 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

CNC-bewerkingsfabrikanten onthuld: 9 criteria waarop ze hopen dat u nooit controleert

Inzicht in CNC-bewerkingsfabrikanten en wat zij daadwerkelijk aanbieden
Wanneer u zoekt naar CNC-bewerkingsfabrikanten, ontdekt u al snel een verwarrende mix van resultaten. Sommige bedrijven bouwen de machines zelf, terwijl andere bedrijven die machines gebruiken om onderdelen voor u te produceren. Het begrijpen van dit verschil is de eerste stap richting slimme inkoopbeslissingen —en het is iets wat veel kopers over het hoofd zien totdat ze al kostbare tijd hebben verspild door contact op te nemen met het verkeerde type leverancier.
Wat is CNC precies? De afkorting CNC staat voor Computer Numerical Control, een technologie die machinegereedschappen automatiseert via geprogrammeerde commando’s. Maar hier ontstaat de verwarring: de term „CNC-bewerkingsfabrikanten” wordt toegepast op twee volledig verschillende zakelijke categorieën.
Machinebouwers versus bewerkingsdiensten
Fabrikanten van CNC-machines zijn bedrijven die de werkelijke CNC-apparatuur ontwerpen, ontwikkelen en bouwen. Denk aan industrie-giganten zoals Haas Automation, Mazak en DMG MORI. Dit zijn de bedrijven die de geavanceerde machines ontwikkelen die wereldwijd in fabrieken staan. Wanneer u contact opneemt met een fabrikant van CNC-machines, bent u op zoek naar aankoop of leasing van apparatuur voor uw eigen faciliteit.
Aan de andere kant bezitten en beheren CNC-bewerkingsdienstverleners deze machines om onderdelen namens u te produceren. Het zijn contractfabrikanten die uw ontwerpen omzetten in afgewerkte componenten. Als u zich afvraagt: "Hoeveel gaat CNC-bewerking mijn project kosten?", zoekt u waarschijnlijk deze tweede categorie.
De betekenis van 'CNC' blijft in beide contexten hetzelfde — computergestuurde precisieproductie. De definitie van wat elk bedrijf daadwerkelijk levert, verschilt echter sterk. De ene verkoopt u de gereedschappen; de andere gebruikt die gereedschappen om afgewerkte producten te leveren.
Waarom het onderscheid belangrijk is voor uw project
Stel u voor dat u 500 precisie-aluminiumbeugels nodig heeft voor een aankomende productlancering. Contact opnemen met een fabrikant van CNC-machines is vergelijkbaar met een auto-fabriek bellen als u een taxirit nodig hebt. U verspilt tijd, brengt het verkoopteam in verwarring en vertraagt uw project onnodig.
Omgekeerd helpt het contact opnemen met CNC-bewerkingsdienstverleners u niet bij het opbouwen van interne capaciteiten als u een nieuwe productiefaciliteit opzet en apparatuur moet aankopen.
| Categorie | Definitie | Voorbeelden | Wat zij leveren | Wanneer u contact met hen moet opnemen |
|---|---|---|---|---|
| Cnc machine fabrikanten | Bedrijven die CNC-apparatuur ontwerpen en bouwen | Haas, Mazak, DMG MORI, Okuma, Fanuc | CNC-machines, draaibanken, freesmachines, bewerkingscentra, software, training | Bij de aankoop van apparatuur voor uw faciliteit of bij uitbreiding van de productiecapaciteit |
| CNC-bewerkingsdienstverleners | Bedrijven die CNC-machines gebruiken om onderdelen te produceren | Contractbewerkingsbedrijven, precisieproductiebedrijven | Afgewerkte onderdelen, prototypes, productielopen, montage-diensten | Wanneer u aangepaste onderdelen nodig hebt die worden vervaardigd zonder eigen machines te bezitten |
Deze fundamentele duidelijkheid legt de basis voor een effectieve beoordeling van potentiële partners. In deze gids richten we ons voornamelijk op aanbieders van CNC-bewerkingsdiensten — de bedrijven die kopers meestal daadwerkelijk nodig hebben wanneer zij op zoek zijn naar fabrikanten van CNC-machines om aan hun onderdeelvereisten te voldoen. Met dit inzicht bent u al vooruit op concurrenten die weken verspillen door contact op te nemen met het verkeerde type leverancier.
Kern-CNC-bewerkingsprocessen en wanneer elk proces van toepassing is
Nu u weet met wie u eigenlijk in contact staat, wordt de volgende vraag: wat kunnen zij eigenlijk voor u doen? CNC-bewerkingsfabrikanten bieden een reeks processen aan, en weten welke het beste bij uw project past, kan u duurzame misverstanden besparen. Denk eraan als het kiezen van de juiste tool uit een gereedschapskist — u gebruikt toch geen hamer als u een schroevendraaier nodig hebt, toch?
Laten we de kernprocessen die u tegenkomt, stap voor stap uitleggen en, nog belangrijker, wanneer elk proces het meest geschikt is voor uw specifieke onderdelen.
Fundamenten van freesbewerking en draaibewerking
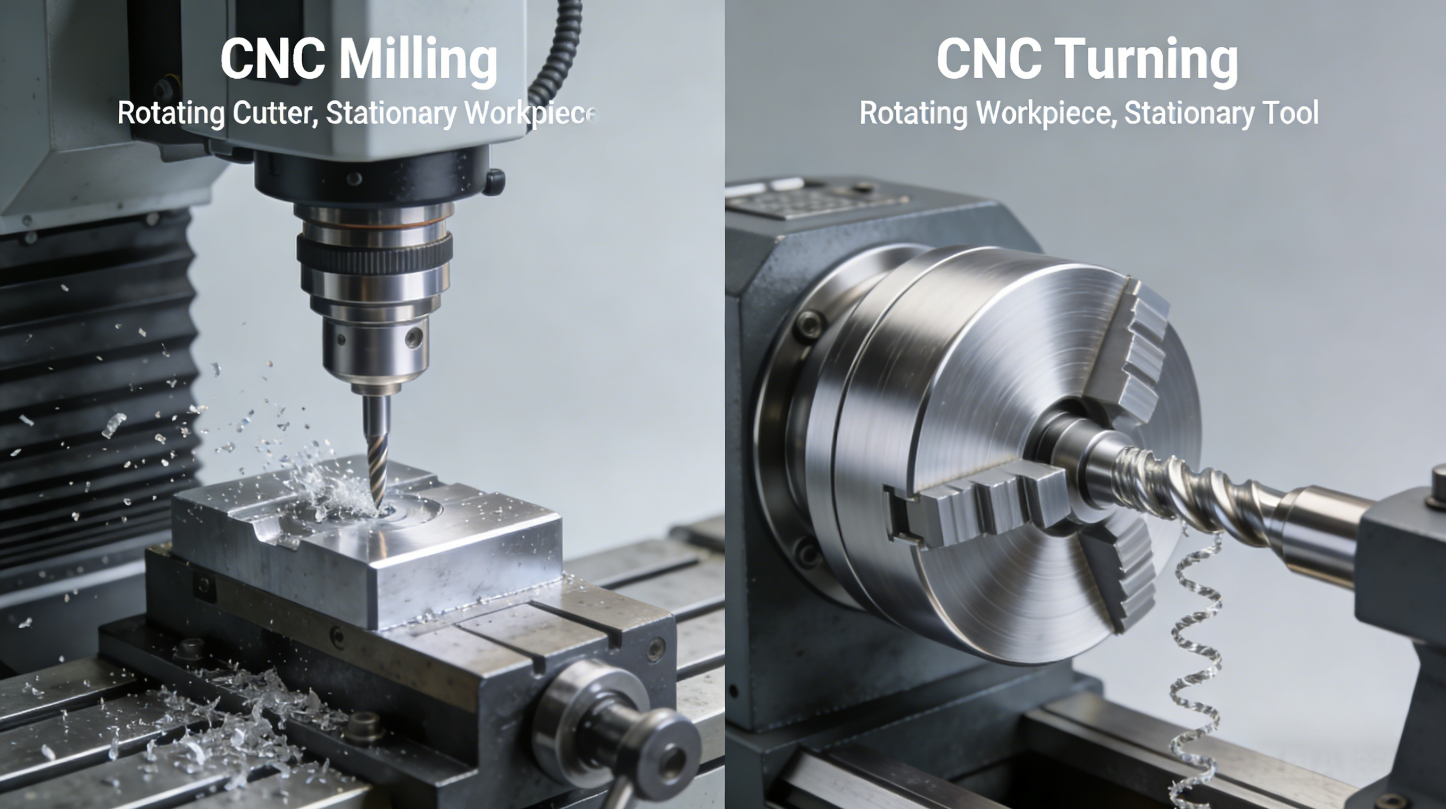
Deze twee processen vormen de basis van de meeste Cnc bewerkingsservices . Het verschil begrijpen is verrassend eenvoudig zodra u het zich visueel voorstelt.
Met een Cnc milling machine bij deze bewerkingsmethode draait het snijgereedschap terwijl het werkstuk vast blijft staan. Stel u een roterende boorbit voor die in een blok aluminium snijdt—dat is het basisprincipe. Een verticale freesbewerkingscentrum plaatst de spindel verticaal boven het werkstuk, waardoor het ideaal is voor vlakke oppervlakken, uitsparingen en groeven. Een horizontale freesmachine daarentegen richt de spindel parallel aan de tafel, wat uitstekend geschikt is voor diepe holten en zware spaanafvoer.
Een Cnc draaibank draait deze opstelling volledig om. Hier roteert het werkstuk terwijl het snijgereedschap stilstaat. Volgens de productiegids van Mekalite kan CNC-draaien precisiediameters bereiken met toleranties tot ±0,001 mm—kritisch voor toepassingen met hoge prestatie-eisen.
- CNC Fretten: Geschikt voor onderdelen met vlakke oppervlakken, complexe uitsparingen, groeven of niet-symmetrische kenmerken. Ideaal voor behuizingen, beugels en platen.
- CNC Draaien: Perfect voor cilindrische of ronde onderdelen zoals assen, pennen, lagers en schroefdraadcomponenten. Sneller en kosteneffectiever bij rotationele symmetrie.
Dit is de praktische conclusie: onderzoek eerst de vorm van uw onderdeel. Is het voornamelijk rond of cilindrisch? Begin dan met draaien. Heeft het vlakke vlakken, onregelmatige geometrie of gaten die niet op de as liggen? Dan is frezen de oplossing. Veel fabrikanten bieden beide bewerkingsmethoden aan en voor complexe onderdelen is vaak een combinatie van CNC-draaien en -frezen nodig om de gewenste eindgeometrie te bereiken.
Wanneer meervoudige-asbewerking zinvol is
U hebt waarschijnlijk al termen als '3-assig', '4-assig' en '5-assig CNC-machine' gezien op websites van fabrikanten. Maar wat betekent dit eigenlijk voor uw project?
Standaard 3-assig frezen beweegt het snijgereedschap langs drie richtingen: links-rechts (X), vooruit-achteruit (Y) en omhoog-omlaag (Z). Hiermee kunnen de meeste eenvoudige onderdelen perfect worden bewerkt. Door een vierde as toe te voegen wordt rotatie rond één horizontale as mogelijk, waardoor het werkstuk tijdens de bewerking kan kantelen.
Een 5-assige CNC-machine gaat hier verder op door twee roterende assen toe te voegen. De snijtool kan uw onderdeel bijna vanuit elke hoek benaderen in één enkele opspanning. Deze mogelijkheid biedt verschillende voordelen:
- Complexe geometrie: Ondercuts, samengestelde krommingen en ingewikkelde 3D-oppervlakken worden mogelijk zonder herpositionering.
- Minder opspanningen: Het bewerken van meerdere vlakken in één bewerking vermindert de hanteringstijd en verbetert de nauwkeurigheid.
- Betere oppervlakteafwerking: De tool kan optimale snihoeken behouden, waardoor gladdere oppervlakken worden verkregen.
Echter, 5-assig frezen is niet altijd nodig – of economisch verantwoord. Als uw onderdeel volledig kan worden vervaardigd met 3-assige bewegingen, leidt het betalen van hogere tarieven voor geavanceerde machines tot onnodige kosten. Bij het beoordelen van CNC-bewerkingsfabrikanten dient u te vragen of multi-assige mogelijkheden daadwerkelijk voordelen opleveren voor uw specifieke ontwerp, of dat eenvoudiger processen hetzelfde resultaat bereiken tegen lagere kosten.
Specialistische processen voor complexe onderdelen
Soms kunnen conventionele frees- en draaibewerkingen niet leveren wat uw ontwerp vereist. Daar komen speciale bewerkingsprocessen om de kritieke gaten te vullen.
Draadvonken (Elektrische ontladingsbewerking) maakt gebruik van een dunne, elektrisch geladen draad — meestal van messing of koper — om met buitengewone precisie door geleidende materialen te snijden. Volgens de technische handleiding van JLC CNC bereikt draad-EDM toleranties tot ±0,001 mm en produceert het splintervrije sneden in gehard staal, titanium en andere lastige materialen. Een EDM-draadverspaningsmachine onderscheidt zich door het bewerken van ingewikkelde interne hoeken, delicate kenmerken en onderdelen waarbij mechanische snedekrachten vervorming zouden veroorzaken.
- Draad-EDM: Ideaal voor onderdelen van spuitgietmallen, stempels, ponsen en luchtvaartonderdelen die uiterst hoge precisie vereisen bij geharde materialen.
- CNC Slijpen: Levert ultrafijne oppervlakteafwerking en nauwkeurige dimensionele controle voor lageroppervlakken, maatblokken en slijtvaste onderdelen.
- Zwitserse bewerking: Gespecialiseerde draaibewerking voor kleine, ingewikkelde onderdelen die veelvoorkomen in medische apparatuur en elektronica—combinatie van draai- en freesbewerkingen voor complexe miniatuurcomponenten.
De belangrijkste inzicht? Niet elke freesmachine of draaicentrum kan elk werk uitvoeren. De hardheid van het materiaal, de tolerantie-eisen, de specificaties voor oppervlakteafwerking en de geometrische complexiteit beïnvloeden allemaal welk proces de optimale resultaten oplevert. Wanneer u offertes aanvraagt bij CNC-bewerkingsfabrikanten, communiceer dan duidelijk deze eisen, zodat zij de meest geschikte aanpak kunnen aanraden—en niet uw onderdeel dwingen in een proces dat er niet helemaal bij past.
Essentiële criteria voor het beoordelen van CNC-bewerkingspartners
U hebt de juiste leverancierssoort geïdentificeerd en begrijpt welke bewerkingsprocessen bij uw project passen. Nu komt de cruciale vraag: hoe beoordeelt u eigenlijk één CNC-bewerkingsfabrikant tegen een ander? Verrassend genoeg vertrouwen de meeste kopers op intuïtie, de laagste offertes of opvallende websites—benaderingen die vaak leiden tot kwaliteitsproblemen, gemiste deadlines en gespannen relaties.
Wat zou u doen als u in plaats daarvan over een gestructureerd kader beschikte? Een geprioriteerde checklist die door marketingclaims heen snijdt en werkelijke capaciteit blootlegt? Dat is precies wat we hier aan het opbouwen zijn—transparante selectiecriteria waarop veel fabrikanten hopen dat u nooit zelf gaat letten.
Beoordeling van technische mogelijkheden
Voordat u het hebt over certificeringen of capaciteit, begin met de basisprincipes: kan dit bewerkingscentrum uw onderdelen daadwerkelijk produceren? Bij de beoordeling van technische capaciteit worden drie onderling verbonden factoren onderzocht die het productiesucces bepalen.
Tolerantie-eisen: Elk onderdeel heeft afmetingspecificaties, maar niet elke werkplaats kan deze nauwkeurigheid garanderen. Algemene machinewerkplaatsen bereiken doorgaans ±0,005 inch (0,127 mm) zonder speciale inspanning. Precisiewerkplaatsen streven naar ±0,001 inch (0,025 mm) of strenger. Vraag om gedocumenteerd bewijs — niet alleen beweringen — van toleranties die zij consequent hebben gehandhaafd tijdens productielopen, en niet alleen bij prototypevoorbeelden.
Ervaring met materialen: Een werkplaats die uitstekend is in het bewerken van aluminium, kan problemen ondervinden bij titanium of Inconel. Verschillende materialen vereisen specifieke CNC-bewerkingsgereedschappen, snijparameters en vakbekwaamheid op het gebied van materiaalverwerking. Wanneer uw project exotische legeringen of technische kunststoffen omvat, vraag dan om voorbeelden van soortgelijke materialen die zij met succes hebben bewerkt. Foto’s van machinewerkplaatsen alleen vertellen u dit verhaal niet — productiedossiers en onderdeelvoorbeelden wel.
Uitrustingsoverzicht: Welke machines bezitten ze eigenlijk? Een moderne bewerkingscentrum met een stijve constructie, hoogtoerige spindels en geavanceerde besturingen levert andere resultaten op dan verouderde apparatuur. Aarzel niet om een lijst van apparatuur te vragen, inclusief merk, model en leeftijd van de machines. Deze informatie onthult investeringspatronen en technologische toewijding.
- Controleer de tolerantiemogelijkheden met gedocumenteerd bewijs uit daadwerkelijke productieruns, niet alleen op basis van opgegeven specificaties.
- Bevestig materiaalkennis die aan uw projectvereisten voldoet—vraag naar specifieke voorbeelden met vergelijkbare legeringen of kunststoffen.
- Vraag naar lijsten van apparatuur met vermelding van machinetype, merk en geschatte leeftijd om de technologische mogelijkheden te beoordelen.
- Evalueer secundaire bewerkingen die intern beschikbaar zijn versus die worden uitbesteed—warmtebehandeling, verzinken, anodiseren en assemblage.
- Controleer de inspectieapparatuur inclusief CMM’s, optische vergelijkers en oppervlakteafwerktesters die geschikt zijn voor uw tolerantievereisten.
Een ervaren CNC-verspaner die verouderde apparatuur bedient, stoot op beperkingen. Omgekeerd leiden geavanceerde machines die door onervaren personeel worden bediend, tot teleurstellende resultaten. De combinatie van geschikte apparatuur, ervaren verspaners en adequate gereedschappen vormt de basis voor kwalitatief hoogwaardige onderdelen.
Kwaliteitscertificeringen ontcijferd
U hebt de afkortingen gezien die overal op fabrikantensites staan: ISO 9001, AS9100, IATF 16949, ITAR. Maar wat betekenen deze certificeringen eigenlijk voor uw onderdelen? Het begrijpen van de inhoud achter elke aanduiding helpt u om de certificeringsvereisten af te stemmen op de behoeften van uw sector.
ISO 9001: Deze basisnorm voor kwaliteitsmanagement laat zien dat een bedrijf gedocumenteerde processen heeft, kwaliteitsmetingen bijhoudt en streeft naar continue verbetering. Volgens Voyager Engineering , ISO 9001-certificering toont de toewijding van een bedrijf aan kwaliteitsnormen die essentieel zijn voor consistente en betrouwbare productieresultaten. Beschouw het als bewijs dat systematische kwaliteitspraktijken bestaan—niet dat er sprake is van een lucht- en ruimtevaartniveau van strengheid.
AS9100: Deze lucht- en ruimtevaartspecifieke norm bouwt voort op ISO 9001 met aanvullende eisen op het gebied van traceerbaarheid, configuratiebeheer en risicobeoordeling. Accumet Engineering legt uit dat AS9100 waarborgt dat leveranciers voor de lucht- en ruimtevaart de nodige stappen nemen om te voldoen aan specifieke eisen voor de lucht- en ruimtevaartsector, terwijl zij tegelijkertijd de productkwaliteit verbeteren. Voor projecten in de lucht- en ruimtevaart- en defensiesector is AS9100-certificering vaak verplicht—niet optioneel.
IATF 16949: De kwaliteitsmanagementsnorm voor de automobielindustrie benadrukt het voorkomen van gebreken, het verminderen van variatie en continue verbetering door de gehele toeleveringsketen heen. Als u componenten inkoopt voor automotive-toepassingen, duidt deze certificering op de capaciteit voor productie in grote volumes met statistische procescontrole.
ITAR-conformiteit: In tegenstelling tot de andere certificeringen is ITAR (International Traffic in Arms Regulations) geen kwaliteitscertificering, maar een wettelijke vereiste voor het omgaan met defensiegerelateerde artikelen en technische gegevens. Zoals Accumet opmerkt , betekent naleving van ITAR dat het bedrijf beveiligde gegevens te allen tijde kan traceren, waarbij duidelijk is welke gegevens beschermd zijn, waar ze zich bevinden en wie er toegang toe heeft. Voor defensieprojecten die betrekking hebben op artikelen op de United States Munitions List, leidt samenwerking met leveranciers die niet geregistreerd zijn onder ITAR tot ernstige juridische risico’s.
| Certificering | Focusgebied | Belangrijke Eisen | Wanneer je het nodig hebt |
|---|---|---|---|
| ISO 9001 | Algemeen kwaliteitsmanagement | Gedocumenteerde processen, kwaliteitstracing, continue verbetering | Basisvereiste voor elke professionele fabrikant |
| AS9100 | Kwaliteitssystemen voor lucht- en ruimtevaart | Traceerbaarheid, configuratiebeheer, risicobeoordeling, ISO 9001-vereisten plus lucht- en ruimtevaartspecifieke aanvullingen | Lucht- en ruimtevaart-, luchtvaart- en defensiecomponenten |
| IATF 16949 | Kwaliteitssystemen voor de automobielindustrie | Defectpreventie, statistische procescontrole (SPC), APQP, PPAP-documentatie | Componenten voor de automobieltoeleveringsketen |
| ITAR-registratie | Defensie-exportcontrole | Gegevensvolging, toegangsbeheer, versleuteling voor technische gegevens | Defensieartikelen die op de USML staan vermeld |
Dit is de praktische inzicht: certificaten wijzen op procesvolwassenheid, niet op gegarandeerde resultaten. Een gecertificeerde fabrikant die zijn eigen procedures negeert, produceert dezelfde defecte onderdelen als een niet-gecertificeerde werkplaats. Vraag auditresultaten, klantenscorecards of kwaliteitsprestatiegegevens aan die aantonen dat certificaten daadwerkelijk vertaald worden naar prestaties.
Capaciteit en locatiefactoren
Technische capaciteit en kwaliteitssystemen zijn weinig waard als uw gekozen fabrikant niet op tijd kan leveren. Productiecapaciteit en geografische overwegingen hebben directe invloed op levertijden, communicatie-efficiëntie en totale landed cost.
Capaciteitsbeoordeling: Stel gerichte vragen over de huidige werkdruk en beschikbare capaciteit. Hoeveel ploegen draaien zij? Welk percentage van hun capaciteit is momenteel al bezet? Hebben zij ruimte voor spoedorders, of staan zij voortdurend onder druk door een volle orderboek? Fabrikanten die bijna op maximale capaciteit opereren, kunnen uw order wellicht accepteren, maar hebben moeite om deze te prioriteren wanneer er conflicten ontstaan.
Schaalbaarheidsbeoordeling: Het prototype van vandaag kan de productieloop van volgend jaar worden. Kan deze partner met u meegroeien? Beoordeel of hun gereedschappen voor verspanende bewerking, inspectiemogelijkheden en vloeroppervlakte toereikend zijn om stijgende volumes te verwerken zonder kwaliteitsverlies. Sommige werkplaatsen blinken uit in nauwkeurig werk in lage volumes, maar beschikken niet over de infrastructuur voor grootschalige productie.
Geografische overwegingen: De locatie heeft invloed op meer dan alleen de verzendkosten. De tijdzone-overeenkomst beïnvloedt de reactiesnelheid bij communicatie. Nabijheid maakt bezoeken ter plaatse mogelijk voor kritieke projecten. Binnenlandse versus buitenlandse sourcing brengt afwegingen met zich mee tussen kosten, levertijd en bescherming van intellectueel eigendom. Voor ITAR-gecontroleerde onderdelen is binnenlandse productie met Amerikaanse burgers die technische gegevens verwerken wettelijk vereist.
- Huidige capaciteitsbenutting: Werkplaatsen die met een bezetting van 90% of meer draaien, kunnen moeite hebben met het nakomen van leveringsafspraken.
- Ploegenindeling: Meerdere ploegen wijzen op grotere flexibiliteit voor urgente termijnen.
- Groeitraject: Investeert het bedrijf in extra apparatuur en personeel?
- Communicatieresponsiviteit: Hoe snel reageren zij op uw telefoontjes en e-mails tijdens uw werktijden?
- Verzendlogistiek: Bereken de totale transporttijd en -kosten voor uw typische orderprofiel.
De ideale beoordeling weegt al deze factoren af tegen uw specifieke prioriteiten. Een fabrikant met perfecte certificaten maar onvoldoende capaciteit levert te laat. Een werkplaats met hoge capaciteit maar zonder geschikte kwaliteitssystemen produceert afval. Geografische geschiktheid is van geen enkel nut als de technische mogelijkheden tekortschieten. Gebruik dit kader om de criteria te wegen op basis van wat het meest belangrijk is voor uw specifieke project — en verifieer de beweringen vervolgens via referenties, bedrijfsbezoeken of proefbestellingen voordat u zich bindt aan productiehoeveelheden.

Sectorgebonden vereisten voor de keuze van CNC-bewerking
U hebt uw beoordelingskader opgesteld. U begrijpt certificaten en capaciteitsfactoren. Maar hierop letten veel kopers over het hoofd: de criteria die het meest van belang zijn, verschuiven sterk afhankelijk van uw sector. Een fabrikant die perfect geschikt is voor automobielproductie, kan spectaculair falen bij lucht- en ruimtevaartcomponenten — niet vanwege onbekwaamheid, maar omdat elke sector fundamenteel andere mogelijkheden vereist.
Het begrijpen van deze sector-specifieke vereisten verandert uw leveranciersselectie van een algemene beoordeling in een gerichte, nauwkeurige keuze. Laten we onderzoeken wat elke belangrijke sector daadwerkelijk verwacht van CNC-bewerkingsfabrikanten.
Aerospace en Defensie-eisen
Wanneer onderdelen op 30.000 voet hoogte vliegen of soldaten in gevecht beschermen, bestaat er geen plaats voor ‘goed genoeg’. De lucht- en ruimtevaart- en defensiesector werkt onder een controle die andere sectoren bij vergelijking ontspannen laat lijken.
AS9100-certificering is hier geen optie—het is uw toegangsbewijs. Volgens American Micro Industries bouwt AS9100 voort op ISO 9001 met aanvullende, specifieke eisen voor de lucht- en ruimtevaartsector, met nadruk op risicobeheer, strenge documentatie en controle van productintegriteit gedurende complexe toeleveringsketens. Elke CNC-machineoperator die werk verricht voor de lucht- en ruimtevaart moet zich strikt houden aan gedocumenteerde procedures waarmee elk onderdeel van het grondstofstadium tot de eindinspectie volledig traceerbaar is.
Tolerantievereisten brengen machines aan hun grenzen. Avanti Engineering merkt op dat precisietoepassingen toleranties kunnen vereisen die zo nauw zijn als ±0,0002 inch (0,005 mm)—afmetingen waarbij temperatuurschommelingen in de werkplaats de metingen kunnen beïnvloeden. Fabrikanten die deze sector bedienen, investeren zwaar in klimaatgecontroleerde inspectieruimtes en coördinatenmeetmachines.
Materiaalkennis onderscheidt geschikte leveranciers van pretenders. Titaniumlegeringen, Inconel en andere exotische superlegeringen verzetten zich hevig tegen bewerking. Deze materialen vereisen gespecialiseerde gereedschappen, lagere snijsnelheden en operators die begrijpen hoe warmte de dimensionale stabiliteit beïnvloedt. Een sinker-EDM- of wire-EDM-machine blijkt vaak essentieel voor het maken van complexe kenmerken in geharde lucht- en ruimtevaartlegeringen, waar conventionele snijgereedschappen zouden falen.
Automotive Productienormen
Automobielproductie stelt een andere uitdaging: het produceren van duizenden of miljoenen identieke onderdelen met statistische consistentie. Terwijl de lucht- en ruimtevaartsector lagere volumes toelaat met uitgebreide documentatie, vereist de automobielindustrie onvermoeibare herhaalbaarheid op grote schaal.
De IATF 16949-certificering regelt deze wereld. Zoals American Micro uitlegt, is deze mondiale norm voor kwaliteitsmanagement in de automobielindustrie een combinatie van de principes van ISO 9001 en sector-specifieke eisen voor continue verbetering, foutpreventie en strenge leverancierscontrole. Statistische procescontrole (SPC)-diagrammen volgen elke kritieke afmeting tijdens productielopen en detecteren afwijkingen voordat onderdelen buiten specificatie raken.
Productieplanning in de automobielindustrie strekt zich maanden vooruit. Fabrikanten moeten aantonen dat zij in staat zijn om gedurende langere tijd een hoge productieomvang te behouden zonder kwaliteitsachteruitgang. Een CNC-operator in deze omgeving volgt gestandaardiseerde werkvoorschriften die zijn opgesteld via Advanced Product Quality Planning (APQP)-processen. Documentatie van het Production Part Approval Process (PPAP) bewijst dat productiemethoden op consistente wijze goedgekeurde monsters kunnen reproduceren.
De prijsdruk is intens. Automobiel-OEM's verwachten jaarlijkse prijsverlagingen, terwijl kwaliteitscriteria – of verbeterd – moeten worden gehandhaafd. Succesvolle CNC-bewerkingsfabrikanten investeren in automatisering, optimalisatie van spanmiddelen en vermindering van cyclustijden om aan deze eisen te voldoen zonder precisie in te boeten.
Overwegingen voor de productie van medische hulpmiddelen
Wanneer bewerkte onderdelen het menselijk lichaam binnengaan of levensreddende diagnostiek ondersteunen, wordt naleving van regelgeving van doorslaggevend belang. Toezicht door de FDA brengt documentatievereisten met zich mee die fabrikanten die net in deze sector stappen vaak verrassen.
De ISO 13485-certificering biedt het kwaliteitsmanagementsysteem voor medische hulpmiddelen. Volgens de branchegeleiden voor certificering stelt deze norm strenge eisen aan ontwerp, productie, traceerbaarheid en risicobeperking. Fabrieken moeten gedetailleerde documentatiepraktijken implementeren, grondige kwaliteitscontroles uitvoeren en effectief omgaan met klachten en terugroepacties.
Advanced EMC Technologies bevestigt dat CNC-bewerking onderdelen produceert met nauwe toleranties en materialen die voldoen aan de FDA-voorschriften, en die bestand zijn tegen sterilisatie, biocompatibiliteit en functionele eisen. Belangrijke toepassingen zijn chirurgische instrumenten, implanteerbare onderdelen, onderdelen voor diagnostische apparatuur en afdichtoplossingen.
Materiaalkeuze vereist verificatie van biocompatibiliteit. Titanium, chirurgisch roestvrij staal, PEEK en andere medische materialen vereisen gedocumenteerde traceerbaarheid vanaf het millecertificaat tot het afgewerkte onderdeel. Elektro-erosie speelt hier vaak een cruciale rol: een EDM-spark-erosiemachine kan ingewikkelde kenmerken aanbrengen in geharde chirurgische instrumenten zonder mechanische spanning te introduceren die de prestaties zou kunnen aantasten.
Microbewerkingsmogelijkheden bepalen vaak de geschiktheid van leveranciers. Medische apparaten worden steeds kleiner, wat precisiekenmerken vereist die worden gemeten in duizendsten van een inch op onderdelen die kleiner zijn dan een vingernagel. Fabrikanten hebben gespecialiseerde apparatuur, vergrootsystemen en inspectiegereedschappen nodig die zijn afgestemd op deze minieme afmetingen.
Elektronica en precisietoepassingen
De elektronica-industrie vereist een unieke combinatie: extreme precisie op steeds kleinere schaal. Componenten voor halfgeleiders, telecommunicatie en precisie-instrumenten brengen de productietechnologie aan de grens van wat haalbaar is.
Microbewerkingsmogelijkheden onderscheiden gekwalificeerde leveranciers. Kenmerken die in micrometer worden gemeten, vereisen gespecialiseerde apparatuur — hoge-snelheidsspindels, precisiegereedschap en trillingsgeïsoleerde funderingen. Een draad-EDM-machine blijkt vaak onmisbaar voor het maken van ingewikkelde interne geometrieën in zeer kleine componenten, waar mechanische gereedschappen niet bij kunnen komen.
Materiaalkennis omvat zowel aluminiumlegeringen voor koellichamen als exotische koperlegeringen voor elektrische contacten. Eisen aan de oppervlakteafwerking overschrijden vaak wat standaardbewerking levert, waardoor secundaire polijstprocessen of gespecialiseerde snijparameters nodig zijn. Schoonheidsnormen kunnen vergelijkbaar zijn met die van de productie van halfgeleiders, waarbij onderdelen worden gereinigd en verpakt in gecontroleerde omgevingen.
| Industrie | Typische Certificeringen | Veelvoorkomende materialen | Tolerantiebereiken | Verwachte productievolume |
|---|---|---|---|---|
| Luchtvaart & Verdediging | AS9100, NADCAP, ITAR | Titanium, Inconel, aluminiumlegeringen, geharde staalsoorten | ±0,0002 inch tot ±0,001 inch | Laag tot gemiddeld; uitgebreide documentatie |
| Automotive | IATF 16949, ISO 9001 | Staal, aluminium, gietijzer, technische kunststoffen | ±0,001" tot ±0,005" | Groot volume; productie onder controle van statistische procescontrole (SPC) |
| Medische Apparatuur | ISO 13485, FDA 21 CFR Deel 820 | Titanium, chirurgisch roestvast staal, PEEK, biocompatibele polymeren | ±0,0005" tot ±0,002" | Laag tot gemiddeld; volledige traceerbaarheid vereist |
| Elektronica | ISO 9001, sectorspecifieke normen | Koperlegeringen, aluminium, gespecialiseerde kunststoffen | ±0,0002 inch tot ±0,001 inch | Zeer uiteenlopend; schoonheid is kritiek |
De praktische les? Stop met het beoordelen van CNC-bewerkingsfabrikanten aan de hand van algemene criteria. Uw sector bepaalt welke certificaten van belang zijn, welke tolerantienodig zijn en of expertise op het gebied van microbewerking of consistentie bij grootschalige productie het verschil maakt voor succes. Pas uw eisen aan bij de specialisatie van de fabrikant — een perfecte pasvorm voor de ene sector vertaalt zich zelden naar een andere. Met deze sector-specifieke benchmarks kunt u nu beoordelen of potentiële partners daadwerkelijk uw wereld begrijpen of simpelweg brede capaciteiten claimen die ze niet consequent kunnen leveren.
Mogelijkheden op het gebied van materialen en specialisatie van de fabrikant
U hebt certificeringen afgestemd op uw sector en uw technische capaciteiten geverifieerd. Maar hier is een selectiecriterium dat zelfs ervaren kopers in de war brengt: materiaalkennis. Niet elke CNC-bewerkingsfabrikant beheerst elk materiaal even goed. De werkplaats die vlekkeloze aluminiumonderdelen produceert, kan problemen ondervinden bij titanium. De fabrikant die uitblinkt in technische kunststoffen, heeft mogelijk geen ervaring met exotische superlegeringen.
Waarom is dit zo belangrijk? Volgens Inzichten van E.J. Basler op het gebied van productie , het kiezen van het juiste materiaal voor nauwkeurig bewerkte onderdelen is net zo belangrijk als het selecteren van de juiste bewerkingspartner. Zonder de juiste materiaalkennis kunnen projecten hogere kosten, productievertragingen en kwaliteitsproblemen meemaken. Verschillende materialen vereisen verschillende gereedschappen, snijparameters en hanteringstechnieken—kennis die zich ontwikkelt door jarenlange, gerichte ervaring.
Metaalbewerkingscapaciteiten
Metalen domineren CNC-bewerkingsapplicaties, maar elke legeringsfamilie stelt unieke uitdagingen. Het begrijpen van deze verschillen helpt u uw project te koppelen aan fabrikanten met echte expertise, in plaats van aan leveranciers die brede mogelijkheden claimen die ze niet consistent kunnen waarborgen.
Aluminium staat onder de makkelijkst te bewerken metalen. De lage snijweerstand maakt het mogelijk om op moderne freesmachines met hoge snelheid te frezen en op draaibanken snel materiaal te verwijderen. Zoals Unisontek uitlegt, kan de zachtheid en ductiliteit van aluminium echter leiden tot aanhechting aan de snijgereedschappen, waardoor een 'built-up edge' ontstaat en de oppervlaktekwaliteit wordt aangetast. Ervaren fabrikanten gebruiken scherpe gereedschappen met gepolijste groeven, gecontroleerde voedingssnelheden en doordachte koelvloeistoftoepassing om zowel een gladde oppervlakte als snelle bewerkingscycli te bereiken.
Roestvrij staal de nieuwe technologie biedt corrosiebestendigheid en sterkte, maar zorgt voor aanzienlijke bewerkingsproblemen. Een hogere snijweerstand genereert snel warmte, wat leidt tot slijtage van het gereedschap en hardheid van het werk als de parameters niet zorgvuldig worden gecontroleerd. Een succesvolle bewerking vereist stijve gereedschappen, een stabiele bevestiging op een molenmachine, karbiedgereedschappen met hittebestendige coatings en een hoge-drukkoelmiddel voor een effectieve hittebeheersing. Vermijd lichte afwerkingsplaatsen: ze veroorzaken hardheid van het werk dat de oppervlakkegehalte vermindert.
Titanium het biedt een uitstekende sterkte-gewichtverhouding, maar vereist gespecialiseerde expertise. De lage warmtegeleidbaarheid zorgt ervoor dat warmte zich op de snijrand concentreert, wat leidt tot snelle slijtage van het gereedschap. Volgens specialisten in het bewerken van titanium is een verminderde snij snelheid, een constante voedingssnelheid en een agressieve koelmiddelrichting nodig die gericht is op de puntcontactzone. Fabrikanten zonder titaniumervaring produceren vaak onderdelen met dimensie-onstabiliteit en slechte oppervlakteafwerking.
- Aluminiumlegeringen: Hoge bewerkbaarheid, uitstekend geschikt voor lucht- en ruimtevaartstructuren, automotive-onderdelen en elektronische behuizingen. Uitdagingen omvatten de hechting van het materiaal aan de gereedschappen en thermische uitzetting tijdens het snijden.
- Koolstof- en gelegeerd staal: Wijdverspreid gebruikt voor structurele onderdelen, assen en gereedschappen. Hardere kwaliteiten vereisen carbidegereedschap en lagere snelheden bij draaibankbewerkingen op metaal.
- Roestvrij staal: Essentieel voor corrosiebestendige toepassingen in de voedingsverwerkende industrie, de medische sector en mariene omgevingen. De neiging tot verharding door bewerking vereist ervaren operators.
- Titaniumlegeringen: Kritiek voor lucht- en ruimtevaarttoepassingen en medische implantaatmaterialen. Lage thermische geleidbaarheid vereist gespecialiseerd warmtebeheer en verlaagde snijsnelheden.
- Exotische superlegeringen: Inconel, Hastelloy en soortgelijke materialen voor extreme omgevingen. Vereisen vaak afwerking op een slijpmachine en gespecialiseerd gereedschap.
Overwegingen voor kunststoffen en composieten
Technische kunststoffen bieden voordelen die metalen niet kunnen evenaren — een lager gewicht, weerstand tegen corrosie en vaak lagere bewerkingskosten. Kunststoffen brengen echter ook eigen uitdagingen met zich mee, die specifieke expertise van de fabrikant vereisen.
Volgens de materiaalkeuzegids van Komacut zijn kunststoffen over het algemeen beter bewerkbaar dan metalen, dankzij hun lagere hardheid en dichtheid. Ze vereisen minder snijkracht en kunnen bij hogere snelheden worden bewerkt, wat slijtage van de gereedschappen en de productietijd vermindert. Sommige kunststoffen kunnen echter smelten of vervormen bij hoge temperaturen tijdens frees- of slijpbewerkingen.
Veelgebruikte technische kunststoffen zijn elk geschikt voor specifieke toepassingen:
- ABS: Uitstekende slagvastheid en dimensionale stabiliteit. Veel gebruikt in consumentenproducten en auto-interieurs.
- Polycarbonaat: Optische helderheid gecombineerd met slagvastheid. Gebruikt voor lenzen, beschermingsplaten en transparante onderdelen.
- Nylon: Goede slijtvastheid en zelfsmerende eigenschappen. Ideaal voor tandwielen, lagers en glijdende onderdelen.
- PEEK: Hoogwaardig polymeer voor veeleisende toepassingen. Bestand tegen sterilisatie voor medische apparatuur en extreme temperaturen voor de lucht- en ruimtevaart.
- Delrin (acetaal): Uitstekende dimensionele stabiliteit en lage wrijving. Precisie-onderdelen die nauwe toleranties vereisen.
- PTFE (Teflon): Chemische weerstand en anti-aanbindings-eigenschappen. Afdichtingen, pakkingen en onderdelen voor chemische procesapparatuur.
Versterkte kunststoffen met glasvezel of koolstofvezel vereisen speciale aandacht. Deze schurende materialen veroorzaken verhoogde gereedschapsverslet en kunnen carbide- of diamantgecoate snijgereedschappen vereisen. Een slijpmachine met geschikte slijpmiddelen levert vaak betere resultaten dan conventionele freesbewerking bij vezelversterkte composieten.
Materialen afstemmen op de expertise van de fabrikant
Dit is het inzicht dat de meeste kopers over het hoofd zien: de materiaalexpertise verschilt sterk tussen fabrikanten. Een bedrijf dat dagelijks aluminiumonderdelen produceert, ontwikkelt een intuïtief gevoel voor optimale snijsnelheden, voedingssnelheden en gereedschapskeuze dat een ander bedrijf zonder vergelijkbare ervaring eenvoudigweg niet kan evenaren.
Zoals E.J. Basler benadrukt, gaan ingenieurs en inkoopmanagers vaak ervan uit dat alle bewerkingsleveranciers expertise hebben op het gebied van diverse materialen, maar dit is verre van het geval. Het gebruik van het verkeerde materiaal of het kiezen van een leverancier zonder relevante ervaring leidt tot vergrote slijtage, vroegtijdig uitvallen of onnodige complexiteit bij de bewerking.
Stel bij het beoordelen van CNC-bewerkingsfabrikanten op basis van materiaalcapaciteiten de volgende gerichte vragen:
- Welk percentage van uw huidige productie betreft mijn specifieke materiaalfamilie?
- Kunt u monsteronderdelen of referenties leveren van vergelijkbare projecten met dit materiaal?
- Welke gereedschappen en snijstrategieën gebruikt u voor dit materiaal?
- Heeft u dit materiaal op voorraad, of wordt het per bestelling ingekocht?
- Welke oppervlakteafwerkingen kunt u consistent realiseren op dit materiaal?
De antwoorden onthullen of materiaalkennis diepgeworteld is of slechts een gelegenheidsvaardigheid vertegenwoordigt. Een fabrikant die wekelijks titanium bewerkt, kent de eigenaardigheden ervan tot in de puntjes. Een fabrikant die titanium voor de eerste keer bewerkt voor uw kritieke onderdelen, leert op uw kosten.
Materiaalkeuze beïnvloedt ook de productie-economie. Sommige fabrikanten zijn gespecialiseerd in hoogvolume-aluminiumbewerking met geoptimaliseerde freesmachines en gestroomlijnde werkprocessen. Anderen richten zich op laagvolume-exotische legeringen, waarbij expertise een premieprijs oplegt. Door uw materiaaleisen af te stemmen op de specialisatie van de fabrikant verkrijgt u betere kwaliteit tegen een passende prijs — een basis die direct van invloed is op doorlooptijden en prijsbepaling.
Levertijden en verwachtingen voor de productietijdlijn
U hebt de capaciteiten beoordeeld, certificaten gecontroleerd en materiaalkundige expertise bevestigd. Maar hier is de vraag die meer projecten op de rails legt dan welke technische specificatie ook: wanneer ontvangt u uw onderdelen daadwerkelijk? Levertijden blijven het meest over het hoofd gezien beoordelingscriterium — en het criterium dat de meeste frustratie veroorzaakt wanneer verwachtingen botsen met de realiteit.
Begrijpen wat productietijdschema’s bepaalt, verandert u van een koper die vaag geformuleerde levertijdbeloften accepteert in een koper die geïnformeerde vragen stelt en realistische verwachtingen stelt. Of u nu op zoek bent naar een fabricagebedrijf voor prototypeontwikkeling of naar een CNC-bewerkingsbedrijf dat in staat is om duurzame productie te leveren: duidelijkheid over de tijdschema’s voorkomt kostbare verrassingen.
Factoren die levertijden bepalen
Levertijden zijn geen willekeurige getallen die fabrikanten uit de lucht halen. Volgens Cheetah Precision worden meerdere onderling verbonden factoren bepaald door hoe snel uw onderdelen van bestelling naar verzending gaan. Het begrijpen van elk element helpt u realistische tijdlijnen te voorspellen – en te identificeren welke factoren u kunt beïnvloeden.
Beschikbaarheid van materialen: Deze factor veroorzaakt vaak de langste vertragingen. Zoals productie-experts opmerken, kunnen bepaalde gespecialiseerde legeringen en materialen langere inkooptermijnen hebben, met name als ze aangepaste bestellingen of invoer vereisen. Standaardaluminium of zacht staal wordt doorgaans binnen enkele dagen verzonden. Titanium van luchtvaartkwaliteit of PEEK van medische kwaliteit kan weken duren voordat de bewerking zelfs maar begint. Slimme kopers bevestigen de beschikbaarheid van het materiaal voordat zij de bestelling definitief bevestigen.
Ontwerpcomplexiteit: Onderdelen met meerdere bewerkingsprocessen, nauwe toleranties of ingewikkelde geometrieën vergen meer tijd voor programmering, kwaliteitscontrole en bewerking. Een eenvoudige beugel wordt in uren bewerkt. Een complex onderdeel voor de lucht- en ruimtevaart met samengestelde krommingen, meerdere opspanningen en tientallen kritieke afmetingen vereist dagenlang zorgvuldig werk. Speciale coatings of aangepaste gereedschappen verlengen de levertijden verder, aangezien elke stap bijdraagt aan de totale productietijd.
Hoeveelheid en amortisatie van insteltijd: Dit overzien veel kopers: het eerste onderdeel duurt altijd het langst. Programmering, opspanningsopzet, inspectie van het eerste exemplaar en procesverificatie nemen aanzienlijke tijd in beslag, ongeacht de bestelhoeveelheid. Zodra de productie soepel verloopt, worden de volgende onderdelen sneller geproduceerd. Dit verklaart waarom de levertijd per onderdeel sterk afneemt naarmate de hoeveelheden toenemen.
Capaciteit van de fabrikant: Een aanzienlijke vraag naar precisiebewerkingsdiensten kan leiden tot planningknelpunten, met name wanneer gespecialiseerde apparatuur vereist is. Machinewerkplaatsen in mijn buurt die op 95% capaciteit draaien, kunnen langere levertijden opgeven dan concurrenten met beschikbare capaciteit. Vragen naar de huidige werklast geeft inzicht in of uw order onmiddellijk wordt afgehandeld of in de wachtrij staat.
Secundaire bewerkingen: Warmtebehandeling, galvaniseren, anodiseren en andere afwerkprocessen zijn vaak afhankelijk van externe leveranciers. Hoewel deze behandelingen essentieel zijn om aan specifieke kwaliteitsnormen te voldoen, brengen ze extra levertijd met zich mee waarop fabrikanten geen directe invloed kunnen uitoefenen. Samenwerken met partners die betrouwbare relaties onderhouden met leveranciers helpt deze vertragingen tot een minimum te beperken.
Prototypen versus productietijdschema’s
Realistische verwachtingen verschillen sterk, afhankelijk van of u prototypes ontwikkelt of productieomvangen produceert. Het begrijpen van dit spectrum helpt u bij het adequaat plannen van projecttijdschema’s.
Snelle prototyping (dagen): Wanneer snelheid belangrijker is dan kostenoptimalisatie, bieden veel CNC-bewerkingsfabrikanten versnelde prototype-diensten aan. Eenvoudige onderdelen in gangbare materialen kunnen binnen 1–3 werkdagen worden verzonden. Volgens Avid Product Development , maken commerciële 3D-print- en CNC-prototype-diensten het betaalbaar om snel meerdere versies te testen en ontwerpen indien nodig aan te passen. Verwacht echter een hogere prijs voor spoedtermijnen: u betaalt voor prioritaire planning en gerichte aandacht.
Standaardprototyping (1–2 weken): De meeste prototypebestellingen met een redelijke complexiteit vallen binnen deze termijn. Deze tijdsduur biedt voldoende ruimte voor correct programmeren, eventuele inkoop van materialen, zorgvuldige bewerking en grondige inspectie, zonder dat er noodplanning nodig is. Voor productontwikkelingscycli vormt dit het optimale evenwicht tussen snelheid en kosten.
Productieruns (2–6 weken): De schaalvergroting van prototype naar productie brengt extra eisen met betrekking tot de tijdlijn met zich mee. Productie-experts benadrukken dat het overgaan van productprototype naar massaproductie geduld, zorgvuldige planning en gedisciplineerde uitvoering vereist. De productieplanning loopt maanden vooruit, vooral bij automotive-toepassingen die naleving van IATF 16949 en documentatie voor statistische procescontrole vereisen. Goedkeuring van het eerste artikel, fabricage van gereedschappen en validatie van het proces vinden allemaal plaats voordat de duurzame productie kan beginnen.
Hoogvolume-voortdurende productie: Bij gevestigde productierelaties met globale orders en geplande leveringen worden vaak de kortste effectieve levertijden bereikt. Wanneer uw CNC-partner in de buurt van u uw vereisten maanden van tevoren kent, optimaliseert hij de planning, houdt materialen op voorraad en onderhoudt specifieke gereedschappen—waardoor onderdelen sneller worden geleverd dan een nieuwe klant zou kunnen verwachten.
Vragen om te stellen over de levering
Vage beloften zoals "2–3 weken" laten te veel ruimte voor teleurstelling. Voordat u een overeenkomst aangaat met een CNC-bewerkingsfabrikant, stelt u specifieke vragen die het werkelijke leveringsvermogen blootleggen. Deze vragen onderscheiden fabrikanten die prestatiegegevens bijhouden van diegenen die raden.
- Wat is uw huidige capaciteitsbenutting? Werkplaatsen die bijna op maximale capaciteit draaien, nemen soms bestellingen aan die ze niet kunnen prioriteren. Het begrijpen van de werklast onthult de werkelijkheid op het gebied van planning.
- Hoe gaat u om met de inkoop van materiaal voor mijn speciale legering? Indien het materiaal speciaal moet worden besteld, wordt die termijn toegevoegd aan uw totale doorlooptijd voordat de bewerking begint.
- Wat is uw tijdige-leveringspercentage van de afgelopen 12 maanden? Fabrikanten die deze indicator bijhouden, tonen daarmee hun toewijding aan het nakomen van planningen. Fabrikanten die hier geen antwoord op kunnen geven, hebben waarschijnlijk problemen met consistentie.
- Voert u secundaire bewerkingen intern uit of bent u deze uitbesteed? Uitbestede afwerkingsprocessen brengen coördinatie met leveranciers en transporttijd met zich mee, wat uw totale doorlooptijd verlengt.
- Welke versnellingsopties zijn beschikbaar als mijn planning zich versnelt? Het vooraf begrijpen van spoedmogelijkheden voorkomt paniek op een later tijdstip. Sommige fabrikanten bieden premium versnellingsservices aan; anderen kunnen geen wijzigingen accommoderen.
- Hoe communiceert u de productiestatus en mogelijke vertragingen? Proactieve communicatie over planningwijzigingen—vóór het missen van deadlines—onderscheidt professionele partners van reactieve leveranciers.
- Welke documentatie wordt bij de levering geleverd? Inspectierapporten van het eerste artikel, conformiteitscertificaten en documentatie voor materiaaltraceerbaarheid vereisen allemaal voorbereidingstijd. Complexe documentatievereisten verlengen de levertijden.
Als u opties onderzoekt zoals een automechanische werkplaats in mijn buurt voor automotive componenten of kansen evalueert waarbij CNC-verspaningsmachinistfuncties in mijn buurt wijzen op lokale productiediepte, zijn deze vragen universeel van toepassing. Transparantie over de tijdlijn geeft inzicht in operationele volwassenheid: fabrikanten die leverprestaties bijhouden en hierover communiceren, investeren in systemen die consistente uitvoering ondersteunen.
Realistische verwachtingen stellen beide partijen veilig. Een fabrikant die agressieve tijdlijnen opgeeft om orders te winnen, maar systematisch te laat levert, schaadt uw productieschema en ondermijnt het vertrouwen. Omgekeerd helpt het begrijpen van legitieme factoren die de tijdlijn bepalen u bij het opstellen van projectplannen die rekening houden met de realiteit van de productie. Deze basis van realistische verwachtingen beïnvloedt direct hoe u prijzen evalueert, omdat kostenfactoren en levertijden nauwer met elkaar verbonden zijn dan de meeste kopers beseffen.
Kostenfactoren en prijsopbouw bij CNC-projecten
U hebt de capaciteiten beoordeeld, de certificaten bevestigd en realistische verwachtingen met betrekking tot de tijdlijn vastgesteld. Nu volgt het gesprek waarop de meeste CNC-bewerkingsfabrikanten hopen dat u het nooit hoeft te voeren: een transparant gesprek over wat de kosten daadwerkelijk bepaalt. Verrassend genoeg blijft prijsstelling het meest ondoorzichtige aspect van leveranciersselectie — en het aspect waar oningelichte kopers het meeste geld mee verliezen.
Hier is de ongemakkelijke waarheid: het laagste offertebedrag is vaak niet de beste waarde. Volgens de uitgebreide kostenhandleiding van HMaking hebben veel engineering- en inkoopteams moeite om te begrijpen waarom vergelijkbare onderdelen sterk verschillende CNC-offertes ontvangen, vooral bij wereldwijde sourcing. De prijsstelling verschilt omdat bewerkingstijd, toleranties, materiaalgedrag, machinecapaciteit en insteltijd op manieren met elkaar interageren die niet altijd zichtbaar zijn voor kopers.
Het begrijpen van deze dynamieken verandert u van een koper die eenvoudigweg offertes accepteert in iemand die eerlijke prijzen herkent—en waarschuwingssignalen opmerkt voordat ze dure problemen worden.
Begrip van de kostenfactoren bij CNC-bewerking
Elke offerte voor CNC-bewerking weerspiegelt een combinatie van meetbare factoren die fabrikanten op verschillende manieren berekenen. Kennis van de factoren die de prijsbepaling beïnvloeden helpt u om offertes te beoordelen op basis van inhoud, in plaats van eenvoudigweg de eindbedragen met elkaar te vergelijken.
Volgens de prijsopbouw van Unionfab bestaat het typische kostenmodel uit de volgende onderdelen: materiaalkosten, bewerkingstijd vermenigvuldigd met het uurloon van de machine, instel- en programmeerkosten, gereedschaps- en slijtagekosten, oppervlakteafwerkkosten, inspectievereisten en verpakkings- en logistiek kosten. Elk onderdeel draagt op een andere manier bij, afhankelijk van uw specifieke project.
- Bewerkingstijd (50–70% van de totale kosten): Dit domineert de meeste offertes, omdat de spindeltijd direct bepaalt hoe lang uw onderdeel duur apparatuur in beslag neemt. Diepe uitsparingen, kleine radiuswaarden, kleine gereedschapsmaten en zware materiaalafname verlengen de cyclustijden aanzienlijk. Een verticale freesmachine die een eenvoudige beugel bewerkt, kost per uur aanzienlijk minder dan een 5-assige horizontale bewerkingscentrum dat complexe lucht- en ruimtevaartgeometrie produceert.
- Materiaalkosten (meestal 15–30%): De kosten voor grondstoffen variëren sterk per legering. Zoals de gegevens van Unionfab aantonen, wordt aluminium beschouwd als goedkoop ($), terwijl titanium en magnesium een premieprijzen vergen ($$$$$). Buiten de basisprijs is ook afvalmateriaal van belang: CNC-bewerking verwijdert overtollig materiaal om de gewenste onderdelen te vormen, en dure legeringen verhogen de kosten van afval aanzienlijk.
- Instellen en programmeren (vaste kosten per order): Of u nu 5 onderdelen of 500 onderdelen bestelt, de voorbereiding van de spanmiddelen, het laden van de gereedschappen, het programmeren van de CNC-machine en de validatie van het eerste stuk moeten altijd plaatsvinden. Deze vaste kosten verklaren waarom prototypen in kleine aantallen hogere prijzen per onderdeel hebben dan productieomlopen.
- Toleranties en kwaliteitseisen: Striktere specificaties vertragen het bewerken, vergroten de inspectietijd en verhogen het risico op afval. Volgens experts op het gebied van productiekosten kan een onderdeel met standaard toleranties vaak twee tot vier keer sneller worden vervaardigd dan een onderdeel dat precisietoleranties vereist. Als dit verschil wordt uitgebreid over meerdere batches, wordt het verschil aanzienlijk.
- Secundaire bewerkingen: Warmtebehandeling, oppervlakteafwerking en gespecialiseerde bewerkingen voegen meetbare kosten toe. Anodiseren kost doorgaans $3–$12 per onderdeel, galvaniseren $10–$30 en gespecialiseerde warmtebehandelingen voor titanium kunnen oplopen tot $100–$200 per component.
De uurtarieven voor machines variëren ook per capaciteit. Volgens brongegevens uit de industrie bedragen de tarieven voor 3-assige machines doorgaans ongeveer €40/uur, voor 4-assige machines €45–€50/uur en voor 5-assige machines €75–€120/uur. Bij het beoordelen of een cnc-freesmachine te koop uw bedrijfsprocessen zou verbeteren ten opzichte van uitbesteding, helpen deze tariefverschillen bij het berekenen van het break-evenpunt.
Hoe de hoeveelheid de prijs per onderdeel beïnvloedt
Klinkt dat tegenintuïtief? Het eerste onderdeel dat u bestelt, is altijd het duurst — zelfs als latere onderdelen slechts een fractie van die prijs kosten. Door dit dynamische effect te begrijpen, kunt u de bestelhoeveelheden optimaliseren voor maximale waarde.
De instelkosten blijven onafhankelijk van de hoeveelheid vast. Zoals JLC CNC uitlegt, kunnen kleine series of afzonderlijke prototype-onderdelen duur zijn vanwege de hoge instelkosten en het feit dat de machines niet op volledige capaciteit draaien. Bij grote series kunnen fabrikanten de machine-uptime maximaliseren, de gereedschapsinrichting optimaliseren en de kosten per stuk verlagen.
Bekijk dit voorbeeld op basis van brongegevens over marktprijzen:
| Bestelhoeveelheid | Toerekening instelkosten | Invloed per onderdeel | Typisch prijsbereik per stuk |
|---|---|---|---|
| 1–5 stuks (prototype) | $120 ÷ 2 = $60/de onderdeel | Instellen domineert de kosten | Hoogst—vaak 3–5× de productieprijs |
| 10–50 eenheden (kleine partij) | $120 ÷ 25 = $4,80/de onderdeel | Instellen blijft aanzienlijk | Matige opslag ten opzichte van productie |
| 100–500 eenheden (middelgrote partij) | $120 ÷ 250 = $0,48/de onderdeel | Cyclusoptimalisatie begint | Naderen van een efficiënte prijsstelling |
| 500+ eenheden (productie) | $120 ÷ 500 = $0,24/de onderdeel | Instellen bijna onzichtbaar | Meest kostenefficiënt per eenheid |
Dit verklaart waarom iets grotere partijen vaak onevenredige besparingen opleveren. Als uw ontwerp stabiel is, kan het verhogen van de bestelhoeveelheid van 25 naar 100 eenheden de kosten per onderdeel met 30–40% verminderen, zonder dat de totale investering evenredig stijgt.
Voor kopers die overwegen apparatuur aan te kopen—bijvoorbeeld een CNC-machine of EDM-machine om in-house capaciteit op te bouwen—helpen deze volumeeconomieën bij het bepalen of uitbesteding of interne productie op lange termijn meer waarde oplevert. Een CNC-slijpmachine of gespecialiseerde apparatuur is alleen financieel verantwoord wanneer het volume de kapitaalinvestering en de voortdurende operationele kosten rechtvaardigt.
Verborgen kosten waar u op moet letten
Het offertebedrag dat u ontvangt, vertelt zelden het volledige verhaal. Ervaren kopers weten dat ze voorbij de genoemde prijzen moeten kijken naar kosten die later opduiken—vaak op ongelegen momenten. Deze verborgen factoren scheiden eerlijke offertes van problematische offertes.
Materiaalcertificering en traceerbaarheid: Standaardoffertes gaan mogelijk uit van algemeen materiaal zonder documentatie. Als uw toepassing walscertificaten, materiaaltraceerbaarheid of specifieke legeringscertificaten vereist, dient u extra kosten te verwachten. Lucht- en ruimtevaartprojecten en medische projecten voldoen regelmatig aan deze eisen.
Inspectie en documentatie: Basisinspectie is standaard inbegrepen, maar gedetailleerde dimensionele rapporten, eerste-artikelinspectiepakketten of CMM-gegevens brengen extra kosten met zich mee. Volgens productie-experts kunnen kwaliteitsprocessen 10–30% van de totale productiekosten uitmaken voor onderdelen met hoge nauwkeurigheid. Vraag duidelijkheid over welke inspecties zijn inbegrepen en welke als extra worden aangerekend.
Aannames over afwerking: Is ontbraming inbegrepen in de offerte? Welke oppervlakteruwheid wordt verondersteld? Offertes die vermelden "zoals bewerkt" kunnen onderdelen opleveren die aanzienlijke nabewerking vereisen voordat ze kunnen worden gebruikt. Verduidelijk exact in welke staat de onderdelen zullen worden geleverd.
Verpakking en verzending: Internationale bestellingen lijden vooral onder vaag omschreven verpakkingskosten. Volgens de kostenverdeling van Unionfab liggen de kosten voor houten kisten voor grotere onderdelen tussen de 50 en 500 dollar, terwijl op maat gemaakte vliegtuigkoffers voor gevoelige componenten tot 800–2.000 dollar kunnen oplopen. Douanerechten bedragen doorgaans 5–20% van de productwaarde, afhankelijk van de regelgeving in het land van bestemming.
- Rode vlag: Eén vast prijsbedrag zonder gedetailleerde kostenverdeling—u kunt niet beoordelen waarvoor u betaalt.
- Rode vlag: Ongebruikelijk lage offertes vergeleken met concurrenten—er kan worden bezuinigd op materiaalkwaliteit, inspectie of afwerking.
- Rode vlag: Ontbrekende informatie over het type machine of de bewerkingsuren—maakt een zinvolle vergelijking onmogelijk.
- Rode vlag: Extra kosten die na plaatsing van de bestelling worden toegevoegd, zonder voorafgaande kennisgeving.
- Rode vlag: Materiaal vermeld zonder kwaliteitsklasse of specificatie—veroorzaakt risico’s op vervanging door alternatieve materialen.
- Rode vlag: Geen vermelding van de tolerantienauwkeurigheid ten opzichte van uw eisen.
Een betrouwbare leverancier toont precies hoe de kosten worden gevormd, zoals HMaking benadrukt. U moet offertes verwachten waarin de materiaalsoort en -gewicht, bewerkingstijd voor elke belangrijke bewerking, machinetype, instelkosten, afwerkingsstappen en levertijdvereisten zijn opgesplitst. Deze transparantie bouwt vertrouwen op en helpt u offertes onderling op gelijkwaardige basis te vergelijken.
De beste waarde komt niet voort uit de laagste offerte, maar uit de fabrikant wiens prijsstelling een werkelijke capaciteit weerspiegelt die afgestemd is op uw eisen—met transparante kostenfactoren die u kunt verifiëren en optimaliseren.
Bij het vergelijken van offertes moet u de verleiding weerstaan om simpelweg de goedkoopste optie te kiezen. Normaliseer in plaats daarvan de vergelijking door ervoor te zorgen dat elke offerte identieke specificaties, toleranties, materialen en afwerkingsvereisten omvat. Een offerte die 20% hoger is dan die van concurrenten kan bijvoorbeeld inspectie, documentatie en afwerking omvatten die anderen los in rekening brengen—of geheel weglaten totdat problemen zich voordoen.
Deze basis van kostenoverzichtelijkheid bereidt u voor op de laatste cruciale stap: het opbouwen van relaties met fabrikanten die op termijn consistente waarde leveren. Door de prijsdynamiek te begrijpen, kunt u partners herkennen die geïnvesteerd zijn in wederzijdse succes, in tegenstelling tot partners die alleen gericht zijn op het maximaliseren van kortetermijnmarges ten koste van uw eigen belangen.

Het opbouwen van succesvolle relaties met CNC-fabrikanten
U hebt de capaciteiten beoordeeld, certificeringen geverifieerd, de prijsdynamiek begrepen en realistische verwachtingen gesteld over de tijdlijn. Nu komt de stap die éénpersoons transacties onderscheidt van waardevolle samenwerkingsverbanden: het opbouwen van relaties die jaar na jaar consistente resultaten opleveren—en niet alleen bij de eerste bestelling. Verrassend genoeg voorspelt de manier waarop u de eerste gesprekken aan gaat en de vroege interacties beheert vaak de langetermijnsuccessen beter dan welke technische specificatie ook.
Denk aan het selecteren van een CNC-bewerkingsfabrikant als het inhuren van een cruciaal teamlid. Credentials zijn belangrijk, maar passende bedrijfscultuur, communicatiestijl en wederzijdse inzet bepalen of de relatie bloeit of zich ontwikkelt tot een voortdurende bron van wrijving.
De conversatie op de juiste manier beginnen
Uw eerste interactie bepaalt de toon voor alles wat volgt. Volgens Het leveranciersrelatieonderzoek van Supplyframe zorgt het goed afstemmen van de basisvoorwaarden van uw zakelijke relatie ervoor dat alles soepel verloopt. Voordat u samen aan de slag gaat, neemt u samen de verwachtingen van beide partijen onder de loep.
Hoe ziet dit er in de praktijk uit? Begin met het opstellen van een uitgebreed offerteaanvraagformulier (RFQ) waarin uw vereisten duidelijk worden geformuleerd. Zoals experts op het gebied van RFQ-richtlijnen opmerken, elimineert het verstrekken van nauwkeurige en duidelijke tekeningen of 3D-modellen de ambiguïteit die leidt tot onjuiste offertes en teleurstellende resultaten.
Neem de volgende elementen op in uw eerste communicatie:
- Volledige technische specificaties: Afmetingen, toleranties, eisen voor oppervlakteafwerking en materiaalkwaliteiten—laat niets aan veronderstelling over.
- Hoeveelheidsverwachtingen: Zowel directe behoeften als geschatte jaarlijkse volumes helpen fabrikanten uw zakelijke potentie te begrijpen.
- Eisen ten aanzien van kwaliteitsdocumentatie: Geef inspectierapporten, certificaten of traceerbaarheidsdocumentatie van tevoren op, in plaats van leveranciers later te verrassen.
- Tijdschema-parameters: Deel realistische levertijden en communiceer eerlijk over eventuele flexibiliteit of beperkingen.
- Lange-termijnvisie: Geef aan of dit een eenmalig prototype betreft of het begin vormt van voortdurende productie-eisen.
Professionele fabrikanten reageren op professionele aanvragen. Een goed voorbereid offerteformulier (RFQ) geeft aan dat u een serieuze koper bent die prioriteit verdient—niet iemand die op zoek is naar begrotingsschattingen met onvolledige informatie. Volgens specialisten op het gebied van leveranciersrelaties moet uw inkoopteam servicelevels en belangrijke prestatie-indicatoren opnemen in alle overeenkomsten, terwijl de leverancier zijn voorkeursmethodes voor facturatie en betaling moet delen.
Maak uw eerste bestelling aanzienlijk. Zoals relatie-experts benadrukken, zijn eerste indrukmen altijd belangrijk in elke zakelijke relatie. Wanneer u akkoord gaat om met een leverancier samen te werken, zorg er dan voor dat de eerste bestelling snel wordt geplaatst en tijdig wordt betaald. Dit stelt u op als een betrouwbare klant die prioriteit verdient wanneer de capaciteit beperkt is.
Rode vlaggen bij het beoordelen van fabrikanten
Zelfs de indrukwekkendste mogelijkheden betekenen niets als waarschuwingssignalen wijzen op toekomstige problemen. Ervaren kopers leren patronen herkennen die problemen voorspellen—vaak nog voordat het eerste onderdeel wordt verzonden. Let tijdens uw evaluatieproces op de volgende indicatoren:
- Weigering om referenties of toegang tot de fabriek te delen: Gerenommeerde fabrikanten tonen trots hun productieprocessen. Aanbieders die controle vermijden, hebben vaak iets te verbergen.
- Vaagheid in antwoorden op technische vragen: Bij vragen over tolerantien, materiaalkennis of apparatuurspecificaties wijzen ontwijkende antwoorden op beperkte daadwerkelijke capaciteit.
- Onrealistische beloften: Offertes die aanzienlijk lager liggen dan die van concurrenten, of levertijden die onrealistisch korter zijn dan de branchenormen, duiden vaak op compromissen die ten koste van u zullen worden gemaakt.
- Slechte communicatiebereidheid: Als het verkrijgen van offerteantwoorden weken duurt tijdens het verkoopproces, stel dan eens voor hoe moeilijk het oplossen van problemen tijdens de productie zal worden.
- Geen gedocumenteerd kwaliteitssysteem: Een CNC-bewerkingsbedrijf zonder ISO 9001- of gelijkwaardige certificering mist de systematische processen die consistente resultaten garanderen.
- Onvermogen om monsteronderdelen te leveren: Fabrikanten die vertrouwen hebben in hun werk, verstrekken graag voorbeelden. Degene die dat niet kunnen, missen mogelijk relevante ervaring met uw eisen.
- Drukuitoefening of afwijzende houding: Partners die geïnvesteerd zijn in langetermijnrelaties nemen de tijd om uw behoeften te begrijpen, in plaats van zich haastig op ondertekende overeenkomsten te richten.
- Onduidelijke Prijsstructuren: Zoals besproken bij de kostenoverwegingen, voorkomen offertes zonder gedetailleerde specificaties een zinvolle beoordeling en openen de deur voor verborgen kosten later.
Volgens onderzoek naar leveranciersbeheer: als u een kwaliteitsachteruitgang of meerdere te late leveringen waarneemt, moet u er niet van uitgaan dat het probleem zich vanzelf oplost. Identificeer de onderliggende oorzaken, of het nu gaat om onvoldoende specificatie van uw parameters of om een te grote vraagdruk op de leverancier, en onderzoek uw opties. Vroege waarschuwingssignalen tijdens de evaluatie worden doorgaans versterkt — niet verminderd — zodra de productie is begonnen.
Voor gespecialiseerde toepassingen zoals nauwkeurig gedraaide onderdelen bieden Zwitserse draaimachineshops mogelijkheden die algemene machinewerkplaatsen niet kunnen evenaren. Dezelfde beoordelingsprincipes zijn echter van toepassing: controleer de beweerde expertise via referenties, monsters en beoordeling van de faciliteit, in plaats van marketingclaims op gezichtswaarde te aanvaarden.
Langetermijnpartnerschappen opbouwen
De meest succesvolle koper-fabrikantrelaties ontwikkelen zich verder dan transactionele uitwisselingen tot echte partnerschappen, waarbij beide partijen investeren in wederzijdig succes. Deze transformatie gebeurt niet automatisch — zij vereist doelgerichte inspanning van beide zijden.
Volgens specialisten op het gebied van partnerschapsontwikkeling moet u het relatieaspect beschouwen als een partnerschap in plaats van als een zakelijke transactie; dan zult u al snel kansen gaan zien die positieve resultaten voor beide partijen opleveren. Welke unieke mogelijkheden biedt de leverancier uw bedrijf? Vraag ook wat uw bedrijf voor hen kan betekenen.
Een effectieve partnerschapsopbouw omvat:
- Het opzetten van open communicatiekanalen: Deel relevante informatie proactief. Wijzigingen in levertijden van de leverancier of verschuivingen in de vraag moeten onmiddellijk worden gedeeld om te voorkomen dat er sprake is van overtollige voorraden of zakelijke verliezen door lage voorraden.
- Persoonlijke relaties opbouwen: Alleen zakendoen is acceptabel, maar de meest succesvolle zakelijke relaties houden rekening met de mensen achter de organisatie. Het leren kennen van namen, het erkennen van mijlpalen en het behandelen van contactpersonen bij leveranciers als gewaardeerde collega’s bouwt vertrouwen op dat standhoudt tijdens onvermijdelijke uitdagingen.
- Voorwaarden regelmatig herzien: Uw bedrijf ontwikkelt zich in de loop van de tijd. Neem minstens eenmaal per jaar plaats met uw leverancier om de voorwaarden van uw overeenkomst te bespreken en te herzien. Nieuwe kansen, gewijzigde volumes of geëvolueerde vereisten verdienen een bespreking in plaats van aannames.
- Wederzijdse verantwoordelijkheid aanvaarden: Als u uw verplichtingen in een transactie niet nakomt, dient u dit op dezelfde manier aan te pakken als u een probleem met de leverancier zou aanpakken. Eenzijdige schuldtoewijzing vernietigt partnerschappen; gedeelde verantwoordelijkheid versterkt ze.
- Het opstellen van risicomitigeringsstrategieën: Negeer nooit mogelijke onderbrekingen in de toeleveringsketen. Het bespreken van noodplannen voordat problemen zich voordoen, voorkomt paniek wanneer deze onvermijdelijk optreden.
Voor automotive-toepassingen die certificering volgens IATF 16949 en SPC-gecontroleerde productie vereisen, versnelt het vinden van partners die uw sector daadwerkelijk begrijpen de ontwikkeling van het partnerschap. Fabrikanten zoals Shaoyi Metal Technology tonen aan hoe gecertificeerde faciliteiten zowel snelle prototyping als volume-productie kunnen ondersteunen, met levertijden vanaf één werkdag — een soort responsiviteit die leveranciersrelaties omvormt tot concurrentievoordelen.
De autowerkplaats of motorenbewerkingswerkplaats die u kiest, wordt een uitbreiding van uw productiecapaciteit. Hun kwaliteit wordt uw kwaliteit. Hun leverprestaties beïnvloeden uw toezeggingen aan klanten. Tijd investeren in het opbouwen van relaties levert rendement op wanneer dringende orders prioriteit moeten krijgen of onverwachte uitdagingen gezamenlijk opgelost moeten worden.
Overweeg wat er gebeurt wanneer problemen ontstaan—want dat zal gebeuren. Volgens relatie-experts is de bereidheid en het vermogen om informatie te delen tussen inkoop en uw leverancier de essentiële factor bij het beperken van schade aan één van beide zijden van de supply chain zodra problemen onvermijdelijk optreden. Partners die open communiceren, navigeren samen door moeilijkheden heen. Diegenen die een formele, afstandelijke relatie onderhouden, ontdekken vaak pas problemen wanneer het te laat is om schade te voorkomen.
Of u nu CNC-opdrachten intern uitvoert of externe productierelaties beheert, dezelfde beginselen gelden: duidelijke verwachtingen, eerlijke communicatie, wederzijdse inzet en gedeelde verantwoordelijkheid creëren partnerschappen die consistente waarde leveren. Deze relaties – en niet alleen technische mogelijkheden – bepalen uiteindelijk of uw zoektocht naar een CNC-bewerkingsfabrikant slaagt of zich ontwikkelt tot een voortdurende bron van frustratie.
Actie ondernemen bij uw zoektocht naar een CNC-fabrikant
U hebt negen cruciale beoordelingscriteria geleerd, waarop de meeste CNC-bewerkingsfabrikanten hopen dat kopers nooit zullen letten. U begrijpt het verschil tussen machinebouwers en dienstverleners, herkent welke processen geschikt zijn voor uw projecten en weet hoe u capaciteiten, certificeringen, materialen, tijdschema’s, kosten en potentieel voor een goede samenwerking kunt beoordelen. Nu is het moment van de waarheid aangebroken: deze kennis omzetten in actie.
Het verschil tussen kopers die worstelen met de kwaliteit van leveranciers en zij die betrouwbare productiepartnerschappen opbouwen, komt neer op uitvoering. Wetenschap wat je moet beoordelen is niets waard zonder een systematische aanpak om dit daadwerkelijk te doen. Laten we alles samenvatten in een praktisch actieplan dat u onmiddellijk kunt implementeren.
Uw checklist voor de selectie van een CNC-fabrikant
Gebruik deze geconsolideerde checklist om uw beoordeling te organiseren, voordat u contact opneemt met eventuele potentiële partners. Elk item vertegenwoordigt een cruciale controlepunt die in deze gids uitgebreid wordt behandeld — sla er geen enkel over, tenzij u bereid bent het risico te nemen.
| Beoordelingscategorie | Belangrijke vragen om te beantwoorden | Verificatiemethode |
|---|---|---|
| Leverancierstype | Zijn zij een dienstverlener of een fabrikant van machines? | Bekijk de diensten op de website, vraag een capaciteitsverklaring aan |
| Procescapaciteiten | Bieden zij de specifieke bewerkingsprocessen aan die uw onderdelen vereisen? | Lijst van machines, voorbeeldonderdelen, bezichtiging van de locatie |
| Technische specificaties | Kunnen zij uw vereiste toleranties consistent halen? | Productiegegevens, eerste-artikelrapporten, referenties |
| CERTIFICERINGEN | Hebben zij de certificaten die vereist zijn voor uw branche? | Kopieën van certificaten, auditresultaten, klantenscorecards |
| Materiaal expertise | Welk percentage van hun werk betreft uw specifieke materialen? | Productiegeschiedenis, monsteronderdelen, gereedschapsstrategieën |
| Capaciteit en tijdlijn | Kunnen zij aan uw leververeisten voldoen, gezien hun huidige werkdruk? | Tijdige-leveringsmetrieken, gegevens over capaciteitsbenutting |
| Prijstransparantie | Verdeelt hun offerte de kostenposten duidelijk? | Gedetailleerde offertes, vergelijkbare specificaties tussen leveranciers |
| Communicatiekwaliteit | Hoe responsief en duidelijk zijn hun eerste contacten? | Reactietijden, duidelijkheid van vragen, proactief delen van informatie |
Bij het vergelijken van CNC-machinemerken of het beoordelen van verschillende CNC-bewerkingscentra is dit kader universeel van toepassing. De beste CNC-machines betekenen niets als de serviceprovider die ze bedient, niet beschikt over de expertise, certificeringen of capaciteit die uw project vereist. Evenzo kan de beste CNC-optie voor één koper volkomen ongeschikt zijn voor een andere — een passende functionaliteit is altijd belangrijker dan algemene ranglijsten.
De volgende stap nemen
Klaar om van evaluatie naar actie over te gaan? Volg deze geprioriteerde volgorde om efficiënt uw ideale CNC-productiepartner te identificeren en in te schakelen.
- Definieer uw eisen nauwkeurig: Documenteer de specificaties van het onderdeel, toleranties, materialen, aantallen, tijdlijnvereisten en eisen met betrekking tot kwaliteitsdocumentatie voordat u contact opneemt met wie dan ook. Onvolledige informatie leidt tot onvolledige offertes.
- Stel een shortlist op van 3–5 kandidaten: Gebruik branchegidsen, aanbevelingen en online onderzoek om fabrikanten te identificeren wiens vermelde capaciteiten aansluiten bij uw eisen. Zoek naar bewijs van relevante ervaring binnen de betreffende branche.
- Stuur identieke offerteaanvragen (RFQ’s) naar elke kandidaat: Verstrek volledige technische pakketten met identieke specificaties. Dit maakt een zinvolle vergelijking mogelijk, in plaats van appels met peren te vergelijken.
- Beoordeel de reacties aan de hand van uw checklist: Geef elke fabrikant een score op basis van de bovenstaande criteria. Let op welke vragen zij grondig beantwoorden en welke zij ontwijken of negeren.
- Vraag referenties aan en controleer de vermelde beweringen: Neem contact op met bestaande klanten uit vergelijkbare branches. Stel specifiek vragen over consistentie van kwaliteit, naleving van levertijden en het oplossen van problemen.
- Voer een beoordeling van de productiefaciliteit uit: Voor belangrijke productierelaties bezoekt u de faciliteit persoonlijk of vraagt u een virtuele rondleiding aan. Foto’s van machinehallen vertellen een deel van het verhaal; het observeren van de dagelijkse werkwijzen onthult de rest.
- Begin met een proeforder: Plaats eerst een kleinere bestelling om te verifiëren dat de geciteerde capaciteiten daadwerkelijk vertaald worden in werkelijke prestaties, voordat u zich bindt aan productiehoeveelheden.
- Bouw de relatie doelbewust op: Zodra u een geschikte partner heeft geïdentificeerd, investeer in communicatie, deel uw prognoses en behandel hen als een uitbreiding van uw eigen team in plaats van als een transactionele leverancier.
De fabrikant met het laagste offertebedrag levert zelden de beste waarde. Geef prioriteit aan de passende capaciteit—dus het afstemmen van hun werkelijke sterke punten op uw specifieke eisen—boven prijs alleen. Een partner die consistent kwalitatief hoogwaardige onderdelen op tijd en tegen een redelijke prijs levert, presteert beter dan een goedkope leverancier die kwaliteitsafwijkingen, gemiste deadlines en voortdurende crisisbeheersing veroorzaakt.
Onder de vele CNC-merken die concurreren om uw zaken, halen CNC-machinemerken die zich specialiseren in uw branche en materialen consequent betere resultaten dan algemene merken die brede mogelijkheden claimen. De beste CNC-machines voor lucht- en ruimtevaarttoepassingen verschillen van die welke zijn geoptimaliseerd voor automobielproductie of productie van medische hulpmiddelen. Uw beoordelingskader helpt u identificeren welke fabrikantsterkteën daadwerkelijk aansluiten bij uw behoeften.
Voor lezers die op zoek zijn naar CNC-bewerking voor automotive met gecertificeerde kwaliteitssystemen, zijn fabrikanten zoals Shaoyi Metal Technology een voorbeeld van wat echte capaciteit in de praktijk inhoudt. Hun IATF 16949-certificering, de implementatie van statistische procescontrole (SPC) en levertijden van slechts één werkdag voldoen precies aan de eisen die automobielinkopers prioriteren. Of u nu precisiechassisassen of aangepaste metalen busjes nodig hebt: gecertificeerde faciliteiten zoals die van hen bieden de kwaliteitssystemen en productieflexibiliteit die leveranciersrelaties omvormen tot concurrentievoordelen.
Uw zoektocht naar fabrikanten van CNC-bewerkingsmachines hoeft geen frustrerende oefening te zijn in het vergelijken van marketingclaims. Met deze negen evaluatiecriteria beschikt u nu over het kader om door de lawaaiige massa heen te snijden en partners te identificeren die daadwerkelijke waarde kunnen leveren. De fabrikanten die hopen dat u deze criteria nooit controleert, zijn precies degenen die u moet vermijden. Degene die onderzoek welkom heten—die transparante antwoorden geven, gedocumenteerde capaciteiten bieden en verifieerbare referenties aanleveren—zijn de partners waarmee het de moeite waard is om langdurige relaties op te bouwen.
Zet vandaag nog de eerste stap: definieer uw vereisten, stel uw shortlist op en begin de gesprekken die leiden tot productiepartnerschappen waarop u jarenlang kunt vertrouwen.
Veelgestelde vragen over CNC-bewerkingsfabrikanten
1. Wat is het verschil tussen fabrikanten van CNC-machines en aanbieders van CNC-bewerkingsdiensten?
CNC-machinewerkfabrikanten zoals Haas, Mazak en DMG MORI ontwerpen en bouwen de werkelijke CNC-apparatuur voor fabrieken. Dienstverleners op het gebied van CNC-bewerking bezitten en exploiteren deze machines om op uw behalf aangepaste onderdelen te produceren. Bij het inkopen van onderdelen hebt u dienstverleners nodig; bij de aankoop van apparatuur voor uw eigen faciliteit dient u contact op te nemen met machinewerkfabrikanten. Deze onderscheiding voorkomt verspilde tijd door contact op te nemen met het verkeerde type leverancier.
2. Welke zijn de beste CNC-bewerkingsbedrijven in de Verenigde Staten?
De beste CNC-bewerkingsbedrijven hangen af van uw specifieke vereisten. Tot de toonaangevende aanbieders behoren Uptive Manufacturing voor algemene precisiewerkzaamheden, Makino voor hoogwaardige toepassingen en gespecialiseerde werkplaatsen zoals Shaoyi Metal Technology voor automotive-onderdelen met IATF 16949-certificering. Beoordeel aanbieders op basis van certificaten die overeenkomen met uw sector, materiaalkennis, tolerantievermogen en productiecapaciteit, en niet op basis van algemene ranglijsten.
3. Hoe kies ik de juiste CNC-bewerkingsfabrikant voor mijn project?
Selecteer een CNC-bewerkingsfabrikant door negen belangrijke criteria te beoordelen: controleer of het een dienstverlener is (geen fabrikant van machines), bevestig dat de procesmogelijkheden overeenkomen met uw onderdelen, controleer of de toleranties zijn gehaald met gedocumenteerd bewijs, valideer de sectorcertificaten (ISO 9001, AS9100, IATF 16949), beoordeel de materiaalkennis, bekijk de capaciteit en levertijden, analyseer de transparantie van de prijsopgave, evalueer de kwaliteit van de communicatie en vraag referenties aan voor vergelijkbare projecten.
4. Welke certificaten moet een CNC-bewerkingsfabrikant hebben?
De vereiste certificaten hangen af van uw sector. ISO 9001 vormt de basis voor kwaliteitsmanagement. Voor lucht- en ruimtevaartprojecten is AS9100-certificering vereist, met uitgebreide traceerbaarheid en risicobeheer. Voor automotive-onderdelen is IATF 16949 nodig voor statistische procesbeheersing en defectpreventie. Medische hulpmiddelen vereisen ISO 13485 voor naleving van de FDA-voorschriften. Voor defensiegerelateerde producten is ITAR-registratie vereist om gecontroleerde technische gegevens te mogen verwerken.
5. Welke factoren beïnvloeden de kosten en levertijden voor CNC-bewerking?
De bewerkingstijd vormt 50–70% van de kosten en wordt beïnvloed door de complexiteit van het onderdeel, de toleranties en het type machine. De materiaalkosten variëren sterk: aluminium is economisch, terwijl titanium een premieprijs vereist. De instelkosten blijven onafhankelijk van de hoeveelheid vast, waardoor grotere series per onderdeel kosteneffectiever zijn. De levertijden hangen af van de beschikbaarheid van het materiaal, de complexiteit, de capaciteit van de fabrikant en secundaire bewerkingen zoals warmtebehandeling of galvaniseren.