 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Pembinaan peralatan untuk industri automotif: Tunjang pengeluaran
RINGKASAN
At Pembinaan peralatan untuk industri automotif adalah tunjang teknologi dalam pengeluaran kenderaan moden. Ia tidak berkaitan dengan alat tangan untuk mekanik, tetapi merujuk kepada pembangunan dan pengeluaran industri acuan, penempa, dan peranti yang sangat kompleks yang diperlukan untuk pengeluaran pukal komponen kerangka, komponen enjin, dan interior kenderaan. Tanpa peralatan pengeluaran yang tepat ("Tools") ini, pengeluaran bersiri berjuta-juta komponen kenderaan yang serupa secara ekonomi adalah mustahil. Artikel ini membincangkan proses, teknologi, dan piawaian kualiti yang menentukan sektor B2B yang penting ini.
Asas: Apakah itu Pembinaan Peralatan dalam Industri Automotif?
Dalam konteks industri automotif, istilah Pembinaan Peralatan (bahasa Inggeris. Alat) disiplin pembinaan dan pembuatan bahan pengeluaran, yang berfungsi untuk pembentukan bahan bangunan. Ini adalah Schnittstelle antara Pengembangan Produk (Rancangan Kereta) dan Pengeluaran Nyata (Presswerk, Gießerei). Sebuah Werkzeug dalam pengertian ini adalah sebuah bentuk berat beberapa tan dari baja tinggi, yang digunakan dalam mesin pencetakan atau pengecoran yang besar.
Die Rolle des Werkzeugbaus adalah salah satu Enablers: Setiap komponen kenderaan dari Kotflügel über das Armaturenbrett bis hin zum Motorblock memerlukan Werkzeug khusus (Urform- oder Umformwerkzeug) untuk diperbuat. Kualiti alat ini menentukan secara langsung kuantiti, permukaan dan kelajuan pengeluaran produk akhir. Sementara OEM (Original Equipment Manufacturer) sering kali mempunyai kebolehan reka bentuk, pengetahuan proses yang kuat mengenai kebolehan kerja sering terletak pada pengeluar dan pembekal alat khusus.
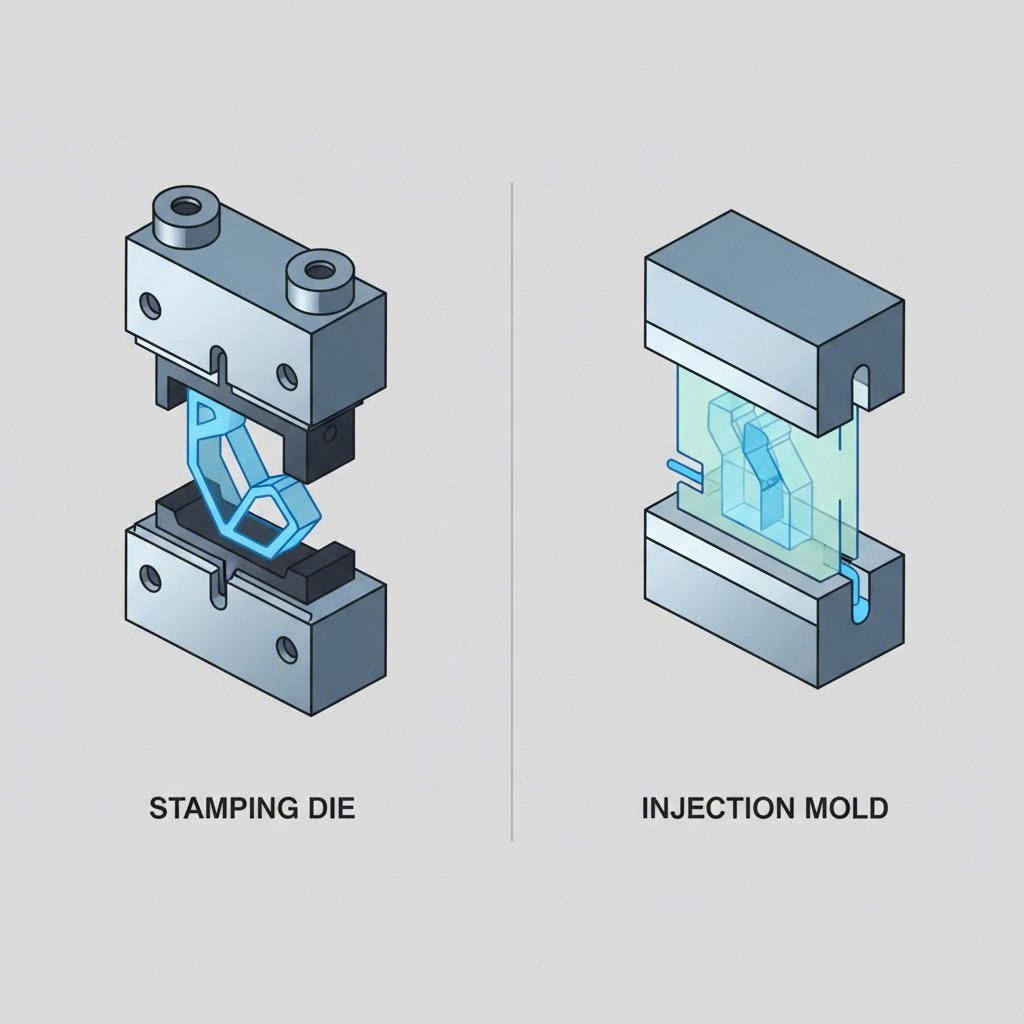
Secara asasnya, terdapat dua kategori utama:
- Alat pembentuk: Alat ini digunakan terutamanya untuk pemprosesan kepingan logam (contohnya, menin, membengkok, dan menarik dalam komponen kereta).
- Alat pengecoran asal: Termasuk acuan suntikan untuk plastik (bahagian dalaman, bumper) dan acuan die-casting untuk logam ringan (komponen enjin, bahagian struktur).
Teknologi utama dan jenis alat dalam perbandingan
Pengeluaran automotif bergantung kepada pelbagai proses pembuatan yang masing-masing memerlukan teknologi alat yang sangat khusus. Pemilihan proses bergantung kepada bahan (keluli, aluminium, plastik) dan fungsi komponen tersebut.
Teknologi pembentukan: Penin dan penekanan
Dalam pembuatan badan kenderaan, alat pemotong dan pembentuk mendominasi. Di sini, kepingan logam rata (coil) dibentuk kepada geometri 3D yang diinginkan melalui alat berperingkat (alat gabungan berterusan atau alat pemindahan). Cabaran utama terletak pada kesan penegangan semula bahan serta ketepatan yang sangat tinggi yang diperlukan bagi meminimumkan ukuran ruang renggang pada kenderaan siap. Alat moden sering perlu tahan terhadap jutaan pusingan tanpa mengorbankan kualiti.
Cetakan suntikan dan pengecoran tekanan
Untuk komponen dalaman dan bahagian teknikal kompleks, acuan cetakan suntikan digunakan. Plastik cecair disuntik di bawah tekanan tinggi ke dalam rongga (ruang kosong). Fungsi serupa digunakan dalam pengecoran tekanan aluminium untuk komponen struktur, yang kini semakin penting akibat trend seperti "Gigacasting" (pengecoran besar seluruh bahagian kenderaan).
| Prosedur | Bahan | Komponen tipikal | Ciri istimewa dalam pembinaan alat |
|---|---|---|---|
| Pemotongan / Pembentukan | Kepingan keluli, kepingan aluminium | Penutup Enjin, Pintu, Dinding Sisi | Pampasan Kelenturan Balik, Keluli Kekuatan Tinggi |
| Pencetak Semburan Plastik | Polipropilena, ABS, Poliamida | Panel Instrumen, Bumper, Suis | Saluran Penyejukan Kompleks, Kualiti Permukaan Tinggi (Corak Kulit) |
| Pengecoran Tekanan | Aluminium, Magnesium | Rumah Gear, Blok Enjin | Tegasan Terma Ekstrem, Masa Kitaran Pendek |
Proses: Dari asas data ke alat siri
Penciptaan alat pengeluaran adalah proses yang mengambil masa berbulan-bulan dan bermula jauh sebelum komponen fizikal pertama dihasilkan. Alur kerja ini memastikan bahawa alat tersebut akan berfungsi dengan lancar semasa pengeluaran berskala (Kemampuan Proses).
- Reka bentuk CAD dan analisis kemungkinan: Berdasarkan data komponen, alat dibina secara digital. Pakar menilai sama ada rekabentuk tersebut boleh dikeluarkan (kebolehkeluaran acuan, aliran bahan).
- Simulasi (CAE): Sebelum keluli dipotong, penyelesaian perisian (seperti AutoForm) mensimulasikan proses pembentukan atau pengecoran. Potensi ralat seperti retakan atau pembentukan lipatan dikesan lebih awal dan diperbetulkan secara maya.
- Pembuatan dan pemasangan: Bentuk dikeluarkan daripada keluli perkakas berkekuatan tinggi menggunakan mesin pengisar CNC. Seterusnya, elemen panduan, penolak dan sensor dipasang.
- Tryout (penyesuaian awal): Alat ini diuji pada sebuah akta percubaan. Ini adalah fasa yang paling kritikal di mana alat tersebut dioptimumkan secara manual atau mekanikal sehingga komponen yang dihasilkan tepat mengikut spesifikasi ("kerja sentuh semula").
- Kelulusan siri: Setelah diterima dengan jayanya, alat tersebut diserahkan kepada bengkel penekanan atau kilang tuangan.
Cabaran dan keperluan kualiti
Keperluan terhadap pembinaan alat dalam industri automotif adalah setinggi hampir tiada industri lain. Tolok biasanya berada dalam julat mikrometer (µm), dan kualiti permukaan mesti benar-benar sempurna bagi komponen yang kelihatan ("Permukaan Kelas A").
Faktor kritikal seterusnya adalah masa pegun. Alat biasanya perlu menghasilkan ratusan ribu komponen sepanjang kitar hayat model kenderaan (5–7 tahun), tanpa menunjukkan sebarang kehausan yang ketara. Ini memerlukan pengetahuan bahan dan prosedur pengerasan yang cemerlang. Selain itu, pengeluar kereta (OEM) menuntut pensijilan ketat daripada pembekal mereka.
Untuk mendapatkan komponen presisi tinggi, pemilihan rakan kongsi yang tepat adalah perkara penting. Shaoyi (Ningbo) Metal Technology Co., Ltd telah mengkhususkan diri dalam komponen stamping automotif, sebagai contoh, serta mengintegrasikan pembinaan acuan secara langsung ke dalam pengeluaran mereka. Melalui pensijilan IATF 16949 dan lebih daripada 15 tahun pengalaman dalam pembangunan acuan dalaman, syarikat sedemikian tidak sahaja dapat menjamin ketepatan komponen, malah turut memendekkan kitar pembangunan secara ketara, memandangkan pembinaan acuan dan pengeluaran komponen saling bersambung dengan lancar.
Tekanan masa dan kos
Tempoh "Time-to-Market" semakin pendek. Pembina acuan kini perlu mampu melaksanakan perubahan pada komponen (Engineering Changes) dengan cepat walaupun pada fasa akhir projek, tanpa menggugat permulaan pengeluaran kenderaan (SOP – Start of Production).
Trend masa depan: Elektromobiliti dan pembinaan ringan
Peralihan kepada elektromobiliti turut mengubah secara asas industri pembinaan acuan. Sementara komponen konvensional untuk enjin pembakaran (sistem ekzos, bahagian transmisi) tidak lagi diperlukan, keperluan baharu muncul untuk bekas bateri, elektronik kuasa dan motor elektrik. Terutamanya dulang bateri daripada aluminium atau keluli menimbulkan keperluan baharu dari segi ketegangan dan keselamatan dalam pelanggaran.
Secara selari, rekabentuk ringan turut memacu inovasi ke hadapan. Untuk meningkatkan jarak tempuh kenderaan elektrik (EV), keluli berkekuatan tinggi dan sangat tinggi (pemprosesan tekanan panas) semakin kerap digunakan, yang menimbulkan cabaran besar kepada pembuatan acuan dari segi perlindungan terhadap haus. Digitalisasi (‘Pembuatan Acuan 4.0’) juga semakin meluas: sensor dalam acuan kini memantau secara langsung parameter proses seperti suhu dan tekanan untuk mengelakkan produk cacat secara proaktif.
Kesimpulan: Tiada acuan, tiada kereta
Pembuatan acuan tetap menjadi kunci yang tidak dapat digantikan dalam merealisasikan kenderaan secara fizikal, walaupun di zaman digitalisasi dan mobiliti elektrik. Ia jauh lebih daripada sekadar pemesinan logam; ia merupakan satu disiplin berteknologi tinggi yang menggabungkan kejuruteraan, sains bahan, dan pemahaman proses. Bagi pengilang asal (OEM) dan pembekal komponen, pelaburan dalam acuan berkualiti tinggi serta rakan kongsi yang kompeten merupakan langkah paling penting untuk menjamin kualitas dan kecekapan dalam pengeluaran bersiri.
Soalan Lazim (FAQ)
apakah perbezaan antara alat prototaip dan alat siri?
Alat prototaip (Soft Tools) biasanya diperbuat daripada bahan yang lebih lembut seperti aluminium atau keluli tidak dikeraskan untuk menghasilkan kuantiti kecil dengan cepat dan kos rendah bagi tujuan ujian. Alat siri (Hard Tools) diperbuat daripada keluli khas yang dikeraskan, direka untuk ketahanan maksimum dan masa kitar yang pendek, serta lebih mahal dan rumit dalam pembuatannya.
mengapa alat dalam industri automotif begitu mahal?
Kos tinggi disebabkan oleh kompleksitas yang sangat tinggi, bahan yang mahal (keluli aloi tinggi) dan kadar kerja pakar khusus yang tinggi (reka bentuk, pemesinan halus). Satu alat karoseri besar boleh memerlukan beratus-ratus jam pemesinan dan penyempurnaan manual, serta mesti mampu menghasilkan jutaan komponen tanpa ralat.
apakah peranan simulasi dalam pembinaan alat?
Simulasi kini menjadi tidak dapat dipisahkan untuk memastikan kebolehlaksanaan komponen sebelum pembinaan acuan. Ia membantu meramalkan tingkah laku bahan, mengelakkan kesilapan seperti retakan atau lipatan, dan mengurangkan secara drastik bilangan pusingan pembetulan fizikal yang mahal semasa percubaan.