 Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —
Kleine series, hoge eisen. Onze snelprototyperingservice maakt validatie sneller en eenvoudiger —

CNC-bewerking ontcijferd: van digitale ontwerpen tot afgewerkt onderdeel
Wat CNC-bewerking eigenlijk betekent voor moderne productie
Hebt u zich ooit afgevraagd hoe een digitale ontwerp op uw computerscherm wordt omgezet in een precies metalen onderdeel dat u met de hand kunt vasthouden? Het antwoord ligt in een technologie die stilletjes de productie heeft geradicaliseerd in vrijwel elke denkbare industrie.
Wat is CNC dan eigenlijk? In wezen is de definitie van CNC eenvoudig: CNC staat voor Computer Numerical Control deze technologie maakt gebruik van geautomatiseerde computersystemen om gereedschapmachines met uitzonderlijke precisie te besturen, waardoor grondstoffen worden omgezet in afgewerkte onderdelen via geautomatiseerde bewerkingen zoals snijden, boren en vormgeven. In tegenstelling tot handmatige bewerking, waarbij operators handwielen draaien om elke beweging te beheren, voeren CNC-machines digitale instructies uit om complexe bewerkingen met opmerkelijke consistentie uit te voeren.
De betekenis van CNC wordt duidelijker wanneer u het proces begrijpt. Een computerprogramma, geschreven in een gestandaardiseerde taal genaamd G-code, vertelt de machine precies hoe deze moet bewegen, met welke snelheid de snijgereedschappen moeten draaien en waar exact materiaal moet worden verwijderd. Het resultaat? Onderdelen die zijn vervaardigd met toleranties tot ±0,001 inch — ongeveer één zeventigste van de dikte van een mensenhaar.
CNC-bewerking overbrugt de kloof tussen verbeelding en werkelijkheid: de nauwkeurige geometrie van digitale ontwerpen wordt omgezet in fysieke onderdelen met een precisie die handmatige methoden simpelweg niet kunnen evenaren.
Van digitaal ontwerp naar fysieke werkelijkheid
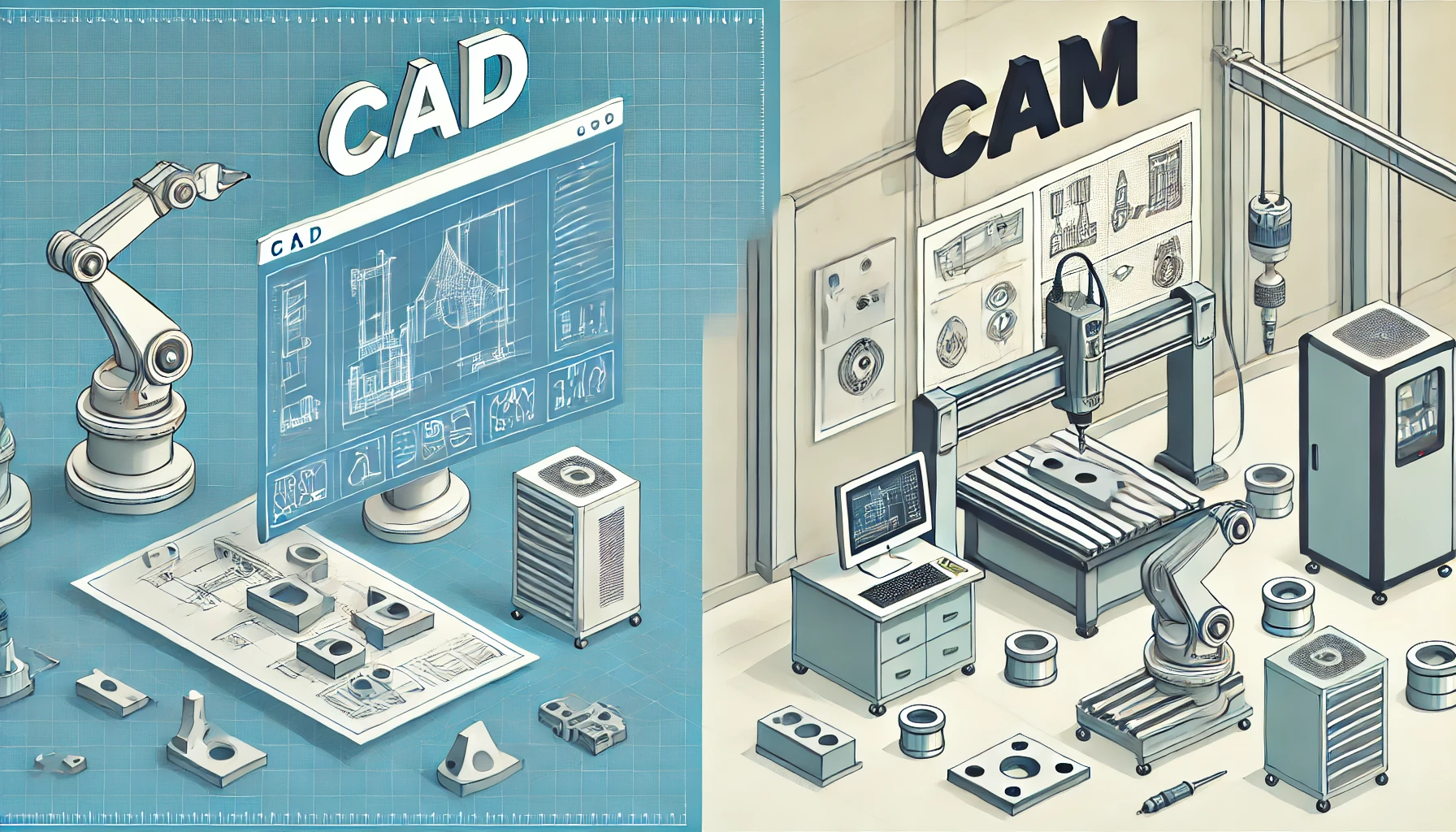
Stel je voor dat je een complex onderdeel voor de lucht- en ruimtevaart op je computer ontwerpt. Elke bocht, elk gat, elke nauwkeurige afmeting bestaat als digitale data. CNC-technologie neemt die digitale blauwdruk en maakt deze tastbaar. Het proces begint met CAD-software (Computer-Aided Design), waar ingenieurs gedetailleerde 3D-modellen maken. Deze modellen worden vervolgens verwerkt in CAM-software (Computer-Aided Manufacturing), die de specifieke instructies genereert die de machine nodig heeft.
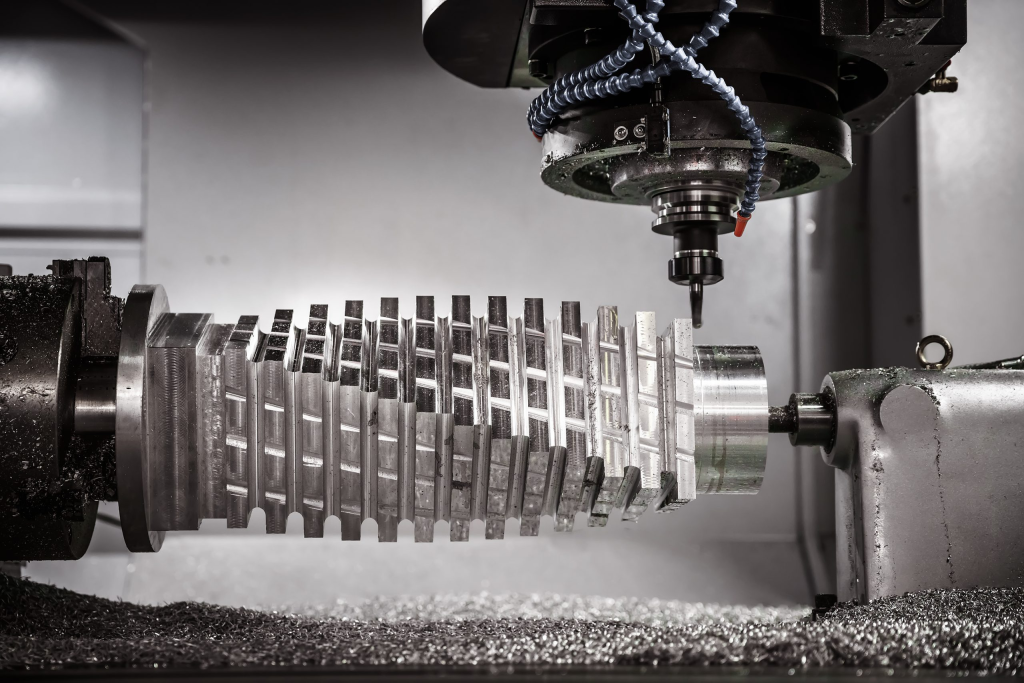
Wat betekent CNC voor het daadwerkelijke productieproces? Het betekent dat een roterend snijgereedschap, gestuurd door servomotoren die reageren op computergestuurde commando’s, systematisch materiaal verwijdert van een massief blok totdat uw onderdeel verschijnt. Deze subtractieve productiemethode werkt met metalen zoals aluminium, staal en titanium, maar ook met kunststoffen en composieten.
De revolutie van de computerbestuurde productie
Begrijpen wat CNC betekent, helpt uitleggen waarom deze technologie de moderne productie domineert. Van de motordelen in uw auto tot de chirurgische instrumenten in operatiekamers: CNC-gefrezen onderdelen zijn overal te vinden. De lucht- en ruimtevaartindustrie is afhankelijk van deze precisie voor veiligheidskritieke vliegtuigcomponenten. Fabrikanten van medische hulpmiddelen vertrouwen erop voor implantaatonderdelen die perfect moeten passen. Zelfs consumentenelektronica bevat precisie-onderdelen die via computergestuurde numerieke besturing (CNC) worden geproduceerd.
Volgens productie-experts kunnen CNC-machines continu draaien met minimale menselijke tussenkomst, waardoor de productiviteit aanzienlijk stijgt terwijl de kwaliteit consistent blijft. Elk onderdeel is in feite een exacte kopie van het vorige — een mate van herhaalbaarheid die massaproductie van complexe componenten niet alleen mogelijk maakt, maar ook economisch haalbaar.
Of u nu een ingenieur bent die onderzoekt welke productiemogelijkheden er zijn, een ondernemer die overweegt welke productiemethoden het beste geschikt zijn, of gewoon nieuwsgierig bent naar de manier waarop producten worden vervaardigd: begrip van deze technologie opent de deur naar slimmere ontwerpbeslissingen en efficiëntere productiestrategieën.

Essentiële CNC-machinetypes en hun unieke mogelijkheden
Nu u weet wat computergestuurde numerieke besturing (CNC) betekent, vraagt u zich waarschijnlijk af: welke machine maakt de onderdelen eigenlijk? Niet alle CNC-apparatuur werkt op dezelfde manier. Sommige machines zijn uitstekend geschikt voor het maken van vlakke oppervlakken en complexe uitsparingen, andere zijn bijzonder geschikt voor het produceren van ronde assen en cilindrische componenten, en weer andere verwerken grote platen van zachtere materialen snel en efficiënt.
Kiezen de juiste CNC-machine voor uw project heeft direct invloed op kwaliteit, kosten en levertijd. Laten we de drie fundamentele types bespreken die u het meest vaak zult tegenkomen: freesmachines, draaibanken en frezen.
Fresmachines en hun snijmogelijkheden
Een CNC-freesmachine is wellicht het meest veelzijdige werkpaard in de precisieproductie. Deze machines gebruiken roterende snijgereedschappen die zich langs meerdere assen bewegen om materiaal te verwijderen van een stationair werkstuk. Stel u een boorbank voor die ook zijwaarts, naar voren en naar achteren kan bewegen tijdens het snijden — dat is frezen in zijn eenvoudigste vorm.
CNC-freesmachines zijn bijzonder geschikt voor het maken van:
- Vlakke oppervlakken en nauwkeurige vlakken
- Groeven, uitsparingen en kanalen
- Complexe 3D-contouren en gebeeldhouwde oppervlakken
- Geboorde en ingeboorde gaten
- Tandwielprofielen en ingewikkelde geometrieën
Waarom zijn freesmachines zo waardevol? Ze verwerken harde materialen uitzonderlijk goed. Roestvast staal, titanium, gehard gereedschapsstaal en technische kunststoffen worden allemaal uitstekend bewerkt op CNC-freesmachines. Volgens Uitgebreide gids van CNC Cookbook variëren deze machines van basisconfiguraties met 2 assen tot geavanceerde systemen met 5 assen of zelfs 6 assen, die onder vrijwel elke hoek onderdelen kunnen bewerken.
Wanneer moet u kiezen voor frezen? Als uw onderdeel vlakke vlakken, uitsparingen, schroefdraad of complexe 3D-vormen heeft — en vooral als het is vervaardigd uit harde metalen — is een CNC-freesmachine waarschijnlijk uw beste optie.
Draaibanken voor onderdelen met rotatienauwkeurigheid
Een CNC-draaibank werkt volgens een fundamenteel ander principe dan frezen. In plaats van het snijgereedschap te laten draaien, draait de machine het werkstuk met hoge snelheid terwijl een stationair snijgereedschap het vormgeeft. Deze aanpak maakt draaibanken ideaal voor het produceren van cilindrische, kegelvormige of bolvormige onderdelen met uitzonderlijke rotatiesymmetrie.
Denk aan componenten zoals:
- Assen en spindels
- Busjes en lagers
- Geschroefde bevestigingsmiddelen en aansluitstukken
- Riemschijven en wielen
- Gedraaide handvatten en knoppen
CNC-draaibankbewerkingen omvatten draaien (verkleinen van de diameter), vlakdraaien (aanbrengen van vlakke einden), boren (vergroten van interne gaten), schroefdraadsnijden en groeven. De meeste standaarddraaibanken werken op twee assen: de Z-as regelt de beweging langs de lengte van het werkstuk, terwijl de X-as het snijgereedschap naar of vanaf de middenlijn beweegt.
Wanneer is een draaibank het meest geschikt? Altijd wanneer uw onderdeel voornamelijk rond of cilindrisch is. Automobiel aandrijfasen, lucht- en ruimtevaartfittingen, sanitaircomponenten en stammen van medische implantaten profiteren allemaal van de snelheid en nauwkeurigheid die CNC-draaien biedt.
CNC-freesmachines voor zachtere materialen en grote werkstukken
Als u hout, kunststoffen, schuim, composieten of aluminium plaatmateriaal moet bewerken, blijkt een houtbewerkende CNC-machine of een algemene CNC-freestafel vaak praktischer dan een freesmachine. Freesmachines maken gebruik van hoogwaardige spindels en verwisselbare frezen om ingewikkelde 2D- en 2,5D-ontwerpen uit vlak plaatmateriaal te frezen.
Veelvoorkomende toepassingen van freesmachines zijn:
- Bordjes en decoratieve panelen
- Kastonderdelen en meubelonderdelen
- Kunststof behuizingen en displays
- Schuimprototypen en verpakkingen
- Aluminium naamplaten en lichtgewicht constructie-onderdelen
CNC-freesers zijn doorgaans voorzien van grotere werkruimten dan freesmachines, waardoor ze ideaal zijn voor het bewerken van volledige platen materiaal. Ze zijn ook over het algemeen sneller in te stellen en te bedienen voor eenvoudige snijbewerkingen. Ze bieden echter wat minder precisie dan freesmachines—aan een afweging die voor veel toepassingen volkomen aanvaardbaar is.
Vergelijking van machinetype op een oogopslag
Het kiezen van de juiste machine wordt eenvoudiger wanneer u hun fundamentele kenmerken naast elkaar vergelijkt:
| Machinetype | Primaire beweging | Beste Materialen | Typische toepassingen | Nauwkeurigheidsniveau |
|---|---|---|---|---|
| Cnc fres | Roterende freeskop beweegt tegen een stationair werkstuk | Staal, roestvast staal, titanium, aluminium, harde kunststoffen | Lucht- en ruimtevaartcomponenten, mallen, motorblokken, complexe beugels | Zeer hoog (±0,001 inch haalbaar) |
| Cnc draaibank | Werkstuk draait tegen een stationaire snijtool | Metalen, kunststoffen, composieten met cilindrische vormgeving | Assen, fittingen, lagers, schroefdraadcomponenten, katrollen | Zeer hoog (±0,001 inch haalbaar) |
| Cnc-router | De hoogwaardige spindel beweegt zich over platte plaatmaterialen | Hout, kunststoffen, schuim, aluminium, composieten | Bordjes, kastenbouw, prototypes, decoratieve panelen, behuizingen | Matig tot hoog (±0,005 inch typisch) |
Het belangrijkste inzicht? Kies de machine op basis van de vormgeometrie en het materiaal van uw onderdeel. CNC-freesmachines verwerken complexe prismatische vormen in harde metalen. Draaibanken zijn dominant wanneer rotatiesymmetrie van belang is. Freesmachines (routers) bieden snelheid en kostenbesparing voor zachtere materialen en grotere vlakke werkstukken. Het begrijpen van deze verschillen helpt u effectief te communiceren met productiepartners en weloverwogen beslissingen te nemen over uw productieaanpak.
Natuurlijk is het type machine slechts één factor in de vergelijking. Het aantal assen waarop uw machine werkt, beïnvloedt sterk welke vormgeometrieën u kunt realiseren — een onderwerp dat nadere bestudering verdient.
Uitleg van meervoudige-as-bewerking: van 3-assig tot 5-assig
Klinkt ingewikkeld? Hier is een eenvoudige manier om erover na te denken: assen bepalen hoeveel richtingen uw snijgereedschap kan nemen om het werkstuk te benaderen. Meer assen betekenen meer vrijheid om ingewikkelde vormen te maken, maar ook een hogere complexiteit en kosten. Het begrijpen van deze ontwikkeling helpt u om de machinecapaciteit af te stemmen op uw werkelijke onderdeelvereisten, zonder te veel uit te geven.
Of u nu CNC-freesbewerking onderzoekt voor een eenvoudige beugel of overweegt CNC-draaien voor precisie-cilindrische kenmerken , bepaalt het aantal assen fundamenteel wat mogelijk is.
Begrip van de X-, Y- en Z-bewegingsbasis
Stel u een standaard coördinatensysteem voor, zoals uit de wiskundeles. De X-as loopt van links naar rechts, de Y-as loopt van voor naar achter en de Z-as beweegt van boven naar beneden. Een 3-assige CNC-freesmachine werkt langs deze drie lineaire richtingen—niets meer, niets minder.
Bij een bewerking met drie assen beweegt het snijgereedschap zich over deze vlakken terwijl het werkstuk stilstaat op de werktafel. Volgens de bewerkingsgids van Fictiv is deze configuratie uiterst geschikt voor eenvoudige taken: het snijden van scherpe randen, het boren van gaten, het freesbewerken van gaten (boren), het frezen van sleuven en het maken van vlakke oppervlakken.
Wat kunt u realistisch gezien produceren op een machine met drie assen?
- Vlakke panelen en platte oppervlakken
- Eenvoudige beugels en montageplaten
- Geboren en ingeschroefde gaten die uitgelijnd zijn met een as
- Eenvoudige uitsparingen en kanalen
- Standaard mechanische onderdelen voor automatisering
De beperking? Uw snijgereedschap kan alleen van bovenaf toegang krijgen. Elk onderdeel aan de zijkanten of onderkant van uw onderdeel vereist handmatig herpositioneren van het werkstuk — wat extra insteltijd en mogelijke uitlijnfouten met zich meebrengt. Voor onderdelen met onderuitsteeksels, gebogen oppervlakken of functies onder samengestelde hoeken voldoen CNC-freesmachines met drie assen niet.
Rotatiefunctionaliteit toevoegen met bewerking op vier assen
Stel u voor dat uw werkstuk kan draaien terwijl het snijgereedschap actief is. Dat is precies wat een 4-assige machine biedt. De vierde as—meestal de A-as genoemd—voegt rotatie rond de X-as toe, waardoor de machine meerdere zijden van een onderdeel kan bereiken zonder handmatige herpositionering.
Deze extra rotatiecapaciteit opent de deur naar geometrieën die anders meerdere opspanningen zouden vereisen. CNC Cookbook merkt op dat fabrikanten die 4-assige machines gebruiken, hellende kenmerken, bogen, helixen en complexe profielen in één opspanning kunnen maken—wat de productietijd aanzienlijk verkort.
Een computergestuurde draaibank (CNC-draaibank) werkt op vergelijkbare principes: het werkstuk draait tegenover stationaire snijgereedschappen. Een specifieke 4-assige CNC-freesmachine voegt echter deze rotatie toe aan een freesplatform, waardoor de voordelen van beide technieken worden gecombineerd voor bepaalde toepassingen.
Onderdelen die zich ideaal lenen voor 4-assige bewerking zijn:
- Cilindrische kenmerken die zijbewerking vereisen
- Helicale patronen en spiraalvormige groeven
- Camnoppen en excentrische profielen
- Onderdelen met gaten of uitsparingen aan meerdere zijden
- Precisiegravures rond gebogen oppervlakken
De afweging? Vijfassige machines zijn duurder dan hun drieassige tegenhangers, en het programmeren wordt complexer. Voor eenvoudigere projecten of kleinere budgetten kan de extra functionaliteit de investering niet rechtvaardigen.
Wanneer uw onderdeel vijfassige vrijheid vereist
Vijfassige CNC-freesbewerking vertegenwoordigt de spits van flexibiliteit in subtraktieve productie. Deze machines voegen een tweede roterende as toe — meestal de C-as, die draait rond de Z-as — waardoor de freesbeet het werkstuk van bijna elke hoek kan benaderen.
Waarom is dit belangrijk? Complexe gecontourde oppervlakken, samengestelde hoeken en ingewikkelde geometrieën worden mogelijk in één opspanning. De freesbeet behoudt gedurende de bewerking een optimale oriëntatie, wat leidt tot superieure oppervlakteafwerking en nauwkeurigere toleranties bij veeleisende onderdelen.
Volgens productiespecialisten bewerken 5-assige machines gelijktijdig vijf verschillende zijden van een onderdeel, afhankelijk van de complexiteit van het ontwerp. Deze mogelijkheid is essentieel in industrieën waar precisie en geometrie de conventionele grenzen verleggen.
Onderdelen die echt 5-assige vrijheid vereisen:
- Turbineschoepen met complexe aerodynamische contouren
- Luchtvaartstructuuronderdelen
- Complexe autochassisassenbliezen
- Medische implantaat met organische vormen
- Wielkasten en pomphuizen
- Matrijsvertrekken met diepe onderuitsparingen
CNC-draaibewerking verwerkt roterende onderdelen efficiënt, maar wanneer uw geometrie draaikarakteristieken combineert met complexe gefreesde oppervlakken, blijkt 5-assig frezen vaak de enige praktische oplossing.
Een evenwicht vinden tussen mogelijkheden en kosten
Meer assen betekenen altijd hogere kosten—zowel voor de aanschaf van de machine als voor de productiekosten per onderdeel. Het begrijpen van deze relatie helpt u om exact te specificeren wat uw project nodig heeft, zonder te betalen voor ongebruikte mogelijkheden.
Driehoeksmachines blijven de meest economische keuze voor eenvoudige geometrieën. Ze zijn eenvoudiger te programmeren, gemakkelijker te bedienen en wijdverspreid beschikbaar. Als uw onderdeel in één of twee opspanningen kan worden afgewerkt met basisherpositionering, levert een 3-assige machine vaak de beste waarde.
Vierassige machines vormen een praktisch middenweg. De extra roterende as vermindert het aantal opspanningen voor matig complexe onderdelen en verbetert de nauwkeurigheid door handmatige herpositionering tussen bewerkingen te elimineren. Voor middelgrote productiehoeveelheden met functies aan meerdere zijden zijn 4-assige CNC-draai- en freescombinaties vaak economisch verantwoord.
Vijfassige machines vragen een premieprijs, maar bieden ongeëvenaarde mogelijkheden. De vereiste CAD/CAM-programmering is aanzienlijk complexer en ervaren operators zijn essentieel. Voor hoogprecieze lucht- en ruimtevaartcomponenten, medische apparaten of onderdelen met werkelijk complexe 3D-contouren blijkt vijfassige bewerking echter vaak de enige haalbare optie — en kan zelfs de totale kosten verlagen door meerdere opspanningen en secundaire bewerkingen te elimineren.
De kernboodschap? Kies het aantal assen op basis van uw geometrie. Betaal niet voor vijfassige mogelijkheden als drie assen volstaan om de taak uit te voeren — maar dwing een complex onderdeel ook niet op ontoereikende machines. Uw productiepartner kan u helpen beoordelen welke configuratie de beste combinatie biedt van kwaliteit, snelheid en kosten voor uw specifieke eisen.
De volledige reis van digitale ontwerp naar bewerkte onderdelen
U hebt uw machinetype geselecteerd en de asconfiguratie bepaald die uw geometrie vereist. Nu komt de vraag die veel beginners in de war brengt: hoe wordt een ontwerpbestand precies omgezet in een afgewerkt metalen onderdeel? Het antwoord bestaat uit een zorgvuldig georkestreerde reeks stappen waarmee abstracte digitale gegevens worden omgezet in een nauwkeurige fysieke realiteit.
Het begrijpen van deze werkwijze is belangrijk, of u nu zelf CNC-apparatuur programmeert of samenwerkt met een productiepartner. Wanneer u weet wat er in elke fase gebeurt, kunt u betere bestanden voorbereiden, effectiever communiceren en mogelijke problemen anticiperen voordat ze duur worden.
Laten we het volledige proces doorlopen, van het eerste concept tot het bewerkte onderdeel:
- Ontwerpcreatie in CAD-software – Opbouwen van het digitale 3D-model
- CAM Programmeren – Genereren van gereedschapsbanen en machine-instructies
- G-code post-processing – Maken van machinespecifieke commando’s
- Machineopstelling – Voorbereiden van apparatuur, gereedschap en werkstuk
- Bewerkingsoperatie – Uitvoeren van het programma om materiaal te snijden
- Naverwerking en inspectie – Afwerking en kwaliteitscontrole
CAD-naar-CAM-vertaalproces
Alles begint met software voor computerondersteund ontwerp (CAD). Programma’s zoals SolidWorks, Fusion 360 en Inventor stellen ingenieurs in staat gedetailleerde 3D-modellen te maken die elke afmeting, elk gat, elke kromming en elk oppervlak van het beoogde onderdeel weergeven. Dit digitale model vormt de enige bron van waarheid voor alles wat daarna volgt.
Maar hier is wat veel mensen niet beseffen: uw CNC-machine kan CAD-bestanden niet direct lezen. Volgens de voorbereidingsgids van JLC CNC moet u uw ontwerp exporteren naar een compatibel formaat — meestal STEP of IGES — voordat het productieproces kan worden voortgezet. Deze neutrale formaten behouden de geometrische nauwkeurigheid en maken communicatie tussen verschillende softwaresystemen mogelijk.
Wat is CNC-programmeren in essentie? Het is het proces waarbij uw 3D-model wordt omgezet in specifieke machine-instructies. Dit gebeurt in CAM-software (Computer-Aided Manufacturing), waar de werkelijke magie van het programmeren van CNC-operaties plaatsvindt.
Binnen CAM-software kunt u:
- Uw CAD-geometrie importeren
- De afmetingen en het type grondstof (uitgangsmateriaal) definiëren
- Geschikte snijgereedschappen selecteren
- Snijparameters opgeven (snelheden, voedingen, dieptes)
- Gereedschapsbanen genereren die materiaal efficiënt verwijderen
- De bewerking simuleren om de nauwkeurigheid te verifiëren
Populaire CAM-tools zoals Mastercam, Fusion 360 en SolidCAM berekenen automatisch de meest efficiënte snijbanen op basis van uw invoer. De software houdt rekening met factoren zoals gereedschapsdiameter, materiaalhardheid en gewenste oppervlakteafwerking om elke beweging te optimaliseren.
Van G-code-opdrachten naar afgewerkte onderdelen
Zodra uw bewerkingspaden zijn gedefinieerd, verwerkt de CAM-software deze via een postprocessor — een vertaler die algemene bewerkingspadgegevens omzet naar de specifieke taal die uw machine begrijpt. Deze uitvoer wordt G-code genoemd en is wat de bewerkingsapparatuur tijdens de werking regel voor regel leest.
Hoe ziet G-code eruit? Volgens DeFusco Industrial Supply's handleiding over programmeerbasisprincipes , staat elke regel voor een specifieke actie. G-codes regelen de positiebepaling en beweging: G00 verplaatst het gereedschap snel naar een positie, G01 maakt rechte sneden met een gecontroleerde voedingssnelheid, en G02/G03 maken bogen en cirkels. M-codes regelen hulpfuncties zoals het starten van de spindel (M03), het activeren van koelvloeistof (M08) of het beëindigen van het programma (M30).
Hieronder volgt een vereenvoudigd voorbeeld van wat een CNC-programma kan bevatten:
- G21 – Stel metrische eenheden in
- G90 – Gebruik absolute positionering
- M03 S3000 – Start de spindel op 3000 tpm
- G00 X10 Y10 – Snelle beweging naar de startpositie
- G01 Z-5 F100 – Snijden van 5 mm met een snelheid van 100 mm/minuut
- M05 – Stop de spindel
- M30 – Einde van het programma
U hoeft niet elke code uit uw hoofd te kennen om samen te werken met CNC-productiepartners. Het begrijpen van deze basisprincipes helpt u echter bij het oplossen van problemen, het interpreteren van het gedrag van de machine en het effectiever communiceren over uw projecten.
Machine-instelling en -bediening
Nu uw G-code gereed is, verschuift de aandacht naar de fysieke machine. De installatie omvat verschillende kritieke stappen die direct van invloed zijn op de nauwkeurigheid van het onderdeel:
Vastklemmen bevast uw grondstof stevig op zijn plaats. Klemmen, spanbakken, spanvormentafels en vacuümtables voorkomen verplaatsing tijdens het frezen — elke verschuiving tijdens de bewerking vernietigt het onderdeel. De methode voor werkstukopspanning hangt af van de vorm van het onderdeel, het materiaal en de krachten die tijdens het frezen optreden.
Selectie en montage van gereedschap zorgt ervoor dat de juiste snijgereedschappen op de juiste posities worden geladen. Freesgereedschappen, boren, taps en speciale snijgereedschappen hebben elk een specifieke functie. Moderne machines met automatische gereedschapswisselaars kunnen tijdens één bewerking wisselen tussen tientallen gereedschappen.
Nulpuntinstelling vertelt de machine precies waar uw werkstuk zich bevindt. Met behulp van randzoekers of aanraaksondes stellen operators het werk-nulpunt in — het referentiepunt waarbij X0, Y0 en Z0 overeenkomen met een specifieke hoek of kenmerk van uw materiaal. Elke geprogrammeerde beweging heeft betrekking op deze positie.
Voordat het snijden begint, voeren ervaren operators simulaties en droge loops uit. Ze verifiëren visueel de gereedschapsbanen, controleren op mogelijke botsingen en starten vaak de eerste sneden met verlaagde voedingssnelheden. Deze zorgvuldige aanpak voorkomt crashen die dure apparatuur kunnen beschadigen of werkstukken onbruikbaar maken.
Het bewerkingsproces en verder
Zodra de installatie is gecontroleerd, begint de eigenlijke bewerking. De machine leest de G-code-opdrachten sequentieel en voert elke beweging uit met een precisie die wordt gemeten in duizendsten van een inch. Snijgereedschappen draaien met geprogrammeerde snelheden, koelvloeistof stroomt om warmte te beheersen en spaanders te verwijderen, en materiaal wordt systematisch verwijderd totdat uw onderdeel uit het ruwe materiaal tevoorschijn komt.
Afhankelijk van de complexiteit kunnen de bewerkingen onder meer omvatten:
- Ruwbewerkingspassen om grote hoeveelheden materiaal snel te verwijderen
- Afwerkpassen voor de definitieve afmetingen en oppervlakkwaliteit
- Boren en taps maken voor schroefdraadgaten
- Chamferen en ontbramen van randen
Nadat de bewerking is voltooid, vereisen onderdelen doorgaans nabewerking. Dit kan omvatten: verwijderen van de spanmiddelen, reinigen van de snijvloeistof, ontbramen van scherpe randen en controleren van de afmetingen tegen de specificaties. Afhankelijk van de eisen kunnen secundaire bewerkingen zoals warmtebehandeling, oppervlakteafwerking of assemblage volgen.
De volledige workflow—van CAD-ontwerp tot het afgewerkte onderdeel—vertegenwoordigt een naadloze keten waarbij elke stap voortbouwt op de vorige. Het begrijpen van dit proces helpt u inzien waarom bestandskwaliteit belangrijk is, waarom toleranties van invloed zijn op de kosten en waarom samenwerken met ervaren productiepartners daadwerkelijk verschil maakt voor de eindresultaten.
Wat materialen betreft: de workflow die we zojuist behandeld hebben, is van toepassing ongeacht of u aluminium, staal, titanium of technische kunststoffen bewerkt. De keuze van materiaal beïnvloedt echter elk aspect van het proces op dramatische wijze—aan dit onderwerp is een eigen uitgebreide behandeling gewijd.
Gids voor CNC-materiaalkeuze voor metalen en kunststoffen
U hebt uw workflow in kaart gebracht en weet welke machineconfiguratie het beste past bij uw geometrie. Maar hier is een vraag die alle andere beslissingen bepaalt: uit welk materiaal moet uw onderdeel worden vervaardigd? Het antwoord beïnvloedt de bewerkbaarheid, de kosten, de prestaties en zelfs welke afwerkopties beschikbaar zijn.
Metaal-CNC-machines kunnen alles bewerken, van zacht aluminium tot titanium van lucht- en ruimtevaartkwaliteit. De parameters voor het snijden van metaal, de keuze van gereedschap en de cyclustijden variëren sterk, afhankelijk van het materiaal dat in uw grondstof aanwezig is. Op dezelfde manier bieden technische kunststoffen unieke voordelen — maar elk gedraagt zich anders onder het snijgereedschap. Laten we uw opties systematisch doorlopen.
Metalen, van aluminium tot titanium
Wanneer u denkt aan CNC-toepassingen voor metaal, komen aluminiumlegeringen meestal als eerste in beeld — en terecht. Volgens de materiaalkeuzegids van Hubs biedt aluminium een uitstekende verhouding tussen sterkte en gewicht, hoge thermische en elektrische geleidbaarheid en natuurlijke corrosiebescherming. Het is ook uitzonderlijk eenvoudig te bewerken, waardoor het de meest economische keuze is voor vele toepassingen.
Binnen de familie aluminium komt u verschillende veelgebruikte kwaliteiten tegen:
- Aluminium 6061 – De veelzijdige algemene werkkwaliteit met goede bewerkbaarheid en lasbaarheid
- Aluminium 7075 – Lucht- en ruimtevaartkwaliteit met hogere sterkte, warmtebehandelbaar tot een hardheid die vergelijkbaar is met staal
- Aluminium 5083 – Uitstekende weerstand tegen zeewater voor maritieme en bouwtoepassingen
CNC-staalonderdelen leveren waar kracht en duurzaamheid het meest tellen. Zachte stalen zoals 1018 en 1045 bewerken goed en zijn gemakkelijk lasbaar — ideaal voor span- en montagehulpmiddelen en constructie-onderdelen. Gelegeerde stalen zoals 4140 en 4340 bieden na warmtebehandeling verbeterde hardheid en slijtvastheid, waardoor ze geschikt zijn voor tandwielen, assen en mechanische onderdelen die aan hoge belasting zijn onderhevig.
Roestvast staal voegt corrosiebestendigheid toe aan de vergelijking. Kwaliteit 304 verdraagt de meeste omgevingsomstandigheden uitstekend, terwijl 316 bestand is tegen zeewater en agressieve chemicaliën. Voor extreme toepassingen kan roestvast staal 17-4 PH door uitscheidingsverharding worden afgesteld tot buitengewone sterkteniveaus — perfect voor turbine-onderdelen en medische instrumenten.
Messing verdient vermelding vanwege zijn toepassingen in de elektrische en decoratieve sector. Volgens Elcon Precision's materiaalanalyse , messing C36000 biedt uitstekende bewerkbaarheid en natuurlijke corrosiebestendigheid, waardoor het ideaal is voor elektrische fittingen in grote aantallen en architectonisch hardware.
Aan de hoogwaardige kant levert titanium een uitzonderlijke sterkte-op-gewichtverhouding met uitstekende corrosiebestendigheid. Lucht- en ruimtevaartcomponenten, medische implantaat en onderdelen voor hoge prestaties in de racewereld specificeren vaak titanium, ondanks de hogere kosten. Houd er rekening mee dat de lage warmtegeleidingscoëfficiënt van titanium het moeilijker maakt om te bewerken — gespecialiseerde gereedschappen en technieken zijn essentieel.
Engineering plastics voor gespecialiseerde toepassingen
Wanneer uw project een geringer gewicht, chemische bestendigheid of elektrische isolatie vereist, presteren technische kunststoffen vaak beter dan metalen. Volgens de kunststofkeuzegids van Komacut hebben kunststoffen over het algemeen een betere bewerkbaarheid dan metalen vanwege hun lagere hardheid en dichtheid, wat minder snijkracht vereist en slijtage van het gereedschap vermindert.
Dit zijn de kunststoffen die u het meest frequente tegenkomt:
- ABS – Goede mechanische eigenschappen, uitstekende slagvastheid, ideaal voor prototypes vóór spuitgieten
- Delrin (POM) – Hoogste bewerkbaarheid onder kunststoffen, uitzonderlijke dimensionale stabiliteit, lage wrijvingscoëfficiënt
- Nylon (PA) – Uitstekende slijtvastheid en chemische bestendigheid, hoewel gevoelig voor vochtopname
- Peek – Hoogwaardige thermoplast die metalen kan vervangen in veeleisende toepassingen, inclusief medische toepassingen
- Polycarbonaat – Uitstekende slagvastheid met optische helderheid, perfect voor beschermende afdekkingen en displays
- PTFE (Teflon) – Laagste wrijvingscoëfficiënt van alle vaste stoffen, uitstekende chemische en thermische bestendigheid
Metaaldraaibanken verwerken cilindrische kunststofcomponenten efficiënt, terwijl freescentra complexe kunststofgeometrieën aanpakken. De belangrijkste overweging? Warmtebeheersing. Sommige kunststoffen smelten of vervormen bij hoge snijtemperaturen, wat aangepaste snijsnelheden en -voeding vereist.
Materialen op een rijtje
Het kiezen van het juiste materiaal wordt duidelijker als u de belangrijkste kenmerken naast elkaar vergelijkt:
| Materiaalcategorie | Belangrijke eigenschappen | Gemeenschappelijke toepassingen | Bewerkbaarheidsgraad |
|---|---|---|---|
| Aluminiumlegeringen | Lichtgewicht, corrosiebestendig, uitstekende thermische geleidbaarheid | Lucht- en ruimtevaartstructuren, koellichamen, consumentenelektronica, automotive panelen | Uitstekend |
| Zacht/gelegeerd staal | Hoge sterkte, duurzaam, warmtebehandelbaar, lasbaar | Machinesonderdelen, tandwielen, assen, constructie-onderdelen | Goed tot matig |
| Rostvast staal | Corrosiebestendig, hoge sterkte, polijstbaar | Medische apparatuur, voedselverwerking, maritieme hardware, chirurgische instrumenten | Matig |
| Messing | Uitstekende elektrische geleidbaarheid, decoratieve afwerking, lage wrijving | Elektrische connectoren, leidingfittingen, muziekinstrumenten | Uitstekend |
| Titanium | Uitzonderlijke sterkte-gewichtsverhouding, biocompatibel, corrosiebestendig | Lucht- en ruimtevaartcomponenten, medische implantaten, raceonderdelen | Uitdagend zijn |
| ABS kunststof | Impactbestendig, lichtgewicht, kosteneffectief | Prototypen, behuizingen, consumentenproducten | Uitstekend |
| Delrin (POM) | Afmetingsstabiel, lage wrijving, vochtbestendig | Tandwielen, lagers, precisie-mechanismen, voedselveilige onderdelen | Uitstekend |
| Peek | Bestendigheid tegen hoge temperaturen, chemische inertie, sterkte geschikt voor vervanging van metaal | Medische implantaten, lucht- en ruimtevaartafdichtingen, halfgeleidercomponenten | Goed |
Uw materiaalkeuze maken
Hoe kiest u? Begin met het definiëren van uw vereisten: Moet uw onderdeel hoge belastingen weerstaan? Aluminium is dan mogelijk onvoldoende — overweeg staal of titanium. Komt het onderdeel in een corrosieve omgeving terecht? Dan zijn roestvast staal of PEEK wellicht essentieel. Is gewicht cruciaal? Dan zijn aluminium of technische kunststoffen waarschijnlijk de beste keuze.
Kosten spelen ook een rol. Titaniumonderdelen zijn aanzienlijk duurder dan vergelijkbare aluminiumonderdelen — niet alleen vanwege het grondmateriaal, maar ook door langere bewerkingstijden en gespecialiseerde gereedschappen. Voor prototypen of toepassingen waarbij kosten een belangrijke factor zijn, wordt bij CNC-bewerking van metalen vaak standaard gekozen voor aluminium 6061, dat een goede prestatie levert tegen een economische prijs.
Het belangrijkste? Pas de materiaaleigenschappen aan aan de eisen van uw toepassing en overweeg vervolgens bewerkbaarheid en budgetbeperkingen. Uw productiepartner kan u helpen bij het beoordelen van afwegingen en alternatieven suggereren die u mogelijk niet in overweging had genomen.
Natuurlijk is het selecteren van het juiste materiaal slechts een onderdeel van de vergelijking. De precisiespecificaties die u definieert—met name de toleranties—beïnvloeden zowel de productiecomplexiteit als de uiteindelijke kosten direct.
Begrip van toleranties en precisie in CNC-productie
U hebt uw materiaal geselecteerd en begrijpt de bewerkingsworkflow. Maar hier is een vraag die direct bepaalt of uw afgewerkte onderdeel daadwerkelijk functioneert: hoe precies moet het eigenlijk zijn? Het antwoord ligt in het begrijpen van toleranties—de toelaatbare variatiegrenzen die bepalen of uw component past, functioneert en presteert zoals bedoeld.
Denk er zo over: geen productieproces levert absoluut perfecte afmetingen op. Elke snede en elke bewerking met het gereedschap introduceert microscopische variaties. De bewerkingsdefinitie van tolerantie erkent deze realiteit door aan te geven hoeveel afwijking van de ideale maat nog acceptabel is. Stel deze specificatie verkeerd vast, dan betaalt u te veel voor onnodige precisie of ontvangt u onderdelen die niet correct kunnen worden gemonteerd.
Het begrijpen van de betekenis van bewerking in de context van precisie helpt u om vereisten effectief te communiceren en realistische verwachtingen voor uw projecten te formuleren.
Standaard- versus strakke tolerantievereisten
Wat wordt beschouwd als 'standaard' versus 'strak' bij CNC-precisiebewerking? Volgens Absolute Machining , standaard bewerkings toleranties liggen meestal tussen ±0,005" en ±0,001". De meeste algemene machinale onderdelen vallen comfortabel binnen dit bereik — bijvoorbeeld beugels, behuizingen, deksels en structurele componenten waar een nauwkeurige pasvorm belangrijk is, maar niet kritiek tot op duizendsten van een inch.
Bewerking met strakke toleranties verwijst naar afmetingen die worden gehandhaafd op ±0,0005" of beter. Voor context: dat is ongeveer één tiende van de dikte van een mensenhaar. Sommige hoogwaardige toepassingen gaan nog verder: volgens branche-experts kan precisiebewerking ±0,0002" bereiken voor kenmerken zoals perspassende boringen of kritieke uitlijningsvlakken.
Wanneer heeft u daadwerkelijk strakke toleranties nodig? Overweeg de volgende scenario's:
- Aansluitende oppervlakken – Onderdelen die precies op elkaar moeten passen, zoals lagerbehuizingen of uitlijnpinnen
- Afdichttoepassingen – Componenten waarbij lekkage van vloeistof of gas niet mag optreden
- Roterende assemblages – Assen en boringen waarbij ongelijkmatige draaiing (runout) de prestaties beïnvloedt
- Veiligheidskritieke onderdelen – Toepassingen in de lucht- en ruimtevaart, medische technologie of defensie, waar geen enkele fout wordt toegestaan
Dit is de praktische realiteit: het specificeren van nauwkeuriger toleranties dan uw toepassing vereist, verspilt geld zonder functioneel voordeel toe te voegen. Een beugel die aan een muur wordt bevestigd, heeft geen precisie op ruimtevaartniveau nodig. Het begrijpen van dit onderscheid helpt u om zowel kosten als prestaties te optimaliseren.
Hoe precisiespecificaties uw project beïnvloeden
Waarom is de nauwkeurigheid van toleranties zo belangrijk voor uw budget? Volgens de tolerantiegids van Factorem leiden strengere toleranties onvermijdelijk tot hogere productiekosten om verschillende onderling verbonden redenen.
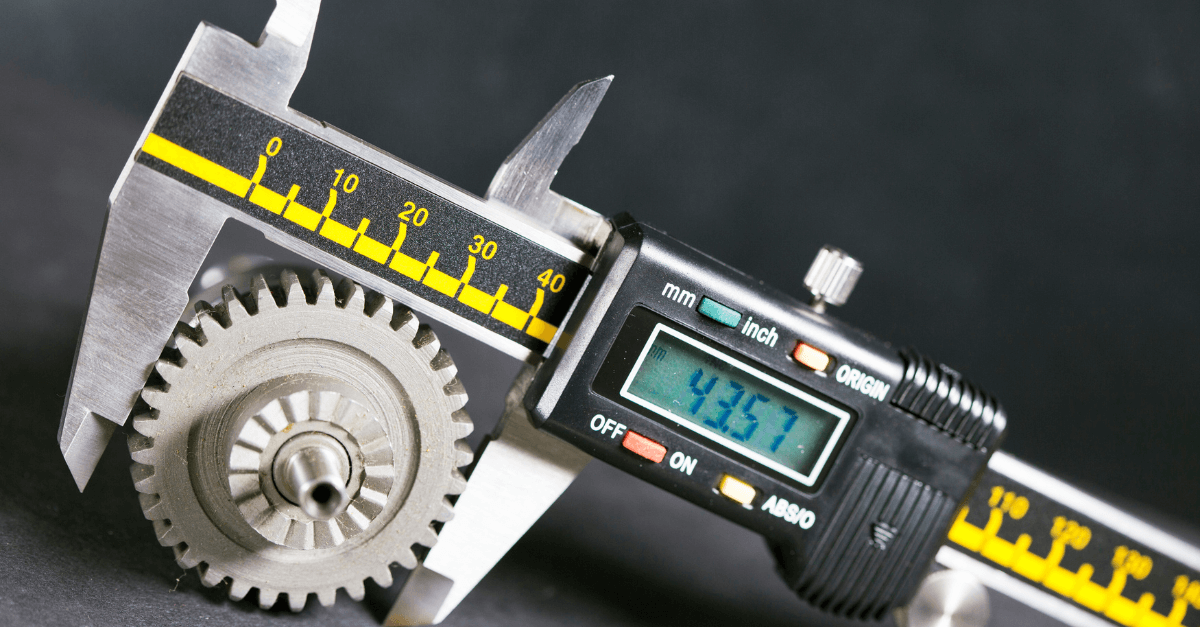
Ten eerste vereisen nauwkeurigere afmetingen langzamere snijsnelheden en lichtere bewerkingen. Meer tijd op de machine betekent hogere kosten per onderdeel. Ten tweede zijn geavanceerde bewerkingsmethoden en hogerprecieze machines duurder. Ten derde neemt de inspectiebehoefte toe: een onderdeel met een tolerantie van ±0,0005 inch moet worden gecontroleerd met coördinatenmeetmachines (CMM’s) of andere precisie-instrumenten, in plaats van eenvoudige schuifmaatjes.
De definitie van de rol van de CNC-verspaner omvat steeds vaker ook kwaliteitscontrole. Ervaren operators begrijpen dat consistente resultaten afhangen van het gelijktijdig beheersen van meerdere variabelen.
Welke factoren bepalen eigenlijk de haalbare toleranties? Verschillende elementen werken hierbij samen:
- Machinecapaciteit – Oudere of minder hoogwaardige machines kunnen eenvoudigweg niet dezelfde precisie behouden als moderne, goed onderhouden CNC-centra
- Materiaaleigenschappen – Zachtere materialen zoals aluminium zijn voorspelbaarder te bewerken dan werkverhardende roestvaststaalsoorten of warmtegevoelige kunststoffen
- Onderdeelgeometrie – Dunne wanden, diepe uitsparingen en lange, niet-ondersteunde kenmerken veroorzaken vervorming en trillingen die de dimensionele nauwkeurigheid beïnvloeden
- Milieumomstandigheden – Temperatuurschommelingen veroorzaken thermische uitzetting zowel in machines als in werkstukken, wat de precisie beïnvloedt
- Gereedschapsslijtage – Snijkanten slijten na verloop van tijd, waardoor de afmetingen geleidelijk verschuiven indien ze niet worden gecontroleerd en gecompenseerd
Volgens BDE Manufacturing Technologies beïnvloeden factoren zoals omgevingstemperatuur, regelmatige kalibratie, preventief onderhoud en tijdige gereedschapswisseling allemaal de nauwkeurigheid van de uitvoer. Het plaatsen van CNC-apparatuur in gecontroleerde omgevingen met stabiele temperatuur en vochtigheid helpt bij het behouden van consistente precisie.
Ontwerpcomplexiteit en vervaardigbaarheid
Wat maakt een onderdeel gemakkelijk of moeilijk om nauwkeurig te bewerken? Het begrijpen van deze relatie helpt u slimmer te ontwerpen en realistische verwachtingen te stellen.
Eenvoudige, blokvormige geometrieën met redelijke wanddiktes worden voorspelbaar bewerkt. De snijtool ondervindt consistente weerstand, trillingen blijven minimaal en afmetingen blijven stabiel. Deze onderdelen kunnen economisch strakke toleranties bereiken, omdat niets de precisie in de weg staat.
Complexiteit brengt uitdagingen met zich mee. Dunne wanden buigen onder de snedendruk. Diepe uitsparingen beperken de bereikbaarheid van de gereedschappen en de afvoer van spaanders. Scherpe binnenhoeken vereisen gereedschappen met een kleine diameter, die gemakkelijker afbuigen. Onderdelen die onder samengestelde hoeken worden bewerkt, vereisen meervoudige asbeweging en geavanceerde programmeermogelijkheden.
Betekent dit dat u complexe ontwerpen moet vermijden? Geenszins. Moderne bewerkingsmachines verwerken op routinebasis opmerkelijke complexiteit. De sleutel ligt in het begrijpen van de afwegingen: dat ingewikkelde lucht- en ruimtevaartonderdeel met twintig nauwkeurige specificaties kost meer dan een eenvoudige beugel die voldoet aan standaardtoleranties.
Ervaren productiepartners beoordelen uw tekeningen met het oog op 'Design for Manufacturability' (DFM). Zij identificeren functies die de kosten opdrijven, stellen alternatieven voor die dezelfde functie op een kostenefficiëntere manier realiseren en helpen u nauwkeurige toleranties alleen toe te passen waar zij daadwerkelijk van belang zijn.
De kern van de zaak? Tolerantiespecificaties bepalen direct de productiecomplexiteit, de cyclustijd en de kosten. Pas precisie toe waar de functie dat vereist, en accepteer standaardtoleranties elders. Deze evenwichtige aanpak levert onderdelen op die correct functioneren zonder onnodige kosten — precies wat slimme techniek inhoudt.
Natuurlijk is dimensionale nauwkeurigheid slechts een onderdeel van de eindproductvergelijking. Oppervlakteafwerking en nabewerkingsbehandelingen transformeren gefreesde onderdelen tot volledig afgewerkte onderdelen, klaar voor hun beoogde toepassing.
Oppervlakteafwerkingen en nabewerkingsmogelijkheden
Uw onderdeel is net van de CNC-freesmachine gekomen met perfecte afmetingen — maar is het daarmee echt afgewerkt? In de meeste gevallen is het antwoord nee. Die zichtbare gereedschapsmarkeringen, scherpe randen en onbeschermde metalen oppervlakken moeten nog worden afgewerkt voordat uw component klaar is voor zijn beoogde toepassing. Oppervlakteafwerking verandert een gefreesd onderdeel van ‘dimensionaal nauwkeurig’ in ‘volledig functioneel en visueel aantrekkelijk’.
Volgens de gids voor oppervlakteafwerking van Hubs wordt oppervlakteafwerking toegepast als naverwerking om de oppervlakteruwheid, het uiterlijk en de slijtvastheid van CNC-gefreesde metalen onderdelen te verbeteren. Wanneer de afwerking past bij de toepassing, verbetert dit zowel de functie als de esthetiek.
Normen en metingen voor oppervlakteafwerking
Elke snijbewerking laat zijn eigen spoor na op het werkstuk. De draaiende gereedschapskop maakt kleine richels en dalen terwijl materiaal wordt verwijderd — dit zijn uw gereedschapssporen. De oppervltekwaliteit wordt gemeten als gemiddelde oppervlakteruwheid, uitgedrukt als Ra (gemiddelde ruwheid), wat de gemiddelde afwijking van een ideaal glad oppervlak kwantificeert.
Wat betekenen deze getallen eigenlijk? Hieronder vindt u hoe typische ruwheidswaarden zich vertalen:
- Ra 3,2 μm (125 μin) – Standaard 'zoals gefreesd'-afwerking; zichtbare gereedschapssporen aanwezig
- Ra 1,6 μm (63 μin) – Fijne gefreesde afwerking met verminderde gereedschapssporen
- Ra 0,8 μm (32 μin) – Gladde afwerking, geschikt voor afdichtende oppervlakken
- Ra 0,4 μm (16 μin) – Zeer glad; vereist extra afwerkingspassen
Striktere Ra-waarden zijn duurder, omdat ze extra bewerkingsstappen, langzamere snijsnelheden en strengere kwaliteitscontrole vereisen. Voor veel functionele toepassingen volstaat de standaardafwerking van 3,2 μm prima. Reserveer gladdere specificaties voor oppervlakken waar afdichting, verminderde wrijving of esthetische uitstraling daadwerkelijk van belang zijn.
Nabewerkingsbehandelingen die de prestaties verbeteren
Naast de standaard machinaal bewerkte afwerking voegen secundaire bewerkingen beschermende lagen toe, verbeteren het uiterlijk of verhogen de functionele eigenschappen. Elke behandeling is geschikt voor andere eisen — een goed begrip van uw opties helpt u precies te specificeren wat uw toepassing vereist.
Hieronder vindt u de meest gebruikte nabewerkingsbehandelingen en wanneer u ze moet toepassen:
- Blussen met kralen – Creëert een uniforme mat of satijntextuur door glaskorrels tegen het oppervlak te spuiten. Verwijdert gereedschapsmarkeringen en zorgt voor een consistente uitstraling. Lage kosten en ideaal voor cosmetische onderdelen waarbij afmetingstoleranties niet kritisch zijn. Geschikt voor aluminium-, staal- en roestvrijstaalonderdelen die een verbeterde visuele aantrekkelijkheid nodig hebben.
- Geanodiseerd (type II) – Electrochemisch proces waardoor een dunne keramische oxide-laag op aluminium en titanium wordt gevormd. Biedt corrosiebestendigheid en kan worden gekleurd met kleurstoffen in diverse kleuren, waaronder zwart, blauw, rood en goud. De laagdikte bedraagt doorgaans 4–12 μm. Uitstekend geschikt voor consumentenelektronica, decoratieve onderdelen en toepassingen waarbij zowel bescherming als esthetiek vereist zijn.
- Anodiseren (Type III / Hardcoat) – Dikkere oxide-laag (tot 50+ μm) die superieure slijtvastheid en oppervlaktehardheid biedt. Duurder, maar essentieel voor functionele onderdelen die blootstaan aan slijtage, glijdende contacten of veeleisende omgevingen. Veel gebruikt in de lucht- en ruimtevaart, defensie en hoogwaardige mechanische toepassingen.
- Poedercoating – Droog poeder elektrostatisch aangebracht en bij ongeveer 200 °C verhit om een duurzame polymeerlaag te vormen. De dikte varieert tussen 18 en 72 μm. Sterke slagvastheid, brede kleuropties en compatibiliteit met alle metalen. Ideaal voor buitenapparatuur, behuizingen en onderdelen die een robuuste beschermende afwerking vereisen.
- Galvaniseren (chroom, nikkel, zink) – Brengt dunne metalen lagen aan via electrochemische processen. Chroom biedt decoratieve glans en matige corrosiebescherming. Nikkel biedt een evenwicht tussen slijtvastheid en uiterlijk. Zink is uitstekend in corrosiebescherming, vooral voor staalonderdelen. Elk proces vervult specifieke functionele en esthetische doeleinden.
De juiste afwerking kiezen voor uw toepassing
Hoe kiest u? Begin door functionele eisen te scheiden van esthetische voorkeuren. Volgens De uitgebreide gids van SYZ Rod Ends oppervlakken die herhaaldelijk worden blootgesteld aan contact, glijden of slijtage hebben doorgaans hardere, dikker coatings nodig—terwijl cosmetische afwerkingen zoals stralen met kogels het uiterlijk verbeteren, maar slechts beperkte bescherming bieden tenzij ze worden gecombineerd met andere behandelingen.
Overweeg uw bedrijfsomgeving zorgvuldig. Blootstelling aan buitenlucht, zoutnevel, hoge temperaturen en UV-licht vereist robuustere afwerkingen dan binnen gebruik. CNC-bewerking voor maritieme toepassingen kan bijvoorbeeld zinkplating of poedercoating vereisen, terwijl auto-interieuronderdelen decoratieve anodisatie kunnen gebruiken.
Meerdere afwerkingen kunnen strategisch worden gecombineerd. Stralen met kogels vóór anodisatie levert bijvoorbeeld een uniform matte uitstraling op, terwijl tegelijkertijd corrosie- en slijtvastheid worden verhoogd. CNC-snijbewerkingen creëren de vormgeving—maar de oppervlakteafwerking bepaalt hoe die vormgeving in de praktijk functioneert en eruitziet.
Conclusie? Behandel de afwerking niet als een nagedachte optie. Geef bij het bestellen van onderdelen de vereiste oppervlakken en toleranties op, masker kritieke kenmerken die geen coating mogen ontvangen, en kies een behandeling die zowel aan functionele eisen als aan milieu-uitstalling voldoet. Deze aanpak zorgt ervoor dat uw CNC-bewerkte onderdelen jarenlang betrouwbaar presteren.
Kostenfactoren voor CNC-bewerking en budgetoptimalisatie
U hebt uw materiaal geselecteerd, de toleranties gespecificeerd en de perfecte oppervlakteafwerking gekozen. Nu komt de vraag die bepaalt of uw project verdergaat: hoeveel gaat het eigenlijk kosten? Begrijpen wat de kosten voor bewerkingsproductie bepaalt, helpt u om weloverwogen beslissingen te nemen, onverwachte budgetposten te voorkomen en besparingsmogelijkheden te identificeren zonder in te boeten op kwaliteit.
Dit is de realiteit: de prijsstelling van CNC-onderdelen is niet willekeurig. Elke dollar is terug te voeren op specifieke factoren waarop u invloed kunt uitoefenen — materiaalkeuze, ontwerppcomplexiteit, tolerantiespecificaties en productievolume. Volgens de kostenanalyse van Unionfab is het begrijpen van de oorsprong van deze kosten essentieel voor een nauwkeurige budgettering en selectie van leveranciers.
Laten we precies uitleggen waarvoor u betaalt en hoe u elk onderdeel kunt optimaliseren.
Belangrijkste factoren die de bewerkingskosten bepalen
Denk aan bewerking voor productiekosten als bouwstenen die op elkaar zijn gestapeld. Elke laag draagt bij aan het totaalbedrag, en het begrijpen van de afzonderlijke componenten onthult waar besparingsmogelijkheden liggen.
Materiële kosten vertegenwoordigen een aanzienlijk deel van uw totale kosten — en het bereik is dramatisch. Aluminium bevindt zich aan de economische kant, terwijl titanium een premieprijs vraagt die vijf tot tien keer hoger kan zijn. Volgens brancheprijssgegevens beïnvloedt de materiaalkeuze niet alleen de kosten van de grondstof, maar ook slijtage van gereedschappen en bewerkingstijd.
Bekijk deze vereenvoudigde prijsvergelijking:
| Materiaalcategorie | Relatieve kosten | Belangrijk overweging |
|---|---|---|
| Aluminium | $ | Uitstekende bewerkbaarheid, kortste cyclus tijden |
| Messing/brons | $$$ | Gemakkelijk te bewerken, geschikt voor elektrische toepassingen |
| Staal/Roestvrij staal | $$$ | Hardere materialen verhogen de slijtage van de gereedschappen |
| Titanium | $$$$$ | Gespecialiseerde gereedschappen vereist, langere cyclustijden |
| PEEK (kunststof) | $$$$$ | Hoogwaardig, maar dure grondstof |
Bewerkingstijd vermenigvuldigt de kosten direct. Industriële bewerkingsprocessen worden gefactureerd op basis van een uurprijs die varieert naar gelang de complexiteit van de machine: 3-assige freesmachines rekenen doorgaans ongeveer €40 per uur, terwijl 5-assige machines volgens productieonderzoeken €75–120 per uur vragen. Complexe geometrieën die multi-assige bewerking vereisen, nauwe toleranties die langzamere voedingssnelheden vereisen en ingewikkelde onderdelen die meerdere gereedschapswissels nodig hebben, verlengen allemaal de cyclustijd — en uw factuur.
Instel- en programmeerkosten gelden onafhankelijk van de bestelhoeveelheid. Elke opdracht vereist machinevoorbereiding, configuratie van de werkstukopspanning, laden van gereedschap en instellen van het nulpunt. Deze vaste kosten worden verdeeld over uw bestelling: bij tien onderdelen draagt elk onderdeel één tiende van de instelkosten; bij honderd onderdelen neemt de kostenimpact per onderdeel sterk af.
Tolerantiespecificaties beïnvloeden zowel de bewerkingstijd als de inspectievereisten. Volgens De DFM-gids van Ensinger Plastics moeten nauwe toleranties alleen worden toegepast waar dat noodzakelijk is — algemene toleranties verlagen de kosten aanzienlijk, zonder de functionaliteit in niet-kritische gebieden in gevaar te brengen.
Secundaire bewerkingen verhogen de kosten stapsgewijs, waardoor deze snel oplopen. Oppervlakteafwerkingen zoals anodiseren kosten doorgaans $3–12 per onderdeel, terwijl galvaniseren $10–30 kan bedragen. Warmtebehandeling, inspectie en speciale verpakking dragen elk hun eigen post bij aan de totale kosten. Voor CNC-gefrezen onderdelen die meerdere secundaire processen vereisen, kunnen deze extra kosten concurreren met of zelfs de basisbewerkingskosten overtreffen.
Slimme strategieën om uw budget te optimaliseren
Goed nieuws: de meeste kostenfactoren reageren op doordachte planning. Volgens de gids voor productiekosten van Protolabs kunt u de kosten aanzienlijk verminderen door slimme ontwerpkiezen, materiaalselectie, toleranties en productieplanning te combineren, zonder afbreuk te doen aan de kwaliteit.
Hieronder vindt u bewezen strategieën voor optimalisatie van de fabricagekosten voor machinale bewerking:
- Design for Manufacturability – Vereenvoudig de geometrie waar mogelijk. Minimaliseer scherpe binnenhoeken, diepe uitsparingen en kenmerken die speciale gereedschappen vereisen. Gebruik standaardgereedschapsmaten voor gaten en andere kenmerken. Combineer meerdere onderdelen tot één enkel component wanneer dit praktisch is.
- Specificeer toleranties op gepaste wijze – Pas strakke toleranties alleen toe op kritieke aansluitoppervlakken en functionele kenmerken. Niet-kritieke afmetingen kunnen worden uitgevoerd met de standaardtolerantie van ±0,005 inch, wat de bewerkingstijd en inspectiekosten aanzienlijk verlaagt.
- Optimaliseer de materiaalkeuze – Kies materialen die voldoen aan de functionele eisen, zonder te veel te specificeren. Aluminium levert vaak voldoende prestaties tegen een fractie van de kosten van titanium. Houd rekening met bewerkbaarheid: zachtere materialen verminderen slijtage van het gereedschap en de cyclusduur.
- Plan het productievolume strategisch – Grotere batches verdelen de vaste instelkosten over meer onderdelen, waardoor de kosten per onderdeel dalen. Zelfs bescheiden hoeveelheidsverhogingen kunnen aanzienlijke besparingen opleveren. Volgens de analyse van Unionfab daalt de kostprijs per onderdeel aanzienlijk wanneer de bestelhoeveelheden stijgen van één eenheid naar productieruns.
- Verminder instellingen en herpositionering – Ontwerp onderdelen die in minder instellingen kunnen worden bewerkt. Elke keer dat een operator het werkstuk moet herpositioneren, leidt recalibratie tot extra tijd en introduceert potentiële variatie.
- Overweeg standaardafwerkingen – Oppervlakken in 'as-machined'-toestand leveren geen extra kosten op. Vraag gespecialiseerde afwerkingen alleen aan waar functie of uiterlijk dit echt vereisen.
Is CNC-bewerking geschikt voor uw project?
Soms is de slimste budgettaire keuze om geheel een andere productiemethode te kiezen. Hoe weet u wanneer CNC de beste waarde vertegenwoordigt?
CNC-bewerking is bijzonder geschikt wanneer u behoefte hebt aan:
- Strikte toleranties en hoge precisie
- Complexe geometrieën in harde materialen
- Lage tot middelmatige productieaantallen (1–1.000 onderdelen)
- Snelle prototyping met materiaal van productiekwaliteit
- Onderdelen die uitstekende oppervlakteafwerking direct na bewerking vereisen
Alternatieve methoden kunnen economischer blijken wanneer:
- De productieaantallen duizenden identieke onderdelen overschrijden (overweeg spuitgieten of gieten)
- Complexe interne geometrieën niet toegankelijk zijn voor snijgereedschap (overweeg 3D-printen)
- Eenvoudige vormen geen precisiebewerking vereisen (overweeg ponsen of extrusie)
De optimale toepassingsgebied voor CNC ligt vaak in het bereik van prototype tot lage-serieproductie. Instelkosten die afzonderlijke orders belasten, worden verwaarloosbaar bij vijftig of honderd stuks, terwijl de aantallen nog steeds onder de drempel blijven waarbij investeringen in gereedschap voor spuitgieten of gieten economisch gezien zinvol worden.
Begrip van deze kostenontwikkelingen helpt u om als goed geïnformeerde koper naar productiepartners te stappen. U stelt betere vragen, beoordeelt offertes nauwkeuriger en herkent echte waarde, in plaats van simpelweg achter de laagste prijs aan te jagen.
De juiste CNC-bewerkingspartner kiezen voor uw project
U hebt uw ontwerp definitief gemaakt, het materiaal gekozen en toleranties opgegeven die functie en budget in evenwicht houden. Nu komt er een beslissing die bepaalt of die zorgvuldig geplande specificaties daadwerkelijk worden omgezet in onderdelen die echt functioneren: wie gaat ze vervaardigen? Het verschil tussen een bekwaam CNC-verspaner en een onbekwaam persoon is niet alleen kwaliteit — het is het verschil tussen het halen van uw productietijdplanning en het panisch moeten uitleggen waarom er vertraging is opgetreden.
Het vinden van de juiste partner vereist meer dan alleen kijken naar de geprijsde offertes. Volgens de partnerselectiegids van Zenith Manufacturing is het doel niet alleen om een leverancier te vinden die uw onderdelen kan maken, maar om een strategische partner te vinden die uw bedrijf kan versterken. Dit proces begint met een systematische beoordeling van capaciteiten, certificeringen en ervaringsverloop.
Kwaliteitscertificeringen die belangrijk zijn voor uw sector
Certificaten zijn niet zomaar schilderijen aan de muur—ze vormen een gedocumenteerd bewijs dat een fabrikant strenge kwaliteitssystemen handhaaft. Welke certificaten daadwerkelijk van belang zijn, hangt geheel af van uw sector en toepassing.
Het begrijpen van de rol van een CNC-operator helpt om te begrijpen waarom certificaten van belang zijn. Een gecertificeerde werknemersgroep toont een uniforme basiskennis: iedereen kent de beste praktijken, veiligheidsprotocollen en kwaliteitseisen. Volgens de certificatierichtlijn van American Micro Industries betekent gecertificeerde processen dat de methoden en apparatuur zelf worden onderworpen aan gedocumenteerde normen, wat consistentie van partij tot partij bevordert.
Dit is wat u moet zoeken, afhankelijk van uw sector:
- ISO 9001 – De basiscertificering voor kwaliteitsmanagementsystemen die van toepassing is op alle sectoren. Toont gedocumenteerde werkstromen, prestatiebewaking en procedures voor corrigerende maatregelen.
- AS9100 – Bouwt voort op ISO 9001 met lucht- en ruimtevaartspecifieke eisen voor risicobeheer, documentatie en productintegriteit. Essentieel voor deelname aan elke lucht- en ruimtevaarttoeleveringsketen.
- ISO 13485 – De definitieve norm voor de productie van medische hulpmiddelen, met regels voor ontwerpbepalingen, traceerbaarheid en risicobeperking.
- IATF 16949 – De wereldwijde norm voor kwaliteitsbeheer in de automobielindustrie, die de beginselen van ISO 9001 combineert met sector-specifieke eisen voor continue verbetering en foutpreventie.
- NADCAP – Accreditering voor speciale processen zoals warmtebehandeling en niet-destructief onderzoek, essentieel voor toepassingen in de lucht- en ruimtevaart- en defensiesector.
Voor automotive-toepassingen specifiek geeft certificering volgens IATF 16949 aan dat een fabrikant de veeleisende verwachtingen van de sector begrijpt. Bedrijven zoals Shaoyi Metal Technology tonen deze toewijding aan via zowel certificering volgens IATF 16949 als strikte protocollen voor statistische procescontrole (SPC), waardoor elk precisie-onderdeel consistent voldoet aan automotive-kwaliteitseisen.
Maar certificering alleen is niet voldoende. Volgens productiespecialisten is de echte toets hoe diep de kwaliteitsmentaliteit in hun cultuur is geworteld. Stel gerichte vragen zoals: "Kunt u me stap voor stap uitleggen hoe u omgaat met een niet-conforme onderdelen?" Hun antwoord onthult meer over hun werkelijke betrokkenheid dan elk certificaat.
Beoordeling van productiecapaciteiten en levertijden
Een typische functieomschrijving voor een CNC-machineoperator omvat instellen, bedienen en kwaliteitscontrole—maar de mogelijkheden van uw partner gaan verder dan individuele operators. U moet de gehele operatie beoordelen: apparatuur, expertise en capaciteit.
Welke CNC-gereedschappen en -apparatuur moet u zoeken? Volgens de evaluatiegids van Kesu Group is een leverancier met een divers en goed onderhouden machinespark—including CNC-draaibanken, freescentra en meerassige apparatuur—beter in staat om complexe projecten aan te nemen. Moderne CNC-bewerkingscentra met automatische gereedschapswisselaars en meetmogelijkheden tijdens het proces bieden zowel precisie als efficiëntie.
Even belangrijk: kan uw partner met u meegroeien? De behoeften voor snelle prototyping verschillen sterk van die voor productieomlopen. De ideale CNC-apparatuurconfiguratie ondersteunt beide—zodat monsteronderdelen snel geleverd kunnen worden, terwijl tegelijkertijd de capaciteit behouden blijft voor duizenden onderdelen zodra de orders toenemen. Sommige fabrikanten, waaronder Shaoyi Metal Technology, bieden levertijden aan van slechts één werkdag voor dringende prototypingbehoeften, met naadloze schaalbaarheid naar massaproductievolume voor precisie-onderdelen voor de automobielindustrie, waaronder chassisassemblages en aangepaste metalen lagers.
Gebruik deze checklist bij het beoordelen van potentiële productiepartners:
- CERTIFICERINGEN – Controleer of ten minste ISO 9001 van toepassing is; bevestig dat sector-specifieke certificaten (AS9100, IATF 16949, ISO 13485) voldoen aan uw eisen
- Kwaliteitsystemen – Zoek naar gedocumenteerde SPC-programma’s, mogelijkheden voor eerste-artikelinspectie en CMM-verificatieapparatuur
- Uitrusting Mogelijkheden – Beoordeel de type machines, asconfiguraties en capaciteit voor uw onderdeelgeometrieën en -volumes
- Materiaal expertise – Bevestig de ervaring met uw specifieke materialen en vergelijkbare toepassingen
- Doorlooptijden – Vraag de gebruikelijke levertijden voor prototypen versus productieaantallen op; controleer de OTIF-leveringsmetriek (On-Time In-Full)
- Communicatiebereidheid – Beoordeel de tijd die nodig is voor offertes, de reactietijd op technische vragen en het verstrekken van proactieve projectupdates
- DFM-feedback – Goede partners bieden suggesties voor ‘Design for Manufacturability’ (ontwerp voor productie) in plaats van problematische ontwerpen stilzwijgend te accepteren
Volgens onderzoek van Zenith Manufacturing is slechte communicatie een belangrijke waarschuwingsindicator. In de huidige omgeving hebt u partners nodig die snel reageren, proactief updates verstrekken en transparant blijven wanneer er problemen optreden. Een reactietijd van 48 uur op e-mails is onaanvaardbaar wanneer de productieplanning op het spel staat.
De kern van de zaak? Uw productiepartner wordt een uitbreiding van uw eigen team. Hun capaciteiten, kwaliteitssystemen en responsiviteit beïnvloeden direct het succes van uw product. Investeer tijd in een grondige evaluatie vooraf — dat is aanzienlijk goedkoper dan pas na aanvang van de productie te ontdekken dat er capaciteitskloven zijn.
Aan de slag met uw CNC-bewerkingsproject
U bent van het begrijpen van wat een CNC-systeem is tot het beoordelen van productiepartners gekomen — nu is het tijd om die kennis in de praktijk te brengen. De afstand tussen een concept in uw hoofd en een afgewerkt onderdeel in uw hand is korter dan u misschien denkt, mits u de procedure systematisch aanpakt.
Onthoud dat CNC staat voor Computer Numerical Control — maar wat het eigenlijk vertegenwoordigt, is uw vermogen om digitale precisie om te zetten in fysieke realiteit. Elke beslissing die u in deze gids hebt geleerd, is gerelateerd aan één doel: onderdelen verkrijgen die precies werken zoals bedoeld, op tijd geleverd en binnen budget.
Laten we alles samenvatten in een duidelijk actieplan.
Uw CNC-projectactieplan
Waar berust succes bij CNC-bewerking echt op? Op een methodische aanpak die elk cruciaal beslispunt in de juiste volgorde aanpakt. Volg deze stappen om met vertrouwen van concept naar afgewerkte onderdelen te gaan:
- Maak uw ontwerp definitief, rekening houdend met de bewerkbaarheid – Controleer uw CAD-model op functies die onnodige complexiteit veroorzaken. Elimineer scherpe interne hoeken waar mogelijk, standaardiseer gatmaten zodat ze overeenkomen met gangbare gereedschapsdiameters en zorg ervoor dat wanddiktes bestand zijn tegen snedekrachten. Als u twijfelt, vraag dan DFM-feedback aan voordat u definitief vastlegt welke specificaties van kracht zijn.
- Bepaal materiaal- en tolerantievereisten – Kies materiaaleigenschappen die aansluiten bij de eisen van uw toepassing. Heeft uw onderdeel corrosieweerstand nodig? Overweeg roestvrij staal of geanodiseerd aluminium. Is gewicht een kritisch aspect? Dan is aluminium of technische kunststoffen misschien ideaal. Pas nauwe toleranties alleen toe waar dit vereist is voor aansluitende oppervlakken of kritieke functies — standaardspecificaties elders houden de kosten redelijk.
- Vraag offertes aan bij gekwalificeerde partners – Dien uw ontwerp in bij meerdere fabrikanten wiens certificaten voldoen aan de vereisten van uw sector. Lever volledige documentatie: 3D-modellen, 2D-tekeningen met toleranties, materiaalspecificaties, hoeveelheidsvereisten en gewenste leverdata. Duidelijke communicatie vanaf het begin voorkomt misverstanden later.
- Beoordeel DFM-feedback zorgvuldig – Ervaren partners identificeren mogelijke problemen en stellen alternatieven voor. Een aanbeveling om de binnenhoekstraal van 0,5 mm te wijzigen in 2 mm lijkt misschien onbeduidend — maar kan uw onderdeelprijs met 30% verlagen en tegelijkertijd de structurele integriteit verbeteren. Luister met een open houding naar deze suggesties.
- Ga met vertrouwen over op productie – Zodra u de monsters heeft goedgekeurd en de specificaties bevestigd, geeft u toestemming voor productie. Houd gedurende het hele proces contact, met name bij eerste productieruns. Stel kwaliteitscontrolepunten en inspectiecriteria vast voordat de onderdelen worden verzonden.
Van concept naar productie
De betekenis van CNC-verspaningsdeskundigheid wordt duidelijk wanneer u samenwerkt met partners die u bij elke fase begeleiden. Prototyping valideert uw ontwerp voordat u zich verbindt tot massaproductie. De inspectie van het eerste artikel bevestigt dat de productieprocessen onderdelen opleveren die voldoen aan de specificaties. Statistische procescontrole waarborgt consistentie over meerdere productieruns heen.
Voor lezers in de automotive-toeleveringsketen vereist het traject van prototype naar massaproductie partners met specifieke certificeringen. Shaoyi Metal Technology is een voorbeeld van deze capaciteit: hun IATF 16949-certificering en strikte SPC-protocollen garanderen dat componenten met hoge toleranties voldoen aan automotive-kwaliteitseisen. Met levertijden vanaf één werkdag voor prototyping en naadloze schaalbaarheid naar massaproductie leveren zij precisiechassisassen en aangepaste metalen bushings efficiënt.
CNC: wat betekent dat? Computer Numerical Control—maar belangrijker nog, het staat voor een productiecapaciteit die de kloof overbrugt tussen uw digitale ontwerpen en fysieke producten. Of u nu tien prototypes of tienduizend productieonderdelen produceert, deze technologie levert consistente precisie die handmatige methoden eenvoudigweg niet kunnen evenaren.
Conclusie? U begrijpt nu de verschillende machinetype, materiaalkeuze, tolerantiespecificaties, opties voor oppervlakteafwerking, kostenfactoren en criteria voor partnerbeoordeling. Deze kennis verandert u van een passieve koper in een goed geïnformeerde productiepartner. Gebruik deze kennis om betere vragen te stellen, slimmere beslissingen te nemen en producten te leveren die volledig aan uw exacte eisen voldoen.
Uw volgende stap is eenvoudig: neem uw ontwerp, pas de principes die u hebt geleerd toe en ga in contact met een gekwalificeerde productiepartner die uw visie kan verwezenlijken. De technologie is klaar. De expertise bestaat. Uw precisie-onderdelen wachten erop om gemaakt te worden.
Veelgestelde vragen over CNC-bewerking
1. Wat is CNC-bewerking?
CNC-bewerking is een productieproces waarbij vooraf geprogrammeerde computersoftware de beweging van fabrieksgereedschap en machines aanstuurt. CNC staat voor Computer Numerical Control (computerondersteunde numerieke besturing) en maakt gebruik van G-code-instructies om snijgereedschappen met uitzonderlijke precisie te sturen—met toleranties tot zelfs ±0,001 inch. Deze subtractieve productiemethode verwijdert materiaal van massieve blokken om afgewerkte onderdelen te vervaardigen voor industrieën die variëren van lucht- en ruimtevaart tot medische apparatuur.
2. Verdienen CNC-verspaners veel geld?
CNC-verspaners verdienen concurrerende lonen, met gemiddelde salarissen van ongeveer 27,43 dollar per uur in de Verenigde Staten. De verdiensten variëren afhankelijk van ervaring, certificeringen en specialisatie. Operators met geavanceerde vaardigheden op het gebied van meervoudige-as-programmering, werk met strakke toleranties of productie volgens lucht- en ruimtevaartnormen ontvangen doorgaans hogere tarieven. Installaties met IATF 16949- of AS9100-certificering betalen vaak premielonen aan gekwalificeerde verspaners die de kwaliteitsnormen handhaven.
3. Wat zijn de verschillende soorten CNC-machines?
De drie primaire CNC-machinetypes zijn freesmachines, draaibanken en frezen. CNC-freesmachines gebruiken roterende snijgereedschappen op stationaire werkstukken voor complexe 3D-vormen in harde metalen. CNC-draaibanken roteren het werkstuk tegen stationaire gereedschappen, wat ideaal is voor cilindrische onderdelen zoals assen en bushings. CNC-frezen verwerken zachtere materialen en grotere vlakke platen, en worden veel gebruikt voor borden, kasten en kunststofbehuizingen.
4. Wat zijn de kosten van CNC-bewerking?
De kosten voor CNC-bewerking hangen af van de materiaalkeuze, de complexiteit van het onderdeel, de tolerantievereisten en het productievolume. Aluminiumonderdelen zijn goedkoper dan vergelijkbare onderdelen van titanium, vanwege de lagere materiaalkosten en kortere cyclus tijden. Strikte toleranties verhogen de bewerkingstijd en de inspectiekosten. Instelkosten worden verdeeld over grotere orders, waardoor de kosten per onderdeel dalen. Strategieën zoals Design for Manufacturability (ontwerp voor vervaardigbaarheid), een doordachte specificatie van toleranties en volumeplanning kunnen de totale projectkosten aanzienlijk verminderen.
5. Welke certificaten moet ik zoeken bij een CNC-bewerkingspartner?
Belangrijke certificeringen zijn afhankelijk van uw sector: ISO 9001 biedt een basisniveau voor kwaliteitsmanagement, AS9100 dekt de eisen voor de lucht- en ruimtevaartsector, ISO 13485 is van toepassing op medische hulpmiddelen en IATF 16949 richt zich op de normen voor automobielproductie. Partners zoals Shaoyi Metal Technology tonen hun toewijding aan door certificering volgens IATF 16949 in combinatie met protocollen voor statistische procescontrole, wat een consistente kwaliteit waarborgt voor precisie-onderdelen voor auto’s, waaronder chassisassemblages.