 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Acuan Satu Peringkat berbanding Acuan Progresif: Perbandingan Teknikal

RINGKASAN
Acuan satu peringkat melakukan satu operasi penempaan logam yang berbeza bagi setiap rentak mesin, menjadikannya pilihan yang berpatutan dari segi kos untuk bahagian-bahagian ringkas, prototaip, dan pengeluaran jumlah kecil. Sebaliknya, acuan progresif menggunakan sistem yang sepenuhnya automatik yang memasukkan gulungan logam berterusan melalui beberapa stesen, melakukan urutan operasi dalam satu rentak mesin sahaja. Kaedah ini sangat cekap dan sesuai untuk menghasilkan bahagian kompleks dalam jumlah besar dengan kebolehulangan yang tinggi.
Memahami Asas: Apakah Itu Acuan Satu Peringkat?
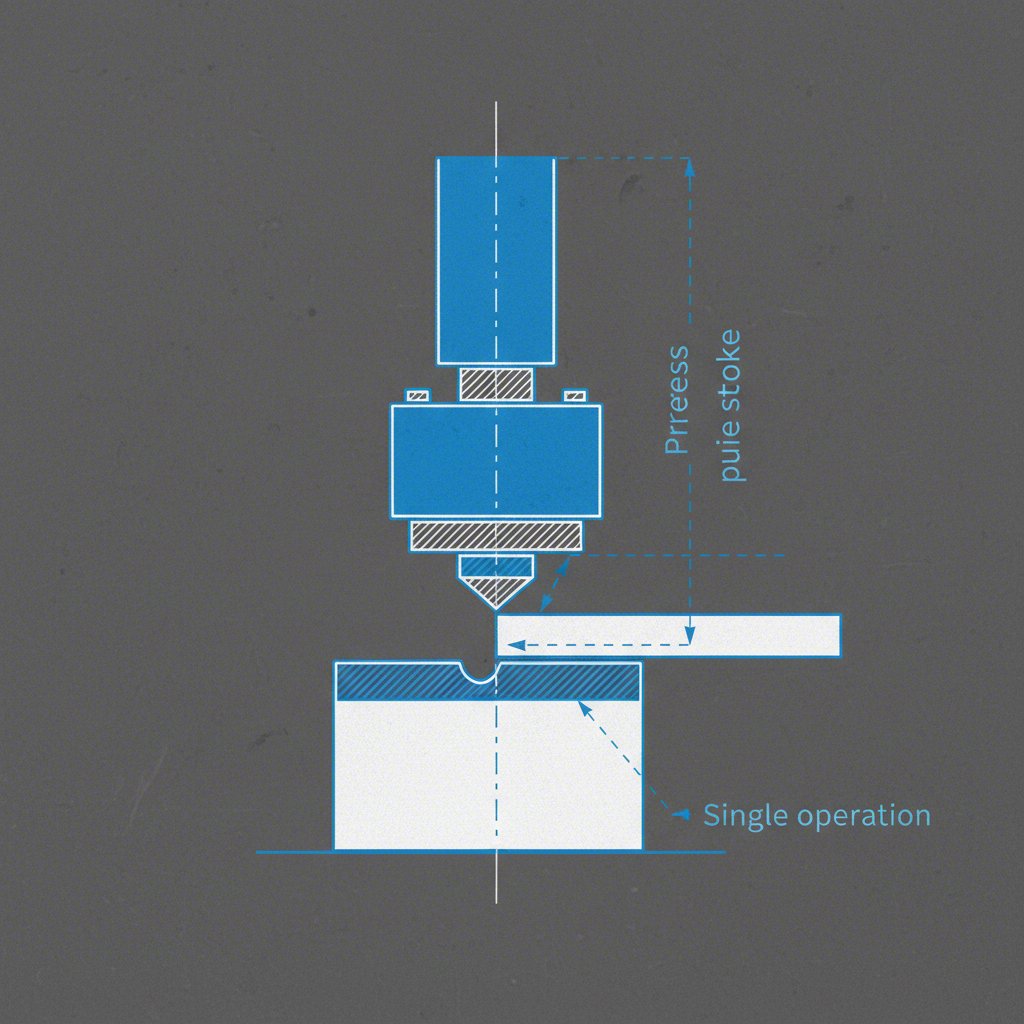
Satu acuan satu peringkat, sering dirujuk sebagai acuan manual atau acuan operasi tunggal, mewakili pendekatan asas dalam penempaan logam. Prinsip utamanya adalah kesederhanaan: acuan ini direka untuk menjalankan satu operasi khusus bagi setiap hentaman daripada alat tekan. Operasi ini boleh berupa tugas mudah seperti meninju lubang, membuat lenturan tunggal, atau memotong sekeping bahagian daripada kepingan logam yang lebih besar. Proses ini biasanya melibatkan operator yang memasukkan bahan atau bahagian secara manual ke dalam alat tekan bagi setiap operasi, walaupun pemuatan separa automatik juga boleh digunakan.
Reka bentuk perkakas satu peringkat adalah tidak rumit, yang memberikan kelebihan besar dalam beberapa senario pembuatan. Memandangkan perkakas hanya perlu melaksanakan satu tugas sahaja, reka bentuk, pembuatan, dan pemasangannya adalah relatif cepat dan murah. Ini menjadikannya pilihan yang sangat baik untuk projek di mana kelajuan ke pasaran adalah kritikal, seperti mencipta prototaip atau melaksanakan percubaan awal untuk menguji rekabentuk baharu. Fleksibiliti untuk menukar perkakas dengan cepat bagi operasi yang berbeza turut membolehkan penyemakan rekabentuk dilakukan dengan masa henti dan kos yang minima.
Namun begitu, kesederhanaan acuan satu peringkat juga membawa batasan, terutamanya berkaitan kelajuan pengeluaran dan keperluan tenaga kerja yang tinggi. Memandangkan setiap operasi memerlukan kitaran mesin tekan yang berasingan dan sering kali penanganan secara manual, jumlah keluaran secara keseluruhan adalah jauh lebih rendah berbanding alternatif berautomasi. Bagi komponen kompleks yang memerlukan pelbagai langkah—seperti siri lenturan, lubang, dan potongan—proses ini menjadi urutan operasi berasingan, yang meningkatkan masa serta risiko ralat. Ini menjadikannya kurang sesuai untuk pengeluaran berjumlah besar di mana kecekapan dan kos seunit adalah pemacu utama.
Ciri-ciri utama acuan satu peringkat termasuk:
- Kelebihan: Kos perkakasan awal yang rendah, masa persediaan pantas untuk pembuatan acuan, struktur yang ringkas dan mudah dipasang, serta fleksibiliti tinggi untuk perubahan rekabentuk.
- Kekurangan: Kadar pengeluaran yang lebih perlahan, kos buruh yang lebih tinggi akibat penanganan bahagian secara manual, dan ketidakcekapan bagi komponen kompleks yang memerlukan pelbagai operasi.
Penyedia Kuasa Pengeluaran Berjumlah Besar: Apakah Acuan Progresif?
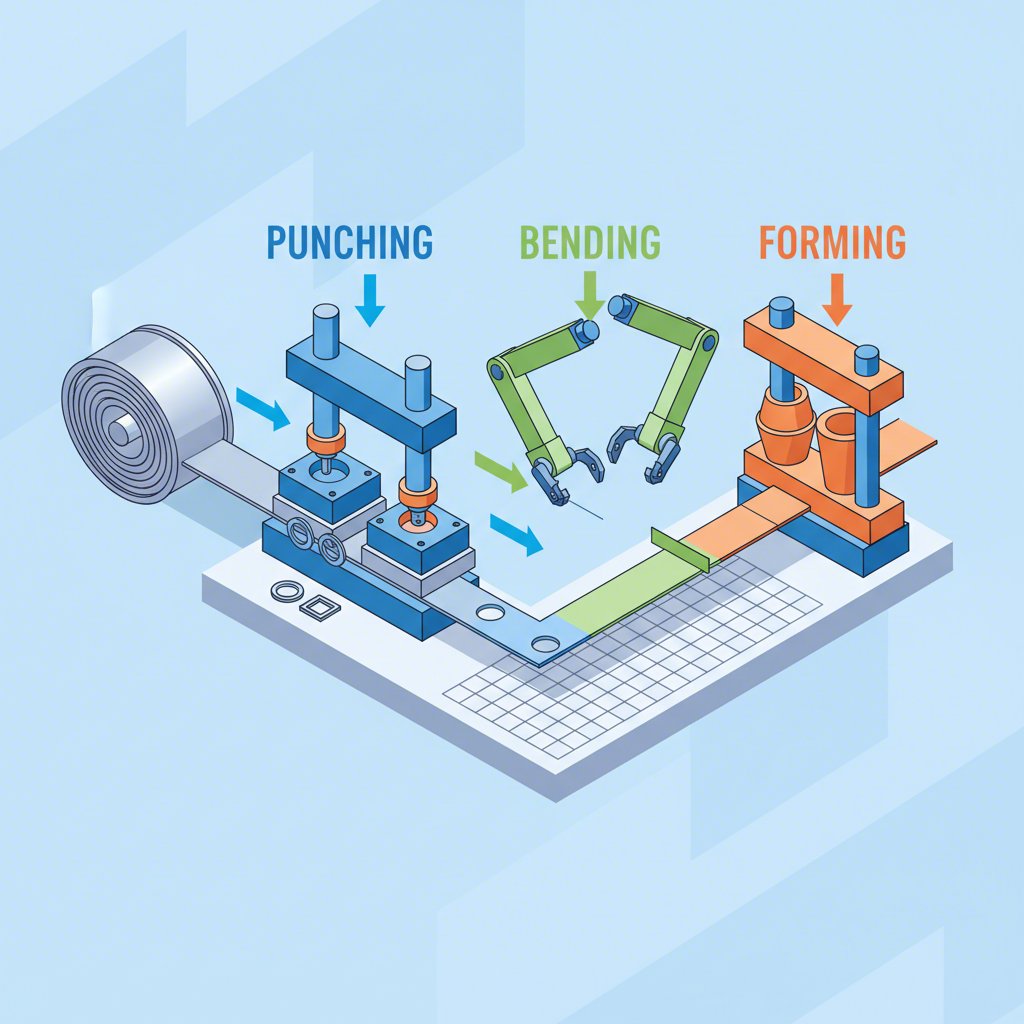
Pengelekkan acuan progresif adalah proses pengeluaran yang sangat cekap dan automatik direka untuk pengeluaran beramai-ramai. Berbeza dengan rupa satu peringkatnya, acuan progresif melakukan pelbagai operasi serentak merentasi beberapa stesen yang disepadukan ke dalam satu alat tunggal. Proses ini bermula dengan gelung berterusan logam lembaran yang diumpan secara automatik ke dalam mesin tekan. Apabila jalur logam ini 'bergerak' melalui acuan, setiap stesen melakukan operasi tersendiri—seperti memotong, menembak, membengkok, atau menempa—dalam urutan yang tepat.
Kehebatan proses ini terletak pada pengautomasian dan ketepatannya. Keping logam kekal bersambung sepanjang urutan tersebut, dipegang pada tempatnya oleh lubang pilot yang memastikan penyelarasan sempurna semasa bergerak dari satu stesen ke stesen berikutnya. Apabila kepingan sampai ke stesen akhir, sebahagian komponen yang telah siap dipotong keluar daripadanya. Operasi berterusan tanpa gangguan ini membolehkan kadar pengeluaran yang sangat tinggi, menjadikannya mungkin untuk menghasilkan ribuan atau malah jutaan komponen yang sama secara konsisten luar biasa dengan had toleransi yang ketat. Tahap boleh ulang ini adalah penting dalam industri seperti automotif, elektronik, dan aerospace.
Kompromi utama untuk kecekapan yang luar biasa ini ialah kerumitan dan kos perkakasan. Acuan progresif adalah rumit, memerlukan rekabentuk pakar dan kejuruteraan tepat, yang menyebabkan pelaburan awal yang lebih tinggi dan masa persediaan yang lebih panjang untuk pembuatan acuan. Kerosakan pada satu stesen sahaja boleh mengharuskan penanggalan keseluruhan set acuan untuk dibaiki, yang berpotensi menyebabkan masa hentian yang ketara. Disebabkan faktor-faktor ini, penempaan acuan progresif paling sesuai untuk pesanan berjumlah tinggi di mana kos perkakasan awal boleh dihapuskan secara beransur-ansur ke atas sejumlah besar komponen, menghasilkan kos per unit yang sangat rendah dalam jangka panjang.
Ciri-ciri utama acuan progresif termasuk:
- Kelebihan: Kadar pengeluaran yang sangat tinggi, kos buruh yang dikurangkan disebabkan automasi, kebolehulangan dan konsistensi yang tinggi, serta sisa bahan yang minimum.
- Kekurangan: Pelaburan awal yang tinggi untuk perkakasan, masa persediaan yang lebih panjang untuk pembuatan acuan, dan kerumitan yang lebih besar dalam rekabentuk dan penyelenggaraan.
Perbandingan Secara Terus: Acuan Satu Peringkat berbanding Acuan Progresif
Pemilihan antara die satu peringkat dan die progresif bergantung sepenuhnya pada keperluan khusus sesuatu projek. Walaupun kedua-duanya membentuk logam, mereka memenuhi hujung yang berbeza dalam spektrum pembuatan. Perbandingan langsung merentasi faktor-faktor utama menyerlahkan kelebihan berbeza dan kes penggunaan unggul masing-masing. Perbezaan asas, seperti yang dinyatakan oleh pakar di Chia Chang , ialah die satu peringkat melakukan satu operasi setiap hentaman, manakala die progresif menggunakan berbilang stesen untuk pengeluaran berterusan dan automatik. Perbezaan teras ini mendorong semua perbezaan lain dari segi kos, kelajuan, dan aplikasi.
Jadual berikut menguraikan perbezaan utama antara dua proses tersebut:
| Faktor | Die Satu Peringkat | Matra progresif |
|---|---|---|
| Proses | Melakukan satu operasi setiap hentaman mesin tekan. Kebiasaannya memerlukan suapan bahagian secara manual atau separa automatik. | Melakukan pelbagai operasi berturutan dalam satu hentaman mesin tekan menggunakan sistem suapan gegelung automatik. |
| Jumlah pengeluaran | Sesuai untuk pengeluaran jumlah rendah, prototaip, dan projek perintis. | Paling sesuai untuk pengeluaran berjumlah tinggi dan pukal (ribuan hingga jutaan komponen). |
| Kelajuan | Kadar keluaran keseluruhan yang lebih perlahan disebabkan oleh operasi berasingan dan pengendalian komponen. | Kadar pengeluaran yang sangat tinggi disebabkan oleh operasi berterusan dan automatik. |
| Ketrumusan Komponen | Paling sesuai untuk komponen ringkas dengan satu atau dua ciri. Komponen kompleks memerlukan pelbagai persediaan. | Sangat baik untuk komponen kompleks yang memerlukan pelbagai lenturan, potongan, dan bentuk dalam satu kitaran. |
| Kos & Masa Persiapan Peralatan | Kos awal yang rendah dan masa persiapan singkat (biasanya 3-4 minggu). | Pelaburan awal yang tinggi dan masa persiapan lebih panjang (biasanya 4-6 minggu atau lebih). |
| Kos Buruh | Kos buruh per komponen yang lebih tinggi disebabkan oleh pengendalian manual dan pelbagai persediaan. | Kos buruh yang sangat rendah disebabkan oleh operasi mesin automatik tanpa pengawasan. |
| Sisa Bahan | Boleh lebih tinggi jika beberapa persediaan diperlukan untuk komponen yang kompleks. | Secara umum lebih rendah disebabkan oleh susunan strip yang dioptimumkan, walaupun strip pembawa diperlukan. |
| Aplikasi Ideal | Prototaip, pesanan pukal kecil, braket ringkas, dan komponen bengkok tunggal. | Komponen automotif, penyambung elektrik, bahagian peralatan, dan komponen kompleks berjumlah tinggi lainnya. |
Pada dasarnya, keputusan ini merupakan pertukaran klasik antara pelaburan awal dan kos operasi jangka panjang. Acuan satu peringkat menawarkan halangan masuk yang rendah untuk pengeluaran, menjadikannya sesuai untuk menguji rekabentuk atau memenuhi pesanan kecil. Sebaliknya, acuan progresif merupakan pelaburan jangka panjang dalam kecekapan, direka untuk menghasilkan komponen pada skala dan kelajuan yang tidak dapat dicapai oleh acuan satu peringkat, akhirnya mengurangkan kos setiap komponen secara ketara bagi pengeluaran besar.
Cara Memilih Proses Penempaan yang Tepat untuk Projek Anda
Memilih acuan stamping yang betul adalah keputusan kritikal yang secara langsung memberi kesan kepada kecekapan pengeluaran, kualiti komponen, dan kos keseluruhan projek. Pilihan ini bukan sekadar mengenai proses yang 'lebih baik', tetapi proses yang paling selaras dengan keperluan khusus anda. Pertimbangan utama, seperti yang dinyatakan oleh pakar pembuatan di JV Manufacturing Co. , termasuk isi padu pengeluaran, kerumitan komponen, dan belanjawan. Dengan menilai faktor-faktor ini secara teliti, anda boleh membuat keputusan yang bijak untuk mengoptimumkan hasil pengeluaran anda.
Isi Padu Pengeluaran dan Jangka Hayat Projek
Soalan pertama dan paling penting yang perlu ditanya ialah: berapa banyak bahagian yang anda perlukan? Untuk prototaip, percubaan awal, atau pengeluaran jumlah rendah (biasanya dalam ratusan atau ribuan rendah), acuan satu peringkat hampir sentiasa merupakan penyelesaian yang paling berkesan dari segi kos. Kos perkakasannya yang rendah memberikan pulangan pelaburan yang cepat. Sebaliknya, untuk pengeluaran jumlah tinggi yang mencecah puluhan ribu atau jutaan, sifat kelajuan tinggi dan automatik acuan progresif akan memberikan kos-seunit yang jauh lebih rendah, dengan mudah menghalalkan pelaburan awal perkakasan yang besar.
Kerumitan dan Geometri Bahagian
Seberapa rumit rekabentuk komponen anda? Acuan satu peringkat sesuai untuk geometri yang mudah—komponen rata, bahagian dengan satu lenturan tunggal, atau komponen yang memerlukan penembusan asas. Jika rekabentuk anda melibatkan pelbagai lenturan, potongan rumit, dan bentuk kompleks, acuan progresif adalah lebih unggul. Ia mampu menjalankan semua operasi ini dalam satu siri yang sangat terkawal, memastikan had ketelusan yang ketat dan konsistensi yang sukar dan memakan masa untuk dicapai dengan beberapa susunan acuan satu peringkat.
Bajet dan Pulangan Atas Pelaburan (ROI)
Bajet anda akan sangat mempengaruhi pilihan anda. Jika anda mempunyai modal permulaan yang terhad, kos awal yang rendah untuk peralatan satu peringkat sangat menarik. Namun begitu, anda juga perlu mengambil kira jumlah kos kepemilikan. Untuk projek jangka panjang dengan isipadu tinggi, kos buruh setiap komponen dalam penempaan satu peringkat akhirnya boleh melebihi penjimatan awal. Acuan progresif, walaupun mahal pada mulanya, memberikan pulangan pelaburan (ROI) jangka panjang yang lebih baik untuk pengeluaran besar-besaran berterusan melalui automasi dan kelajuan. Bagi industri dengan keperluan ketat seperti automotif, perkongsian dengan pakar dalam acuan penempaan tersuai adalah penting. Sebagai contoh, Shaoyi (Ningbo) Metal Technology Co., Ltd. menyediakan penyelesaian lengkap dari prototaip hingga pengeluaran besar-besaran untuk OEM, memanfaatkan simulasi lanjutan untuk mengoptimumkan rekabentuk acuan dari segi kecekapan dan kualiti.
Jenis dan Ketebalan Bahan
Akhirnya, pertimbangkan bahan yang anda gunakan. Walaupun kedua-dua proses ini boleh mengendalikan pelbagai jenis logam, sifat bahan tersebut boleh mempengaruhi rekabentuk acuan. Bahan yang lebih keras seperti keluli tahan karat mungkin memerlukan acuan yang lebih kukuh dan tahan haus, yang boleh meningkatkan kos dan kerumitan kedua-dua jenis perkakas. Bahan yang lebih tebal juga memerlukan daya yang lebih besar, yang mungkin lebih sesuai dengan susunan peringkat tunggal yang lebih ringkas dan kukuh untuk sesetengah aplikasi atau memerlukan sistem acuan progresif yang lebih berkuasa dan mahal.
Soalan Lazim
1. Apakah perbezaan antara acuan tunggal dan acuan progresif?
Acuan tunggal, atau acuan peringkat tunggal, melakukan hanya satu proses penempaan (seperti memotong atau membengkok) bagi setiap hentaman mesin. Sebaliknya, acuan progresif menyelesaikan pelbagai proses penempaan merentasi beberapa stesen berbeza di dalam satu alat tunggal sementara jalur logam berterusan diumpankan melaluinya.
2. Apakah jenis-jenis acuan penempaan yang berbeza?
Selain acuan satu peringkat dan acuan progresif, jenis-jenis lain yang biasa termasuk acuan gabungan, yang melakukan pelbagai operasi pemotongan dalam satu stesen tunggal, dan acuan pemindahan, yang menggerakkan komponen individu dari satu stesen ke stesen lain bagi operasi berperingkat. Setiap jenis sesuai untuk tahap kompleksiti komponen dan isi padu pengeluaran yang berbeza.
3. Apakah perbezaan antara perkakasan peringkat dan perkakasan progresif?
Perkakasan peringkat adalah istilah lain bagi perkakasan satu peringkat. Perbezaan utama terletak pada kelajuan dan isi padu. Perkakasan peringkat lebih perlahan dan sesuai untuk pengeluaran kecil dengan isi padu rendah, manakala perkakasan progresif (atau penempaan acuan progresif) sangat cepat dan direka untuk pengeluaran berskala besar.
4. Berapakah kos sebuah acuan progresif?
Kos acuan progresif berbeza secara ketara bergantung pada saiz dan kerumitan komponen. Kos perkakasan boleh berkisar antara kurang daripada $10,000 untuk komponen kecil dan ringkas hingga melebihi $100,000 untuk reka bentuk besar dan rumit. Kos yang tinggi ini mencerminkan kejuruteraan rumit yang diperlukan bagi memastikan semua stesen berfungsi secara serentak dengan sempurna.