 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

Fabrikanten van CNC-machineonderdelen: 9 binnengekomen geheimen die kopers eerder hadden willen weten

Inzicht in fabrikanten van CNC-machineonderdelen en hun industriële rol
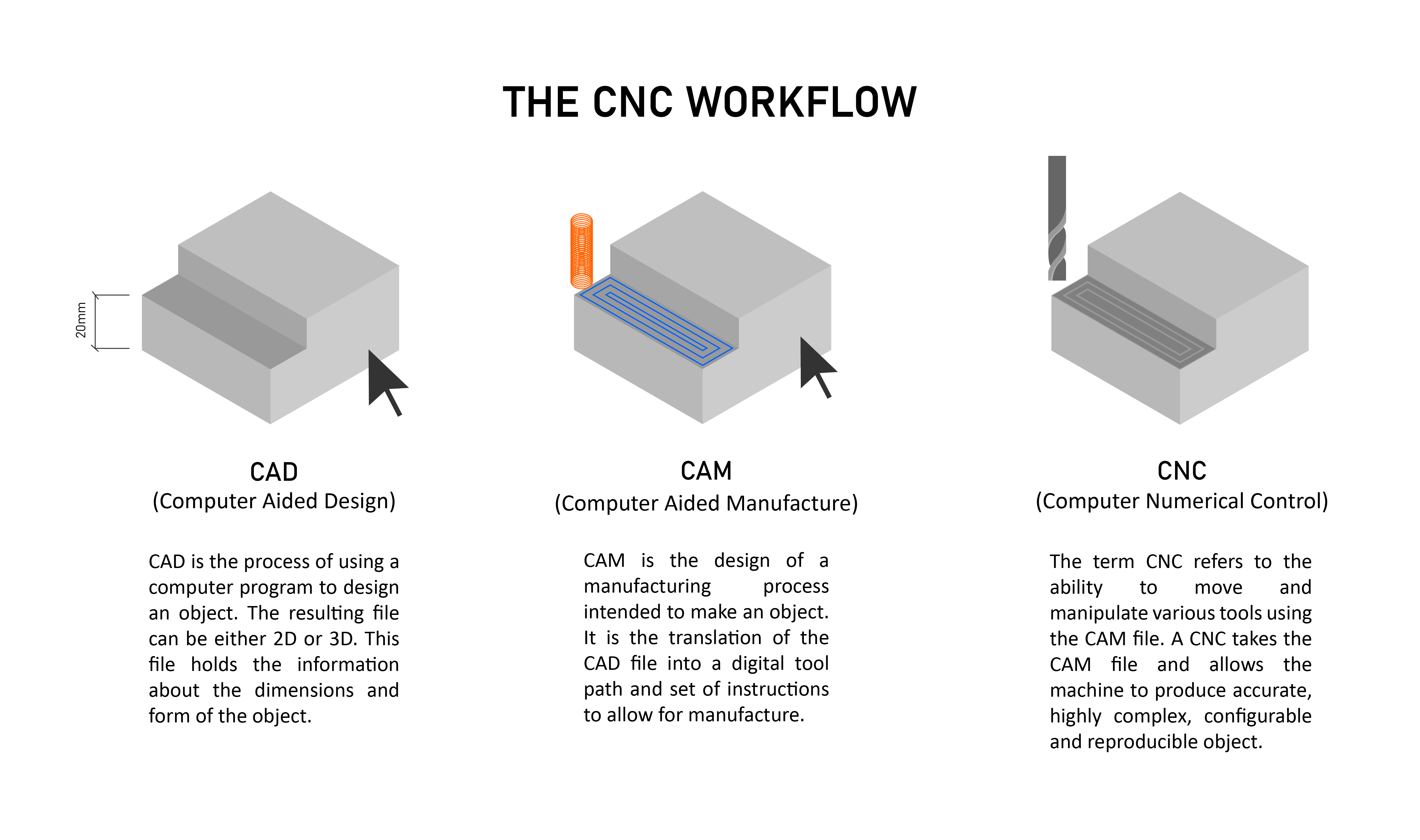
Hebt u zich ooit afgevraagd hoe ruw metaal wordt omgezet in de ingewikkelde onderdelen die uw auto- of medische apparatuur aandrijven? Dat is precies waar fabrikanten van CNC-machineonderdelen een rol spelen. Deze gespecialiseerde bedrijven vormen de ruggengraat van de moderne productie en zetten technische tekeningen met buitengewone nauwkeurigheid om in fysieke producten.
In tegenstelling tot algemene constructiewerkplaatsen die zich voornamelijk richten op snijden en lassen, zijn deze fabrikanten gespecialiseerd in productie met hoge precisie. Zij maken gebruik van computergestuurde machines om exacte afmetingen en strakke toleranties te bereiken — vaak gemeten in microns. Beschouw ze als de precisiespecialisten van de industriële wereld, waar elk tiende van een millimeter telt.
Wat fabrikanten van CNC-machineonderdelen werkelijk doen
In wezen zetten deze fabrikanten grondstoffen—meestal metalen zoals aluminium, staal en titanium—om in afgewerkte machineonderdelen via computergestuurde bewerkingsprocessen. Maar wat hen onderscheidt van gewone machinebedrijven, is dat zij precisie, reproduceerbaarheid en schaalbaarheid bieden die algemene werkplaatsen eenvoudigweg niet kunnen evenaren.
Wanneer u samenwerkt met gespecialiseerde CNC-bewerkingsdiensten, krijgt u toegang tot mogelijkheden zoals:
- CNC Draaien: Het vervaardigen van cilindrische onderdelen zoals assen, lagers en klepstelen door het werkstuk te laten draaien tegen snijgereedschappen aan
- CNC Fretten: Het maken van vlakke oppervlakken, contouren, groeven en complexe 3D-vormen met behulp van roterende snijgereedschappen
- Multias-bewerking: Het produceren van ingewikkelde onderdelen met complexe geometrieën door gelijktijdige beweging over meerdere assen
- Secundaire bewerkingen: Oppervlakteafwerking, warmtebehandeling en montage diensten die de productiecyclus voltooien
Het verschil is aanzienlijk. Terwijl een algemene machinefabriek diverse bewerkingsopdrachten voor metalen kan uitvoeren, investeren fabrikanten van CNC-machineonderdelen zwaar in geavanceerde machines, kwaliteitsmanagementsystemen en gespecialiseerde expertise. Volgens branchexperts , integreren moderne installaties meervoudige assen CNC-machines die snellere productie, minder fouten en consistente kwaliteit over productiebatchen heen mogelijk maken.
Het precisieproductie-ecosysteem
Stel u een ecosysteem voor waarin elke deelnemer een cruciale rol vervult. Fabrikanten van CNC-machineonderdelen staan centraal in dit industriële netwerk en verbinden leveranciers van grondstoffen met assemblagebedrijven van eindproducten. Zij zetten technische specificaties om in nauwkeurig bewerkte onderdelen die voldoen aan exacte afmetingseisen.
De vraag naar deze gespecialiseerde fabrikanten blijft groeien in meerdere sectoren:
Automotive: Motordelen, transmissieonderdelen en chassiscomponenten die hoge productieconsistentie vereisen en gecertificeerd moeten zijn volgens IATF 16949.
Lucht- en ruimtevaart: Vliegkritieke onderdelen die materiaalspoorbaarheid, AS9100D-certificering en toleranties in duizendsten van een inch vereisen.
Medisch: Chirurgische instrumenten en implantaat onder gecontroleerde omstandigheden vervaardigd volgens de ISO 13485-normen.
Wat maakt dit ecosysteem zo effectief? Het is de combinatie van geavanceerde CNC-technologie, ervaren operators en strenge kwaliteitscontroleprocessen. Naarmate de productietechnologie vordert, integreren deze producenten steeds vaker AI-gestuurde systemen, IoT-connectiviteit en automatisering om nog grotere precisie en efficiëntie te leveren.
In deze gids leert u de achtergrondkennis die succesvolle kopers onderscheidt van degenen die duurbetaalde lessen op de harde manier moeten leren. Van het begrijpen van bewerkingsprocessen en materiaalkeuze tot het beoordelen van leveranciers en het opstellen van waterdichte aanvragen voor offertes (RFQ’s) — u krijgt de uitgebreide begeleiding die nodig is om weloverwogen beslissingen te nemen bij het inkopen van CNC-onderdelen bij gekwalificeerde fabrikanten.
CNC-bewerkingsprocessen die elke koper moet kennen
Hier is een scenario waarmee veel kopers te maken krijgen: u hebt een onderdeel ontworpen, een fabrikant gevonden en uw tekeningen ingediend. Dan komt de vraag: "Heeft u bewerking met 3-assige, 4-assige of 5-assige freesbewerking nodig?" Klinkt dat ingewikkeld? Dat hoeft niet. Als u deze processen begrijpt voordat u contact opneemt met leveranciers, heeft u een groot voordeel in gesprekken, prijsonderhandelingen en planning van de doorlooptijd.
De term "as" verwijst naar de richtingen waarin een snijgereedschap zich ten opzichte van uw werkstuk beweegt tijdens de bewerking. Meer assen betekenen grotere flexibiliteit — maar ook meer complexiteit en hogere kosten. We leggen elk van deze opties uit, zodat u uw CNC-bewerkingsonderdelen kunt toewijzen aan het juiste proces.
Van 3-assige tot 5-assige freesbewerking uitgelegd
3-assige CNC-bewerking vertegenwoordigt de basis van moderne precisieproductie . Het snijgereedschap beweegt langs drie lineaire assen: X (links-rechts), Y (voor-achter) en Z (omhoog-omlaag). Het werkstuk blijft stationair op de machinebank staan terwijl het gereedschap van bovenaf nadert.
Deze configuratie verwerkt vlakke oppervlakken, eenvoudige contouren en basis meetkundige vormen uitzonderlijk goed. Denk aan beugels, platen en behuizingen met eenvoudige functies. De voordelen zijn overtuigend: lagere apparatuurkosten, eenvoudiger programmering en toegankelijke bediening maken 3-assige bewerking ideaal voor prototyping en algemene fabricage.
Bij complexe geometrieën treden echter beperkingen op. Het bewerken van functies aan meerdere zijden vereist het opnieuw positioneren van het werkstuk, wat potentiële uitlijnfouten kan veroorzaken en de productietijd verlengt.
4-assige CNC-bewerking bouwt voort op de 3-assige basis door een roterende as toe te voegen—meestal de A-as, die rond de X-as draait. Dit maakt continu bewerken rond de omtrek van uw onderdeel mogelijk zonder handmatig opnieuw te positioneren.
Cilindrische en symmetrische CNC-freesonderdelen profiteren het meest van deze configuratie. Assen, tandwielen, nokkenassen en kleponderdelen worden aanzienlijk eenvoudiger te produceren. De roterende mogelijkheid vermindert de insteltijden en levert een betere nauwkeurigheid voor ronde onderdelen in vergelijking met meerdere 3-assige instellingen.
5-as CNC-machinering voegt een tweede roterende as toe, waardoor de gereedschapskop of het werkstuk kan kantelen en roteren om bijna elk oppervlak in één enkele instelling te bereiken. Volgens branchsonderzoek elimineert dit cumulatieve toleranties die gepaard gaan met meerdere instellingen — alle kenmerken worden bewerkt ten opzichte van één enkel referentiepunt, wat zorgt voor superieure dimensionele nauwkeurigheid.
De mogelijkheden zijn indrukwekkend: gelijktijdige 5-assige contourbewerking, bewerking van meerdere zijvlakken en het produceren van ondercuts die onmogelijk zijn met eenvoudigere configuraties. Gefreesde onderdelen met complexe organische vormen, samengestelde hoeken of diepe holtes worden haalbaar. Het nadeel is een hogere investering in machines, geavanceerdere CAM-programmering en grotere expertise van de operator.
| As-type | Beste toepassingen | Complexiteitsniveau | Typische voorbeeldonderdelen |
|---|---|---|---|
| 3-assig | Vlakke oppervlakken, eenvoudige contouren, prismatische geometrieën, functies aan één zijde | Laag tot medium | Beugels, platen, behuizingen, behuizingen voor printplaten, basisautomotive-onderdelen |
| 4 assen | Cilindrische onderdelen, symmetrische onderdelen, functies die zich rond een as wikkelen | Medium | Nokkenassen, tandwielen, assen, kleppen, wielen van pompen en ventilatoren, pijpfittingen |
| 5-as | Complexe geometrieën, samengestelde hoeken, insnoeringen, organische vormen, bewerking van meerdere vlakken | Hoge | Turbinebladen, lucht- en ruimtevaartstructuren, medische implantaten, geavanceerde matrijzen, hoogwaardige automotive-onderdelen |
Uw onderdeelgeometrie koppelen aan het juiste proces
Wanneer u tekeningen indient bij fabrikanten van CNC-bewerkte onderdelen, beoordelen zij verschillende factoren om het geschikte proces aan te bevelen. Het begrijpen van hun besluitvormingslogica helpt u de aanbevelingen en budgettering beter in te schatten.
Toegankelijkheid van oppervlakken beïnvloedt vele beslissingen. Kunnen alle kritieke functies vanuit één richting worden bereikt? Als uw CNC-bewerkingsonderdeel toegang tot gereedschap vanuit meerdere hoeken vereist—bijvoorbeeld een onderdeel met functies op vijf vlakken—elimineert 5-assige bewerking de instellingwijzigingen die anders extra kosten en risico’s zouden opleggen.
Geometrische complexiteit is eveneens van groot belang. Onderdelen van CNC-machinecomponenten met rechte randen en vlakke oppervlakken zijn doorgaans geschikt voor 3-assige bewerkingen. Voeg gebogen oppervlakken toe die zich rond een centrale as wikkelen, en 4-assige bewerking wordt geschikt. Introduceer samengestelde contouren, gebeeldhouwde oppervlakken of functies onder ongebruikelijke hoeken, en 5-assige bewerking levert de beste resultaten.
Tolerantie-eisen beïnvloeden ook de keuze van het proces. Elke keer dat een werkstuk opnieuw wordt gepositioneerd, nemen kleine uitlijnvariaties toe. Voor CNC-gefrezen onderdelen die nauwe toleranties vereisen over meerdere functies heen, behoudt 5-assige bewerking in één opspanning de dimensionale relaties die bij herhaald hanteren zouden verslechteren.
Productievolume beïnvloedt de vergelijking. Productielopen in grote volumes kunnen gerechtvaardigd worden door speciale 3-assige of 4-assige installaties die zijn geoptimaliseerd voor snelheid. Kleinere aantallen complexe onderdelen profiteren vaak van de efficiëntie van 5-assige bewerking, ondanks de hogere uurtarieven.
Hier is het insiderperspectief: vraag niet automatisch het meest geavanceerde proces aan dat beschikbaar is. Een competente fabrikant stelt de kosteneffectiefste aanpak voor uw specifieke geometrie voor. Als zij 3-assige bewerking aanraden terwijl u 5-assige bewerking verwachtte, is dat vaak goed nieuws voor uw budget—en geen beperking van hun mogelijkheden.
Nu de bewerkingsprocessen duidelijk zijn, volgt de volgende cruciale beslissing: de keuze van het materiaal—een keuze die direct van invloed is op de toleranties, de oppervlakteafwerking en de productiekosten.
Gids voor materiaalselectie voor op maat gemaakte bewerkte onderdelen
U hebt het juiste bewerkingsproces voor uw project geïdentificeerd. Nu volgt een beslissing die van invloed is op alles, van de prestaties van het eindproduct tot uw winstgevendheid: de keuze van het materiaal. Een verkeerd materiaal kan leiden tot onderdelen die bezwijken onder belasting, te vroeg corroderen of veel duurder zijn om te produceren dan nodig.
Dit realiseren veel kopers niet: het materiaal dat u specificeert, bepaalt niet alleen de fysieke eigenschappen, maar heeft ook direct invloed op de bewerkingstijd, slijtage van de gereedschappen, haalbare toleranties en de kwaliteit van de oppervlakteafwerking. Ervaringsrijke fabrikanten van CNC-bewerkte onderdelen beoordelen de materiaalkeuze even zorgvuldig als de geometrie bij het opstellen van een offerte voor uw project.
Laten we onderzoeken hoe u materialen kunt afstemmen op uw toepassingsvereisten — en kostbare fouten kunt voorkomen die productieprojecten in de war sturen.
Aluminium versus staal voor CNC-bewerkte onderdelen
Bij het inkopen van op maat gemaakte bewerkte onderdelen komt de keuze tussen aluminium en staal voortdurend aan de orde. Beide materialen domineren het segment van metalen bewerkte onderdelen, maar ze vervullen duidelijk verschillende doeleinden.
Aluminiumlegeringen aluminium legeringen bieden een uitstekende bewerkbaarheid — ze laten zich gemakkelijk snijden, genereren minder warmte en leveren uitstekende oppervlakteafwerkingen op. Volgens industriële bewerkingsgidsen maken de lichtgewicht eigenschap, de corrosiebestendigheid en de mogelijkheid tot anodiseren van aluminium het een populaire keuze in diverse sectoren. Veelgebruikte kwaliteiten zoals 6061 en 7075 zijn geschikt voor de meeste toepassingen; 7075-T6 biedt een sterkte die sommige stalen benadert, terwijl het toch aanzienlijke voordelen op het gebied van gewicht behoudt.
Overweeg aluminium wanneer u het volgende nodig hebt:
- Lichtgewicht bewerkte metalen onderdelen voor lucht- en ruimtevaart of transporttoepassingen
- Uitmuntende thermische en elektrische geleidingsvermogen
- Natuurlijke corrosiebestendigheid zonder aanvullende behandelingen
- Snelle bewerkingscycli die de kosten per onderdeel verlagen
Staal en roestvrij staal bieden superieure sterkte, hardheid en slijtvastheid. Koolstofstaalsoorten zoals 1018 en 4140 bieden duurzaamheid voor structurele toepassingen. Roestvrijstaalgraden—met name 303, 304 en 316—combineren sterkte met uitstekende corrosieweerstand voor zware omgevingen.
Staal is de juiste keuze wanneer:
- Hoge mechanische sterkte en draagvermogen het belangrijkst zijn
- Slijtvastheid cruciaal is voor bewegende onderdelen
- De bedrijfstemperatuur boven de grenzen van aluminium ligt
- Kostenefficiëntie zwaarder weegt dan gewichtsoverwegingen
De afweging? Staal vereist langzamere snijsnelheden, veroorzaakt grotere gereedschapsversletting en vergt doorgaans meer bewerkingstijd. Deze factoren verhogen de productiekosten ten opzichte van gelijkwaardige op maat gemaakte aluminium metalen onderdelen.
Materiaaleigenschappen die fabricagebeslissingen bepalen
Naast de vergelijking tussen aluminium en staal spelen ook diverse andere materialen een belangrijke rol bij het bewerken van metalen onderdelen. Het begrijpen van hun eigenschappen helpt u effectief te communiceren met fabrikanten en weloverwogen specificaties op te stellen.
Titaniumlegeringen (vooral Ti-6Al-4V) bieden een uitzonderlijke sterkte-op-gewichtverhouding, corrosiebestendigheid en biocompatibiliteit. Materialenspecificaties voor de lucht- en ruimtevaartsector vereisen vaak titanium voor motordelen, landingsgestellen en structurele componenten. Titanium vormt echter uitdagende bewerkingsomstandigheden — hoge gereedschapsverslet, lage warmtegeleidbaarheid en de noodzaak van gespecialiseerde snijparameters verhogen de productiekosten aanzienlijk.
Messing bewerkt uitstekend, waardoor schone sneden en uitstekende oppervlakteafwerking worden verkregen met minimale gereedschapsverslet. Op maat gemaakte messing onderdelen komen veelvuldig voor in sanitairarmaturen, elektrische connectoren en decoratieve hardware. De natuurlijke smerende eigenschappen en de goede spaanbrekende kenmerken van het materiaal maken het bijzonder economisch geschikt voor productielopen in grote volumes.
Technische kunststoffen materialen zoals PEEK, Delrin (acetal) en PTFE worden gebruikt in toepassingen waar gewichtsreductie, chemische weerstand of elektrische isolatie van belang zijn. Deze materialen worden anders bewerkt dan metalen—met scherpe gereedschappen, juiste snijsnelheden en aandacht voor warmteopbouw, die de dimensionale stabiliteit kan beïnvloeden.
| Materiaal Type | Belangrijke eigenschappen | Beste toepassingen | Bewerkingsaspecten | Relatieve kosten |
|---|---|---|---|---|
| Aluminium (6061, 7075) | Lichtgewicht, corrosiebestendig, uitstekende bewerkbaarheid, goede thermische geleidbaarheid | Lucht- en ruimtevaartstructuren, automotive-onderdelen, behuizingen voor elektronica, consumentenproducten | Hoge snijsnelheden, lage slijtage van het gereedschap, uitstekende oppervlakteafwerking haalbaar | Laag tot medium |
| Koolstofstaal (1018, 4140) | Hoge sterkte, goede slijtvastheid, lasbaar, warmtebehandelbaar | Structurele onderdelen, assen, tandwielen, spanmiddelen, algemene machines | Matige snelheden, regelmatige slijtage van het gereedschap, koelmiddel kan vereist zijn | Laag |
| Roestvrij staal (303, 304, 316) | Corrosiebestendig, hoge sterkte, hittebestendig, hygiënisch | Medische apparatuur, voedingsmiddelenverwerking, maritieme toepassingen, chemische installaties | Lagere snelheden, hogere slijtage van het gereedschap, neiging tot verharding door bewerking | Gemiddeld tot hoog |
| Titaan (Ti-6Al-4V) | Uitzonderlijke sterkte-op-gewichtverhouding, biocompatibel, corrosiebestendig, hoge temperatuurstabiliteit | Lucht- en ruimtevaartmotoren, medische implantaat, hoogwaardige automotivetoepassingen, maritiem | Gespecialiseerde gereedschappen vereist, lage snijsnelheden, aanzienlijke slijtage van het gereedschap, warmtebeheer is cruciaal | Hoge |
| Messing (C360, C260) | Uitstekende bewerkbaarheid, corrosiebestendig, decoratief uiterlijk, antimicrobieel | Sanitairarmaturen, elektrische connectoren, kleppen, decoratieve hardware | Zeer snelle bewerking, minimale gereedschapsverslet, uitstekende spaanvorming | Medium |
| Technische kunststoffen (PEEK, Delrin) | Lichtgewicht, chemisch bestendig, elektrische isolatie, lage wrijving | Medische componenten, elektrische isolatoren, lagers, afdichtingen, voedingsmiddelenverwerking | Scherp gereedschap essentieel, gevoeligheid voor warmte, zorgen over dimensionale stabiliteit | Gemiddeld tot hoog |
Hoe de keuze van materiaal uw projectresultaten beïnvloedt:
Toleranties: Hardere materialen zoals gehard staal of titanium kunnen nauwere toleranties behouden onder belasting, maar vereisen zorgvuldiger bewerking om deze te bereiken. Zachtere materialen kunnen licht vervormen tijdens het snijden, wat compensatiestrategieën vereist. Volgens bewerkingspecialisten beïnvloedt de hardheid van metaal de slijtage van gereedschap, de snijsnelheid en de oppervlakteafwerking — zachtere metalen vereisen extra overwegingen om de dimensionele nauwkeurigheid te behouden.
Oppervlakteafwerking: De korrelstructuur van het materiaal beïnvloedt de haalbare afwerking. Fijnkorrelige metalen leveren doorgaans een betere oppervlakkwaliteit op, terwijl grofkorrelige materialen zichtbare bewerkingsmarkeringen kunnen vertonen, zelfs bij optimale parameters. Aluminium en messing bereiken van nature uitstekende afwerkingen; titanium en sommige roestvrijstalen legeringen vereisen aanvullende afwerkingsoperaties.
Levertermijnen: Veelgebruikte materialen zoals aluminiumlegering 6061 of roestvrij staal 304 zijn gemakkelijk verkrijgbaar. Speciale kwaliteiten—zoals titanium voor de lucht- en ruimtevaart, specifieke nikkellegeringen of gecertificeerde medische materialen—kunnen langere levertermijnen vereisen, wat van invloed kan zijn op uw projectplanning.
Fabrikanten die actief zijn in de automobiel- en lucht- en ruimtevaartsector werken met specifieke materiaalkwaliteiten om te voldoen aan certificeringsvereisten. Een volgens IATF 16949 gecertificeerde fabriek die levert aan de automobieltoeleveringsketen heeft materialen op voorraad die voldoen aan de specificaties van OEM’s. Lucht- en ruimtevaartfabrikanten houden traceerbaarheidsdocumentatie bij voor materialen die voldoen aan AMS- en ASTM-normen. Wanneer uw toepassing gecertificeerde materialen vereist, controleer dan of uw leverancier in staat is om de juiste kwaliteiten te leveren en te documenteren.
Nu de beginselen van materiaalkeuze bekend zijn, is de volgende cruciale overweging gericht op tolerantiespecificaties en kwaliteitscertificaten—de normen die precisieproductie definiëren.

Uitleg over precisietoleranties en kwaliteitscertificaten
U hebt uw materiaal gekozen en het juiste bewerkingsproces geïdentificeerd. Nu volgt een gesprek dat welinformede kopers onderscheidt van kopers die te veel betalen voor precisie die ze niet nodig hebben — of nog erger: onderdelen ontvangen die niet correct functioneren. Het begrijpen van tolerantiespecificaties en kwaliteitscertificaten is niet alleen technische kennis; het vormt de basis voor kosteneffectieve inkoop.
Wanneer u op een tekening een afmeting ziet zoals "1,500 ± 0,005 inch", definieert dit tolerantiebereik wat acceptabel is. Maar hier is wat veel kopers over het hoofd zien: het aanscherpen van die tolerantie van ±0,005 naar ±0,001 inch verbetert niet alleen de precisie — het kan uw productiekosten vermenigvuldigen met drie tot vijf keer . Slimme beslissingen nemen over toleranties vereist begrip van wat die cijfers daadwerkelijk betekenen voor uw toepassing.
Tolerantiespecificaties ontcijferd voor kopers
Denk aan toleranties als het "wettelijke bereik" waarbinnen de afmetingen van uw onderdeel mogen variëren en toch nog acceptabel zijn. Een as met een specificatie van 10,00 mm ± 0,05 mm voldoet aan de inspectie bij elke waarde tussen 9,95 mm en 10,05 mm. Eenvoudig genoeg — maar de implicaties gaan dieper.
Standaardtoleranties vertegenwoordigen het optimale punt waar precisie samengaat met praktischheid. Voor de meeste CNC-bewerkingsprocessen ±0,010 inch (±0,25 mm) biedt uitzonderlijke nauwkeurigheid voor het grootste deel van mechanische onderdelen. Dit niveau houdt rekening met natuurlijke variaties in machineprestaties, materiaaleigenschappen en omgevingsomstandigheden, terwijl het toch een betrouwbare pasvorm en functionaliteit garandeert.
Strikte toleranties gaan verder dan de standaardmogelijkheden — meestal ±0,001 inch (±0,025 mm) of strenger. Het bereiken van dergelijke toleranties vereist gespecialiseerde apparatuur, langzamere bewerkingsnelheden, gecontroleerde omgevingen en extra inspectie. Volgens bewerkingspecialisten worden toleranties van ±0,01 mm en strenger beschouwd als ultra-hoge precisie, wat leidt tot aanzienlijke kostenstijgingen.
Voor precisie-machinonderdelen heeft de tolerantie die u opgeeft direct gevolgen voor de productiemethode, de inspectievereisten en uiteindelijk uw projectbegroting.
| Tolerantiebereik | Classificatie | Typische toepassingen | Kostenimpact |
|---|---|---|---|
| ± 0,010" (± 0,25 mm) | Standaard/commercieel | Structurele onderdelen, behuizingen, beugels, omhulsels, algemene hardware | Basisniveau (1x) |
| ±0,005 inch (±0,127 mm) | Precisie-industrieel | Samenvoegbare assemblages, lagerbehuizingen, precisiefixtures, industriële automatisering | 1,5-2x basislijn |
| ±0,002 inch (±0,051 mm) | Hoge Precisie | Medische apparatuur, lucht- en ruimtevaartcomponenten, optische systemen, precisie-instrumenten | 2-3x uitgangsniveau |
| ± 0,001" (± 0,025 mm) | Ultrahoge precisie | Vliegkritieke lucht- en ruimtevaarttoepassingen, implanteerbare medische apparaten, precisiegereedschappen | 3-5x basis |
| ±0,0005 inch (±0,013 mm) | Extreem Hoge Nauwkeurigheid | Ruimtevaarttoepassingen, ultraprecisie-instrumenten, mastermaatstaven | 5x+ basislijn |
Wanneer nauwe toleranties daadwerkelijk belangrijk zijn
Hier is een binnenskommel die u aanzienlijke kosten kan besparen: nauwe toleranties moeten alleen worden toegepast op kenmerken waarbij de functie dat echt vereist. Een slimme aanpak houdt in dat nauwe toleranties alleen worden toegepast op kritieke aansluitoppervlakken, terwijl standaardtoleranties worden gebruikt voor niet-functionele gebieden.
Nauwe toleranties zijn noodzakelijk wanneer:
- De functie van het onderdeel afhankelijk is van nauwkeurige dimensionale relaties—zoals assen in precisielagers of zuigers in hydraulische cilinders
- Meerdere onderling samenwerkende onderdelen leiden tot cumulatieve tolerantieproblemen die de algehele prestatie van de assemblage kunnen beïnvloeden
- Wettelijke voorschriften specifieke precisienormen vereisen voor veiligheidskritische toepassingen
- Afdichtoppervlakken lekkage moeten voorkomen in onderdelen die onder druk staan
Standaardtoleranties werken uitzonderlijk goed voor:
- Structurele onderdelen waarbij een precieze pasvorm belangrijker is dan absolute dimensionale nauwkeurigheid
- Behuizingen, montagebeugels en ondersteuningsstructuren
- Toepassingen waarbij uw ontwerp geschikte spelingen omvat
- Niet-kritieke functies zoals afdekkingen, behuizingen en decoratieve elementen
De sleutel ligt in het begrijpen van uw functionele vereisten. Als uw precisie-CNC-gevormde onderdelen betrouwbaar hun beoogde functie vervullen binnen de standaard tolerantiebereiken, dan voegen maatwerkvereisten kosten en complexiteit toe zonder de prestaties te verbeteren.
Overweeg deze praktische vergelijking van tolerantiespecialisten: een tolerantie van ±0,05 mm bereiken is vergelijkbaar met een appel raken op 10 meter afstand met behulp van standaardprocessen, terwijl ±0,01 mm overeenkomt met een kers raken op 50 meter afstand. Dit laatste vereist stabielere machines, fijnere gereedschappen, strengere omgevingscontroles en geavanceerde meetapparatuur — allemaal factoren die bijdragen aan exponentiële kostenstijgingen.
Kwaliteitscertificaten die productienormen definiëren
Buiten toleranties om geeft kwaliteitscertificering u inzicht in de systematische controles die een fabrikant handhaaft. Dit zijn geen gewone wanddecoraties—ze vertegenwoordigen strenge audits van processen, documentatie en systemen voor continue verbetering.
ISO 9001:2015 vormt de fundamentele kwaliteitsnorm die internationaal wordt erkend. Volgens certificeringsdeskundigen is deze gebaseerd op kwaliteitsbeheerprincipes, waaronder sterke klantgerichtheid, toewijding van de topmanagement, procesbenadering en continue verbetering. Conformiteit met ISO 9001 draagt bij aan het waarborgen van consistente, kwalitatief goede producten voor klanten. Deze certificering is geschikt voor algemene commerciële productie in diverse sectoren.
AS9100D is gebaseerd op ISO 9001 en voegt strenge eisen toe die specifiek zijn voor de kwaliteitsbehoeften van de lucht- en ruimtevaartsector. AS9100 wordt gesteund door de International Aerospace Quality Group, die grote wereldwijde lucht- en ruimtevaartbedrijven vertegenwoordigt, en richt zich op risicobeheer, configuratiebeheer, voorkoming van namaakonderdelen en aanvullende veiligheidseisen. Als u vluchtkritische precisieonderdelen vervaardigt, moeten leveranciers in het bezit zijn van deze certificering.
ISO 13485 stelt kwaliteitsmanagementsvereisten vast voor de productie van medische hulpmiddelen. Het waarborgt dat processen voldoen aan de regelgeving voor hulpmiddelen die direct van invloed zijn op de patiëntveiligheid. Medische componenten vereisen doorgaans toleranties van ±0,005 inch tot ±0,002 inch, gecombineerd met cleanroommogelijkheden en uitgebreide traceerbaarheidsdocumentatie.
IATF 16949 is specifiek van toepassing op de automobieltoeleveringsketens en benadrukt het voorkomen van gebreken, het verminderen van variatie en het elimineren van verspilling. Automobielproducenten eisen deze certificering van leveranciers die CNC-precisieonderdelen voor voertuigen produceren, om consistentie te waarborgen tijdens productieruns met grote volumes.
Bij het beoordelen van fabrikanten van CNC-machineonderdelen moet u hun certificeringen afstemmen op uw sectorvereisten. Een fabrikant met alleen ISO 9001 kan geen lucht- en ruimtevaartcomponenten leveren die AS9100D-conformiteit vereisen—onafhankelijk van diens bewerkingsmogelijkheden.
Een goed begrip van toleranties en certificeringen stelt u in staat om geïnformeerde gesprekken te voeren met potentiële leveranciers. De volgende stap bestaat uit het opstellen van een systematisch kader voor het beoordelen en vergelijken van fabrikanten—zodat u samenwerkt met faciliteiten die in staat zijn aan uw specifieke vereisten te voldoen.
Hoe u CNC-onderdelenfabrikanten kunt beoordelen en vergelijken
U hebt uw toleranties gedefinieerd, materialen geselecteerd en begrijpt de bewerkingsprocessen die uw project vereist. Nu komt wellicht de meest doorslaggevende beslissing in uw inkoopproces: het kiezen van de juiste productiepartner. Hier struikelen veel kopers, vaak door leveranciers te selecteren op basis van prijsopgaven in plaats van een uitgebreide beoordeling van hun capaciteiten.
Dit is de realiteit: de laagste offerte levert zelden de laagste totale kosten op. Verborgen kosten als gevolg van kwaliteitsproblemen, communicatieproblemen en gemiste deadlines overtreffen vaak alle directe besparingen. Het ontwikkelen van een systematische evaluatiemethode beschermt uw projecten en bouwt relaties op met fabrikanten van bewerkte onderdelen die uw langetermijnsecess kunnen ondersteunen.
Het vijfstapskader voor fabrikantbeoordeling
Bij het vergelijken van fabrikanten van bewerkte onderdelen voorkomt een gestructureerde aanpak dure overzichten. Dit kader is verfijnd op basis van talloze succesvolle – en mislukte – leveranciersrelaties. Volg deze stappen systematisch en u identificeert partners die consistente kwaliteit leveren in plaats van excuusjes.
-
Controleer certificaten en nalevingsnormen
Begin met onvervreemdbare eisen. Volgens industrie-experts in inkoop , certificaten zoals ISO 9001, IATF 16949 of AS9100D wijzen op gestructureerde processen en reproduceerbare kwaliteit. Vraag actuele certificaten aan – geen verlopen certificaten – en controleer of de scope specifiek de diensten omvat die u nodig hebt. Een fabrikant die is gecertificeerd voor draaibewerkingen is mogelijk niet gecertificeerd voor complexe meervoudige-as freesbewerkingen. Pas de certificaten aan uw sectorvereisten aan voordat u verdergaat. -
Beoordeel de capaciteiten van de apparatuur en de technische expertise
Beoordeel of de leverancier gebruikmaakt van geavanceerde CNC-draaibanken, freesmachines, slijpmachines en coördinatenmeetmachines (CMM's). Het technische team moet bekwaamheid tonen in het gebruik van CAD/CAM-tools en meervoudige-as-bewerking. Stel specifieke vragen: Welke merken machines gebruiken zij? Wat is hun maximale werkstukafmeting? Kunnen zij aan uw materiaalspecificaties voldoen? Leveranciers van precisiebewerkte onderdelen investeren in apparatuur die aansluit bij hun kwaliteitsclaims—verouderde machines staan haaks op beloften van nauwkeurige toleranties. -
Beoordeel de kwaliteitscontroleprocessen
Deze stap onderscheidt serieuze fabrikanten van bewerkte onderdelen van werkplaatsen die eenvoudigweg CNC-apparatuur bezitten. Vraag naar hun inspectiegereedschap—stiftmaatstaven, micrometers, coördinatenmeetmachines (CMM’s)—en vraag om voorbeeldinspectierapporten. Begrijp hun implementatie van Statistische Procescontrole (SPC). Controleren zij kritieke afmetingen gedurende de gehele productierun, of alleen de afgewerkte onderdelen? Volgens specialisten op het gebied van productiekwaliteit is juiste kwaliteitscontroledocumentatie cruciaal voor gereguleerde sectoren zoals lucht- en ruimtevaart of de automobielindustrie. -
Beoordeel de communicatiebereidheid
Stuur technische vragen en observeer de kwaliteit en snelheid van de reactie. Ervaren leveranciers tonen aan dat zij technische tekeningen begrijpen, feedback geven over Ontwerp voor Vervaardigbaarheid (DFM) en alternatieve bewerkingsmethoden kunnen voorstellen. Een snelle, duidelijke communicatie zorgt ervoor dat u niet in het duister wordt gelaten wanneer er problemen ontstaan. Een leverancier die traag reageert tijdens de offertefase zal u waarschijnlijk ook tijdens de productie frustreren. -
Vraag om monsteronderdelen
Voordat u zich verbindt tot productie in grote volumes, bestel dan prototypen of steekproefhoeveelheden. Dit bewijst de werkelijke capaciteit in plaats van de opgegeven capaciteit. Beoordeel de dimensionale nauwkeurigheid, de oppervlakteafwerking en de kwaliteit van de documentatie. Volgens CNC-inkoopgidsen is het starten met een prototypeproject de snelste manier om het werkelijke vermogen, de procesdiscipline en de kwaliteitsgerichtheid van een leverancier te verifiëren voordat u overgaat op volledige productie.
Begrip van SPC en CMM-inspectie
Twee kwaliteitscontroleconcepten verdienen een diepgaander uitleg, omdat zij fundamenteel onderscheid maken tussen geschikte CNC-bewerkingsonderdelenfabrikanten en basisbewerkingsbedrijven.
Statistische Procesbeheersing (SPC) bewaakt de productie in real-time en volgt dimensionele trends voordat onderdelen buiten specificatie raken. In plaats van problemen pas te ontdekken nadat een batch is afgewerkt, identificeert statistische procescontrole (SPC) wanneer processen beginnen af te wijken—zodat correcties kunnen worden aangebracht voordat afval wordt geproduceerd. Voor leveranciers van precisieonderdelen in grote volumes is SPC essentieel om consistentie te waarborgen over duizenden identieke componenten.
Inspectie met een coördinatenmeetmachine (CMM) biedt driedimensionale verificatie van complexe geometrieën. Deze geavanceerde instrumenten meten punten over de oppervlakken van onderdelen en vergelijken de werkelijke afmetingen met CAD-modellen met micronnauwkeurigheid. Wanneer uw leverancier van bewerkte onderdelen strakke toleranties opgeeft, vraag dan hoe zij naleving verifiëren. CMM-inspectierapporten leveren gedocumenteerd bewijs dat onderdelen aan de specificaties voldoen—cruciaal voor toepassingen in de lucht- en ruimtevaart, medische technologie en automobielindustrie, waar volledige traceerbaarheid vereist is.
Rode vlaggen bij het beoordelen van CNC-leveranciers
Naast het weten wat u moet controleren, helpt het herkennen van waarschuwingssignalen u om samenwerkingen te vermijden waarop u later spijt zult krijgen. Let nauwlettend op de volgende zorgwekkende indicatoren:
- Weigering om certificaten of inspectiemogelijkheden te delen: Gelovige fabrikanten van bewerkte onderdelen tonen trots hun kwalificaties en staan open voor besprekingen over hun faciliteiten.
- Offertes aanzienlijk onder de marktprijs: Onrealistische prijzen wijzen vaak op kortere weg in materialen, kwaliteitscontrole of productieprocessen, die later tot gebreken leiden.
- Vaagheid in antwoorden over apparatuur of processen: Betrouwbare leveranciers beschrijven hun capaciteiten concreet — bijvoorbeeld machine-modellen, tolerantieniveaus en inspectieapparatuur.
- Geen DFM-feedback bij complexe ontwerpen: Ervaren fabrikanten identificeren potentiële problemen en stellen verbeteringen voor. Stilzwijgen over vervaardigbaarheidskwesties duidt op onervaring of onverschilligheid.
- Slechte documentatiepraktijken: Vraag naar inspectierapporten van monsters en materiaalcertificaten. Leveranciers die geen geordende documentatie kunnen aanleveren, beschikken waarschijnlijk niet over systematische kwaliteitsprocessen.
- Onwil om referenties te verstrekken: Gevestigde leveranciers van precisiebewerkte onderdelen hebben tevreden klanten die bereid zijn hun ervaringen te delen.
Afwegingen tussen binnenlandse en buitenlandse productie
De geografische locatie van uw leverancier van bewerkte onderdelen heeft een aanzienlijke invloed op de projectresultaten. Het begrijpen van deze afwegingen helpt u bij het nemen van strategische inkoopbeslissingen die aansluiten bij uw prioriteiten.
Binnenlandse CNC-bewerking biedt overtuigende voordelen voor veel toepassingen. Volgens onderzoek naar productie-inkoop biedt binnenlandse productie een nauwe geografische afstemming tussen ontwerpteams en productiefaciliteiten. Voordelen zijn kortere levertijden, betere communicatie, gemakkelijkere samenwerking tijdens ontwerpveranderingen en meer controle over de productiekwaliteit. Door de nabijheid is realtime probleemoplossing mogelijk en kunnen technische wijzigingen sneller worden geïmplementeerd.
Levertijden geven sterk de voorkeur aan binnenlandse partners. Offshore bewerking vereist rekening te houden met internationale verzending, douaneafhandeling en mogelijke vertragingen in havens. Een rapport van Deloitte toonde aan dat meer dan 40% van de wereldwijde fabrikanten offshore sourcing-onstabielheid identificeerde als een van de grootste operationele risico’s. Binnenlandse leveranciers opereren binnen veilige logistieke netwerken, waardoor de variabiliteit in levertijden wordt verminderd en bedrijfscontinuïteit wordt ondersteund.
Communicatie de uitdagingen nemen toe bij buitenlandse leveranciers. Tijdzoneverschillen, taalbarrières en culturele verschillen in zakelijke praktijken kunnen de oplossing van technische problemen vertragen. Wanneer ontwerpveranderingen zich voordoen – en dat gebeurt altijd – implementeren binnenlandse partners wijzigingen binnen enkele dagen in plaats van weken.
Bescherming van intellectuele eigendom varieert sterk per rechtsgebied. Offshore bewerking vereist het overbrengen van ontwerpbestanden via internationale netwerken, wat kwetsbaarheidspunten introduceert. Volgens specialisten op het gebied van intellectueel eigendom kan gegevens worden onderschept, gedupliceerd of zonder toestemming worden gebruikt, met name in regio’s waar de handhaving van intellectueel eigendom zwak is. Productie binnen het land biedt een hogere zekerheid tegen ongeautoriseerde duplicatie en behoudt daarmee het concurrentievoordeel.
Kostenoverwegingen vereisen een genuanceerde analyse. Offshore-opties kunnen een lagere prijs per stuk tonen, maar de totale aankoopkost vertelt het volledige verhaal. Neem factoren mee zoals vervoerskosten, douanerechten, kwaliteitscontrole, buffervoorraad voor langere levertijden en eventuele kosten voor herwerk. Volgens analisten van productiekosten kunnen deze verborgen kosten een groot deel, zo niet de gehele, schijnbare besparing door offshore sourcing tenietdoen.
De keuze tussen productie in eigen land en offshore productie hangt uiteindelijk af van de specifieke behoeften van uw product, de gevoeligheid van de toepassing en het vereiste toezichtniveau. Precisievereisten, levertijdbeperkingen, bescherming van intellectueel eigendom en naleving van normen spelen allemaal een cruciale rol bij het kiezen van de juiste aanpak.
Met een duidelijk kader voor het beoordelen van fabrikanten bestaat uw volgende stap uit het voorbereiden van de documentatie die nauwkeurige offertes en efficiënte projectuitvoering mogelijk maakt — de vaak onderschatte kunst van het opstellen van professionele offerteaanvraagpakketten.
Uw offerteaanvraag op professionele wijze voorbereiden
U hebt veelbelovende fabrikanten geïdentificeerd en begrijpt wat geschikte leveranciers van pretenders onderscheidt. Nu komt een stap waar veel kopers zich haasten — en later betalen met vertragingen, heroffertes en frustrerende heen-en-weercommunicatie. Uw offerteaanvraag (RFQ)-pakket is in feite uw eerste indruk en bepaalt direct hoe snel en nauwkeurig fabrikanten kunnen reageren.
Hier is het geheime wapen van binnenuit: een volledige RFQ-aanvraag kan leiden tot DFM-feedback op dezelfde dag en betrouwbare prijsopgaven. Ontbrekende informatie? Verwacht vertragingen in de planning, opgeblazen offertes om onbekenden te dekken en risico’s bij het procesontwerp. Volgens specialisten in precisiefabricage , leiden onvolledige RFQ’s tot kostbare heen-en-weercommunicatie die projecten vertraagt nog voordat ze zijn begonnen.
Uw RFQ voorbereiden voor snellere en nauwkeurigere offertes
Beschouw uw RFQ-pakket als een volledig briefingdocument. Hoe uitgebreider uw aanvraag, hoe preciezer de reactie. Wanneer de productie van maatwerkonderdelen exacte specificaties vereist, leidt gissen tot fouten die zich tijdens de gehele productie versterken.
Verzamel deze essentiële elementen voordat u contact opneemt met een fabrikant:
- CAD-bestanden en technische tekeningen: Verstrek zowel 3D-modellen (in STEP- of IGES-formaat) als 2D-PDF’s. Volgens CNC-bewerkingspecialisten veel kopers maken de fout om alleen het STEP-bestand op te nemen. Het PDF-bestand bevat essentiële aantekeningen over toleranties, materialen, warmtebehandeling, oppervlakteafwerking en eisen voor de afwerking, die nauwkeurige offertes mogelijk maken.
- Materiaalspecificaties: Geef exacte kwaliteiten op—bijvoorbeeld "6061-T6" in plaats van slechts "aluminium". Volgens productiespecialisten leidt de aanduiding "roestvrij staal" zonder specifieke kwaliteit tot zeer verschillende snijgegevens en kosten, waardoor leveranciers de prijs moeten verhogen om onzekerheid te compenseren.
- Tolerantie-eisen: Geef kritieke afmetingen aan met hun toegestane variaties. Neem GD&T-specificaties op waar van toepassing. Markeer risicogebieden zoals dunne wanden, diepe uitsparingen, lange schroefdraadgaten of kleine radiussen die speciale aandacht vereisen.
- Hoeveelheidsbehoeften: Geef aan of het om prototypen, kleine series of productie gaat. Vermeld de hoeveelheid per bestelling en de jaarlijkse gebruiksvorcasting. Deze informatie bepaalt de keuze van gereedschappen, de prijsbepaling per batch en de planning.
- Eisen aan oppervlakteafwerking: Geef de ruwheidseisen aan (Ra 1,6, Ra 3,2, enz.) en secundaire afwerkingen—type en kleur van anodisatie, chemische film, passivering, kogelstralen of elektropolijsten. Onderscheid functionele van cosmetische oppervlaktezones.
- Secundaire bewerkingen: Vermeld benodigde warmtebehandelingen, galvanische bekledingen, coatings, montage of andere nabewerkingsprocessen. Geef ook draadspecificaties op, inclusief systeem, tolerantieklassering en diepte (bijv. M6x1,0-6H, 12 mm diep).
- Levertijd: Geef doeldatums of acceptabele tijdvensters voor levering op. Vermijd vaague termen zoals "zo snel mogelijk"—geef specifieke datums of periodes om realistische planning mogelijk te maken.
- Budgetparameters: Hoewel dit niet altijd direct wordt gedeeld, helpt het aangeven van budgetten fabrikanten om kosteneffectieve alternatieven voor te stellen wanneer uw specificaties ruimte bieden voor flexibiliteit.
Informatie die fabrikanten van u nodig hebben
Buiten deze checklist om helpt het begrijpen van wat fabrikanten daadwerkelijk met uw informatie doen u om deze effectiever te verstrekken. Wanneer gefreesde onderdelen die nodig zijn voor uw project op de offertebalies arriveren, beoordelen ingenieurs meerdere factoren gelijktijdig.
Versiebeheer is van cruciaal belang. Volgens specialisten op het gebied van RFQ-voorbereiding is een van de meest ontmoedigende uitkomsten dat producten worden geleverd die volgens een oude tekeningsversie zijn gefabriceerd — waardoor ze volledig onbruikbaar zijn. Elke wijziging vereist een nieuw versienummer, en u dient bij elke bestelling de betreffende versie met de fabrikanten te vermelden en te verifiëren.
Context versnelt het begrip. Deel montage-schetsen, leg de functie van het onderdeel uit, identificeer de aansluitende componenten en communiceer uw prioritaire afwegingen tussen kosten en levertijd. Ingenieurs met decennia ervaring kunnen ontwerpgebreken of fabricage-risico’s signaleren die u mogelijk over het hoofd ziet — maar alleen als zij uw toepassing begrijpen.
Inspectievereisten beïnvloeden de planning en de kosten. Geef aan of u een eerste-artikelinspectie (FAI), een 100%-inspectie of AQL-steekproef nodig hebt. Geef de vereiste documentatie aan: dimensionale rapporten, CMM-gegevens, materiaalcertificaten, RoHS/REACH-conformiteit of PPAP-pakketten. Volgens kwaliteitsspecialisten voegen FAI en CMM-inspectie doorgaans 0,5 tot 2 dagen toe, afhankelijk van het aantal onderdelen en de complexiteit.
Veelvoorkomende fouten die aangepaste CNC-onderdelenprojecten vertragen:
- Alleen 2D-tekeningen indienen zonder STEP-bestanden — verificatie van toegang en toolpadplanning verlopen aanzienlijk langzamer
- Eenheden of toleranties weglaten — wat leidt tot standaardaannames die mogelijk niet overeenkomen met uw bedoeling
- ‘Anodiseren’ specificeren zonder type of kleur — waardoor de externe behandelingcyclus en eisen voor dimensionele herstel onduidelijk zijn
- Informatie over het schroefdraadsysteem, de klasse of de diepte ontbreken — wat het risico op nazandwerk vergroot
- Geen hoeveelheid opgegeven — waardoor geen gereedschapsplanning of berekening van batchkortingen mogelijk is
- Onrealistische tolerantie-aanduidingen voor niet-kritieke kenmerken — wat de kosten opdrijft zonder functioneel voordeel
Volgens experts op het gebied van productiecommunicatie moet uw aanvraag voor offerte (RFQ) voldoende gedetailleerd zijn, zodat elke fabrikant die de specificaties volgt, het product identiek kan produceren. Hoe communiceert u het ontwerpvoornemen duidelijk? Door volledige, ondubbelzinnige documentatie die geen ruimte laat voor interpretatie.
Nu uw RFQ-pakket correct is samengesteld, helpt het begrijpen van de factoren die de prijsbepaling beïnvloeden u om offertes op een verstandige manier te interpreteren en kansen voor kostenoptimalisatie te identificeren — het onderwerp dat we vervolgens zullen bespreken.
Prijsbepalende factoren en levertijdverwachtingen
U hebt een uitgebreid RFQ-pakket ingediend bij meerdere fabrikanten. Nu komen de offertes binnen — en de prijsverschillen lijken verwarrend. Één leverancier biedt $45 per onderdeel aan, terwijl een andere $120 vraagt voor schijnbaar identieke specificaties. Wat speelt hier? Het begrijpen van de factoren die de kosten voor CNC-bewerking beïnvloeden, verandert u van een verward koper in een goed geïnformeerde onderhandelaar.
Dit is wat de meeste kopers nooit leren: prijsbepaling is niet willekeurig. Elk dollarbedrag in een CNC-offerte is terug te voeren op specifieke kostenrijders, waarop u vaak invloed kunt uitoefenen via slimme ontwerpbeslissingen en strategische specificaties. Laten we ontcijferen wat uw projectkosten daadwerkelijk bepaalt.
Wat bepaalt de CNC-bewerkingskosten daadwerkelijk?
Wanneer fabrikanten uw bewerkte onderdelen offreren, beoordelen zij meerdere met elkaar verbonden factoren. Volgens industriële kostenanalyse , spelen het type materiaal, de ontwerppcomplexiteit, de bewerkingstijd en de eisen voor afwerking allemaal een belangrijke rol bij de uiteindelijke offerte. Het begrijpen van elk element helpt u om te identificeren waar er ruimte is voor flexibiliteit — en waar de kosten onveranderlijk zijn.
| Kostenfactor | Impactniveau | Wat beïnvloedt het | Klantcontrole |
|---|---|---|---|
| Materiaalkosten | Gemiddeld tot hoog | Materiaalsoort, kwalificatiespecificatie, voorraadbeschikbaarheid, verspilingspercentage tijdens bewerking | Hoog — materiaalkeuze beïnvloedt direct de basis kosten |
| Onderdeelcomplexiteit | Hoge | Aantal functies, ingewikkelde geometrieën, bewerking van meerdere oppervlakken, vereisten voor gespecialiseerde gereedschappen | Gemiddeld — vereenvoudiging van het ontwerp vermindert programmeer- en bewerkingstijd |
| Tolerantie-eisen | Hoge | Nauwkeurigheidsspecificaties, inspectiediepte, langzamere bewerkingsnelheden voor strakke toleranties | Hoog—strakke toleranties alleen toepassen waar functioneel noodzakelijk |
| Oppervlakfinish | Medium | Vereiste ruwheidswaarden, secundaire afwerkingsbewerkingen, gespecialiseerde behandelingen | Gemiddeld—cosmetische van functionele oppervlakken onderscheiden |
| Bestelvolume | Zeer hoog | Amortisatie van de opstelling, rechtvaardiging van investeringen in gereedschappen, groothandelskortingen op materiaal | Hoog—hoeveelheidsbeslissingen beïnvloeden de prijs per stuk aanzienlijk |
| Secundaire bewerkingen | Gemiddeld tot hoog | Warmtebehandeling, galvaniseren, coating, assemblage, extra hantering en coördinatie van uitbestede werkzaamheden | Gemiddeld—bewerkingen consolideren of specificaties aanpassen |
| Dringendheid levertijd | Medium | Spoedkosten, versnelde materiaalinname, overwerk, planningstoren | Hoog—tijdig plannen elimineert toeslagen |
Materiële kosten stel uw prijsstichting vast. Volgens specialisten op het gebied van bewerkingskosten zijn materialen zoals aluminium en zacht staal over het algemeen goedkoper, terwijl roestvaststaal, titanium en exotische legeringen de kosten aanzienlijk kunnen verhogen. Bovendien beïnvloedt de bewerkbaarheid hoe snel gereedschappen door het materiaal snijden: hardere metalen vereisen langzamere voedingssnelheden en veroorzaken grotere slijtage van het gereedschap, wat indirecte kosten met zich meebrengt.
Onderdeelcomplexiteit bepaalt de bewerkingstijd, die een van de grootste kostenposten vertegenwoordigt. Ingewikkelde geometrieën, nauwe toleranties en bewerking van meerdere oppervlakken vergen langere programmeer- en bewerkingstijd. Volgens onderzoek naar CNC-prototypemakingkosten kan ontwerppcomplexiteit de bewerkingstijd met 30–50% verhogen, wat direct gevolgen heeft voor uw eindfactuur. Onderdelen waarbij 80% of meer van het grondmateriaal moet worden verwijderd, leiden eveneens tot hogere kosten vanwege de langere bewerkingstijd en de toegenomen gereedschapsverslet.
Tolerantie-eisen leiden tot exponentiële kostenimpact. Volgens analisten op het gebied van precisieproductie kunnen strakke toleranties van ±0,001 inch de kosten verviervoudigen ten opzichte van standaardtoleranties van ±0,005 inch. Elk machinaal bewerkt onderdeel dat ultra-precieze afmetingen vereist, vraagt om langzamere snelheden, speciale gereedschappen en extra inspectie — alles wat bijdraagt aan uw factuur.
Volumeprincipe en prototypen-economie
Misschien heeft geen enkele factor een zo dramatische invloed op de prijs per stuk als de bestelhoeveelheid. Het begrijpen van deze relatie helpt u strategische beslissingen te nemen over prototypenruns versus productiehoeveelheden.
Bekijk dit scenario uit onderzoek naar productie-economie: één prototype kan $500 kosten, terwijl het bestellen van 10 stuks de prijs per stuk verlaagt tot ongeveer $300. Bij grotere series van 50 of meer stuks kunnen de kosten zelfs met tot wel 60% dalen, waardoor de prijs per stuk daalt tot ongeveer $120 — zonder enig verschil in kwaliteit of specificaties.
Waarom zijn deze verschillen zo groot? De economie is op te delen in vaste en variabele kosten:
- Vaste Kosten blijven constant, ongeacht de hoeveelheid—programmering, CAD/CAM-voorbereiding, spanmiddelenopbouw en instelling. Deze eenmalige kosten, die vaak variëren van $200 tot $500, worden verdeeld over uw bestelhoeveelheid. Één onderdeel draagt het volledige bedrag; vijftig onderdelen dragen elk slechts een fractie.
- Variabele Kosten schalen met de hoeveelheid—materiaal, bewerkingstijd per onderdeel en inspectie. Deze kosten profiteren van efficiëntiewinsten naarmate operators processen optimaliseren tijdens langere productieruns.
- Materiaalkortingen worden van kracht bij hogere volumes. Volgens materiaalinkoopdeskundigen kwalificeert grootschalig inkopen doorgaans voor kortingen van 10–25%, wat de kosten per eenheid verder verlaagt.
Praktische toepassing: Als u nieuwe CNC-gefrezen onderdelen ontwikkelt en prototypen nodig hebt voor testdoeleinden, overweeg dan om 3–5 eenheden te bestellen in plaats van één enkel monster. U verkrijgt zo redundantie voor destructieve tests, terwijl de investering per eenheid aanzienlijk daalt. De marginale kosten van extra prototypen zijn veel lager dan wanneer u deze afzonderlijk later bestelt.
Kostenverlaging via ontwerp voor fabricage
Hier halen geïnformeerde kopers aanzienlijke voordelen. Om machineonderdelen efficiënt te produceren, zijn ontwerpen vereist die zijn geoptimaliseerd voor CNC-processen—en kleine wijzigingen kunnen aanzienlijke besparingen opleveren zonder de functie te compromitteren.
Volgens DFM-specialisten leiden verschillende ontwerpprincipes direct tot lagere productiekosten:
Vermijd diepe gaten en uitsparingen. Deze kenmerken veroorzaken problemen met betrekking tot afwerking en precisie, en kunnen zelfs leiden tot het breken van gereedschap. Ze vereisen vaak meerdere bewerkingspassen om correct te worden vervaardigd, wat de bewerkingstijd verlengt en bijgevolg uw onderdeelkosten verhoogt.
Beperk scherpe inwendige hoeken. CNC-freesgereedschappen zijn rond, waardoor ze een radius achterlaten bij inwendige hoeken. Scherpe inwendige hoeken vereisen gespecialiseerd gereedschap of secundaire bewerkingen zoals EDM—wat de kosten aanzienlijk verhoogt. Gebruik in plaats daarvan inwendige afrondingen (fillets) die overeenkomen met standaard gereedschapsdiameters.
Handhaaf een geschikte wanddikte. Dunne wanden zijn gevoelig voor trillingen tijdens het bewerken, wat de haalbare nauwkeurigheid verlaagt en mogelijk afval veroorzaakt. Het volgen van richtlijnen voor minimale wanddikte waarborgt de structurele integriteit en bewerkbaarheid.
Kies voor afschuiningen in plaats van afrondingen op externe randen. Externe afrondingen vereisen over het algemeen meer machine-tijd en speciale gereedschappen. Afschuiningen vervullen vergelijkbare functionele doeleinden — ontbramen, veiligheid, esthetiek — tegen lagere kosten.
Geef alleen de toleranties op die daadwerkelijk nodig zijn. Volgens experts op het gebied van bewerkingsoptimalisatie , want als extreme precisie niet absoluut noodzakelijk is voor uw onderdeel, voorkomt het zich zo veel mogelijk aan algemene toleranties zoals ISO 2768 houden onnodige kostenverhoging.
Levertijd factoren en realistische verwachtingen
Naast de prijs kunnen levertijdverwachtingen vaak kopers verrassen die onbekend zijn met de realiteiten van de productie. Verschillende factoren bepalen hoe snel uw bewerkte onderdelen van bestelling naar verzending gaan.
Machinebeschikbaarheid heeft direct invloed op de planning. Populaire machines—5-assige machines, freesmachines met een groot bewerkingsvolume—kunnen wachttijden van weken hebben. Eenvoudigere onderdelen die op 3-assige machines worden bewerkt, kunnen vaak sneller worden ingepland.
Materialisering kan de tijdlijn aanzienlijk verlengen. Veelgebruikte legeringen zoals aluminiumlegering 6061 of roestvaststaal 304 zijn meestal lokaal voorradig. Exotische legeringen, specifieke warmtebehandelingscondities of gecertificeerde lucht- en ruimtevaartlegeringen vereisen vaak bestellingen bij de staalfabriek met levertijden van 4 tot 8 weken.
Afwerkingsvereisten voegen verwerkingstijd in dagen toe. Volgens specialisten op het gebied van oppervlakteafwerking voegen afwerkingen 'zoals geleverd' geen extra tijd toe, terwijl basisbehandelingen zoals kogelstralen 1–2 dagen extra tijd vergen. Premiumafwerkingen zoals anodiseren verlengen de levertijd met 3–5 dagen, en gespecialiseerde coatings kunnen externe coördinatie vereisen, wat nog eens een week of langer kan duren.
Spoedbestellingen zijn mogelijk, maar duur. Versnelling vereist dat fabrikanten hun planning herorganiseren, materialen sneller inkopen en mogelijk overwerk doen—allemaal tegen premietarieven. Volgens specialisten op het gebied van productiekosten leidt dringendheid met betrekking tot de levertijd tot hogere kosten door overwerk bij bewerkingen, versnelde materiaalbestellingen en prioritaire plaatsing—vaak met een toeslag van 25–50% ten opzichte van standaardtermijnen.
De meest kosteneffectieve aanpak? Plan van tevoren. De productietijden voor onderdelen worden voorspelbaar wanneer u nauwkeurige planningen communiceert, laatste-minuutwijzigingen vermijdt en buffer tijd inbouwt voor onvoorziene omstandigheden. Fabrikanten belonen voorspelbare klanten met betere prijzen en prioritaire aandacht wanneer werkelijke noodsituaties zich voordoen.
Nu de prijsfactoren bekend zijn, is de volgende overweging gericht op sectorgebonden eisen—de gespecialiseerde normen en certificeringen die de productie voor de automobiel-, lucht- en ruimtevaart- en medische toepassingen bepalen.

Sectorgebonden eisen voor de automobiel-, lucht- en ruimtevaart- en medische sector
U beheerst de prijsfactoren en verwachtingen met betrekking tot de levertijd. Maar hiermee onderscheiden kopers die slagen zich van kopers die duurzame verrassingen tegenkomen: het begrijpen dat verschillende sectoren fundamenteel verschillende productiebenaderingen vereisen. Een fabrikant van bewerkte onderdelen voor de automobieltoeleveringsketen werkt onder geheel andere beperkingen dan een fabrikant van lucht- en ruimtevaartcomponenten of medische hulpmiddelen.
Dit zijn geen subtiele variaties — het zijn afzonderlijke ecosystemen met unieke certificeringen, documentatievereisten en protocollen voor kwaliteitscontrole. Bedrijven die op maat gemaakte metalen onderdelen produceren voor gereguleerde sectoren investeren zwaar in gespecialiseerde capaciteiten die algemene bewerkingsbedrijven eenvoudigweg niet bezitten. Laten we onderzoeken wat elke belangrijke sector van zijn productiepartners verwacht.
Productievereisten voor de automobielsector
De automobielindustrie vormt een van de meest veeleisende omgevingen voor de productie van CNC-gefreesde onderdelen. De volumeverwachtingen lopen op tot duizenden of miljoenen identieke componenten, waarbij allemaal perfecte consistentie vereist is. Één defect onderdeel kan terugroepacties teweegbrengen die honderdduizenden voertuigen betreffen — met enorme financiële en reputatieschade als gevolg.
Volgens specialisten op het gebied van industrie-certificering is IATF 16949 de wereldwijde norm voor kwaliteitsmanagement in de automobielindustrie. Deze norm combineert de beginselen van ISO 9001 met sector-specifieke eisen voor continue verbetering, foutpreventie en strenge toezichtsregels voor leveranciers. Deze certificering is geen optie voor serieuze automobielleveranciers — het is de toegangspas om samen te werken met grote OEM’s.
Belangrijke vereisten voor CNC-gefrezen auto-onderdelen zijn:
- IATF 16949 Certificering: Toont systematisch kwaliteitsmanagement dat aansluit bij de verwachtingen van de automobielindustrie, inclusief de procesgoedkeuringsprocedure voor productieonderdelen (PPAP)
- Statistische Procesbeheersing (SPC): Echtijdmonitoring van kritieke afmetingen tijdens productielopen om afwijkingen op te sporen voordat ze defecten worden
- Consistentie bij hoge volumes: Vermogen om duizenden identieke, nauwkeurig bewerkte producten te produceren met minimale variatie tussen het eerste en het laatste onderdeel
- Focus op foutpreventie: Proactieve kwaliteitssystemen in plaats van reactieve inspectie — problemen opsporen voordat ze zich voordoen
- Volledige traceerbaarheid: Materiaalcertificaten, procesregistraties en inspectiedocumentatie die elk onderdeel koppelen aan zijn productiegeschiedenis
- Snelle schaalbaarheid: Vermogen om naadloos over te schakelen van prototype-aantallen naar volledige productiehoeveelheden zonder kwaliteitsachteruitgang
Voor kopers van automotive-onderdelen maakt samenwerken met gecertificeerde fabrikanten het verschil tussen een soepele productie en kostbare storingen. Shaoyi Metal Technology , bijvoorbeeld, beschikt over de IATF 16949-certificering en implementeert strenge SPC-processen—waardoor zij hoge-nauwkeurigheidscomponenten kunnen leveren voor complexe chassisassen en aangepaste metalen lagers, terwijl ze naadloos kunnen schalen van snelle prototyping tot massaproductie. Hun levertijden, die bij dringende behoeften zo snel als één werkdag kunnen zijn, tonen de responsiviteit die automobieltoeleveringsketens vereisen.
Productievereisten voor de lucht- en ruimtevaartsector
Wanneer componenten op 35.000 voet hoogte vliegen met honderden passagiers aan boord, is storing geen optie. De productie voor de lucht- en ruimtevaartsector vereist de strengste kwaliteitsnormen van elke industrie. Volgens certificatie-experts op het gebied van lucht- en ruimtevaart bouwt AS9100 voort op de basis van ISO 9001 en introduceert aanvullende, specifieke eisen voor de lucht- en ruimtevaartsector, met nadruk op risicobeheer, strenge documentatie en controle van productintegriteit gedurende complexe toeleveringsketens.
Wat maakt lucht- en ruimtevaartcomponenten anders dan andere precisiebewerkte componenten?
- AS9100D-certificering: De op de lucht- en ruimtevaart gerichte kwaliteitsmanagementsnorm die ISO 9001 uitbreidt met aanvullende eisen voor configuratiebeheer, voorkoming van namaakonderdelen en veiligheidseisen
- Nadcap-acc creditatie: Volgens specialisten op het gebied van speciale processen richt NADCAP zich op de accreditatie van speciale processen die essentieel zijn voor de lucht- en ruimtevaart- en defensieproductie, waaronder warmtebehandeling, chemische bewerking en niet-destructief onderzoek
- Volledige materiaaltraceerbaarheid: Volgens Experts op het gebied van AS9100-implementatie , omvat de traceerbaarheidseisen identificatie gedurende de gehele levensduur van het product, kennis van alle producten die zijn vervaardigd uit één partij materiaal, en het vermogen om de opeenvolgende registratie van een product tijdens fabricage, assemblage, testen en inspectie op te halen
- Configuratiebeheer: Precies weten welke onderdelen, processen, materialen en revisies in elk product zijn verwerkt, om deze te kunnen vergelijken met de ontwerpconfiguratie
- Acceptatie-mediacontrole: Stempels, wachtwoorden of elektronische handtekeningen die aangeven wie taken heeft uitgevoerd of metingen heeft geaccepteerd, moeten worden gecontroleerd om een juiste autorisatie te waarborgen
- Kwaliteitsplanning op basis van risico's: Systematische identificatie en mitigatie van potentiële foutmodi voordat de productie begint
De gevolgen van onvoldoende traceerbaarheid in de lucht- en ruimtevaart zijn ernstig. Volgens traceerbaarheidsspecialisten moet een fabrikant, wanneer een bepaald onderdeel defect blijkt en een vliegtuigincident veroorzaakt, identificeren welke onderdelen op andere vliegtuigen mogelijk zijn aangetast — tot aan de grondstoffen die voor elk individueel onderdeel zijn gebruikt. Zonder adequate traceerbaarheid zouden bedrijven mogelijk alle twijfelachtige producten moeten vervangen, simpelweg omdat ze niet met zekerheid weten welke eenheden verdacht zijn.
Elke fabrikant van CNC-gedraaide onderdelen die de lucht- en ruimtevaartsector bedient, moet deze capaciteiten aantonen via gedocumenteerde processen en audits door derden. Als uw toepassing vluchtkritische onderdelen omvat, controleer dan vóór het aangaan van een leveranciersrelatie of de leverancier in het bezit is van de AS9100D-certificering.
Vereisten voor de productie van medische apparatuur
Medische hulpmiddelen hebben direct invloed op de veiligheid van patiënten—waardoor de eisen voor deze sector bijzonder streng zijn. Volgens experts op het gebied van medische certificering is ISO 13485 de definitieve norm voor kwaliteitsmanagement op dit gebied en stelt deze strenge eisen aan ontwerp, productie, traceerbaarheid en risicobeperking.
Kritieke eisen voor medische precisie-onderdelen die zijn bewerkt met CNC omvatten:
- ISO 13485-certificering: Het gespecialiseerde kwaliteitsmanagementsysteem voor de productie van medische hulpmiddelen, dat naleving van regelgeving en patiëntveiligheid waarborgt
- FDA 21 CFR Deel 820-conformiteit: De Quality System Regulation (QSR), die het ontwerp, de productie en de traceerbaarheid van in de Verenigde Staten verkochte medische hulpmiddelen regelt
- Uitgebreid risicobeheer: Systematische identificatie en beperking van risico’s die van invloed kunnen zijn op de veiligheid of werkzaamheid van het hulpmiddel
- Volledige producttraceerbaarheid: Mogelijkheid om elk onderdeel via de volledige productiegeschiedenis te traceren ten behoeve van terugroepacties
- Effectief klachtenbeheer: Gedocumenteerde procedures voor het onderzoeken en aanpakken van kwaliteitskwesties
- Cleanroommogelijkheden: Productieomgevingen zonder verontreiniging voor gevoelige componenten
De cleanroomvereiste verdient bijzondere aandacht. Volgens specialisten op het gebied van cleanroomproductie vereisen componenten in sterk gereguleerde sectoren precisieassemblage in omgevingen zonder verontreiniging om te voldoen aan de juiste normen. Assemblage van medische hulpmiddelen en kitting-diensten door ervaren technici zorgen ervoor dat op maat gefreesde onderdelen voldoen aan strenge kwaliteitsnormen.
Gespecialiseerde omgevingen voor kritieke sectoren
Buiten certificeringen vereisen bepaalde toepassingen productieomgevingen die de meeste machinebouwbedrijven eenvoudigweg niet kunnen bieden. Cleanroomfaciliteiten vormen de meest significante gespecialiseerde capaciteit voor halfgeleider- en medische toepassingen.
Volgens specialisten op het gebied van precisiecomponenten voldoen ISO-klasse 7-cleanrooms aan de FDA-regelgeving voor kwaliteitssystemen en aan de certificeringsvereisten van ISO 13485:2016. Deze gecontroleerde omgevingen ondersteunen diverse assemblage- en afwerkmethoden, waaronder:
- Depyrogene ultrasonische reiniging voor verwijdering van verontreinigingen
- Oplosmiddel- en lijmverbinding onder deeltjevrije omstandigheden
- Ultrasonische en laserlassen met precisiecontrole
- Laserboren, -snijden en -markeren voor medische traceerbaarheid
- Testen en validatie, inclusief barsttesten, drukvervaltesten en trektesten
Medische hulpmiddelen en apparatuur vereisen precisie van ontwerp tot productie en kwaliteitsgecontroleerde assemblage. Volgens experts op het gebied van medische productie moeten processen strikte kwaliteitscontrole prioriteren, met het besef dat fouten bij bewerking, assemblage of levering kritieke gevolgen kunnen hebben voor eindgebruikers.
Lucht- en ruimtevaartcomponenten profiteren eveneens van gecontroleerde omgevingen. Deze componenten worden vaak gebruikt in toepassingen met hoge snelheden en grote belastingen en zijn afhankelijk van precisieproductie en -assemblage, waarbij de kleinste gebreken catastrofale gevolgen kunnen hebben. De productiecapaciteiten voor thermokoppels, satellietcomponenten en zuurstofproductieapparatuur vereisen alle speciale behandeling buiten de standaardomgeving van een machinefabriek.
Overwegingen voor de defensiesector
CNC-bewerking voor defensietoepassingen brengt aanvullende regelgevende lagen met zich mee. Volgens specialisten op het gebied van defensienaleving valt defensieproductie onder de jurisdictie van de International Traffic in Arms Regulations (ITAR), die de verwerking van gevoelige technische gegevens en componenten streng regelt. Voor naleving is registratie bij het Amerikaanse ministerie van Buitenlandse Zaken en het toepassen van protocollen voor informatiebeveiliging vereist.
Defensieaannemers hebben doorgaans ISO 9001- of AS9100-certificeringen nodig, gecombineerd met ITAR-registratie, om zowel hun kwaliteitscapaciteit als hun naleving van nationale veiligheidseisen te demonstreren. Deze gecombineerde vereisten helpen overheidsopdrachtgevers vertrouwen inzake de technische capaciteiten van een faciliteit en haar vermogen om gevoelige informatie te beschermen.
Bij het inkopen van CNC-gefreesde onderdelen voor gereguleerde sectoren is certificatieverificatie geen optie – het is essentieel. Vraag actuele certificaten aan, controleer of het toepassingsgebied van deze certificaten uw specifieke eisen omvat en verifieer de ervaring van de leverancier met de unieke documentatie- en traceerbaarheidseisen van uw sector.
Het begrijpen van deze sector-specifieke vereisten stelt u in staat de juiste vragen te stellen en fabrikanten te identificeren die daadwerkelijk in staat zijn aan uw behoeften te voldoen. Het laatste onderdeel van de puzzel bestaat uit het opbouwen van duurzame leveranciersrelaties die op termijn consistente resultaten opleveren – en het vermijden van veelvoorkomende fouten die productiepartnerschappen in gevaar brengen.
Valkuilen Vermijden en Sterke Relaties met Fabrikanten Opbouwen
U hebt de materiaalkeuze beheerst, de prijsfactoren begrepen en de sector-specifieke vereisten geïdentificeerd. Nu volgt het inzicht dat kopers die bloeien onderscheidt van kopers die voortdurend op zoek zijn naar nieuwe leveranciers: het opbouwen van duurzame partnerschappen met fabrikanten van CNC-onderdelen vereist meer dan het vinden van geschikte productiefaciliteiten. Het vereist het vermijden van veelvoorkomende fouten die relaties ondermijnen voordat ze tot stand kunnen komen — en het toepassen van samenwerkingspraktijken die transactionele aankoop omvormen tot strategische partnerschappen.
Dit is wat ervaren inkoopprofessionals begrijpen: de werkelijke kosten van het wisselen van leveranciers zijn veel hoger dan de schijnbare besparingen die worden behaald door op zoek te gaan naar lagere offertes. Volgens specialisten op het gebied van productiepartnerschappen maken langdurige relaties het mogelijk dat beide partijen zich richten op gemeenschappelijke doelen, een diepgaand wederzijds begrip ontwikkelen, kostbare misverstanden vermijden en proactief samenwerken om complexe technische uitdagingen op te lossen. Laten we onderzoeken hoe u deze waardevolle relaties kunt opbouwen—te beginnen met de fouten die u moet vermijden.
Veelvoorkomende fouten die productieprojecten verstoren
Zelfs ervaren inkopers vallen in valstrikken die leveranciersrelaties beschadigen en projectkosten opdrijven. Het herkennen van deze valkuilen voordat ze zich voordoen, bespaart u de dure les van het op de harde manier leren.
- Onduidelijke specificaties: Het indienen van onvolledige tekeningen, ontbrekende tolerantieaanduidingen of vaag omschreven materiaaleisen dwingt producenten ertoe aannames te maken. Volgens CNC-bewerkingspecialisten door uw ontwerp eenvoudig te houden en de specificaties duidelijk te formuleren, voorkomt u extra bewerkingstijd en zinloze bewerkingen die kosten verhogen zonder toegevoegde waarde. Onduidelijkheid leidt tot fouten – en geschillen over wie verantwoordelijk is.
- Onrealistische tijdplanning: Het eisen van een spoedlevering zonder rekening te houden met de realiteiten van de productie belast de relaties en doet de kosten stijgen. Op maat gemaakte machineonderdelen vereisen programmering, inrichting, bewerking en inspectie – processen die niet willekeurig kunnen worden ingekort zonder gevolgen voor de kwaliteit.
- Slechte communicatie: Wegblijven na het plaatsen van bestellingen en dan pas weer opduiken met urgente wijzigingen veroorzaakt chaos. Sterke partnerschappen vereisen continue betrokkenheid, snelle reacties op vragen en proactieve melding van wijzigende eisen.
- DFM-feedback negeren: Wanneer ervaren fabrikanten ontwerpveranderingen voor betere vervaardigbaarheid suggereren, verspilt het negeren van hun input waardevolle expertise. Volgens experts op het gebied van ontwerpoptimalisatie voegen kenmerken zoals kleine interne hoeken, hoge dunne wanden of verhoogde tekst aanzienlijke kosten en bewerkingstijd toe. Fabrikanten die advies geven over DFM (Design for Manufacturability) proberen u geld te besparen—luister naar hen.
- Frequent wisselen van leveranciers: Voortdurend op zoek gaan naar het laagste offertebedrag verhindert elke leverancier erin om uw voorkeuren, kwaliteitsnormen en communicatiepatronen te leren kennen. Elke nieuwe relatie vereist het opnieuw opbouwen van institutionele kennis die ervaren partners al in huis hebben.
Deze fouten hebben een gemeenschappelijk kenmerk: ze beschouwen productie als een commoditeitstransactie in plaats van als een samenwerkingsrelatie. CNC-machineonderdelen vereisen precisie, expertise en aandacht voor detail—kwaliteiten die bloeien in stabiele partnerschappen en verdorren onder antagonistische inkooppraktijken.
Een betrouwbare leverancierspartnership opbouwen
Het transformeren van leveranciersrelaties van transactioneel naar strategisch vereist doelgerichte inspanningen van beide partijen. Hieronder vindt u hoe succesvolle kopers partnerschappen cultiveren die jaar na jaar consistente resultaten opleveren.
Stel regelmatige communicatiepatronen vast. Volgens experts op het gebied van partnerschapsontwikkeling leidt het aanwijzen van toegewezen contactpersonen aan beide zijden tot een efficiëntere coördinatie. Plan vaste tijdstippen in voor projectupdates, ontwerpreviews en demonstraties van lopende werkzaamheden. Gebruik cloudgebaseerde samenwerkingsplatforms om bestanden en gegevens onmiddellijk te delen.
Creëer zinvolle feedbackcycli. Wacht niet tot problemen zich voordoen—deel proactief uw observaties over de prestaties. Als op maat gemaakte onderdelen de verwachtingen overtreffen, laat dat dan weten. Als er problemen optreden, behandel ze dan op een constructieve, niet beschuldigende manier. Volgens specialisten op het gebied van leveranciersrelaties bouwt het creëren van een omgeving waarin uitdagingen tijdig worden gemeld en constructief worden aangepakt, vertrouwen op dat in de loop der tijd sterker wordt.
Verstrek nauwkeurige volumeprognoses. Fabrikanten plannen capaciteit, plannen machines in en voorraden materialen op basis van klantprognoses. Het delen van realistische jaarlijkse gebruiksschattingen—zelfs ruwe bereiken—helpt uw CNC-onderdelenleverancier zich voor te bereiden op uw behoeften. Plotselinge vraagpieken worden beheersbaar wanneer partners ze gezamenlijk anticiperen.
Betrek leveranciers vroegtijdig bij de ontwikkeling. Volgens experts op het gebied van samenwerkende productie leidt het betrekken van uw CNC-bewerkingspartner tijdens de ontwerpfase en prototypefase tot beter gebruik van diens productiekennis. Vroegtijdige betrokkenheid van de leverancier identificeert mogelijke problemen met de onderhoudbaarheid en vermindert kostbare herontwerpen—waardoor uw leverancier een ontwerphulp wordt in plaats van slechts een productiefaciliteit.
Streef gezamenlijk naar continue verbetering. Plan periodieke zakelijke reviews in om kwaliteitsmetrieken, leverprestaties en kostenstreefwaarden te evalueren. Volgens specialisten op het gebied van duurzame samenwerking identificeren deze sessies verbetermogelijkheden, passen zich aan nieuwe marktomstandigheden aan en zorgen voor een nauwere afstemming van toekomstige productieplannen.
Partners selecteren voor groei op lange termijn
Voor groeiende bedrijven moeten de criteria voor leveranciersselectie verder reiken dan de huidige behoeften en ook toekomstige capaciteiten omvatten. De ideale productiepartner groeit mee met uw bedrijf — hij verwerkt vandaag prototypes en morgen productievolumes, zonder kwaliteitsverlies of spanningen in de relatie.
Let op fabrikanten die het volgende kunnen tonen:
- Snelle levertijden voor dringende behoeften: Partners die in staat zijn om bewerkte producten binnen één werkdag te leveren bij noodsituaties, bieden onbetaalbare flexibiliteit wanneer onverwachte kansen of uitdagingen zich voordoen.
- Schaalbare productiecapaciteit: Faciliteiten die naadloos overgaan van prototyping naar massaproductie elimineren de verstoring die ontstaat door nieuwe leveranciers te moeten vinden naarmate uw volumes groeien
- Uitgebreide op maat gemaakte bewerkingsoplossingen: Partners die volledige diensten aanbieden—van complexe assemblages tot gespecialiseerde componenten—vereenvoudigen uw toeleveringsketen en verminderen de coördinatie-inspanning
- Gecertificeerde kwaliteitssystemen: Certificering volgens IATF 16949 en implementatie van statistische procescontrole (SPC) waarborgen consistentie bij stijgende productievolumes
Deze capaciteiten zijn met name belangrijk voor automotive-toepassingen, waar betrouwbaarheid van de toeleveringsketen direct van invloed is op de productieplanning. Shaoyi Metal Technology is een voorbeeld van deze partnerschapsgereedheid: hun volgens IATF 16949 gecertificeerde faciliteit verzorgt alles, van complexe chassisassemblages tot op maat gemaakte metalen lagers, met levertijden van slechts één werkdag voor dringende eisen. Deze combinatie van uitgebreide capaciteit en responsieve service vormt de basis voor leveranciersrelaties die sterker worden naarmate uw bedrijf groeit.
De beste leveranciersrelaties voelen aan als uitbreidingen van uw eigen team—partners die uw prioriteiten begrijpen, uw behoeften anticiperen en investeren in uw succes, omdat hun succes afhankelijk is van het uwe.
Het opbouwen van deze relaties vereist geduld, consistentie en wederzijds respect. De kortetermijnbesparingen door voortdurend van leverancier te wisselen verbleken bij de langetermijnwaarde van partners die uw specificaties tot in detail kennen, potentiële problemen opsporen voordat ze zich ontwikkelen tot echte problemen en uw orders prioriteren omdat ze uw partnerschap waarderen. Investeer in relaties met bekwaam CNC-machineonderdelenfabrikanten, en u zult ontdekken dat het echte ‘insidergeheim’ niet een slim onderhandelingsknooppunt is—het is de cumulatieve waarde van vertrouwen dat zich over tijd opbouwt.
Veelgestelde vragen over CNC-machineonderdelenfabrikanten
1. Wat zijn de 7 belangrijkste onderdelen van een CNC-machine?
De zeven belangrijke componenten omvatten de machinebesturingseenheid (MCU), die fungeert als het brein van de machine, invoerapparaten voor het laden van programma’s, het aandrijfsysteem voor bewegingsregeling, gereedschapsmachines voor bewerkingsoperaties, feedbacksystemen voor nauwkeurig bewakingsdoeleinden, het bed en de werktafel voor ondersteuning van het werkstuk, en koelsystemen om de warmte tijdens de bewerking te beheersen. Een goed begrip van deze componenten helpt kopers effectief te communiceren met fabrikanten over functionele vereisten en eventuele problemen tijdens de productie op te lossen.
2. Hoeveel kost een op maat gemaakt CNC-onderdeel?
De kosten voor op maat gemaakte CNC-onderdelen variëren sterk afhankelijk van de complexiteit, materialen, toleranties en hoeveelheid. Eenvoudige onderdelen in kleine series liggen meestal tussen de 10 en 50 dollar per stuk, terwijl nauwkeurig geconstrueerde componenten bij bestellingen in lage volumes meer dan 160 dollar per stuk kunnen kosten. Belangrijke kostenfactoren zijn de keuze van materiaal, de complexiteit van het onderdeel, de vereiste toleranties, de specificaties voor de oppervlakteafwerking en de bestelhoeveelheid. Bij hogere volumes dalen de kosten per stuk aanzienlijk, omdat de instelkosten worden verdeeld over meer onderdelen.
3. Welk bedrijf is het beste voor CNC-machines?
De beste fabrikant van CNC-machinedelen hangt af van uw specifieke industriebehoeften en toepassingsvereisten. Voor automotive-toepassingen die IATF 16949-certificering en consistente productie in grote volumes vereisen, bieden fabrikanten zoals Shaoyi Metal Technology gecertificeerde kwaliteitssystemen met SPC-processen en levertijden van slechts één werkdag. Voor lucht- en ruimtevaarttoepassingen zijn leveranciers vereist met AS9100D-certificering, terwijl productie van medische hulpmiddelen ISO 13485-certificering vereist met cleanroommogelijkheden.
4. Welke certificaten moeten fabrikanten van CNC-machinedelen bezitten?
Essentiële certificaten zijn afhankelijk van uw sector. ISO 9001:2015 is de basisnorm voor kwaliteit in algemene productie. Leveranciers in de automobielindustrie moeten over certificering volgens IATF 16949 beschikken, met nadruk op voorkoming van gebreken en vermindering van variatie. Voor lucht- en ruimtevaartcomponenten is certificering volgens AS9100D vereist, met aanvullende eisen voor configuratiebeheer en materiaaltraceerbaarheid. Voor de productie van medische hulpmiddelen is certificering volgens ISO 13485 vereist om naleving van regelgeving en patiëntveiligheid te waarborgen.
5. Hoe stel ik een effectief RFQ op voor CNC-bewerking?
Een volledig RFQ-pakket omvat CAD-bestanden in STEP- of IGES-formaat, plus 2D-PDF’s met tolerantieaanduidingen, exacte specificaties van het materiaaltype, toleranties voor kritieke afmetingen met GD&T waar van toepassing, hoeveelheidsvereisten inclusief jaarlijkse gebruiksvorcasting, eisen voor oppervlakteafwerking (met onderscheid tussen functionele en cosmetische gebieden), specificaties voor secundaire bewerkingen, realistische levertijden en, indien van toepassing, budgetparameters. Volledige indieningen leiden tot snellere en nauwkeurigere offertes en voorkomen kostbare vertragingen.