwerking met leveranciers tot nauwkeurigheid, verantwoordelijkheid en partnerschap die algoritmes niet kunnen evenaren. De extra dag of twee die u besteedt aan een juiste offerteaanvraag (RFQ) voorkomt wekenlang problemen zodra de productie van start gaat.
Actie ondernemen op uw offertes voor CNC-bewerking
U weet nu hoe materialen, toleranties, partijgrootten en bewerkingsprocessen de prijsbepaling beïnvloeden. U kent het verschil tussen een betrouwbare leverancier en een risicovolle. Nu komt het moment van waarheid: het omzetten van deze kennis in actie. De volledige offertecycle — van voorbereiding tot acceptatie — bepaalt of uw project slaagt of struikelt.
Beschouw deze laatste fase als het moment waarop alles samenkomt. Uw CNC-onderdelenproject hangt niet alleen af van het begrijpen van de kosten, maar ook van de uitvoering van een systematisch proces dat uw belangen beschermt en tegelijkertijd productieve leverancierspartnerschappen opbouwt. Of u nu onderdelen koopt bij een machinist in uw buurt of samenwerkt met fabrikanten in het buitenland, deze principes zijn universeel van toepassing.
De checklist voor acceptatie van offertes
Voordat u een offerte ondertekent, doorloopt u dit verificatieproces. Het overslaan van deze stappen is de oorsprong van scope creep, misverstanden en budgetoverschrijdingen.
Bevestig dat de technische specificaties overeenkomen met uw eisen:
- Komt het aangegeven materiaal exact overeen met de aanduidingen op uw tekening? 'Aluminium' is niet hetzelfde als '6061-T6-aluminium'.
- Zijn de tolerantieniveau's expliciet bevestigd? Als uw tekening een tolerantie van ±0,001 inch specificeert en de offerte geen verwijzing bevat naar precisiecapaciteit, dient u dit voorafgaand aan acceptatie te verduidelijken.
- Is de aangegeven oppervlakteafwerking in overeenstemming met uw specificaties? Controleer of de Ra-waarden gedocumenteerd zijn.
- Zijn alle secundaire bewerkingen (warmtebehandeling, galvaniseren, anodiseren) inbegrepen in de geprijsde offerte?
Controleer of de commerciële voorwaarden duidelijk zijn omschreven:
- Wat is de exacte levertijd vanaf bevestiging van de bestelling? Volgens internationale offertebest practices , vereisen vaag geformuleerde termijnen zoals "2 weken" verduidelijking—wanneer begint de telling?
- Zijn de betalingsvoorwaarden gespecificeerd? Brancherichtlijnen benadrukken het aanbieden van meerdere betaalmogelijkheden om snellere besluitvorming te vergemakkelijken.
- Wat zijn de voorwaarden voor prijsaanpassingen? Transparante leveranciers koppelen aanpassingen aan gedocumenteerde indices, zoals de LME voor metalen.
- Is de Incoterm volledig opgenomen met locatie? "CIF" alleen is onvolledig—een juiste specificatie luidt bijvoorbeeld "CIF Haven Los Angeles."
Valideer de toezeggingen op het gebied van kwaliteit en documentatie:
- Welke inspectierapporten worden bij de levering meegeleverd? Eerste-artikelinspectie, dimensionele rapporten en materiaalcertificaten dienen te worden gespecificeerd.
- Is de traceerbaarheid gedocumenteerd? Volgens inkoopexperts wordt het identificeren van de oorsprong van gebreken onmogelijk zonder traceerbaarheid, vooral wanneer meerdere leveranciers hetzelfde onderdeel leveren.
- Wat is de procedure voor het afhandelen van afkeuringen? Opheldering van de verantwoordelijkheden voor afscheiding, herstelbewerking of vervanging dient plaats te vinden voordat problemen zich voordoen.
Voor metaalbewerkingsprojecten die aangepaste machinecapaciteiten vereisen, moet u ervoor zorgen dat de leverancier bevestigt dat uw onderdelen in eigen huis worden vervaardigd en niet worden uitbesteed aan onbekende faciliteiten. Dit beschermt zowel de kwaliteitscontrole als het intellectuele eigendom.
Het opbouwen van langetermijnrelaties met leveranciers
Het offerteproces draait niet alleen om het behalen van de laagste prijs — het vormt de basis voor partnerschappen die gedurende jarenlange samenwerking waarde leveren. Volgens onderzoek naar leveranciersrelatiemanagement (SRM) zorgt effectief SRM voor een betrouwbare toeleveringsketen, waardoor het risico op verstoringen wordt verminderd en de tijdige levering van goederen en diensten wordt gewaarborgd.
Zo onderhandelt u op basis van waarde in plaats van uitsluitend op prijsverlaging:
Richt u op de totale bezitkosten: Een leverancier die feedback biedt over Design for Manufacturability (DFM) kan wellicht 10% hoger offreren, maar bespaart u 30% via ontwerpoptimalisaties. Dat is waardecreatie, geen kostenverlaging.
Stel volumeaftalen voor gunstigere voorwaarden: In plaats van lagere eenheidsprijzen te eisen, biedt u inzicht in uw prognoses en geplande bestellingen. Volgens de beste praktijken op het gebied van Supplier Relationship Management (SRM) maken langetermijnpartnerschappen die gericht zijn op wederzijds groei samenwerking mogelijk bij verbeteringen op het gebied van productontwikkeling, procesefficiëntie en kostenbesparingen.
Investeer in leveranciersontwikkeling: Wanneer u een CNC-bedrijf in mijn buurt vindt dat goede basiskenmerken heeft, maar ruimte biedt voor verbetering, overweeg dan gezamenlijke capaciteitsontwikkeling. Investeringen in opleiding en technische ondersteuning zorgen voor leveranciers die uniek afgestemd zijn op uw behoeften.
Handhaaf duidelijke communicatiekanalen: Onderzoek in de branche laat zien dat regelmatige communicatie zorgt voor afstemming op doelen, verwachtingen en prestaties—met behulp van samenwerkingsinstrumenten waarmee zowel leveranciers als uw team toegang hebben tot relevante informatie en problemen in realtime kunnen aanpakken.
Voor CNC-bewerkingsprojecten is de relatie net zo belangrijk als de offerte. Een leverancier die uw toepassingen begrijpt, uw behoeften vooruitziet en proactief verbeteringen voorstelt, wordt een concurrentievoordeel—niet alleen een leverancier.
De beste CNC-bewerkingsofferte is niet de laagste prijs, maar de offerte die nauwkeurig weergeeft wat u daadwerkelijk betaalt voor onderdelen die voldoen aan uw specificaties, op het moment dat u ze nodig hebt, van een leverancier die duidelijk communiceert en achter zijn werk staat.
Deze kopergerichte aanpak verandert de manier waarop u met elke CNC-bewerkingsleverancier omgaat. U ontvangt niet langer passief prijzen en hoopt op het beste. In plaats daarvan bent u een geïnformeerde partner die de kostenfactoren begrijpt, eisen nauwkeurig specificeert, leveranciers systematisch beoordeelt en onderhandelt over échte waarde.
De negen kostenfactoren die in deze gids worden besproken—materialen, complexiteit, bewerkingsprocessen, toleranties, oppervlakteafwerking, partijgrootte en economie, kwalificatie van leveranciers, kwaliteit van documentatie en keuze van offertemethode—geven u de juiste terminologie om zinvolle gesprekken met fabrikanten te voeren. Gebruik deze kennis om betere vragen te stellen, onduidelijke offertes te betwisten en beslissingen te nemen die een evenwicht bieden tussen kosten, kwaliteit en levertijd voor uw specifieke projectvereisten.
Uw volgende offerteaanvraag begint nu. Bereid complete documentatie voor, stel realistische planningen op, beoordeel leveranciers op meer dan alleen prijs en bouw relaties op die waarde opleveren voor jarenlang gebruik. Zo zetten slimme inkopers CNC-bewerkingsoffertes om in succesvolle projecten.
Veelgestelde vragen over CNC-bewerkingsoffertes
1. Hoe wordt een offerte voor CNC-bewerking opgesteld?
Offertes voor CNC-bewerking worden berekend door vaste instelkosten (programmering, spanmiddelen, gereedschapsvoorbereiding) te combineren met variabele kosten per onderdeel (materiaal, machinebewerkingsduur, arbeid). Leveranciers analyseren uw CAD-bestanden en tekeningen om de bewerkingsduur op basis van complexiteit te schatten, waarna materiaalkosten, nabewerkingsoperaties, inspectie en verzending worden toegevoegd. Het bestelvolume heeft een aanzienlijke invloed op de prijsstelling: de instelkosten worden verdeeld over alle bestelde onderdelen, waardoor de stukprijs sterk daalt naarmate de hoeveelheid toeneemt. Voor nauwkeurige offertes dient u volledige documentatie te verstrekken, inclusief STEP-bestanden, 2D-tekeningen met toleranties en materiaalspecificaties.
2. Welke factoren beïnvloeden de CNC-bewerkingskosten het meest?
De belangrijkste kostenrijders in offertes voor CNC-bewerking zijn de keuze van materiaal en bewerkbaarheid (aluminium wordt sneller bewerkt dan titanium), de complexiteit en geometrie van het onderdeel (diepe uitsparingen, dunne wanden en samengestelde krommingen vergroten de bewerkingstijd), de tolerantiespecificaties (elke stap nauwkeuriger kan de kosten 2-4 keer verhogen), het aantal benodigde opspanningen, de vereiste bewerkingsoperaties (3-assig versus 5-assig) en de partijgrootte. Zeer strakke toleranties boven ±0,001 inch kunnen de kosten met 300–400% verhogen vanwege langzamere snelheden, gespecialiseerde apparatuur en intensieve inspectievereisten.
3. Hoe verkrijg ik online direct een offerte voor CNC-bewerking?
Online platforms voor directe offertes, zoals Xometry, Protolabs en Hubs, stellen u in staat CAD-bestanden te uploaden en binnen seconden tot minuten een geautomatiseerde prijsopgave te ontvangen. Deze platforms werken het beste voor standaardvormgevingen, gangbare materialen (aluminium, roestvrij staal, standaard kunststoffen), prototype-aantallen (1–25 stuks) en standaard toleranties (±0,005 inch of ruimer). Upload eenvoudig uw STEP-bestand, selecteer het materiaal en de afwerkingsopties, geef de gewenste hoeveelheid op en ontvang direct een prijsopgave. Gebruik deze offertes als referentie, maar volg voor complexe onderdelen, strakke toleranties of productiehoeveelheden die certificeringen vereisen, wel een aangepast offerteaanvraagproces.
4. Wat moet ik opnemen in een aanvraag voor een CNC-bewerkingsofferte?
Een volledig RFQ-pakket moet bestaan uit 3D-CAD-bestanden (in STEP- of IGES-formaat), 2D-technische tekeningen met GD&T waarin alle toleranties en kritieke afmetingen zijn aangegeven, volledige materiaalspecificaties (kwaliteit, temper, hardheid), eisen voor de oppervlakteafwerking (Ra-waarden), hoeveelheids- en volumeforecast, specifieke leverdata, vereisten voor secundaire bewerkingen (warmtebehandeling, galvanisatie, anodisatie), inspectie- en certificeringsvereisten, schroefdraadspecificaties en verpakkingsvereisten. Ontbrekende informatie dwingt leveranciers tot het maken van conservatieve aannames die de prijs opdrijven of leiden tot vertragingen terwijl zij om verduidelijking vragen.
5. Wanneer moet ik een gecertificeerde CNC-bewerkingsleverancier kiezen?
Sectorcertificeringen worden essentieel voor gereguleerde toepassingen. ISO 9001:2015 vormt de basis voor elke serieuze leverancier. De IATF 16949-certificering is verplicht voor automotive-onderdelen en waarborgt een kwaliteitsmanagementsysteem dat specifiek is afgestemd op de automobielindustrie. AS9100D is vereist voor lucht- en ruimtevaarttoepassingen, waar veiligheids- en precisienormen van primair belang zijn. ISO 13485 is noodzakelijk voor de productie van medische hulpmiddelen. Gecertificeerde leveranciers zoals Shaoyi Metal Technology, met IATF 16949-certificering en mogelijkheden voor statistische procescontrole, bieden gedocumenteerde kwaliteitssystemen, traceerbaarheid en consistente kwaliteit die standaard machinebouwbedrijven niet kunnen garanderen.