 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

CNC-machine-diensten ontcijferd: van CAD-bestanden tot afgewerkte onderdelen

Inzicht in CNC-machine-diensten en hoe ze werken
Hebt u zich ooit afgevraagd hoe complexe metalen onderdelen van een digitale ontwerp op het computerscherm van iemand worden omgezet in een nauwkeurig, tastbaar component dat u in uw hand kunt houden? Deze transformatie vindt plaats via CNC-machine-diensten – en het begrijpen van dit proces kan u aanzienlijk tijd, geld en hoofdpijn besparen bij uw volgende productieproject.
Wat CNC-machine-diensten eigenlijk doen
Laten we het eenvoudig uitleggen. CNC staat voor Computer Numerical Control (computerondersteunde numerieke besturing). Wanneer u samenwerkt met een aanbieder van CNC-bewerkingsdiensten , heeft u toegang tot productiemogelijkheden waarbij vooraf geprogrammeerde computersoftware de beweging van snijgereedschappen met buitengewone precisie aanstuurt.
CNC-machineservices zijn professionele productieoplossingen die gebruikmaken van geautomatiseerde besturing om gereedschapsmachines – waaronder freesmachines, draaibanken en meervoudige-as-systemen – te bedienen, waarmee ruwe materiaalblokken worden omgezet in op maat gemaakte onderdelen met hoge precisie en herhaalbaarheid.
Denk er zo over: in plaats van dat een machinist elke snede handmatig uitvoert, leest een computer uw digitale ontwerpbestand en vertaalt dit naar nauwkeurige bewegingen. De machine volgt gecodeerde instructies die alles bepalen, van de spindelsnelheid tot het exacte pad van het snijhoofd. Deze automatisering betekent dat uw onderdelen consistent, nauwkeurig en precies overeenkomen met de specificaties – of u nu één prototype of duizenden productieonderdelen nodig hebt.
Van digitale ontwerpen naar fysiek onderdeel
De reis van uw CAD-bestand naar een afgewerkt onderdeel volgt een gestroomlijnde werkwijze die precisie-CNC-bewerkingsdiensten gedurende decennia hebben verfijnd:
- CAD-modelcreatie: Uw 2D- of 3D-ontwerp bepaalt de afmetingen, vormen en specificaties van het eindonderdeel
- CAM-omzetting: Speciale software vertaalt uw ontwerp naar G-code – de programmeertaal die CNC-machines begrijpen
- Machine-instelling: Operators bevestigen uw grondstof en monteren de geschikte snijgereedschappen
- Geautomatiseerde bewerking: De machine voert het programma uit en verwijdert materiaal met precisie om uw onderdeel te vervaardigen
Dit digitale-naar-fysieke proces is wat moderne CNC-bewerkingsdiensten zo waardevol maakt. Volgens Thomas, ik ben... , wordt CNC-bewerking op grote schaal toegepast in sectoren zoals de automobielindustrie, de lucht- en ruimtevaart en de telecommunicatie – overal waar nauwe toleranties en consistente kwaliteit van belang zijn.
Het voordeel van subtraktieve productie
Hier is een concept dat het goed is om te begrijpen: CNC-bewerking is een subtractief productieproces. In tegenstelling tot 3D-printen, waarbij onderdelen laag voor laag worden opgebouwd, begint CNC-machinebewerking met een massief blok materiaal – metaal, kunststof of composiet – en wordt systematisch alles verwijderd wat niet deel uitmaakt van uw eindproduct.
Waarom is dit relevant voor uw projecten? Subtractieve productie biedt duidelijke voordelen:
- Materiaalintegriteit: U werkt met massief grondstofmateriaal, niet met gelaagde afzettingen, wat betekent superieure mechanische eigenschappen
- Oppervlaktekwaliteit: Geboorde oppervlakken kunnen direct na de bewerking uitstekende afwerkingen bereiken
- Materiaalverscheidenheid: CNC-processen verwerken metalen zoals aluminium, roestvrij staal, messing en titanium, evenals technische kunststoffen en composieten
- Precisiecontrole: Standaard toleranties van ±0,005 inch (0,127 mm) zijn haalbaar; strengere toleranties zijn indien nodig mogelijk
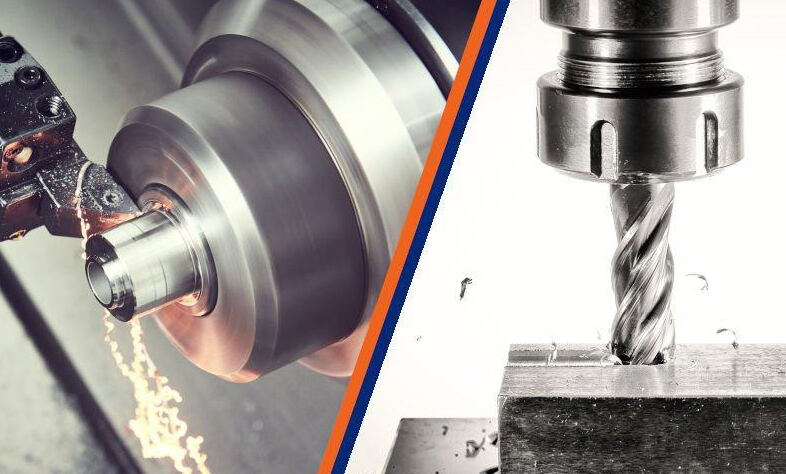
Het scala aan beschikbare bewerkingen is breder dan veel mensen beseffen. Frezen maakt gebruik van roterende meerpuntsnijgereedschappen om complexe vormen te bewerken. Draaien maakt gebruik van draaibanken voor cilindrische onderdelen. Multiasmachines – waaronder 4-assige en 5-assige systemen – kunnen meerdere zijden van een onderdeel in één opspanning bereiken, wat de handelingen beperkt en de nauwkeurigheid verbetert. Welke bewerking het beste bij uw specifieke behoeften past, wordt precies behandeld in de volgende paragrafen.
Soorten CNC-bewerkingsbewerkingen en hun toepassingen
Nu u de basisprincipes begrijpt, is de volgende logische vraag: welke CNC-bewerking is geschikt voor uw specifieke onderdeel? Het antwoord hangt af van uw geometrie, materiaal, tolerantievereisten en productievolume. Laten we de belangrijkste categorieën bespreken, zodat u uw projectvereisten kunt koppelen aan de juiste bewerkingsmethode.
Uitleg van freesbewerkingen
Frezen is vermoedelijk de meest veelzijdige CNC-bewerking die beschikbaar is. Een roterend meerpuntsfreestoel beweegt zich over uw werkstuk en verwijdert materiaal om vlakke oppervlakken, groeven, uitsparingen, contouren en complexe 3D-vormen te maken. Wanneer u contact opneemt met een leverancier die cnc fresmachine diensten aanbiedt, heeft u toegang tot machines die alles aankunnen, van eenvoudige rechthoekige beugels tot ingewikkelde behuizingen voor de lucht- en ruimtevaart.
Er zijn twee primaire configuraties om te onderscheiden:
- Verticaal frezen: De spindel draait loodrecht op de werktafel. Deze opstelling is uitstekend geschikt voor vlakfrezen, boren en het aanbrengen van kenmerken op vlakke oppervlakken. Verticale CNC-bewerkingsdiensten worden veel gebruikt voor prototypes, matrijzen en onderdelen waarvan de kenmerken voornamelijk op één zijde zitten.
- Horizontaal frezen: De spindel draait parallel aan de werktafel. Deze configuratie biedt een betere spaanafvoer en wordt verkozen voor zwaardere sneden, langere onderdelen en productie in grote aantallen. Horizontale CNC-bewerkingsdiensten zijn bijzonder geschikt wanneer u meerdere zijden van een onderdeel efficiënt moet bewerken.
De echte kracht van frezen komt pas tot stand als u het aantal betrokken assen in overweging neemt – en hierbij raken veel kopers in de war.
Wanneer u 5-assige bewerking moet kiezen boven 3-assige bewerking
Stel u voor dat u een onderdeel bewerkt. Bij 3-assige bewerking beweegt het snijgereedschap langs drie lineaire richtingen: X (links-rechts), Y (voor-achter) en Z (omhoog-omlaag). Dit is geschikt voor de meeste eenvoudige vormen, maar wat gebeurt er als u onderuitstaande gedeelten (undercuts), schuin geplaatste kenmerken of complexe contouren nodig hebt?
Daar komen extra assen om de hoek. Hier is de praktische opdeling:
| Asconfiguratie | Mogelijkheden | Typische toepassingen | Complexiteitsniveau |
|---|---|---|---|
| 3-assig | Lineaire beweging in X-, Y- en Z-richting. Het onderdeel moet worden herpositioneerd om toegang te krijgen tot meerdere zijden. | Platte onderdelen, eenvoudige beugels, platen, 2,5D-kenmerken zoals uitsparingen en sleuven | Laag – het meest kosteneffectief voor eenvoudige geometrieën |
| 4 assen | Voegt rotatie rond de X-as (A-as) toe. Continue bewerking rond cilindrische of schuin geplaatste oppervlakken. | Onderdelen die bewerking rond een centrale as vereisen, gravering op gebogen oppervlakken, sommige lucht- en ruimtevaartcomponenten | Gemiddeld – vermindert het aantal instellingen ten opzichte van 3-assige bewerking |
| 5-as | Voegt twee roterende assen toe (meestal A- en B-as). De gereedschapskop kan het werkstuk van bijna elke hoek benaderen in één enkele instelling. | Complexe lucht- en ruimtevaartonderdelen, turbinebladen, medische implantaten, pompradialen, matrijsholten met diepe ondercuts | Hoog – maximale geometrische vrijheid, hoogste machinekosten |
Wanneer moet u dus investeren in 5-assige CNC-bewerkingsdiensten? Overweeg deze aanpak:
- Kies 3-assig wanneer uw onderdeel volledig kan worden bewerkt vanuit één of twee standen met eenvoudige herpositionering. Het is de meest economische optie.
- Kies 4-assig wanneer u continu bewerking rond een rotatieas nodig hebt – denk aan nokkenassen, wormwielen of onderdelen met functies op meerdere hoekposities.
- Kies 5-assig wanneer uw geometrie samengestelde hoeken, diepe holten, ondercuts of het verminderen van instellingen om strakke toleranties over meerdere functies te behouden vereist.
Het prijsverschil is reëel, maar ook de voordelen. Vijf-assige bewerking verlaagt vaak de totale kosten voor complexe onderdelen door meerdere instellingen te elimineren, de oppervlakteafwerking te verbeteren en een betere positionele nauwkeurigheid tussen functies te behouden.
Draai- en draaibankdiensten voor cilindrische onderdelen
Hoewel freesbewerking uitstekend is voor prismatische onderdelen, is draaien het meest geschikte proces voor alles wat cilindrisch is. Wanneer u assen, pennen, bushings of enig ander onderdeel met rotatiesymmetrie nodig heeft, leveren CNC-draaibankbewerkingsdiensten superieure resultaten.
Zo werkt draaien: uw grondstof – meestal ronde stafmateriaal – draait met hoge snelheid terwijl een stationaire snijtool materiaal verwijdert. Volgens Turntech Precision omvatten de meest voorkomende draaibankbewerkingen draaien, vlakdraaien, groeven, doorsnijden, schroefdraadsnijden, boren, boring, ribbelen en taps maken.
Elke bewerking vervult specifieke doeleinden:
- Tournen: Vermindert de buitendiameter van uw werkstuk. Bij ruw draaien wordt materiaal snel verwijderd; bij afwerkdraaien worden de definitieve afmetingen bereikt met gladde oppervlakken.
- Afscheren: Bewerkt het uiteinde van uw onderdeel loodrecht op de as, waardoor vlakke eindvlakken ontstaan en de totale lengte wordt geregeld.
- Gewinden: Snijdt helicale groeven voor schroeven, bouten en schroefdraadverbindingen.
- Groeven en doorsnijden: Maakt smalle kanalen of snijdt het afgewerkte onderdeel van de staf.
- Boren: Vergroot bestaande gaten of maakt interne kenmerken met hoge precisie.
Moderne CNC-draaibanken combineren vaak draaien met actieve gereedschapsvoorzieningen – aangedreven frees- en boorgereedschappen die kenmerken buiten de as kunnen maken zonder dat het onderdeel naar een aparte machine hoeft te worden verplaatst. Deze mogelijkheid vervagt de grens tussen draaien en frezen en biedt aanzienlijke efficiëntiewinsten voor onderdelen die beide bewerkingen nodig hebben.
Zwitse bewerking voor kleine precisie-onderdelen
Wat als uw onderdelen erg klein, slank of uitzonderlijk strakke toleranties vereisen? Standaard CNC-draaibanken hebben moeite met werkstukken met een kleine diameter, omdat het niet-opgesteunde materiaal tijdens het snijden kan buigen, wat onnauwkeurigheden veroorzaakt.
Dit is precies waarom CNC-Zwitse bewerkingsdiensten bestaan. Oorspronkelijk ontwikkeld voor de Zwitserse horlogemaakindustrie, gebruiken deze gespecialiseerde machines een geleidingbus die het werkstuk zeer dicht bij de snijzone ondersteunt. Zoals Fictiv uitlegt, voorkomt deze aanpak vervorming en maakt het toleranties binnen 0,0001 inch mogelijk bij delicate onderdelen.
Zwitserse CNC-machines bieden verschillende duidelijke voordelen:
- Uitzonderlijke nauwkeurigheid: De geleidbuis houdt het materiaal stabiel precies op de plaats waar het bewerkt wordt, waardoor fouten door buiging worden voorkomen.
- Meerdere gelijktijdige bewerkingen: Zwitserse machines kunnen draaien, frezen, boren en schroefdraad aanbrengen in één opspanning over meerdere zones.
- Ideaal voor slanke onderdelen: De werkstukdiameters liggen doorgaans tussen 0,030 inch en 2 inch, wat perfect is voor pennen, assen en kleine bevestigingsmiddelen.
- Efficiëntie bij grote oplagen: De staafvoeding en gelijktijdige bewerking maken Zwitserse machines ideaal voor productieomvang.
Industrieën die sterk vertrouwen op Zwitserse bewerking zijn onder andere de productie van medische hulpmiddelen (chirurgische schroeven, botpennen, tandheelkundige implantaten), elektronica (aansluitpennen, contacten) en lucht- en ruimtevaart (miniatuurbevestigingsmiddelen, actuatoronderdelen). Als uw onderdelen klein, nauwkeurig en in grote aantallen geproduceerd worden, is Zwitserse bewerking waarschijnlijk de beste keuze.
Begrip van deze bewerkingssoorten plaatst u in een sterker positie bij het aanvragen van offertes en het beoordelen van leveranciers. Maar het juiste proces is slechts een deel van de vergelijking — uw materiaalkeuze speelt een even cruciale rol bij het bepalen van kosten, levertijd en haalbare kwaliteit.
Materiaalkeuzegids voor CNC-gefrezen onderdelen
U hebt de juiste verspaningsbewerking geïdentificeerd voor de geometrie van uw onderdeel. Nu volgt een beslissing die invloed heeft op alles, van uw stukprijs tot de haalbare toleranties: welk materiaal moet u specificeren? Deze keuze draait niet alleen om het kiezen van een metaal dat vertrouwd klinkt, maar om het afstemmen van mechanische eigenschappen, bewerkbaarheidskenmerken en toepassingsvereisten op de specifieke behoeften van uw project.
Materiaalkeuze voor CNC-projecten
Bij het beoordelen van aluminium-CNC-bewerkingsdiensten overweegt u waarschijnlijk het meest veelzijdige materiaal in de CNC-wereld. Maar aluminium is slechts één optie binnen een spectrum van metalen, elk met eigen duidelijke afwegingen. Laten we de meest gebruikte keuzemogelijkheden bekijken:
- Aluminium (6061, 7075): Uitstekende bewerkbaarheid, lichtgewicht, natuurlijk corrosiebestendig en kosteneffectief. Aluminium 6061 biedt een uitstekende balans tussen sterkte en bewerkbaarheid, waardoor het ideaal is voor automotive-onderdelen, behuizingen voor consumentenelektronica en lucht- en ruimtevaartbeugels. De kwaliteit 7075 biedt een hogere sterkte voor veeleisender constructietoepassingen. CNC-bewerkingsdiensten voor aluminium zijn populair omdat dit materiaal snel bewerkt kan worden – wat de cyclusduur met tot wel 20% ten opzichte van staal vermindert.
- Roestvast staal (304, 316, 17-4 PH): Wanneer u duurzaamheid in zware omgevingen nodig hebt, bieden CNC-bewerkingsdiensten voor roestvast staal de gewenste prestaties. Kwaliteit 304 is geschikt voor algemene toepassingen. Kwaliteit 316 presteert uitstekend in maritieme en medische omgevingen dankzij zijn superieure corrosiebestendigheid. 17-4 PH biedt uitscheidingsverharding voor toepassingen met hoge sterkte-eisen. Verwacht langere bewerkingstijden en hogere gereedschapsversletten vergeleken met aluminium.
- Messing (C360): Vaak genoemd als "vrijbewerkend messing", levert dit materiaal uitstekende oppervlakteafwerkingen met minimale inspanning. CNC-bewerkingsdiensten voor messing worden vaak gespecificeerd voor decoratieve hardware, elektrische componenten, sanitairarmaturen en precisie-instrumenten, waarbij zowel uiterlijk als nauwkeurigheid van belang zijn.
- Koper: De superieure thermische en elektrische geleidbaarheid maakt koper onmisbaar voor warmteafvoerplaten, elektrische stroomgeleiders (busbars) en RF-afscherming. CNC-bewerkingsdiensten voor koper vereisen aandacht voor spaanbeheersing en een geschikte keuze van koelvloeistof, maar het materiaal is redelijk goed bewerkbaar.
- Titanium (kwaliteit 2, kwaliteit 5/Ti-6Al-4V): De uitzonderlijke sterkte-op-gewicht-verhouding en biocompatibiliteit maken titanium essentieel voor lucht- en ruimtevaartstructuren en medische implantaat. Titanium CNC-bewerkingsdiensten zijn echter duur. Het materiaal genereert aanzienlijke warmte tijdens het snijden, veroorzaakt snelle slijtage van de gereedschappen en vereist gespecialiseerde gereedschappen en lagere snijsnelheden. De investering is zeker de moeite waard wanneer geen ander materiaal aan uw prestatievereisten voldoet.
- Gelegeerd staal (4140, 4340): Wanneer maximale sterkte en taaiheid prioriteit hebben, bieden CNC-bewerkingsdiensten voor gelegeerd staal opties die beter presteren dan roestvrij staal. Deze materialen worden veelal na bewerking geëmailleerd of gehard voor veeleisende toepassingen zoals tandwielen, assen en constructie-onderdelen.
Inzicht in bewerkbaarheidsclassificaties
Dit heeft direct invloed op uw offerteprijs en levertijd: bewerkbaarheid. Volgens Komacut verwijst bewerkbaarheid naar hoe gemakkelijk een materiaal kan worden gezaagd, gevormd en afgewerkt. Metalen met een hoge bewerkbaarheid vereisen minder snijkracht, genereren minder warmte en leveren betere oppervlakteafwerkingen op – waardoor ze kosteneffectiever zijn voor CNC-bewerking.
Wat bepaalt de bewerkbaarheid? Verschillende factoren spelen hierbij een rol:
- Materiaalhardheid: Hardere materialen veroorzaken snellere slijtage van de gereedschappen en vereisen langzamere snijsnelheden. Inconel 718 vereist bijvoorbeeld gespecialiseerd gereedschap en nauwkeurige snijomstandigheden.
- Warmtegeleidbaarheid: Materialen zoals aluminium dissiperen warmte snel, wat hogere bewerkingsnelheden mogelijk maakt. Materialen met lage warmtegeleidingscoëfficiënt, zoals titanium, houden warmte vast in de snijzone en vereisen daarom zorgvuldig thermisch beheer.
- Spanvorming: Sommige materialen vormen lange, draadachtige spaanders die zich rond het gereedschap kunnen wikkelen. Andere breken in beheersbare spaanders die gemakkelijk uit de snijzone worden verwijderd.
Zoals Ethereal Machines opmerkt, kan het gebruik van aluminiumlegering 6061 bij productie in grote volumes de bewerkingstijd aanzienlijk verkorten ten opzichte van hardere materialen — waardoor de levering versneld wordt zonder afbreuk te doen aan de kwaliteit. Omgekeerd vereist het bewerken van titanium of hoogtemperatuurlegeringen gespecialiseerde gereedschappen en leidt dit vaak tot een aanzienlijke kostenverhoging.
Plasticmaterialen en hun CNC-overwegingen
Metalen domineren de discussies over CNC-bewerking, maar cnc-bewerking van kunststoffen vullen kritieke niche-toepassingen. Technische kunststoffen bieden unieke voordelen: lager gewicht, elektrische isolatie, chemische weerstand en vaak lagere materiaalkosten.
- ABS: Goede slagvastheid en bewerkbaarheid tegen lage kosten. Vaak gebruikt bij prototypes en behuizingen.
- Delrin (acetaal/POM): Uitstekende dimensionele stabiliteit, lage wrijving en hoge stijfheid. Ideaal voor tandwielen, lagers en precisie-mechanische onderdelen.
- Nylon (PA6, PA66): Sterk, slijtvast en zelfsmerend. Gebruikt voor structurele onderdelen en slijtdelen.
- PEEK: Hoogwaardig technisch kunststof met uitzonderlijke chemische weerstand en temperatuurstabiliteit. Vaak gebruikt in medische en lucht- en ruimtevaarttoepassingen — maar duur.
- UHMW-polyethyleen: Extreem lage wrijvingscoëfficiënt. Uitstekend geschikt voor glijdelen, geleidingen en toepassingen met contact met levensmiddelen.
Kunststoffen vormen unieke bewerkingsuitdagingen. Ze zijn zachter dan metalen, wat betekent dat scherpe gereedschappen en geschikte voedingssnelheden essentieel zijn om smelten of vervorming te voorkomen. Sommige kunststoffen absorberen vocht, wat de dimensionale stabiliteit beïnvloedt. En in tegenstelling tot metalen kunnen kunststoffen niet dezelfde strakke toleranties bereiken — reken op iets ruimere specificaties.
Hoe materiaalkeuze de kosten, levertijd en toleranties beïnvloedt
Uw materiaalkeuze heeft gevolgen voor uw hele project:
| Materiaal | Relatieve materiaalkosten | Invloed op bewerkingstijd | Haalbare toleranties |
|---|---|---|---|
| Aluminium 6061 | Laag | Snel — uitstekende bewerkbaarheid | ±0,001 inch gemakkelijk haalbaar |
| Messing C360 | Matig | Snel — vrijbewerkend | ±0,001 inch met uitstekende afwerking |
| Van roestvrij staal | Matig | Matig – zorgen over verharding door bewerking | ±0,001 inch haalbaar met zorg |
| Titaan Grade 5 | Hoge | Traag – aanzienlijke slijtage van de gereedschappen | ±0,001 inch vereist expertise |
| Delrin | Laag-Temiddenmatig | Snel | ±0,002 inch is typisch voor kunststoffen |
De kerninzicht? Volgens HPPI kan het soms voordeliger zijn om een materiaal met betere bewerkbaarheid te kiezen boven een goedkoper alternatief, aangezien dit de totale kosten daadwerkelijk verlaagt door de onderdeelkwaliteit te behouden en de cyclustijden te verkorten. Bij het beoordelen van opties dient u rekening te houden met de totale levenscycluskosten – niet alleen de grondstofprijs.
De keuze van materiaal beperkt ook uw afwerkopties. Niet elke oppervlaktebehandeling is geschikt voor elk basismateriaal. Anodiseren werkt bijvoorbeeld uitstekend op aluminium, maar is niet toepasbaar op staal. Nikkelplating combineert goed met roestvaststaal, maar geeft hechtingsproblemen op aluminium. Denk vroeg in het materiaalkeuzeproces na over uw eis aan de eindafwerking om kostbare verrassingen te voorkomen.
Nu u uw materiaal hebt geselecteerd, is de volgende cruciale stap het correct voorbereiden van uw CAD-bestanden — want zelfs de beste materiaalkeuze kan geen compensatie bieden voor ontwerpgebreken die de kosten opdrijven of het vervaardigen van uw onderdeel onmogelijk maken.
Hoe u CAD-bestanden voorbereidt en kostbare ontwerpgebreken voorkomt
U hebt uw materiaal geselecteerd en het juiste bewerkingsproces geïdentificeerd. Nu volgt een stap die soepele productielopen van dure rampen scheidt: het correct voorbereiden van uw CAD-bestanden. Verrassend genoeg gaan de meeste CNC-bewerkingsaanbieders ervan uit dat u dit al weet — waardoor u het via kostbare proef-en-foutmethodes moet leren. Laten we dat verhelpen.
Uw CAD-bestanden voorbereiden voor succesvolle CNC-bewerking
Uw CAD-bestand is niet alleen een visuele weergave — het is de definitieve bouwtekening die elke snede van de machine beheert. Volgens LeadCNC leidt elke ambiguïteit, fout of ontbrekende informatie in uw CAD-bestand tot problemen verderop in het proces, met als gevolg gebrekkige gereedschapspaden, botsingen van de machine of onderdelen die de kwaliteitscontrole niet halen.
Voordat u bestanden verzendt naar een aanbieder van CNC-prototypebewerkingsdiensten, werkt u deze voorbereidingschecklist af:
- Exporteer in het juiste formaat: Gebruik indien mogelijk STEP-bestanden (.step of .stp). STEP bevat exacte geometrische en topologische informatie, zodat uw model als een echt massief lichaam (en niet als benaderde oppervlakken) wordt overgebracht. Vermijd STL-bestanden voor precisiewerk – deze benaderen oppervlakken met driehoeken, wat niet ideaal is bij nauwe toleranties.
- Controleer uw eenheden: Dit klinkt basis, maar eenhedenverwarring leidt tot volledige productiemislukkingen. Een model dat in inches is ontworpen, maar als millimeters wordt geïnterpreteerd, resulteert in een onderdeel dat 25,4 keer kleiner is. Controleer altijd of uw export gebruikmaakt van de bedoelde eenheden (millimeters of inches) met een schaalverhouding van 1:1.
- Definieer uw coördinatensysteem: Stel een duidelijke onderdeelorigine vast die afgestemd is op de wijze waarop uw onderdeel op de machine wordt gefixeerd. De X-, Y- en Z-assen moeten verwijzen naar het primaire bewerkingsvlak en de beoogde klemrichting.
- Voer geometriecontroles uit: Gebruik de analysehulpmiddelen van uw CAD-software om niet-manifold randen, zeer kleine splintervlakken of open grenzen te identificeren. Deze verborgen gebreken kunnen de berekening van de bewerkingspaden volledig stopzetten.
- Verwijder onnodige details: Verwijder niet-essentiële geometrie, zoals leverancierslogo's, interne schroefdraad die na de bewerking wordt aangebracht, of zeer kleine esthetische afschuiningen op niet-kritieke plaatsen. Het vereenvoudigen van het model versnelt de CAM-verwerking.
Bij het werken met maatwerk CNC-bewerkingsdiensten begint duidelijke communicatie met schone bestanden. Organiseer de geometrie met behulp van lagen of kleuren: plaats referentievlakken op één laag, kritieke kenmerken op een andere laag en gebieden die een speciale afwerking vereisen op een derde laag.
Veelvoorkomende ontwerpfouten die de kosten verhogen
Zelfs ervaren ingenieurs nemen ontwerpbeslissingen die de bewerkingskosten opdrijven of onderdelen opleveren die simpelweg niet kunnen worden vervaardigd. Hieronder vindt u de valkuilen die u moet vermijden:
Scherpe inwendige hoeken: CNC-snijgereedschappen zijn cilindrisch. Ze kunnen fysiek geen perfect scherpe inwendige hoeken van 90 graden maken. Volgens Geomiq moet u een interne radius toevoegen die ten minste 30% groter is dan de radius van uw freesgereedschap. Bijvoorbeeld: bij gebruik van een frees met een diameter van 10 mm dient u interne hoeken te ontwerpen met een minimumradius van 13 mm. Dit vermindert de belasting op het gereedschap en maakt hogere freesnelheden mogelijk.
Onvoldoende wanddikte: Dunne wanden zijn gevoelig voor trillingen, buiging en vervorming tijdens het bewerken. Geomiq adviseert een minimale wanddikte van 0,8 mm voor metalen en 0,15 mm voor kunststoffen. Even belangrijk is de breedte-hoogteverhouding: houd voor niet-ondersteunde, vrijstaande wanden ten minste een verhouding van 3:1 aan om stabiliteit tijdens het frezen te waarborgen.
Te diepe zakken en uitsparingen: Freestools hebben een beperkte reikwijdte. Diepe, smalle kenmerken dwingen tot het gebruik van langere freestools, die minder stijf zijn en gevoeliger voor afbuiging. Zoals vermeld door Vijf groeven , dient u de diepte van zakken te beperken tot maximaal zes keer de diameter van het gereedschap. Dieptes die meer dan tien keer de diameter bedragen, worden ongeacht het beschikbare gereedschap steeds moeilijker uitvoerbaar.
Niet-standaard gatmaten: Standaardgaten kunnen efficiënt worden geboord met algemeen verkrijgbare boren. Niet-standaardmaten vereisen geleidelijke materiaalverwijdering met freesgereedschap, wat de bewerkingstijd en -kosten aanzienlijk verhoogt.
Te grote draaddiepte: De draadsterkte bevindt zich voornamelijk in de eerste paar draadgangen. Beperk de draaddiepte tot maximaal drie keer de gatdiameter. Bij doorgaande gaten laat u aan de onderzijde een ongevraagd stuk van de helft van de gatdiameter vrij.
Onnodig strakke toleranties: Het toepassen van strakke toleranties op elke afmeting is een van de meest voorkomende en kostbare fouten. Standaard-CNC-toleranties van ±0,13 mm zijn voor de meeste kenmerken nauwkeurig genoeg. Reserveer strengere specificaties uitsluitend voor aansluitende oppervlakken en functionele interfaces waar precisie daadwerkelijk van belang is.
Principes van Ontwerp voor Produceerbaarheid
Ontwerp voor Vervaardigbaarheid (DFM) betekent dat u al tijdens het ontwerpproces nadenkt over hoe uw onderdeel daadwerkelijk zal worden vervaardigd. Of u nu werkt met een CNC-bewerkingsprototypeservice-aanbieder in Georgia of met een willekeurige aanbieder van CNC-bewerkingsonderdelen wereldwijd, deze beginselen zijn universeel van toepassing.
Ontwerp voor standaardgereedschap: Volgens Five Flute is het essentieel om te begrijpen welke onderdelen kunnen worden bewerkt met algemeen beschikbare gereedschappen. De meeste werkplaatsen hebben face mills, standaard freesgereedschappen (met diameter van 1/8" tot 1"), bolvormige freesgereedschappen, boorbits in standaardmaten en afschuiningsgereedschappen met hoeken van 60°, 82° en 90° op voorraad. Ontwerp functies die overeenkomen met deze gereedschappen, en u voorkomt vertragingen door te moeten wachten op speciaal gereedschap.
Houd vanaf het begin rekening met de vastzetting: Uw onderdeel moet tijdens de bewerking veilig worden geklemd. Ontwerp vlakke, evenwijdige oppervlakken die op parallelblokken kunnen rusten en stevig in een bankschroef kunnen worden vastgegrepen. Onderdelen zonder duidelijke klemaanslagen vereisen aangepaste spanvorment, wat extra tijd en kosten met zich meebrengt.
Minimaliseer opspanningen: Elke keer dat een onderdeel opnieuw wordt gepositioneerd in de machine, bestaat de kans op uitlijningsfouten en stijgen de arbeidskosten. Ontwerp onderdelen zodanig dat kritieke kenmerken vanuit zo weinig mogelijke oriëntaties kunnen worden bewerkt. Kenmerken die nauwe relatieve toleranties vereisen, moeten toegankelijk zijn binnen dezelfde opspanning.
Vermijd ondersnijdingen waar mogelijk: Kenmerken die niet bereikbaar zijn met een snijgereedschap vanuit de primaire opspanrichting, vereisen ofwel gespecialiseerd gereedschap (zoals T-groefgereedschap) of extra machineassen. Als uw onderdeel ondersnijdingen vereist, controleer dan vooraf of de gekozen CNC-prototypemachinedienstverlener over de juiste capaciteiten beschikt voordat u het ontwerp definitief maakt.
Rekening houden met materiaalspanning: Uitgangsmateriaal bevat vaak interne spanningen. Wanneer grote hoeveelheden materiaal asymmetrisch worden verwijderd, kan het resterende onderdeel vervormen nadat het is losgemaakt van de opspanning. Voor onderdelen met aanzienlijke materiaalverwijdering dient u strategieën voor spanningsverlaging te bespreken met uw machinale partner.
De inspanning die u stopt in een juiste bestandsvoorbereiding en DFM-optimalisatie levert rendement op gedurende uw hele project. Schone ontwerpen worden sneller geciteerd, efficiënter bewerkt en komen bij de eerste poging aan de specificaties tegemoet. Maar zelfs een perfect ontworpen onderdeel heeft geschikte tolerantiespecificaties nodig – en het begrijpen van wat die cijfers daadwerkelijk betekenen, is waar we ons nu op gaan richten.
Uitleg over toleranties en oppervlakteafwerking
U hebt een vlekkeloos CAD-bestand voorbereid en het ideale materiaal geselecteerd. Nu volgt een specificatie die direct van invloed is op zowel de functionaliteit van uw onderdeel als uw projectbudget: toleranties en oppervlakteafwerking. Deze cijfers staan op elke verspaningsconstructietekening, maar de meeste kopers begrijpen niet volledig wat ze betekenen – of wanneer strengere specificaties daadwerkelijk van belang zijn, in tegenstelling tot wanneer ze eenvoudigweg de kosten opdrukken.
Begrip van tolerantieklassen en hun toepassingen
Wat is een tolerantie precies? Volgens American Micro Industries definieert de bewerkings tolerantie de totale toegestane afwijking in afmeting ten opzichte van een gespecificeerde waarde. Aangezien geen enkele machine elke keer identieke resultaten oplevert, stellen tolerenties een gecontroleerde foutmarge vast – vooral cruciaal voor onderdelen die exact op elkaar moeten passen.
Internationale normen bieden een gemeenschappelijke taal voor tolerantiespecificaties. ISO 2768 definieert nauwkeurigheidsniveaus via tolerantieklassen:
- f – Fijn: Strengste algemene tolerenties voor precisietoepassingen
- m – Middelmatig: Standaard commerciële tolerenties, geschikt voor de meeste componenten
- c – Grof: Vereenvoudigde toleranties voor niet-kritieke afmetingen
- v – Zeer grof: Minst strenge tolerenties voor ruwe of decoratieve onderdelen
Wanneer u gebruikmaakt van CNC-precisiebewerkingsdiensten, wordt als standaardvermogen doorgaans ±0,005 inch (0,127 mm) gehandhaafd. Precisiebewerkingen kunnen ±0,001 inch of strenger bereiken wanneer de toepassing daadwerkelijk uitzonderlijke nauwkeurigheid vereist. Maar hier is het cruciale inzicht: kleiner is niet automatisch beter.
| Tolerantiebereik | Typische toepassingen | Relatieve Kosteneffect |
|---|---|---|
| ±0,030" (0,76 mm) | Niet-kritieke kenmerken, uitsparingsgaten, ruwe afmetingen | Basisniveau – meest economisch |
| ±0,005" (0,127 mm) | Standaard commerciële onderdelen, algemene pasvormvereisten | Standaard CNC-mogelijkheden – geen toeslag |
| ±0,001" (0,025 mm) | Precisiepasvormen, aansluitende oppervlakken, kritieke interfaces | Ongeveer tweemaal de basisprijs |
| ±0,0001" (0,0025 mm) | Ultra-precisietoepassingen, lucht- en ruimtevaartlagers, optische componenten | Tot 24 maal de basisprijs |
Volgens Modus Advanced de relatie tussen tolerantie en productiecomplexiteit is niet lineair, maar exponentieel. Die door u opgegeven tolerantie van ±0,001 inch kan uw onderdeelprijs verdubbeld en de levertijd verdriedubbelde hebben ten opzichte van het accepteren van een tolerantie van ±0,005 inch.
Selectie van oppervlakteafwerking buiten de basisbeginselen
Oppervlakteruwheid meet de microscopische afwijkingen op het oppervlak van uw onderdeel na bewerking. De meest gebruikte maatstaf is Ra (gemiddelde ruwheid), uitgedrukt in micrometer (µm). Lagere Ra-waarden betekenen gladdere oppervlakken. Volgens Geomiq liggen Ra-waarden voor geproduceerde onderdelen doorgaans tussen 0,1 µm (uiterst glad) en 6,3 µm (zichtbaar structuurrijk).
Dit is wat de standaardafwerkingsniveaus in werkelijkheid betekenen voor uw onderdelen:
- 3,2 µm Ra: Standaard ‘zoals bewerkt’-afwerking met zichtbare gereedschapsmarkeringen. Geschikt voor de meeste commerciële onderdelen en brengt geen extra kosten met zich mee.
- 1,6 µm Ra: Zwak zichtbare snijmarkeringen. Aanbevolen voor nauwpassende verbindingen en onderdelen die aan lichte belasting zijn onderhevig. Voegt ongeveer 2,5 % toe aan de productiekosten.
- 0,8 µm Ra: Hoogwaardige afwerking die nabewerkingspassen vereist. Ideaal voor onder spanning staande en trillende onderdelen. Voegt ongeveer 5% toe aan de kosten.
- 0,4 µm Ra: Zeer glad, zonder waarneembare sporen. Vereist zorgvuldige bewerking plus polijsten. Verhoogt de kosten tot maximaal 15%.
De oppervlakteafwerking beïnvloedt veel meer dan alleen de esthetiek. Ruwere oppervlakken verhogen de wrijving tussen samenwerkende onderdelen. Gladere afwerkingen verbeteren de vermoeiingsweerstand onder cyclische belasting. Voor afdichtoppervlakken zorgt de juiste Ra-waarde voor een correcte pakkingcompressie. Bij het specificeren van oppervlakteafwerkingen voor hoogprecieze CNC-bewerkingsdiensten moet u uw eisen afstemmen op de werkelijke functie – niet op willekeurige voorkeuren.
Wanneer strakke toleranties de investering waard zijn
Wanneer dient u dus daadwerkelijk de prijspremie te betalen voor CNC-bewerkingsdiensten met nauwe toleranties? Richt u op functionele noodzaak:
Situaties waarbij strakke toleranties vereist zijn:
- Precisielagerpassingen waarbij de as-naar-boorgat-speel de prestatie bepaalt
- Afdichtoppervlakken waarbij de pakkingcompressie nauwkeurig moet worden geregeld
- Montageinterfaces waar meerdere onderdelen nauwkeurig op elkaar moeten passen
- Hoogsnelheidsdraaiende onderdelen waarbij balans cruciaal is
Situaties waar standaardtoleranties voldoende zijn:
- Uitsparingsgaten en niet-aansluitende oppervlakken
- Afmetingen die geen functionele invloed hebben op de montage
- Kenmerken die verder bewerkt zullen worden (gelast, geplakt of geverfd)
- Esthetische elementen waarbij het uiterlijk belangrijker is dan precisie
Een CNC-precisiebewerkingsdienstverlener kan u helpen identificeren welke afmetingen daadwerkelijk strakke toleranties vereisen. Zoals Modus Advanced opmerkt, is de duurste tolerantie vaak degene die geen functioneel voordeel oplevert. Slimme engineers passen strakke specificaties alleen toe waar dat echt nodig is en accepteren standaardtoleranties elders.
Houd ook rekening met het materiaalgedrag. Een aluminium onderdeel van 12 inch expandeert ongeveer 0,003 inch bij elke temperatuurverandering van 18 °F. Het specificeren van toleranties die strakker zijn dan de verwachte thermische variatie leidt tot productieproblemen zonder functioneel voordeel. Neem de werkelijke bedrijfsomstandigheden mee in overweging bij het vaststellen van specificaties.
Het begrijpen van toleranties en afwerking stelt u in staat om geïnformeerde beslissingen te nemen die precisie in evenwicht brengen met de kosten. Maar uw sector kan aanvullende eisen stellen bovenop de basisvereisten voor dimensionele nauwkeurigheid — certificeringen en nalevingsnormen die uw bewerkingspartner moet voldoen.

Sector-specifieke vereisten en kwaliteitscertificaten
U hebt het ontwerp op punt, het juiste materiaal gekozen en geschikte toleranties gespecificeerd. Maar hier is iets wat veel kopers over het hoofd zien totdat het te laat is: voldoet uw bewerkingspartner aan de certificeringen die uw sector daadwerkelijk vereist? In gereguleerde sectoren wordt een perfect bewerkt onderdeel waardeloos afval als het niet is geproduceerd volgens het juiste kwaliteitsmanagementsysteem.
Bewerkingsvereisten voor de automobielindustrie
Bij het inkopen van CNC-bewerkingsdiensten voor de automobielindustrie geldt één certificering boven alle andere: IATF 16949. Dit is niet zomaar een extra kwaliteitsbadge — het is de wereldwijd erkende norm waaraan automobiel-OEM’s hun gehele toeleveringsketen verplichten.
Wat maakt IATF 16949 anders dan basiskwaliteitsnormen? Volgens American Micro Industries combineert deze certificering de principes van ISO 9001 met sector-specifieke eisen voor continue verbetering, foutpreventie en strenge leverancierscontrole. De automobielindustrie vereist consistente, foutloze onderdelen – en IATF 16949 biedt het kader om precies dat te leveren.
Een essentieel onderdeel van automobielcertificering is Statistische Procescontrole (SPC). In plaats van onderdelen pas na productie te inspecteren, bewaakt SPC het productieproces in real-time. Variabelen zoals dimensionale nauwkeurigheid, oppervlakteafwerking en gereedschapsslijtage worden continu gevolgd, waarbij controlelimieten ingrijpen activeren voordat fouten optreden. Deze proactieve aanpak detecteert problemen op het moment dat er nog tijd is om ze te corrigeren.
Voor automobielprojecten is het samenwerken met een IATF 16949-gecertificeerde faciliteit zoals Shaoyi Metal Technology zorgt ervoor dat uw onderdelen voldoen aan de strenge traceerbaarheids- en procescontrolestandaarden die grote fabrikanten stellen. Hun SPC-implementatie levert onderdelen met hoge toleranties op, met levertijden van slechts één werkdag – naadloos schaalbaar van snelle prototyping tot massaproductie.
Essentiële certificeringen voor de lucht- en ruimtevaart- en medische sector
Toepassingen in de lucht- en ruimtevaart- en medische sector delen een gemeenschappelijk kenmerk: falen is geen optie. De certificeringen die deze sectoren reguleren, weerspiegelen deze realiteit.
AS9100D voor de lucht- en ruimtevaart: Als uw onderdelen in de lucht vliegen, is AS9100-certificering onmisbaar. Volgens het Performance Review Institute bouwt AS9100 voort op de ISO 9001-eisen en vult deze aan met extra kwaliteitssysteemeisen die door de lucht- en ruimtevaartsector zijn vastgesteld om te voldoen aan de kwaliteitseisen van het Amerikaanse Ministerie van Defensie (DOD), NASA en de FAA.
Wat betekent dit in de praktijk voor CNC-bewerkingsdiensten voor de lucht- en ruimtevaart? De norm benadrukt:
- Risicobeheer: Systematische identificatie en beperking van mogelijke foutmodi gedurende het gehele productieproces
- Configuratiebeheer: Strenge revisiebeheersing om ervoor te zorgen dat elk onderdeel overeenkomt met het goedgekeurde ontwerp
- Productveiligheid: Ingebouwde controles om namaakonderdelen te voorkomen en materialenspoorbaarheid te garanderen vanaf de staaf tot het afgewerkte onderdeel
- Eerste artikelcontrole (FAI): Gedocumenteerde verificatie dat productieprocessen consistent aan de specificaties kunnen voldoen
Bij het kiezen van een CNC-bewerkingsdienst voor lucht- en ruimtevaart moet u vóór aanvang de AS9100D-certificering bevestigen. Volgens Frigate vereisen meer dan 80% van de wereldwijde lucht- en ruimtevaartbedrijven AS9100-certificering van hun CNC-leveranciers.
ISO 13485 voor medische hulpmiddelen: CNC-bewerkingsdiensten voor medische toepassingen vallen onder het toezicht van de FDA in de Verenigde Staten en moeten voldoen aan ISO 13485 – de definitieve norm voor kwaliteitsmanagementsystemen in de productie van medische hulpmiddelen. Deze certificering stelt strenge eisen aan ontwerp, fabricage, spoorbaarheid en risicobeheersing.
Belangrijke eisen zijn:
- Gedetailleerde documentatiepraktijken voor elke productiestap
- Volledige batchspoorbaarheid, waardoor terugroepacties mogelijk zijn indien problemen optreden
- Gevalideerde processen die consistente resultaten over productieruns garanderen
- Effectieve procedures voor het afhandelen van klachten en terugroepacties
De faciliteiten moeten ook voldoen aan FDA 21 CFR Deel 820 (Quality System Regulation), die het productontwerp, de productie en de traceerbaarheid regelt voor toegang tot de Amerikaanse markt.
Waarom kwaliteitscertificaten belangrijk zijn voor uw project
Buiten naleving van de wetgeving vormen certificaten betrouwbare indicatoren van operationele uitmuntendheid. Bij de beoordeling van CNC-bewerkingsdiensten dient u te overwegen wat elke certificering daadwerkelijk valideert:
- ISO 9001:2015: De internationaal erkende basisnorm voor kwaliteitsmanagementsystemen. Toont gedocumenteerde procedures, prestatiebewaking en toewijding aan continue verbetering. Geschikt voor algemene commerciële en industriële toepassingen waar sector-specifieke certificeringen niet verplicht zijn.
- IATF 16949: Een op de automobielindustrie gerichte kwaliteitsmanagementnorm die ISO 9001 combineert met procesgoedkeuringsprocedures voor productonderdelen, methodologieën voor foutpreventie en eisen voor supply chain-beheer.
- AS9100D: Standaard specifiek voor de lucht- en ruimtevaartsector die risicobeheer, configuratiebeheer en uitgebreide traceerbaarheidseisen toevoegt aan de ISO 9001-grondslag.
- ISO 13485: Kwaliteitsmanagementsysteem voor medische hulpmiddelen, met nadruk op ontwerpcontroles, procesvalidatie en naleving van wet- en regelgeving ter bevordering van de patiëntveiligheid.
- NADCAP: National Aerospace and Defense Contractors Accreditation Program – erkent speciale processen zoals warmtebehandeling, chemische bewerking en niet-destructief onderzoek volgens de hoogste normen.
Volgens American Micro Industries beïnvloeden certificaten CNC-bewerking doordat zij ervoor zorgen dat teams hoge kwaliteitsnormen handhaven en praktijkervaring aanvullen voor consistent superieure resultaten. Goed gecertificeerde processen betekenen dat de methoden en apparatuur zelf worden gehandhaafd volgens gedocumenteerde normen, wat consistentie van partij tot partij waarborgt.
Welke certificaten zijn er dus daadwerkelijk vereist voor uw project? Stel uzelf deze vragen:
- Zullen deze onderdelen worden gebruikt in toepassingen voor de lucht- en ruimtevaart-, defensie- of ruimtevaartsector? → AS9100D is vereist
- Zijn deze onderdelen bestemd voor medische apparaten die in de VS of de EU worden verkocht? → Vereist ISO 13485
- Zullen deze onderdelen de toeleveringsketen van een automobiel-OEM binnengaan? → Vereist IATF 16949
- Is dit een algemene commerciële toepassing zonder specifieke regelgeving? → ISO 9001 biedt voldoende kwaliteitsborging
Ga er niet vanuit dat de algemene bewerkingscapaciteit van een bedrijf automatisch overeenkomt met gecertificeerde productie. Controleer certificeringen direct – gerenommeerde leveranciers tonen hun accreditaties duidelijk en kunnen op verzoek kopieën van hun certificaten verstrekken. Het prijsverschil tussen gecertificeerde en niet-gecertificeerde productie is veel kleiner dan de kosten van afgewezen onderdelen of mislukte audits.
Het begrijpen van certificeringsvereisten beschermt uw project tegen nalevingsmislukkingen. Certificeringen vertegenwoordigen echter slechts één factor in de totale projectkosten – en de meeste CNC-bewerkingsoffertes laten kopers raden naar de werkelijke factoren die de prijs bepalen.
Factoren die de kosten van CNC-bewerking beïnvloeden en transparantie bij prijsopgaven
Hebt u ooit een CNC-offerte ontvangen waarvan u zich afvroeg hoe het bedrijf op dat bedrag was gekomen? U bent niet alleen. De meeste bewerkingsbedrijven behandelen prijsbepaling als een black box – upload uw bestand, ontvang een offerte en hoop op het beste. Maar begrijpen wat de werkelijke kosten van CNC-bewerking bepaalt, geeft u de controle. Laten we de prijsvergelijking uiteenzetten, zodat u slimmere ontwerpbeslissingen kunt nemen en onverwachte budgetposten kunt voorkomen.
Wat bepaalt de kosten van CNC-bewerking?
Volgens RapidDirect is de basisformule voor de kosten eenvoudig:
Totale kosten = Materiaalkosten + (Bewerkingstijd × Machineprijs) + Instelkosten + Afwerkkosten
Elk onderdeel draagt op een andere manier bij, afhankelijk van uw specifieke project. Hieronder vindt u de details:
| Kostenfactor | Wat het omvat | Relatieve impact |
|---|---|---|
| Materiaalkosten | Benodigde grondstof, materiaalkwaliteit, afval door te grote staven | 10–30% van de totale kosten |
| Bewerkingstijd | Duur van het snijden, complexiteit van het gereedschapsbaanpad, voedingssnelheden, gereedschapswisselingen | 40–60% van de totale kosten |
| Voorbereidingskosten | CAM-programmering, spanmiddelen, gereedschapinstelling, verificatie van het eerste exemplaar | Vast per batch – heeft een sterke impact op lage volumes |
| Afwerkingskosten | Ontbraming, oppervlaktebehandelingen, coatings, inspectievereisten | 5–25%, afhankelijk van de vereisten |
Machinekosten variëren sterk per type apparatuur. Volgens Komacut bedragen de kosten voor een basis 3-assige freesmachine $40–75 per uur, terwijl 5-assige machines $75–150 per uur of meer kosten. De machine die u nodig hebt, hangt volledig af van de geometrie van uw onderdeel: het gebruik van een 5-assige machine voor een eenvoudige beugel is geldverspilling, maar proberen complexe lucht- en ruimtevaartgeometrie op 3-assige apparatuur te bewerken leidt tot onmogelijke productiesituaties.
Hoe ontwerpkeuzes uw budget beïnvloeden
Dit is iets wat de meeste kopers niet beseffen: tot 80% van uw productiekosten wordt vastgelegd tijdens de ontwerpfase. Uw geometrische keuzes bepalen direct de bewerkingstijd – en de bewerkingstijd is doorgaans het grootste kostenonderdeel.
Ontwerpkenmerken die de kosten opdrijven, zijn onder andere:
- Diepe, smalle uitsparingen: Vereisen uitgestrekte gereedschappen die traag snijden en gemakkelijk buigen
- Dunne wanden: Vereist lagere voedingssnelheden om trillingen en vervorming te voorkomen
- Strakke binnenhoeken: Vereisen kleinere gereedschappen met langere bewerkingsduur
- Onderkanten en complexe contouren: Vereisen vaak 5-assige bewerking of gespecialiseerd gereedschap
- Te strenge toleranties: Verlengen de inspectietijd, vereisen langzamere snijsnelheden en kunnen leiden tot afval
De keuze van het materiaal heeft ook gevolgen voor andere processen. Volgens U-Need vereisen titanium en hoogwaardige staalsoorten langzamere bewerkingsnelheden en veroorzaken snelle slijtage van het gereedschap — waardoor ze aanzienlijk duurder zijn dan aluminium of messing. Indien de functionele eisen dit toelaten, is het kiezen van een beter bewerkbaar materiaal één van de snelste manieren om de prototypetarieven te verlagen.
Bij de beoordeling van CNC-bewerkingsdiensten voor middelgrote onderdelen of grote CNC-bewerkingsdiensten speelt de afmeting een rol voor de materiaalkosten. Grotere onderdelen vereisen meer grondstof en genereren meer afval. Onderdelen die zijn ontworpen op basis van standaardgrondstofafmetingen (gangbare staven, platen of billetten) minimaliseren afval en verlagen de materiaalkosten.
Prijsdynamiek bij prototyping versus productie
Waarom zijn prototypes zo duur per stuk? Het antwoord ligt in de instelkosten. Programmeren, het aanmaken van spanmiddelen, gereedschapsinstelling en verificatie van het eerste exemplaar zijn vaste kosten die niet schalen met het aantal onderdelen. Verdeel deze kosten over één onderdeel, dan draagt elk stuk de volledige last. Verdeel ze over honderden onderdelen, dan wordt de impact per stuk verwaarloosbaar.
Bekijk dit voorbeeld uit de kostenanalyse van RapidDirect:
| Hoeveelheid | Instelkosten per stuk | Trend prijs per stuk |
|---|---|---|
| 1 stuk | $300 (volledige instelkosten inbegrepen) | Hoogst – prototypeprijzen |
| 10 stuks | $30 per stuk | Aanzienlijke verlaging |
| 100 stuks | $3 per stuk | Benadert productiekosten |
| 500+ stuks | <$1 per stuk | Efficiënte CNC-bewerkingsdiensten voor grote volumes |
Dit is precies de reden waarom CNC-bewerkingsdiensten voor kleine volumes en CNC-bewerkingsdiensten voor productie in lage volumes een hogere prijs per stuk hebben. De investering in de opzet blijft hetzelfde, of u nu één onderdeel of vijftig onderdelen produceert.
Op zoek naar een betaalbare CNC-bewerkingsdienst zonder in te boeten op kwaliteit? Richt u op de volgende strategieën:
- Vereenvoudig de Geometrie om de bewerkingstijd te verkorten en speciale gereedschappen te vermijden
- Verlichte toleranties op niet-kritieke afmetingen
- Kies bewerkbare materialen zoals aluminium 6061 of messing C360
- Consolideer Orders indien mogelijk om de opzetkosten te spreiden
- Beperk de eisen aan oppervlakteafwerking tot wat functioneel noodzakelijk is
Afwerkingsprocessen voegen een extra kostenlaag toe. Anodiseren, poedercoaten, polijsten en gespecialiseerde coatings vereisen elk aparte verwerkingsstappen met eigen arbeids- en materiaalkosten. Volgens U-Need kan nabewerking, afhankelijk van de complexiteit en het oppervlak, tussen de 5% en 25% aan uw totale kosten toevoegen.
De kerninzicht? De prijs is niet willekeurig — deze weerspiegelt direct uw ontwerpbeslissingen, materiaalkeuzes, hoeveelheidsvereisten en afwerkingspecificaties. Door deze factoren te begrijpen, krijgt u de mogelijkheid om de kosten te optimaliseren zonder in te boeten op de functies die daadwerkelijk van belang zijn voor uw toepassing. Nu de kostenfactoren duidelijk zijn, is de volgende overweging waar u uw bewerkingsdiensten het beste kunt inkopen — en de afwegingen tussen lokale, online en internationale dienstverleners.
Kiezen tussen lokale, online en internationale dienstverleners
U begrijpt de kosten, certificeringen en technische vereisten. Nu komt een praktische vraag die uw hele inkoopervaring vormgeeft: waar moet u uw onderdelen eigenlijk laten produceren? Het antwoord is niet zo eenvoudig als het goedkoopste offerte kiezen. Uw keuze tussen lokale werkplaatsen, online platforms en internationale leveranciers leidt tot afwegingen die doorwerken in levertijden, communicatiekwaliteit en projectresultaten.
Lokaal versus online CNC-diensten
Wanneer u zoekt naar cnc-bewerkingsdiensten in mijn buurt, geeft u prioriteit aan nabijheid – en deze beslissing biedt daadwerkelijke voordelen. Volgens 3ERP kunnen lokale CNC-bewerkingsdiensten kortere levertijden en lagere verzendkosten opleveren. Maar er is meer om rekening mee te houden dan alleen geografie.
Lokale CNC-bewerkingsdiensten in mijn buurt bieden duidelijke voordelen:
- Directe communicatie: Persoonlijke vergaderingen, bezoeken aan de werkplaats en onmiddellijke feedback op ontwerpgerelateerde vragen
- Snellere iteratie: Snelle doorlooptijd voor revisies en de mogelijkheid om dringende onderdelen dezelfde dag op te halen
- Relatiebeheer: Langetermijnpartnerschappen waarbij de werkplaats uw specificaties en kwaliteitseisen begrijpt
- Vereenvoudigde logistiek: Geen douaneformaliteiten, kortere verzendafstanden en eenvoudigere retournering bij eventuele problemen
Online CNC-bewerkingsdienstplatforms hanteren een fundamenteel andere aanpak. Volgens XTJ Precision gebruiken online platforms automatische offertes, live tracking en een uitgebreid netwerk van leveranciers wereldwijd – wat doorgaans leidt tot snellere levering en consistenter kwaliteit voor standaardprojecten.
Wanneer is elk model geschikt?
- Kies lokaal als u hands-on samenwerking nodig hebt, complexe ontwerpen heeft die technische ondersteuning vereisen of waarde hecht aan het opbouwen van een langetermijnproductiepartnerschap
- Kies online platformen wanneer u direct offertes nodig hebt, gestandaardiseerde onderdelen, snelle monsters of wanneer u op afstand werkt met verspreide teams
Online CNC-bewerkingsdiensten onderscheiden zich door efficiëntie. Upload uw bestand, ontvang automatisch geprijsde offertes en volg uw bestelling via een dashboard — allemaal zonder telefoontjes of e-mailketens. Maar zoals XTJ opmerkt, communiceert u mogelijk weinig met de mensen die uw onderdelen vervaardigen, wat het moeilijker kan maken om complexe problemen op te lossen of speciale vereisten uit te leggen.
Samenwerken met internationale bewerkingspartners
Internationale inkoop — met name CNC-bewerkingsdiensten uit China — voegt een extra dimensie toe aan uw besluitvorming. De kostenvoordelen kunnen aanzienlijk zijn, maar ook de overwegingen daarbij.
Voordelen van internationale bewerkingspartners:
- Lagere arbeidskosten: Lagere uurprijzen vertalen zich in lagere prijzen per onderdeel, vooral bij arbeidsintensieve projecten
- Enorme capaciteit: Grote faciliteiten kunnen naadloos schalen van prototypen naar productie in grote volumes
- Uitgebreidere toegang tot materialen: Sommige internationale leveranciers hebben ruimere materiaalvoorraden
Uitdagingen die management vereisen:
- Communicatiebarrières: Tijdzoneverschillen, taalkundige nuances en culturele benaderingen van probleemoplossing
- Lange levertijden: Zeevracht voegt weken toe; luchtvrachtkosten ondermijnen prijsvoordelen
- Kwaliteitsverificatie: Afstand maakt faciliteitsaudits en inspecties tijdens de productie moeilijker
- Intellectuele Eigendomszorgen: Gegevensbeveiliging en ontwerpbescherming vereisen zorgvuldig contractbeheer
Volgens Norck moet een gerenommeerde internationale leverancier beschikken over een geformaliseerd kwaliteitsmanagementsysteem, zoals ISO 9001-certificering, wat wijst op een systematische aanpak van kwaliteit gedurende alle operationele processen. Voor sterk gereguleerde sectoren dient u specifieke certificaten te verifiëren voordat u orders plaatst.
Service-type afstemmen op projectvereisten
De kenmerken van uw project moeten uw inkoopbeslissing bepalen. Houd bij de beoordeling van opties rekening met de volgende factoren:
- Dringendheid: Hebt u onderdelen nodig binnen enkele dagen? Lokale of binnenlandse online platforms zijn dan de winnaar. Kan u 4–6 weken wachten? Dan wordt internationale prijsstelling aantrekkelijk.
- Complexiteit: Eenvoudige, duidelijk omschreven onderdelen zijn geschikt voor offertes via online platforms. Complexe vormen profiteren van direct technisch overleg.
- Volume: Prototypen en kleine series profiteren van lokale flexibiliteit. Voor grootschalige productie is de logistieke overhead van internationale levering gerechtvaardigd.
- Kritikaliteit: Lucht- en ruimtevaart- of medische onderdelen die volledige traceerbaarheid vereisen, moeten worden geleverd door gecertificeerde binnenlandse leveranciers. Commerciële onderdelen bieden meer flexibiliteit.
- Budgetbeperkingen: Strakke budgetten drijven naar internationale of online efficiëntie. Hogere budgetten kunnen prioriteit geven aan relatie en responsiviteit.
Zoals 3ERP benadrukt, is de goedkoopste optie niet altijd de beste – kwaliteit mag nooit worden opgeofferd voor kostenbesparing. Een onderdeel dat te laat arriveert, niet voldoet aan de inspectie of herstelwerkzaamheden vereist, kost veel meer dan een premie betalen voor betrouwbare levering.
Veel succesvolle inkoopstrategieën combineren verschillende aanpakken: lokale partners voor dringende prototypes en complexe ontwikkelingswerkzaamheden, online platforms voor gestandaardiseerde productieonderdelen en internationale leveranciers voor kostengevoelige grootschalige productielopen.

De juiste CNC-bewerkingspartner kiezen voor uw project
U hebt een enorme hoeveelheid informatie opgenomen – van bewerkingsprocessen en materiaalkeuze tot tolerantiespecificaties en kostenfactoren. Nu komt het moment van de waarheid: hoe evalueert en selecteert u eigenlijk een CNC-bewerkingsdienstverlener die perfect aansluit bij de specifieke behoeften van uw project? De juiste partner levert niet alleen onderdelen, maar wordt een uitbreiding van uw engineeringteam en helpt u bij het navigeren door uitdagingen en het opschalen van eerste concepten naar volledige productie.
Belangrijke criteria voor partnerselectie
Het selecteren van de beste CNC-bewerkingsbedrijven en -diensten vereist een systematische beoordeling in plaats van simpelweg de laagste offerte te accepteren. Volgens Avanti Engineering moeten fabrikanten de projectvereisten definiëren, de capaciteiten van leveranciers beoordelen, certificeringen evalueren, levertijden in overweging nemen, kosten versus waarde analyseren en communicatie- en technische ondersteuning beoordelen.
Hieronder vindt u een checklist met prioriteiten om uw beoordeling te leiden:
- Controleer of de capaciteiten overeenkomen: Beschikt de werkplaats over de machines die nodig zijn voor uw onderdelen? Controleer of zij over de juiste machines beschikken (3-assig, 5-assig, draaibanken, Swiss-machines) en of zij aan uw materiaalspecificaties kunnen voldoen. Een CNC-bewerkingsdienstverlener die uitstekend is in aluminiumprototypen, heeft mogelijk geen ervaring met titanium lucht- en ruimtevaartcomponenten.
- Bevestig relevante certificeringen: Pas certificeringen aan op basis van de vereisten van uw sector. Voor automotive-projecten is IATF 16949 verplicht. Voor de lucht- en ruimtevaartsector geldt AS9100D. Voor medische toepassingen is ISO 13485 vereist. Voor algemene commerciële werkzaamheden is minimaal ISO 9001:2015 vereist. Vraag kopieën van certificaten aan — ga niet uit van aannames.
- Beoordeel kwaliteitssystemen: Buiten certificeringen om, dient u ook hun inspectiemogelijkheden te begrijpen. Beschikken zij over CMM-apparatuur voor dimensionele controle? Hoe voeren zij eerste-artikelinspecties uit? Wat is hun gedocumenteerde procedure voor niet-conforme onderdelen?
- Beoordeel de levertijdprestaties: Kunnen zij aan uw planning voldoen? Volgens Protolabs Network kunnen levertijden bij gevestigde leveranciers variëren van 5 werkdagen tot meerdere weken, afhankelijk van de complexiteit. Onderscheid duidelijk tussen standaard- en versnelde levertijden.
- Begrijp de prijsstructuur: Transparante prijsstelling is beter dan onduidelijke offertes. De beste contractuele CNC-bewerkingsdiensten leggen uit wat hun kosten bepaalt en bieden optimalisatievoorstel om uw kosten te verlagen.
- Beoordeel de reactiesnelheid op communicatie: Hoe snel reageren zij op vragen? Bieden zij toegewezen contactpersonen voor het project? Volgens Longsheng MFG helpt efficiënte communicatie om tijdig problemen op te lossen die tijdens de samenwerking optreden.
- Controleer referenties en trackrecord: Vraag case studies of klantreferenties in uw branche aan. Een bewezen geschiedenis met vergelijkbare projecten vermindert uw risico aanzienlijk.
Uitschalen van prototype naar productie
Eén van de meest over het hoofd gezien criteria bij de selectie? Schaalbaarheid. Uw eerste bestelling kan bestaan uit een handvol prototypes, maar succesvolle producten vereisen uiteindelijk duizenden productieonderdelen. Het vinden van een partner die met u mee kan groeien, voorkomt pijnlijke leverancierswisselingen halverwege het project.
Zoek naar indicatoren van schaalbaarheid:
- Uitrustingdiepte: Meerdere machines met vergelijkbare capaciteit maken volumeproductie mogelijk zonder capaciteitsbeperkingen
- Procesdocumentatie: Goed gedocumenteerde instellingen kunnen naadloos worden overgenomen van prototype- naar productieruns
- Statistische procesbeheersing: SPC-implementatie waarborgt consistentie naarmate de volumes stijgen
- Secundaire bewerkingen: Interne afwerking-, montage- of verpakkingsmogelijkheden vereenvoudigen het beheer van de supply chain op grote schaal
Overweeg dit scenario: u ontwikkelt een prototype bij één bedrijf, maar ontdekt vervolgens dat zij niet over voldoende capaciteit beschikken voor uw productieopdracht van 10.000 stuks. Nu moet u een nieuwe leverancier opnieuw kwalificeren, toleranties opnieuw verifiëren en mogelijk zelfs opnieuw ontwerpen voor andere machinecapaciteiten. Deze verstoring kost tijd, geld en momentum.
Partners met IATF 16949-certificering onderscheiden zich bijzonder goed bij deze overgang. De automobielkwaliteitsnorm vereist gedocumenteerde processen voor goedkeuring van productieonderdelen (PPAP), waarmee de overdracht van ontwikkeling naar massaproductie formeel wordt vastgelegd. Installaties zoals Shaoyi Metal Technology bevorderen deze capaciteit — hun IATF 16949-gecertificeerde activiteiten en strikte implementatie van statistische procescontrole (SPC) leveren componenten met hoge nauwkeurigheid, met levertijden vanaf één werkdag, en schalen naadloos van snelle prototyping naar massaproductie voor complexe chassisassen en aangepaste metalen lagers.
Bovendien moet u overwegen of uw partner CNC-machinehersteldiensten of onderhoudsdiensten voor CNC-machines aanbiedt. Werkplaatsen die hun eigen apparatuur intern onderhouden, tonen vaak een dieper technisch inzicht en een betrouwbaardere uptime dan bedrijven die al het onderhoud uitbesteden. Deze operationele capaciteit vertaalt zich in een consistenter leverprestatie.
Zet de volgende stap
Met de kennis die u uit deze gids hebt opgedaan, bent u in staat om weloverwogen beslissingen te nemen over uw CNC-bewerkingsprojecten. Zo gaat u effectief verder:
Voor uw directe project:
- Verzamel uw CAD-bestanden, materiaalspecificaties, tolerantievereisten en hoeveelheidsbehoeften
- Identificeer welke certificeringen uw toepassing vereist
- Vraag offertes aan bij 2–3 leveranciers die voldoen aan uw vereiste capaciteiten en certificeringscriteria
- Vergelijk niet alleen de prijs, maar ook de levertijd, de kwaliteit van de communicatie en de technische ondersteuning
Voor duurzaam succes:
- Bouw relaties op met partners die uw branche en kwaliteitseisen begrijpen
- Investeer tijd in ontwerpevaluaties voor vervaardigbaarheid voordat u de ontwerpen definitief maakt
- Stel duidelijke communicatiekanalen en verwachtingen vast voor lopende projecten
- Voer periodiek audits uit bij uw leveranciersbasis om te waarborgen dat de capaciteiten blijven aansluiten op uw behoeften
Vergeet niet dat het goedkoopste offerte zelden de beste waarde oplevert. Onderdelen die te laat arriveren, de inspectie niet halen of herstelwerk vereisen, kosten veel meer dan de schijnbare besparingen. De juiste CNC-machineservicepartner combineert concurrerende prijzen met betrouwbare kwaliteit, responsieve communicatie en de capaciteit om uw groei te ondersteunen.
Of u nu uw eerste concept prototypeert of overgaat op massaproductie: de principes die in deze gids worden uiteengezet — van het begrijpen van bewerkingsprocessen en het beoordelen van certificaten tot het optimaliseren van ontwerpen voor vervaardigbaarheid — helpen u met vertrouwen door de wereld van CNC-bewerking te navigeren. Uw productiematige succes begint met de juiste keuze van een partner.
Veelgestelde vragen over CNC-machineservices
1. Hoeveel kost een CNC-bewerkingsdienst?
De kosten voor CNC-bewerking liggen doorgaans tussen de $50 en $150 per uur, met instelkosten die beginnen bij $50 en voor complexe projecten meer dan $1.000 kunnen bedragen. De totaalprijs is afhankelijk van de keuze van materiaal (aluminium is goedkoper dan titanium), de geometrische complexiteit, de tolerantievereisten en de bestelde hoeveelheid. Prototypen zijn per stuk duurder, omdat de instelkosten over minder onderdelen worden verdeeld, terwijl productieomvang van 500 stuks of meer de kosten per stuk aanzienlijk verlaagt, aangezien de instelkosten dan verwaarloosbaar worden.
2. Wat zijn CNC-bewerkingsdiensten?
CNC-bewerkingsdiensten zijn professionele productieoplossingen waarbij vooraf geprogrammeerde computersoftware gereedschapsmachines bestuurt, waaronder freesmachines, draaibanken en meervoudige-assystemen, om ruwe materiaalblokken te transformeren in op maat gemaakte onderdelen. Dit subtractieve productieproces verwijdert materiaal van massief uitgangsmateriaal om nauwkeurige componenten met strakke toleranties te maken; standaard wordt doorgaans een tolerantie van ±0,005 inch gehandhaafd. De diensten omvatten frezen, draaien, Swiss-bewerking en diverse afwerkingsprocessen voor metalen en kunststoffen.
3. Wat is het uurloon voor een CNC-machine?
De uurtarieven voor CNC-machines variëren per type machine en complexiteit. Eenvoudige 3-assige freesmachines kosten doorgaans $40–75 per uur, terwijl 5-assige machines $75–150 per uur of meer vragen vanwege hun geavanceerde mogelijkheden. Deze tarieven weerspiegelen de machine-exploitatiekosten, slijtage van gereedschap en de expertise van de operator. Het kiezen van het geschikte machinetype voor de geometrie van uw onderdeel—i.p.v. standaard te kiezen voor de meest geavanceerde optie—helpt de kosten te optimaliseren zonder in te boeten op kwaliteit.
4. Welke certificaten moet ik zoeken bij een CNC-bewerkingspartner?
De vereiste certificaten hangen af van uw sector. Voor automotive-toepassingen is certificering volgens IATF 16949 met implementatie van Statistische Procescontrole (SPC) vereist. Voor lucht- en ruimtevaartcomponenten is certificering volgens AS9100D vereist voor risicobeheer en traceerbaarheid. Voor de productie van medische hulpmiddelen is naleving van ISO 13485 noodzakelijk. Voor algemene commerciële toepassingen geldt meestal ISO 9001:2015 als basisvereiste. Faciliteiten met IATF 16949-certificering, zoals Shaoyi Metal Technology, bieden snelle prototyping tot massaproductie met levertijden vanaf één werkdag.
5. Hoe kies ik tussen lokale, online en internationale CNC-diensten?
Pas uw inkoopbeslissing aan de projectvereisten aan. Lokale diensten zijn uitstekend wanneer u hands-on samenwerking, complexe technische ondersteuning of ophaling op dezelfde dag voor dringende onderdelen nodig hebt. Online platforms bieden direct offertes en gestandaardiseerde processen voor eenvoudige, duidelijk omschreven componenten. Internationale leveranciers bieden kostenvoordelen bij productie in grote volumes, maar brengen een verzendtijd van 4–6 weken met zich mee en vereisen zorgvuldige kwaliteitscontrole. Veel succesvolle strategieën combineren verschillende aanpakken: lokaal voor prototypes, online voor standaardonderdelen en internationaal voor grootschalige productielopen.