 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Apa yang Tidak Diberitahu Orang Mengenai Kos dan Jangka Masa Pemprosesan Perkhidmatan
Memahami Pemesinan Perkhidmatan dan Mengapa Ia Penting
Pernah terfikir mengapa sesetengah pengilang melabur berjuta-juta ringgit dalam peralatan manakala yang lain menghasilkan komponen yang sama tanpa memiliki satu mesin pun? Jawapannya terletak pada pemesinan perkhidmatan—suatu pendekatan strategik yang sedang mengubah cara perniagaan memikirkan proses pengeluaran.
Apa Maksud Sebenar Pemesinan Perkhidmatan bagi Pengilang
Pemesinan perkhidmatan merujuk kepada penggunaan luaran kerja pembuatan tepat kepada kemudahan luaran khusus yang dilengkapi dengan teknologi CNC canggih. Alih-alih membeli peralatan mahal dan mengupah operator mahir, perniagaan bekerjasama dengan penyedia pemesinan khusus yang mengurus keseluruhan proses pengeluaran dari mula hingga siap.
Fikirkan dengan cara ini: anda memerlukan komponen tepat, tetapi anda tidak semestinya perlu memiliki kilang tersebut. Menurut kajian industri daripada Technavio, pasaran perkhidmatan pemesinan dijangka berkembang sebanyak $17.4 bilion antara tahun 2023 hingga 2028, dengan kadar pertumbuhan tahunan majmuk (CAGR) sebanyak 4.5%. Pertumbuhan ini mencerminkan peralihan asas dalam strategi pembuatan—syarikat semakin menyedari bahawa rakan luaran mampu memberikan hasil yang lebih unggul tanpa beban pelaburan modal.
Apabila anda mencari "bengkel mesin CNC berdekatan saya" atau meneroka perkhidmatan pemesinan presisi CNC, anda pada dasarnya sedang mencari rakan khusus ini. Sama ada anda sebuah syarikat pemula yang sedang membuat prototaip produk pertama atau sebuah pengilang mapan yang sedang meningkatkan pengeluaran, penyedia perkhidmatan menawarkan output berkualiti tinggi yang sama seperti yang anda jangkakan daripada operasi dalaman.
Perbezaan Utama Antara Pemesinan Luaran dan Pemesinan Dalaman
Perbezaan antara pendekatan ini terletak pada pemilikan dan tanggungjawab. Dengan pemesinan dalaman, anda menanggung sepenuhnya kos pembelian peralatan, jadual penyelenggaraan, latihan operator, dan sijil kualiti.
Pertimbangkan apa yang sebenarnya diperlukan oleh operasi dalaman:
- Modal awalan yang besar untuk jentera CNC yang harganya boleh berada dalam lingkungan puluhan ribu hingga jutaan dolar
- Kos penyelenggaraan berterusan yang bertambah seiring masa dan memerlukan juruteknik khusus
- Pengendali berkebolehan yang menerima gaji premium dan memerlukan latihan berterusan
- Sijil kualiti seperti ISO 9001 yang menuntut dokumentasi ketat dan audit berkala
Pemesinan perkhidmatan menghilangkan semua keperluan ini. Sebuah bengkel mesin Jose atau mana-mana penyedia berkelayakan lain telah membuat pelaburan ini terlebih dahulu. Mereka mengekalkan peralatan terkini, mengupah tukang mesin berpengalaman, serta memiliki sijil-sijil yang diwajibkan oleh industri anda. Anda hanya memanfaatkan kemampuan mereka apabila diperlukan.
Mengapa perniagaan di pelbagai industri—daripada penerbangan angkasa hingga peranti perubatan—bergantung pada rakan pembuatan luaran? Nilai tawaran ini sangat menarik. Perkhidmatan pemesinan berketepatan tinggi memberikan anda akses kepada peralatan CNC berpaksi pelbagai, operator yang berpengalaman, dan sistem kualiti yang telah terbukti tanpa perlu mengikat modal. Ramai bengkel mesin di California dan pusat pembuatan lain mengkhusus dalam industri tertentu, menawarkan kepakaran yang memerlukan masa bertahun-tahun untuk dibangunkan secara dalaman.
Keluwesan ini terbukti sangat bernilai apabila keperluan projek berubah-ubah. Daripada mengekalkan peralatan tidak aktif semasa tempoh lesu atau tergesa-gesa menambah kapasiti semasa lonjakan permintaan, penggunaan khidmat luaran membolehkan anda mengembangkan pengeluaran secara lancar. Ini merupakan kelebihan strategik yang membolehkan anda tetap fokus pada apa yang paling baik anda lakukan—mereka bentuk produk, melayani pelanggan, dan membesarkan perniagaan anda.
Jenis-jenis Proses Pemesinan CNC dan Aplikasinya
Apabila anda berkerjasama dengan penyedia perkhidmatan pemesinan, anda bukan sahaja mendapat akses kepada peralatan—anda juga memanfaatkan pelbagai proses pembuatan. Namun, di sini terletak cabarannya: bagaimana anda mengetahui proses manakah yang sesuai untuk projek anda? Memahami perbezaan antara penggilingan (milling), pusingan (turning), dan teknik khusus lain membantu anda berkomunikasi secara berkesan dengan rakan pemesinan anda serta membuat keputusan yang bijak mengenai komponen-komponen anda.
Penjelasan Mengenai Penggilingan CNC
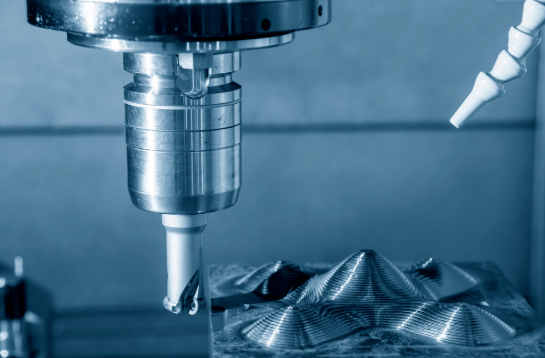
Bayangkan alat pemotong berputar bergerak merentasi benda kerja yang pegun, mengikis bahan lapis demi lapis . Itulah tindakan penggilingan CNC. Berbeza daripada proses-proses lain di mana benda kerja berputar, penggilingan mengekalkan benda kerja anda dalam keadaan tetap manakala alat pemotong berbilang titik melakukan kerja tersebut merentasi pelbagai paksi.
Pendekatan ini sangat unggul dalam mencipta bentuk tiga dimensi (3D) yang kompleks—bentuk yang mustahil dihasilkan dengan kaedah-kaedah yang lebih ringkas. Menurut kajian pembuatan 3ERP, mesin penggilingan mampu beroperasi dengan keupayaan 3, 4 atau 5 paksi, di mana setiap paksi tambahan membuka kemungkinan geometri baharu.
Apakah yang menjadikan pemesinan pengisaran (milling) sangat pelbagai? Pertimbangkan aplikasi biasa berikut:
- Permukaan rata dan muka —pengisaran muka (face milling) menghasilkan satah mengufuk yang tepat di atas benda kerja
- Kantung dan rongga —pengisaran poket (pocket milling) mengeluarkan bahan daripada bahagian dalaman, mencipta ciri-ciri lesap (recessed features)
- Alur dan takungan —pengisaran periferi (peripheral milling) memotong saluran sepanjang tepi komponen dengan kedalaman yang dikawal
- Kontur 3D yang kompleks —pengisar hujung berbentuk bola (ball-nose end mills) mengikuti lengkung organik untuk acuan dan prototaip
- Ciri-ciri berkecondongan —pengisar chamfer dan operasi bersudut mencipta tepi condong (beveled edges)
Apabila anda meneroka perkhidmatan pemesinan CNC 5 paksi, anda sedang mempertimbangkan keupayaan pengisaran paling maju yang tersedia. Mesin-mesin ini boleh memiringkan alat atau meja, sehingga mampu menjangkau bahagian bawah (undercuts) dan permukaan kompleks dalam satu tetapan sahaja. Untuk pemesinan komponen berskala besar atau komponen penerbangan yang rumit, penyedia perkhidmatan CNC 5 paksi memberikan ketepatan yang tidak dapat dicapai oleh tetapan yang lebih ringkas.
Apabila Pemesinan Putar (Turning) Lebih Unggul Berbanding Pengisaran (Milling)
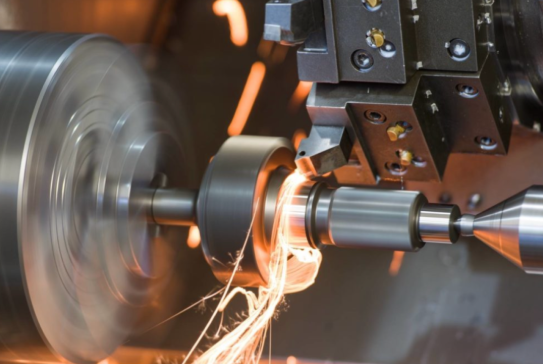
Sekarang balikkan skrip tersebut. Dalam pemesinan CNC secara pembubutan, benda kerja berputar dengan cepat manakala alat pemotong tunggal yang pegun membentuk permukaan. Pembalikan gerakan ini mencipta perbezaan asas dalam fungsi terbaik masing-masing proses.
Kedengaran mudah? Memang begitu—dan kesederhanaan ini terus beralih kepada kecekapan. Operasi pembubutan secara semula jadi lebih pantas untuk komponen silinder kerana gerakan berputar menghasilkan profil bulat secara semula jadi. Jika komponen anda menyerupai aci, pin, galas, atau batang berulir, pembubutan hampir pasti merupakan pilihan terbaik anda.
Berikut adalah situasi di mana pembubutan unggul berbanding penggilingan:
- Bentuk silinder dan kon —benda kerja yang berputar secara semula jadi menghasilkan profil bulat dengan kepekatan pusat (concentricity) yang sangat baik
- Pengeluaran jumlah tinggi —penyuap bar membolehkan pemesinan berterusan dengan gangguan operator yang minimum
- Ulit luar dan ulit dalam —operasi pengeuliran terintegrasi dengan lancar ke dalam kitaran pembubutan
- Toleransi ketepatan bulat yang ketat —proses ini mengekalkan diameter yang konsisten sepanjang komponen yang panjang
- Projek sensitif dari segi kos —kelengkapan alat yang lebih ringkas dan masa kitaran yang lebih pantas mengurangkan kos seunit komponen
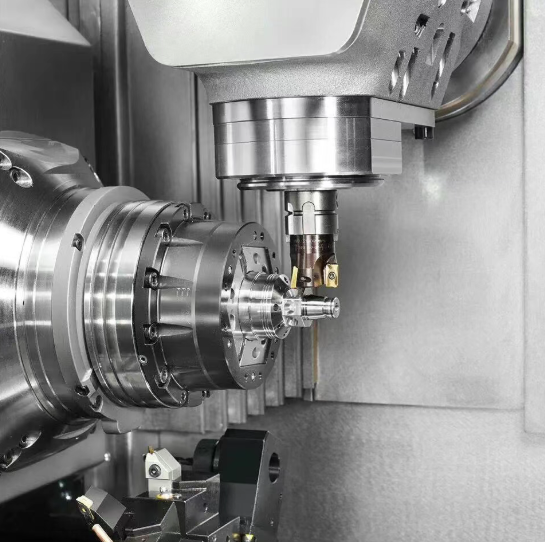
Pusat pemesinan CNC moden mengaburkan sempadan antara proses-proses tersebut. Banyak di antaranya kini dilengkapi dengan alat pemotong berputar—alat yang berputar dan mampu menjalankan operasi penggilingan sementara komponen masih dipasang dalam mesin bubut. Keupayaan hibrid ini bermaksud satu mesin sahaja boleh melakukannya pemboran lubang silang, penggilingan permukaan rata, atau pemotongan alur tanpa perlu memindahkan komponen ke tetapan berasingan.
Bagi projek pemesinan komponen CNC yang menggabungkan ciri-ciri bulat dan prisma, tanyakan penyedia perkhidmatan anda tentang kemampuan mesin gabungan (mill-turn). Mesin hibrid ini boleh mengurangkan masa pengeluaran secara ketara dan meningkatkan ketepatan dimensi dengan menghilangkan keperluan beberapa tetapan.
Proses Khusus untuk Geometri Kompleks
Apakah yang berlaku apabila alat pemotong konvensional tidak mampu menjangkau geometri yang diperlukan? Di sinilah proses khas seperti pemesinan pelepasan elektrik (electrical discharge machining) dan pengisaran tepat memainkan peranan.
Mesin Pemprosesan Lepasan Elektrik (EDM) mengeluarkan bahan melalui percikan elektrik terkawal, bukan melalui pemotongan fizikal. Menurut Dokumentasi teknikal OpenLearn , EDM beroperasi pada sebarang bahan yang konduktif secara elektrik tanpa mengira kekerasannya—menjadikannya ideal untuk keluli perkakasan keras dan aloi eksotik yang boleh merosakkan alat pemotong konvensional.
EDM bersinar dalam aplikasi khusus:
- Lubang kecil dengan nisbah tinggi —EDM wayar boleh mencipta bukaan sekecil 0.05 mm
- Kaviti acuan kompleks —EDM tenggelam membentuk ciri-ciri acuan rumit tanpa terhasilnya gerudi
- Bahan keras —penghakisannya melalui percikan tidak dipengaruhi langsung oleh kekerasan bahan
- Sudut dalaman tajam —mencapai jejari seketat 0.4 mm di mana alat pemotong tidak mampu menjangkau
Apakah komprominya? EDM beroperasi lebih perlahan berbanding pemesinan konvensional, dengan kadar pengelupasan logam yang biasanya diukur dalam sentimeter padu per jam. Ia juga meninggalkan lapisan semula-bentuk sedalam 0.0025–0.15 mm yang mungkin perlu dibuang bagi aplikasi yang kritikal dari segi kelesuan.
Pengebangan Presisi menggunakan roda pengikis untuk mencapai hasil permukaan dan toleransi yang melampaui apa yang dapat dihasilkan oleh alat pemotong. Apabila projek anda memerlukan permukaan seperti cermin atau ketepatan pada tahap mikron, penggilapan menjadi penting.
Syarikat-syarikat seperti Odyssey Machining dan penyedia khusus lain sering menggabungkan pelbagai proses secara berurutan—pemotongan kasar dengan penggilingan, penyelesaian akhir dengan penggilapan, dan kerja terperinci dengan EDM. Pendekatan bersepadu ini memberikan ciri-ciri terbaik setiap kaedah sambil meminimumkan jumlah masa pengeluaran.
Memahami perbezaan proses ini membantu anda bekerjasama lebih berkesan dengan rakan pemesinan anda. Apabila anda mampu menjelaskan sama ada komponen anda memerlukan kelentukan penggilingan, kecekapan pusingan, atau ketepatan khusus, anda akan menerima sebut harga yang lebih tepat dan tempoh siap yang lebih cepat.
Panduan Pemilihan Bahan untuk Komponen Berpemesinan
Anda telah memilih proses pemesinan anda. Kini tiba keputusan yang sama pentingnya: daripada bahan apakah komponen anda akan dibuat? Pilihan ini memberi kesan kepada setiap aspek projek anda—daripada masa pemesinan dan haus alat hingga prestasi akhir komponen dan jumlah kos keseluruhan. Buat pilihan yang tepat, dan anda akan mendapat komponen yang melampaui jangkaan. Buat pilihan yang salah, dan anda mungkin menghadapi kelengkapan, perbelanjaan melebihi bajet, atau komponen yang gagal di medan sebenar.
Berikut adalah faktor yang menjadikan pemilihan bahan sukar: ia sentiasa melibatkan kompromi. Menurut kajian pembuatan dari Tops Best Precision, walaupun logam lembut seperti aluminium dan loyang mempunyai ketermesinan yang sangat baik, bahan-bahan ini mungkin kurang kuat dan tahan lama. Sebaliknya, bahan yang lebih keras seperti titanium dan keluli tahan karat lebih sukar diproses secara pemesinan tetapi menawarkan ketahanan tarikan yang lebih tinggi, rintangan kakisan, dan ketahanan yang lebih baik.
Mari kita analisis pilihan anda supaya anda dapat membuat keputusan yang berinformasi untuk perkhidmatan Mesin CNC Aluminium atau sebarang keperluan bahan lain.
Aloi Aluminium untuk Prestasi Ringan
Apabila pengilang memerlukan komponen dengan cepat tanpa mengorbankan kualiti, aluminium sering menjadi pilihan utama. Dengan kadar ketahanan pemesinan sebanyak 90–95% berbanding piawaian loyang, perkhidmatan pemesinan aluminium memberikan masa siap yang pantas serta hasil permukaan yang sangat baik.
Mengapa aluminium begitu mudah diproses? Keteluran haba yang tinggi membolehkan haba tersebar dengan cepat dari zon pemotongan, membolehkan kelajuan pemesinan yang lebih tinggi tanpa menjejaskan jangka hayat alat. Menurut panduan pemilihan bahan Ethereal Machines, Aluminium 6061 menyeimbangkan kekuatan dan ketahanan pemesinan, menawarkan keluwesan dalam pelbagai aplikasi — dari komponen automotif hingga barangan pengguna.
Aloi aluminium biasa yang akan anda temui dalam sebut harga perkhidmatan penggilingan CNC aluminium termasuk:
- 6061-T6 — aloi utama yang menawarkan kekuatan yang baik, kebolehan dilas, dan rintangan kakisan untuk aplikasi umum
- 7075-T6 — kekuatan yang lebih tinggi, hampir setara dengan beberapa keluli, sesuai untuk komponen struktur penerbangan dan aplikasi bertekanan tinggi
- 2024-T3 —rintangan kelelahan yang sangat baik untuk kulit pesawat dan komponen struktural
- 5052—rintangan korosi yang unggul untuk persekitaran marin dan pemprosesan kimia
Kompromi? Kekerasan aluminium yang lebih rendah bermaksud ia tidak mampu menahan keausan ekstrem atau aplikasi suhu tinggi. Untuk situasi tersebut, anda perlu mempertimbangkan keluli atau aloi eksotik.
Pilihan Keluli dan Keluli Tahan Karat untuk Ketahanan
Apabila kekuatan dan ketahanan lebih penting daripada berat, varian keluli menjadi bahan pilihan utama anda. Namun, keluarga keluli merangkumi julat prestasi yang luas—demikian juga dengan kemudahan pemesinannya.
Keluli Karbon dan Keluli Aloi (seperti 1018, 4140, dan 4340) menawarkan keseimbangan yang munasabah antara kekuatan dan kemudahan pemesinan. Dengan kadar sekitar 70%, bahan ini jauh lebih sukar dipotong berbanding aluminium tetapi masih boleh diproses dengan kelengkapan piawai. Bahan-bahan ini unggul dalam komponen struktural, bahagian jentera, dan gear di mana kekuatan menghalalkan masa pemesinan tambahan.
Stainless steels membentangkan cabaran yang berbeza. Menurut kajian bahan, gred seperti 304 dan 316 mempunyai kadar ketelagaan pemesinan hanya 30–40%. Mengapa begitu sukar? Keluli tahan karat mengalami pengerasan akibat pemesinan—maksudnya, ia menjadi lebih keras semasa dipotong. Ini menuntut kelajuan pemotongan yang lebih perlahan, susunan jentera yang lebih kaku, dan pertukaran alat yang lebih kerap.
Walaupun terdapat cabaran dalam pemesinan, sifat keluli tahan karat ini membenarkan usaha tersebut dalam aplikasi tertentu:
- 304 stainless —rintangan korosi tujuan am untuk proses makanan, seni bina, dan aplikasi kimia
- 316 Tidak berkarat —rintangan korosi yang unggul untuk persekitaran marin, perubatan, dan farmaseutikal
- 17-4 PH —gred pengerasan melalui pemendapan yang memberikan kekuatan tinggi untuk komponen aerospace dan pertahanan
- keluli tahan karat 303 —gred bebas pemesinan dengan penambahan belerang untuk memperbaiki pembentukan cip dan jangka hayat alat
Jika projek anda memerlukan keluli tahan karat, bersiaplah untuk tempoh penghantaran yang lebih panjang dan kos seunit yang lebih tinggi berbanding sebut harga perkhidmatan pengisaran aluminium. Bahan itu sendiri lebih mahal, proses pemesinan lebih perlahan, dan alat pemotong haus lebih cepat—semua faktor ini akan diambil kira oleh penyedia perkhidmatan anda dalam penetapan harga mereka.
Plastik Kejuruteraan dan Bahan Eksotik
Tidak semua komponen perlu diperbuat daripada logam. Plastik kejuruteraan menawarkan kelebihan unik termasuk jisim yang lebih ringan, rintangan terhadap bahan kimia, dan penebatan elektrik. Sementara itu, aloi eksotik mampu menahan keadaan ekstrem di mana bahan konvensional gagal.
Plastik Kejuruteraan Biasa untuk komponen yang diproses secara mesin termasuk:
- Delrin (Asetal) —sangat mudah diproses dengan kestabilan dimensi yang sangat baik, sesuai untuk gear, galas, dan komponen mekanikal
- PEEK —termoplastik berprestasi tinggi yang mampu menahan suhu sehingga 250°C, biasa digunakan dalam industri penerbangan dan implan perubatan
- UHMW —rintangan haus yang luar biasa dan geseran rendah untuk komponen penghantar dan jalur tahan haus
- Polikarbonat —rintangan hentaman yang tinggi serta ketelusan optik untuk tingkap keselamatan dan penutup pelindung
Mesin plastik boleh dikisar dengan cepat tetapi memerlukan pertimbangan yang berbeza. Sesetengah plastik boleh melebur atau terdistorsi di bawah haba pemotongan, manakala yang lain pula pecah jika dipotong secara terlalu agresif. Rakan kerja mesin anda harus menyesuaikan kelajuan, kadar suapan, dan strategi penyejukan secara bersesuaian.
Aloi eksotik menempati hujung spektrum yang bertentangan—sukar untuk dikisar tetapi penting bagi persekitaran ekstrem. Primo Medical Group mencatatkan bahawa bahan seperti titanium dan aloi eksotik lain memerlukan teknik pengisaran khas disebabkan sifat uniknya seperti kekerasan, rintangan kakisan, dan keserasian biologi.
Titanium mempunyai kadar keterkisaran hanya 20–25%. Keteluran haba yang rendah menyebabkan haba terperangkap di zon pemotongan, maka kelajuan yang perlahan dan alat berlapis khas diperlukan. Inconel dan aloi super-nikel lain mempunyai kadar lebih rendah lagi iaitu 10–15%, yang memerlukan penjagaan maksimum untuk mengelakkan kegagalan alat.
Bilakah bahan-bahan ini menghalalkan kesukaran pemesinannya? Titanium muncul dalam struktur penerbangan dan angkasa lepas, implan perubatan, dan barang sukan berprestasi tinggi di mana nisbah kekuatan terhadap beratnya tiada tandingan. Inconel digunakan untuk komponen enjin jet dan aplikasi nuklear di mana haba ekstrem dan kakisan akan memusnahkan bahan-bahan lain.
Perbandingan Bahan Sekilas Pandang
Gunakan jadual rujukan ini apabila membincangkan pilihan bahan dengan penyedia perkhidmatan pemesinan anda:
| Bahan | Kedudukan Kemudahan Mesin | Pembolehubah Tipikal | Pertimbangan Kos |
|---|---|---|---|
| Brass c36000 | 100% (piawai) | Sambungan, komponen elektrik, perkakasan hiasan | Kos bahan sederhana, kos pemesinan paling rendah |
| Aluminium 6061 | 90-95% | Aerospace, automotif, perumah elektronik | Kos bahan rendah, pemesinan pantas |
| Keluli Karbon 1018 | 70% | Bahagian struktur, aci, komponen jentera | Kos bahan rendah, masa pemesinan sederhana |
| Keluli tahan karat 304 | 30-40% | Pemprosesan makanan, perubatan, persekitaran marin | Kos bahan lebih tinggi, pemesinan lebih perlahan |
| Titanium 6Al-4V | 20-25% | Struktur penerbangan dan angkasa lepas, implan perubatan, pertahanan | Kos bahan tinggi, memerlukan perkakasan khusus |
| Inconel 718 | 10-15% | Enjin jet, reaktor nuklear, persekitaran ekstrem | Kos bahan sangat tinggi, pemesinan paling perlahan |
| Delrin (Asetal) | Tinggi | Gear, galas, komponen mekanikal tepat | Kos bahan sederhana, pemesinan pantas |
| PEEK | Sederhana | Implan perubatan, penerbangan dan angkasa lepas, pemprosesan kimia | Kos bahan tinggi, memerlukan kawalan suhu |
Kebutuhan Bahan Spesifik Industri
Industri anda kemungkinan besar menentukan pilihan bahan di luar pertimbangan prestasi semata-mata. Keperluan peraturan dan piawaian pensijilan menghadkan pilihan anda secara ketara.
Pengilang peralatan perubatan memerlukan bahan dengan kebolehbiocompatibiliti dan ketelusuran yang telah dibuktikan. Titanium, keluli tahan karat 316L, dan polimer khas seperti PEEK memenuhi keperluan FDA untuk peranti yang ditanam dalam badan. Rakan pemesinan anda mesti menyimpan dokumentasi yang membuktikan asal-usul bahan dan pematuhan terhadap piawaian seperti ISO 13485.
Aplikasi aeroangkasa memerlukan aloi bersijil dengan ketelusuran bahan sepenuhnya. Anda tidak boleh sekadar menggunakan sebarang aluminium—ia mesti bergradien aeroangkasa dengan sijil kilang yang mendokumentasikan komposisi kimia dan sifat mekanikalnya. Spesifikasi biasa termasuk AMS (Spesifikasi Bahan Aeroangkasa) dan piawaian ASTM.
Bahagian automotif sering menyeimbangkan kecekapan kos dengan keperluan prestasi. Pengeluaran berisipadu tinggi biasanya lebih mengutamakan bahan yang mudah dimesin seperti aluminium dan keluli yang mudah dimesin untuk meminimumkan kos setiap komponen sambil memenuhi spesifikasi ketahanan.
Memahami dinamik bahan ini membantu anda bekerjasama secara lebih berkesan dengan rakan pemesinan anda. Apabila anda dapat membincangkan kompromi antara kemudahan pemesinan dan prestasi, anda akan membuat keputusan yang lebih baik mengenai di mana perlu melaburkan bajet anda—dan di mana perlu menjimatkan.

Aliran Kerja Pemesinan Perkhidmatan Lengkap Diterangkan
Anda telah memilih proses anda dan memilih bahan anda. Sekarang apa pula? Bagi ramai pembeli pertama kali, perjalanan dari pertanyaan awal hingga menerima komponen siap terasa seperti kotak hitam. Apa yang berlaku selepas anda menghantar fail anda? Berapa lamakah setiap peringkat mengambil masa? Memahami keseluruhan aliran kerja ini membantu anda menetapkan jangkaan yang realistik dan mengelakkan salah faham yang mahal.
Sama ada anda bekerja dengan bengkel mesin di San Jose atau penyedia di seluruh negara, kebanyakan kemudahan pemesinan CNC di California yang boleh dipercayai mengikuti proses berstruktur yang serupa. Mari kita telusuri setiap langkah supaya anda tahu dengan tepat apa yang perlu dijangkakan.
Menyediakan Fail Reka Bentuk Anda untuk Dihantar
Projek anda bermula pada ketika anda menghantar fail reka bentuk—dan cara anda menyediakan fail tersebut secara langsung mempengaruhi ketepatan sebut harga serta masa siap. Menurut dokumentasi alur kerja industri, satu pakej pertanyaan lazimnya harus merangkumi model CAD, lukisan teknikal, spesifikasi bahan, keperluan kuantiti, dan jadual penghantaran.
Format fail manakah yang lebih disukai oleh bengkel mesin di San Jose, CA dan kemudahan profesional lain?
- STEP (.stp, .step) —piawaian universal untuk pertukaran model 3D, dapat dibaca oleh hampir semua perisian CAM
- IGES (.igs, .iges) —format lama tetapi disokong secara meluas untuk geometri permukaan dan pepejal
- DXF/DWG —fail lukisan 2D yang penting untuk komponen rata dan dimensi tambahan
- Fail CAD Asli —Fail SolidWorks, Inventor, atau Fusion 360 mengekalkan sepenuhnya maksud rekabentuk apabila bengkel anda menggunakan perisian yang sepadan
- Lukisan PDF —Lukisan 2D beranotasi yang menunjukkan toleransi, siap permukaan, dan keperluan khas
Berikut adalah perkara yang sering diabaikan oleh banyak pembeli: Model 3D sahaja tidak mencukupi. Bengkel mesin di California anda memerlukan lukisan 2D berdimensi yang menentukan toleransi, keperluan siap permukaan, dan ciri-ciri kritikal. Model 3D memberitahu mereka bentuk apa yang perlu dibuat; manakala lukisan memberitahu mereka seberapa tepat bentuk tersebut perlu dibuat.
Sebelum menghantar, semak semula isu-isu biasa berikut:
- Adakah semua dimensi dinyatakan dengan jelas bersama toleransi yang sesuai?
- Adakah anda menandakan ciri-ciri yang kritikal berbanding toleransi umum?
- Adakah gred bahan dinyatakan secara eksplisit (bukan sekadar "aluminium" tetapi "6061-T6")?
- Adakah keperluan siap permukaan dicatatkan menggunakan nilai Ra piawai?
- Adakah kuantiti yang diperlukan dan tarikh penghantaran sasaran telah dimasukkan?
Proses Penyediaan Sebut Harga dan Semakan
Setelah fail anda tiba, proses penawaran harga bermula—dan proses ini lebih rumit daripada yang disedari kebanyakan pelanggan. Menurut panduan RFQ Stecker Machine, ahli pasukan bengkel yang berpengalaman akan meneliti pakej tersebut bermula dengan penilaian kelayakan berdasarkan kemampuan dan kepakaran mereka.
Apakah yang berlaku semasa penelitian ini? Jurutera meneliti pelan lukisan anda untuk mencari ketidaksesuaian, toleransi ketat, isu-isu yang memberikan kebimbangan, dan cabaran proses. Mereka sedang mengesan potensi masalah sebelum masalah tersebut menjadi kesilapan mahal.
Penyedia perkhidmatan pemesinan terbaik tidak sekadar memberikan penawaran harga bagi apa yang anda minta—malah mereka juga mencadangkan penambahbaikan. Analisis Rekabentuk untuk Kebolehpembuatan (DFM) mengenal pasti peluang untuk:
- Mengurangkan Kos melalui penggantian bahan atau geometri yang dipermudah
- Memperbaiki kualiti dengan melaraskan toleransi pada ciri-ciri yang tidak kritikal
- Ringkaskan Masa Penghantaran dengan memilih proses yang lebih sesuai dengan geometri anda
- Mengelakkan kegagalan berpotensi dengan mengenal pasti dinding nipis, sudut dalaman tajam, atau ciri-ciri lain yang bermasalah
Kerumitan dan isi menentukan cara bahagian-bahagian tersebut diproses. Dengan maklumat ini, penganggar bekerjasama dengan jurutera untuk menjalankan kajian masa berdasarkan alat demi alat dan operasi demi operasi. Anggaran masa kitaran ini menjadi asas bagi segalanya—kapasiti operator, keperluan peralatan, dan akhirnya harga tawaran anda.
Tawaran rasmi yang anda terima biasanya merangkumi:
- Harga seunit dan pecahan jumlah kos
- Anggaran tempoh penghantaran dari pengesahan pesanan hingga penghantaran
- Kos bahan (kadangkala disenaraikan secara berasingan)
- Caj persediaan dan keperluan perkakasan
- Sebarang pernyataan penjelasan mengenai toleransi atau spesifikasi
Pengeluaran Hingga Pemeriksaan Akhir
Setelah anda meluluskan tawaran dan mengesahkan pesanan, perancangan pengeluaran bermula. Pesanan anda dimasukkan ke dalam barisan mengikut tahap kerumitan, ketersediaan bahan, dan penjadualan jentera. Di sinilah bahagian-bahagian anda benar-benar dihasilkan.
Fasa pengeluaran melibatkan beberapa langkah yang diselaraskan:
- Pengambilan Bahan —kedai anda membeli stok mentah yang sepadan dengan gred yang ditentukan, biasanya disertakan sijil kilang untuk kebolehlacakannya
- Pengaturcaraan CNC —jurutera mencipta laluan alat menggunakan perisian CAM, dioptimumkan dari segi kelajuan, ketepatan, dan jangka hayat alat
- Persediaan Mesin —operator memasang pelarasan (fixtures), memuatkan alat, dan mengkalibrasi mesin untuk komponen khusus anda
- Pengeluaran Artikel Pertama —komponen pertama dimesin dan diperiksa secara menyeluruh sebelum proses seterusnya
- Jalanan Pengeluaran —setelah komponen pertama lulus pemeriksaan, komponen-komponen selebihnya akan dimesin
- Pemeriksaan kualiti semasa proses —operator mengesahkan dimensi kritikal sepanjang proses pengeluaran
- Operasi Sekunder —jika diperlukan, komponen menjalani proses penghilangan berbingit (deburring), rawatan permukaan, atau rawatan haba
- Pemeriksaan akhir —komponen siap diukur mengikut spesifikasi anda menggunakan peralatan yang telah dikalibrasi
- Pembungkusan dan penghantaran —komponen dilindungi secara sesuai dan dihantar bersama dokumen yang diperlukan
Pemeriksaan kualiti dilakukan secara berterusan, bukan hanya pada akhir proses. Pemeriksaan komponen pertama (first article inspection) adalah sangat kritikal—ini merupakan tempat ralat dalam pengaturcaraan, isu pemasangan, atau masalah rekabentuk dapat dikesan sebelum bahan terbuang dalam kelompok pengeluaran penuh.
Alur Kerja Lengkap Sekilas
Dari permulaan hingga penyelesaian, berikut adalah perjalanan tipikal projek anda melalui fasiliti pemesinan perkhidmatan profesional:
- Penyerahan Reka Bentuk —anda menyediakan fail CAD, lukisan, dan spesifikasi
- Penjanaan Sebut Harga —jurutera menilai kesesuaian dan menyediakan anggaran harga
- Ulasan rekabentuk dan DFM —penambahbaikan berpotensi dikenal pasti dan dibincangkan
- Pengesahan pesanan —anda meluluskan sebut harga dan memberikan pengesahan pembelian
- Penjadualan pengeluaran —kerja anda dimasukkan ke dalam barisan mengikut komitmen masa sedia siaga
- Perolehan Bahan —bahan mentah diperoleh mengikut spesifikasi anda
- Operasi pemesinan —peralatan CNC mengubah bahan mentah kepada komponen siap
- Pemeriksaan dan Kawalan Kualiti —bahagian-bahagian disahkan mengikut keperluan dimensi dan kualiti
- Penghantaran dan penghantaran —bahagian-bahagian siap tiba di kemudahan anda bersama dokumen sokongan
Memahami alur kerja ini membantu anda merancang projek dengan lebih berkesan. Anda akan mengetahui bila untuk mengharapkan kemaskini, maklumat apa yang diperlukan oleh bengkel anda pada setiap peringkat, dan cara mengelakkan kelengahan yang boleh menangguhkan tarikh penghantaran anda.
Sekarang anda telah memahami proses ini, soalan logik seterusnya ialah: berapakah sebenarnya kos keseluruhan ini? Beberapa faktor mempengaruhi harga dengan cara yang tidak serta-merta jelas—dan mengetahui faktor-faktor ini dapat membantu anda mereka bentuk dengan lebih bijak serta membuat anggaran belanjawan dengan lebih tepat.
Apakah yang Mempengaruhi Kos Pemesinan Perkhidmatan
Inilah yang kebanyakan penyedia tidak akan beritahu anda secara terus: harga yang anda bayar untuk komponen bermesin bergantung pada keputusan yang berada di bawah kawalan anda. Pemilihan bahan, spesifikasi toleransi, keperluan siap permukaan, dan jumlah pesanan semuanya mempengaruhi bil akhir anda—kadang-kadang secara ketara. Memahami pemboleh ubah ini meletakkan anda dalam kedudukan mengawal sepenuhnya apabila membuat anggaran projek dan berunding dengan pembekal.
Mengikut pecahan kos menyeluruh Unionfab, kos pemesinan CNC berbeza secara ketara bergantung kepada faktor-faktor seperti geometri komponen, pemilihan bahan, strategi pemesinan, keperluan toleransi, dan isi padu pengeluaran. Mari kita teliti setiap faktor supaya anda dapat membuat keputusan yang bijak sebelum menghantar permintaan sebut harga seterusnya.
Bagaimana Pemilihan Bahan Mempengaruhi Anggaran Anda
Pemilihan bahan anda memberi kesan rambatan melalui setiap kategori kos—harga stok mentah, masa pemesinan, haus alat, dan bahkan berat penghantaran. Pilih dengan bijak, dan anda akan mengoptimumkan nilai. Pilih secara tidak tepat, dan anda akan membayar premium yang tidak meningkatkan produk anda.
Pertimbangkan sahaja kos bahan mentah. Menurut data harga industri, bahan-bahan tersebut tergolong dalam tahap kos yang berbeza:
- Kos rendah ($) —Aluminium dan PMMA (Akrilik) menawarkan titik permulaan yang paling ekonomikal
- Kos sederhana ($$) —POM, PTFE, Nilon, dan bahan komposit seperti FR4
- Kos tinggi ($$$) —Tembaga, loyang, gangsa, keluli, keluli tahan karat, dan plastik kejuruteraan seperti PC dan ABS
- Kos premium ($$$$$) —Magnesium, titanium, PEEK, dan seramik teknikal
Namun, harga bahan mentah hanya menceritakan sebahagian daripada keseluruhan cerita. Sebuah bengkel mesin di Kawasan Teluk juga akan mengambil kira keternakan—seberapa cepat dan mudah bahan tersebut dapat dipotong. Aluminium diproses dengan kelajuan 3–4 kali lebih laju berbanding keluli tahan karat. Perbezaan kelajuan ini secara langsung diterjemahkan kepada kos buruh dan masa mesin yang lebih rendah.
Berikut adalah kesimpulan praktikalnya: jangan menentukan titanium jika aluminium memenuhi keperluan anda. Jangan secara lalai memilih keluli tahan karat jika keluli karbon memberikan rintangan karatan yang mencukupi. Setiap spesifikasi berlebihan menambah kos tanpa menambah nilai kepada aplikasi anda.
Hubungan Toleransi–Kos
Toleransi yang lebih ketat sentiasa lebih mahal—tetapi hubungan ini tidak bersifat linear. Menurut kajian rekabentuk pembuatan Fictiv, rekabentuk dalam rantau "usaha minimum" menggunakan piawaian ISO 2768 tahap sederhana, yang mewakili keseimbangan yang baik antara apa yang mudah dicapai dengan mesin CNC piawai dan apa yang diperlukan untuk komponen berfungsi.
Mengapa toleransi ketat meningkatkan kos?
- Kelajuan pemesinan yang lebih perlahan —mencapai ketepatan memerlukan potongan yang teliti dan berhati-hati, bukan penghilangan bahan secara agresif
- Operasi tambahan —ciri-ciri mungkin memerlukan laluan kasar diikuti dengan laluan penyelesaian berasingan
- Alatan khas —kerja ketepatan sering memerlukan alat pemotong berkualiti tinggi dengan runout yang lebih ketat
- Masa pemeriksaan yang dipanjangkan —setiap toleransi ketat memerlukan pengesahan dengan peralatan pengukur yang telah dikalibrasi
- Kadar penolakan yang lebih tinggi —komponen di luar spesifikasi mesti dibuang atau diproses semula
Pendekatan paling bijak? Gunakan toleransi ketat hanya di bahagian-bahagian yang memang memerlukannya dari segi fungsi. Sebuah bengkel pemesinan tepat dalam jumlah besar di San Jose atau di mana sahaja akan memberitahu anda perkara yang sama: nyatakan toleransi ±0.001" hanya pada permukaan pertemuan kritikal, dan biarkan ciri-ciri bukan kritikal pada toleransi piawai ±0.005" atau lebih longgar.
Menurut analisis kos Exact Machine Service, penting untuk menetapkan toleransi dan hasil penyelesaian permukaan yang diperlukan berdasarkan keperluan fungsional komponen-komponen tersebut bagi mencapai keseimbangan antara ketepatan dan kos.
Pertimbangan Harga Berdasarkan Isipadu dan Penyediaan
Setiap siri pengeluaran bermula dengan persiapan—memuatkan alat pemegang, memasang alat pemotong, menyesuaikan mesin, dan menjalankan contoh pertama. Kos-kos ini kekal relatif tetap sama ada anda menghasilkan 10 komponen atau 1,000 komponen. Memahami dinamik ini menerangkan mengapa harga seunit turun secara ketara apabila kuantiti meningkat.
Pertimbangkan senario berikut: sebuah bengkel mesin di San Jose, CA memberikan sebut harga $500 untuk kos persiapan ditambah $20 seunit untuk masa pemesinan. Jika anda memesan 10 unit, beban kos persiapan adalah $50 seunit. Jika anda memesan 100 unit, ia turun kepada $5 seunit. Kos pemesinan kekal malar, tetapi jumlah kos seunit anda turun daripada $70 kepada $25.
Berikut adalah faktor-faktor kos yang disusun mengikut kesan tertinggi hingga terendah terhadap jumlah kos projek anda:
- Kerumitan dan Geometri Bahagian —rekabentuk rumit yang memerlukan pelbagai persiapan, peralatan khas, atau pemesinan 5-paksi menuntut harga premium
- Pemilihan Bahan —aloian eksotik dan bahan sukar diproses meningkatkan kedua-dua kos stok mentah dan kos pemprosesan
- Keperluan Tolak Ansur —setiap tempat perpuluhan ketepatan menambah kos secara tidak seimbang
- Kuantiti Pesanan —jumlah yang lebih tinggi mengurangkan kos pemasangan awal dan mungkin layak untuk harga kelompok
- Spesifikasi kemasan permukaan —penyelesaian di luar keadaan selepas pemesinan (Ra 3.2 μm) memerlukan operasi tambahan
- Operasi Sekunder —perlakuan haba, anodisasi, pelapisan logam, atau pengecatan menambahkan kos selepas pemesinan
- Keperluan masa penyelesaian —penghantaran segera sering dikenakan caj tambahan
Ingin mengurangkan kos tanpa mengorbankan fungsi? Menurut amalan terbaik dalam pembuatan dari Fictiv, ubah suai rekabentuk berikut memberikan penjimatan terbesar:
- Permudahkan Geometri —minimalkan sudut tajam dalaman, poket dalam, dan ciri rumit yang meningkatkan masa pemesinan
- Gunakan Saiz Alat Piawai —mereka bentuk ciri yang sesuai dengan penggiling hujung dan gerudi biasa mengurangkan kos pemasangan dan perkakasan
- Rekabentuk untuk jumlah pemasangan yang lebih sedikit —komponen yang boleh diproses dalam dua pemasangan atau kurang mengelakkan masa penentuan semula kedudukan dan penumpukan toleransi
- Nyatakan penyelesaian fungsional sahaja —minta permukaan yang digilap hanya di tempat-tempat di mana estetika atau fungsi menghendakannya
- Pertimbangkan kelompok unit yang sedikit lebih besar —melonjak dari 25 ke 50 unit sering kali memberikan penjimatan seunit yang tidak sebanding
Bengkel-bengkel mesin di kawasan Teluk dan bengkel-bengkel pemesinan tepat di seluruh negara menggunakan struktur kos yang serupa. Dengan memahami faktor-faktor yang mendorong harga mereka, anda boleh merekabentuk komponen yang lebih pintar, mengemukakan sebut harga yang lebih tersedia dengan baik, serta berunding dari kedudukan pengetahuan—bukan tekaan.
Faktor-faktor kos ini menjadi terutamanya kritikal apabila projek anda memerlukan sijil khusus industri. Aplikasi penerbangan angkasa, automotif, dan perubatan menambah keperluan pematuhan yang mempengaruhi kedua-dua harga dan pemilihan rakan kongsi—topik yang akan kami teroka seterusnya.
Aplikasi Industri dan Keperluan Pensijilan
Adakah anda berfikir semua penyedia pemesinan adalah sama? Fikirkan semula. Bengkel yang menghasilkan perkakasan hiasan beroperasi di bawah peraturan yang sama sekali berbeza daripada bengkel yang menghasilkan pendakap pesawat atau implan pembedahan. Industri anda bukan sahaja mempengaruhi apa yang anda hasilkan—tetapi juga menentukan cara rakan pemesinan anda harus beroperasi, mendokumentasikan, dan mengesahkan setiap langkah dalam proses pengeluaran.
Memahami keperluan pensijilan ini membantu anda menilai calon rakan kongsi dan mengelakkan kesilapan mahal. Menurut kajian pensijilan dalam sektor pembuatan, pensijilan dalam bidang pemesinan bukan sekadar formaliti—malah merupakan keperluan kritikal yang mengawal pemilihan pembekal, layak kontrak, dan pematuhan perundangan.
Keperluan dan Sijil Komponen Automotif
Industri automotif menuntut konsistensi pada skala besar. Apabila anda menghasilkan beribu-ribu komponen yang sama untuk dihantar ke talian pemasangan kenderaan, sebarang variasi bukan sahaja tidak diingini—malah tidak dapat diterima. Oleh sebab itu, pengilang asal kenderaan (OEM) memerlukan pembekal memenuhi piawaian pensijilan yang ketat sebelum kontrak diberikan.
Sijil IATF 16949 iATF 16949:2016 merupakan piawaian emas bagi pengurusan kualiti automotif. Diterbitkan oleh International Automotive Task Force, piawaian ini dibina berdasarkan ISO 9001 dengan menambahkan keperluan khusus automotif. Menurut Panduan pensijilan AIAG , IATF 16949:2016 menetapkan keperluan sistem pengurusan kualiti bagi organisasi di seluruh industri automotif global.
Apakah yang membezakan IATF 16949 daripada pensijilan kualiti umum? Piawaian ini menekankan:
- Pencegahan Kecacatan —pendekatan sistematik untuk mengenal pasti dan menghapuskan kegagalan berpotensi sebelum ia berlaku
- Pengurangan variasi —protokol penambahbaikan berterusan yang memperketat kawalan proses dari masa ke semasa
- Penghapusan sisa —prinsip pembuatan lean diintegrasikan ke dalam pengurusan kualiti
- Keperluan Khusus Pelanggan —kelenturan untuk memasukkan spesifikasi OEM individu
Kawalan Proses Statistik (SPC) memainkan peranan kritikal dalam pembuatan automotif. Daripada memeriksa komponen selepas pengeluaran, SPC memantau proses secara masa nyata untuk mengesan variasi sebelum menghasilkan komponen yang cacat. Carta kawalan, indeks keupayaan, dan analisis trend menjadi alat piawai bagi kemudahan yang telah disahkan.
Bagi bengkel mesin CNC di California dan kemudahan bengkel mesin CNC aeroangkasa yang melayani pelanggan automotif, sijil-sijil ini bukanlah pilihan tambahan—tetapi merupakan prasyarat untuk menjalankan perniagaan. Pengilang kereta utama seperti General Motors, Ford, dan Stellantis menghendaki sijil IATF 16949 daripada pembekal mesin mereka.
Fasiliti bersijil seperti Shaoyi Metal Technology memenuhi tuntutan industri automotif ini dengan sijil IATF 16949 dan protokol SPC yang ketat. Operasi mereka menghasilkan pemasangan rangka berketepatan tinggi dan komponen presisi sambil mengekalkan dokumentasi dan kebolehlacakannya yang diperlukan oleh rantaian bekalan automotif.
Standard Ketepatan Aeroangkasa
Jika tuntutan industri automotif adalah konsistensi, maka tuntutan industri penerbangan adalah kesempurnaan—dengan bukti sokongan. Setiap bahan, setiap proses, dan setiap pengukuran mesti didokumentasikan dan boleh dilacak. Apabila kegagalan komponen boleh menyebabkan akibat buruk yang melampau, keperluan pensijilan mencerminkan risiko tersebut.
Pensijilan AS9100 berasaskan ISO 9001 dengan menambahkan keperluan kualiti yang ketat yang direka khas untuk sistem penerbangan, pertahanan, dan angkasa lepas. Menurut kajian industri, lebih daripada 80% syarikat penerbangan global menghendaki sijil AS9100 daripada pembekal CNC.
Apakah yang membezakan AS9100 daripada piawaian kualiti umum?
- Penjejakan bahan yang lengkap —setiap komponen dikaitkan kembali dengan bahan mentah bersijil dengan nombor haba dan sijil kilang yang didokumentasikan
- Pemeriksaan Artikel Pertama (FAI) —Dokumentasi yang mematuhi AS9102 membuktikan bahawa pengeluaran awal memenuhi semua spesifikasi
- Pengurusan konfigurasi —Kawalan versi yang ketat memastikan komponen sepadan dengan keluaran kejuruteraan semasa
- Pengurusan Risiko —Proses formal mengenal pasti, menilai, dan mengurangkan isu kualiti yang berpotensi
- Pencegahan komponen tiruan —Prosedur pengesahan memastikan keaslian bahan
Beban dokumentasi meluas sepanjang proses pengeluaran. Sebuah bengkel mesin CNC di California yang melayani pelanggan dalam sektor penerbangan mesti menyimpan rekod yang menunjukkan:
- Sijil bahan mentah dan pengesahan sumber
- Laluan alat dan program CNC yang digunakan bagi setiap operasi
- Kelayakan operator dan rekod latihan
- Status kalibrasi semua peralatan pengukuran
- Data pemeriksaan lengkap untuk setiap dimensi kritikal
Bagi penyedia fabrikasi logam di San Jose, CA dan bengkel-bengkel serantau lain, pencapaian sijil AS9100 memerlukan pelaburan besar dalam sistem dokumentasi, latihan, dan persiapan audit. Namun, sijil ini membuka akses kepada kontrak penerbangan yang tidak dapat dikejar oleh pesaing tanpa sijil.
Pertimbangan dalam Pembuatan Peranti Perubatan
Pembuatan peranti perubatan menambah satu lagi lapisan kerumitan peraturan. Apabila komponen yang dimesin menjadi sebahagian daripada peralatan diagnosis atau peranti yang ditanamkan, keselamatan pesakit menjadi faktor utama di sebalik setiap keperluan.
Menurut Garispanduan peraturan FDA , pengilang mesti menubuhkan dan mengikuti sistem kualiti untuk membantu memastikan bahawa produk mereka secara konsisten memenuhi keperluan dan spesifikasi yang berkenaan. Sistem kualiti ini bagi peranti yang dikawalselia FDA dikenali sebagai Amalan Pengilangan Baik Semasa (CGMP).
Sijil ISO 13485 secara khusus menangani pengurusan kualiti peranti perubatan. Walaupun strukturnya serupa dengan ISO 9001, ia menambah keperluan untuk:
- Kawalan Reka Bentuk —pengesahan sistematik bahawa peranti memenuhi keperluan penggunaan yang dihasratkan
- Penyeliaan proses —bukti berdokumen bahawa proses pembuatan secara konsisten menghasilkan hasil yang diterima
- Dokumentasi Keserasian Biologi —bukti bahawa bahan-bahan tidak akan menyebabkan tindak balas buruk pada pesakit
- Pengesahan Pensterilan —pengesahan bahawa proses pensterilan mencapai tahap jaminan steriliti yang diperlukan
- Pengurusan aduan —sistem formal untuk melacak dan menyiasat isu-isu produk
Peraturan Sistem Kualiti FDA (21 CFR Bahagian 820) menyediakan kerangka peraturan di Amerika Syarikat. Menurut dokumen FDA, peraturan QS menggunakan pendekatan "payung" yang menghendaki pengilang membangunkan dan mengikuti prosedur yang sesuai dengan peranti spesifik mereka.
Apa maksudnya ini bagi rakan pembuatan anda?
- Rekod sejarah peranti yang lengkap untuk setiap kelompok yang dihasilkan
- Proses pembuatan yang telah disahkan dengan parameter berdokumen
- Peralatan pengukuran yang telah dikalibrasi dan boleh dilacak kepiawaian standard kebangsaan
- Persekitaran terkawal yang sesuai dengan keperluan produk
- Rekod latihan kakitangan yang menunjukkan kemahiran
FDA baru-baru ini mengeluarkan Peraturan Sistem Pengurusan Kualiti (QMSR) Akhir, yang mengintegrasikan ISO 13485:2016 ke dalam kerangka perundangan. Penyatuan ini bermaksud pembekal pemesinan peranti perubatan semakin memerlukan pematuhan berganda terhadap keperluan FDA dan piawaian antarabangsa.
Memilih Rakan Bertauliah yang Tepat
Industri anda menentukan sijil mana yang paling penting. Berikut adalah rujukan pantas:
| Industri | Sijil Utama | Kebutuhan Utama |
|---|---|---|
| Automotif | IATF 16949 | SPC, pencegahan cacat, keperluan khusus pelanggan |
| Aeroangkasa/Pertahanan | AS9100 | Keterlacakan penuh, FAI, pengurusan konfigurasi |
| Peranti Perubatan | ISO 13485 | Kawalan rekabentuk, pengesahan proses, pengendalian aduan |
| Perindustrian Am | ISO 9001 | Prinsip asas pengurusan kualiti, penambahbaikan berterusan |
Jangan menganggap sebuah bengkel yang bersijil untuk satu industri secara automatik layak untuk industri lain. Pembekal aerospace yang bersijil AS9100 mungkin tidak memiliki sistem pengeluaran berisipadu tinggi yang diperlukan dalam industri automotif. Pakar peranti perubatan pula mungkin tidak mempunyai pengalaman dalam menggunakan aloi eksotik yang diminta oleh industri aerospace.
Apabila menilai calon rakan kongsi, sahkan sijil-sijil tersebut secara langsung. Mohon salinan sijil, semak tarikh luputnya, dan pastikan lingkup sijil itu merangkumi jenis produk khusus anda. Badan pensijilan menyediakan pangkalan data awam di mana anda boleh mengesahkan status pembekal secara bebas.
Keperluan pensijilan ini menambah kos dan kerumitan kepada perkhidmatan pemesinan—namun ia wujud atas sebab yang munasabah. Apabila komponen anda digunakan dalam kenderaan, pesawat, atau peranti perubatan, risiko yang terlibat membenarkan pelaburan dalam sistem kualiti yang ketat. Memahami tuntutan setiap industri membantu anda mencari rakan kongsi yang benar-benar mampu memenuhi janji mereka.
Sijil-sijil menetapkan sistem kualiti asas, tetapi bagaimana penyedia permesinan benar-benar mengesahkan bahawa setiap komponen memenuhi spesifikasi anda? Jawapannya terletak pada kaedah pemeriksaan dan protokol jaminan kualiti—topik seterusnya kami.
Jaminan Kualiti dan Pengesahan Toleransi
Rakan permesinan anda memiliki sijil yang mengagumkan. Namun, soalan sebenarnya ialah: bagaimana mereka benar-benar membuktikan bahawa komponen anda memenuhi spesifikasi? Sijil-sijil menetapkan sistem—pemeriksaan mengesahkan hasil. Memahami cara kemudahan profesional mengukur, mendokumentasikan, dan mengesahkan dimensi membantu anda menilai tuntutan kualiti serta mentafsir laporan pemeriksaan yang diterima bersama penghantaran anda.
Sama ada anda bekerja dengan kemudahan bengkel mesin di Santa Clara atau memperoleh khidmat daripada bengkel mesin di Santa Clara, CA, prinsip asas jaminan kualiti kekal konsisten di kalangan penyedia yang boleh dipercayai.
Memahami Spesifikasi Rongga
Sebelum sebarang pengukuran dilakukan, semua pihak mesti bersetuju mengenai maksud istilah "diterima". Spesifikasi toleransi menentukan variasi yang dibenarkan daripada dimensi nominal—dan memahami bahasa ini membantu anda berkomunikasi secara berkesan dengan rakan kerja pemesinan anda.
Toleransi muncul dalam beberapa bentuk pada lukisan kejuruteraan:
- Toleransi dwisegi — variasi yang dibenarkan dalam kedua-dua arah (contohnya: 25.00 ±0.05 mm)
- Toleransi uniseji — variasi yang dibenarkan hanya dalam satu arah (contohnya: 25.00 +0.00/-0.10 mm)
- Dimensi had — nilai maksimum dan minimum yang dinyatakan secara eksplisit (contohnya: 24.95–25.05 mm)
- Rujukan GD&T — simbol pemensian dan toleransi geometri yang mengawal bentuk, orientasi, dan kedudukan
Mengapa perkara ini penting bagi pengesahan kualiti? Menurut Kajian metrologi CMM , sistem canggih boleh mengukur geometri kompleks dengan ketepatan luar biasa, sering kali mencapai ketidakpastian pengukuran dalam julat mikrometer. Namun, peralatan paling canggih sekalipun tidak bererti apa-apa jika spesifikasi toleransi tidak ditakrifkan dengan jelas.
Proses pemeriksaan bermula dengan lukisan anda. Setiap dimensi yang ditandakan sebagai kritikal akan diukur dan didokumentasikan. Ciri-ciri dengan toleransi piawai mungkin diperiksa secara rawak (spot-checked) berbanding diperiksa sepenuhnya (100%), iaitu pendekatan praktikal yang menyeimbangkan ketelitian dengan kecekapan kos.
Kaedah dan Peralatan Pemeriksaan
Fasiliti pemesinan perkhidmatan profesional menggunakan pelbagai teknologi pemeriksaan, dengan setiap satu sesuai untuk cabaran pengukuran tertentu. Memahami alat-alat ini membantu anda menghargai apa yang terlibat dalam mengesahkan komponen-komponen anda.
Mesin ukur koordinat (CMM) mewakili piawaian emas untuk pengesahan dimensi. Menurut dokumentasi industri, CMM menangkap titik-titik data yang diproses oleh perisian untuk mengira dimensi, toleransi, dan hubungan geometri. Alat canggih ini beroperasi dalam sistem koordinat tiga dimensi, menggunakan paksi X, Y, dan Z untuk menentukan kedudukan tepat.
Apakah yang menjadikan CMM sangat bernilai?
- Mengukur geometri 3D yang kompleks yang tidak dapat diakses oleh alat manual
- Memberikan keputusan yang boleh diulang dan tidak bergantung kepada operator
- Menjana laporan pemeriksaan automatik dengan dokumentasi data penuh
- Mengesahkan spesifikasi GD&T termasuk kedudukan sebenar dan toleransi profil
Pembanding optik memprojeksikan profil bahagian yang dibesarkan ke skrin untuk perbandingan visual terhadap tindih rujukan. Sistem tanpa sentuh ini berfungsi dengan baik untuk:
- Bahagian yang mudah pecah atau mudah terdeformasi
- Profil ulir dan gigi gear
- Pemecahan tepi dan chamfer
- Pengesahan visual pantas semasa pengeluaran
Penguji kekasaran permukaan mengukur tekstur mikroskopik pada permukaan yang dimesin. Apabila lukisan anda menentukan nilai Ra (kekasaran purata aritmetik), instrumen ini mengesahkan pematuhan dengan melacak stylus merentasi permukaan dan menganalisis profil yang dihasilkan.
Berikut adalah perbandingan kaedah pemeriksaan biasa:
| Kaedah pemeriksaan | Kejituan Biasa | Aplikasi Terbaik | Keterhadan |
|---|---|---|---|
| CMM (Sentuh) | ±0.001–0.003 mm | Geometri 3D kompleks, pengesahan GD&T, komponen pengeluaran | Lebih perlahan untuk pengukuran mudah, memerlukan persekitaran terkawal |
| Pembanding Optikal | ±0.01–0.025 mm | Pemeriksaan profil, pengesahan benang, perbandingan visual | 2D sahaja, perlukan tafsiran operator |
| Mikrometer/Jangka Sorong | ±0.01–0.025 mm | Pemeriksaan pantas, dimensi luaran, ciri-ciri mudah | Operasi manual, terhad kepada permukaan yang boleh diakses |
| Tolok Ketinggian | ±0.01mm | Ketinggian langkah, rujukan datum, kerja pada plat permukaan | Memerlukan permukaan rujukan yang rata |
| Pengujian Keras Permukaan | Resolusi sehingga 0.001 μm Ra | Pengesahan hasil penyelesaian permukaan, pengesahan proses | Mengukur tekstur sahaja, bukan ketepatan dimensi |
| pemindaian 3D | ±0.025–0.1 mm | Bentuk kompleks, kejuruteraan songsang, pemetaan sisihan | Ketepatan lebih rendah berbanding CMM, memerlukan pemprosesan pasca- |
Bengkel mesin di Santa Clara, CA atau mana-mana kemudahan berfokuskan kualiti biasanya menggabungkan pelbagai kaedah. Mesin Pengukur Koordinat (CMM) digunakan untuk pemeriksaan akhir ciri-ciri kritikal, manakala alat tangan menyokong pemeriksaan semasa proses pemesinan.
Dokumentasi dan Kebelakangan
Data pengukuran tidak bermakna apa-apa tanpa dokumentasi yang sesuai. Jaminan kualiti profesional melangkaui sekadar pengambilan ukuran—ia merangkumi keseluruhan ketelusuran dari bahan mentah hingga penghantaran akhir.
Pemeriksaan Artikel Pertama (FAI) membentuk asas kualiti pengeluaran. Menurut kajian pembuatan daripada PMP Metals, Pemeriksaan Awal Penuh (FAI) ialah proses formal bertulis yang memastikan pengeluaran suatu komponen atau pemasangan memenuhi spesifikasi reka bentuk, lukisan dan keperluan yang ditetapkan oleh pelanggan atau jurutera.
Apakah yang termasuk dalam FAI yang teliti?
- Lukisan belon —setiap dimensi diberi nombor sebagai rujukan
- Jadual Keputusan Berdimensi —nilai yang diukur dibandingkan dengan toleransi yang dispesifikasikan
- Penyijilan Bahan —dokumentasi yang membuktikan aloi dan rawatan haba yang betul
- Rekod proses —maklumat mesin dan peralatan yang digunakan dalam pengeluaran
- Tandatangan persetujuan —tandatangan operator dan pemeriksa yang mengesahkan pengesahan
FAI dijalankan pada titik-titik kritikal: kelompok pengeluaran pertama, selepas perubahan kejuruteraan, apabila lokasi pengeluaran berubah, atau selepas jarak pengeluaran yang panjang. Sistem semakan ini mengesan masalah sebelum ia merebak ke seluruh kuantiti pengeluaran penuh.
Pemeriksaan Proses memberikan pengesahan berterusan semasa pengeluaran. Operator memeriksa dimensi kritikal pada sela-sela berkala—mungkin setiap 10 atau 25 komponen—untuk memastikan proses kekal stabil. Sebarang penyimpangan akan mencetuskan siasatan sebelum komponen di luar spesifikasi terkumpul.
Pemeriksaan akhir protokol mengesahkan komponen siap sebelum penghantaran. Bergantung kepada keperluan anda dan piawaian industri, ini mungkin melibatkan:
- pemeriksaan 100% terhadap semua ciri kritikal
- Persampelan statistik berdasarkan saiz lot dan tahap kualiti yang boleh diterima (AQL)
- Sijil Kesesuaian yang mendokumentasikan pematuhan terhadap spesifikasi
- Laporan dimensi penuh dengan nilai-nilai ukuran sebenar
Sistem Pengurusan Kualiti mengikat elemen-elemen ini bersama-sama. Menurut kajian ISO 9001:2015, piawaian antarabangsa yang diiktiraf secara meluas ini menetapkan tolok ukur bagi syarikat untuk memenuhi dan melampaui jangkaan pelanggan. Sebuah bengkel mesin yang bersijil ISO telah melaksanakan Sistem Pengurusan Kualiti (QMS) yang kukuh untuk menjamin konsistensi kualiti dan kebolehpercayaan.
Apakah maksud sebenar sijil ISO 9001:2015 bagi komponen anda?
- Prosedur yang didokumenkan memastikan proses yang konsisten tanpa mengira operator mana yang menjalankan kerja anda
- Program penentukuran mengesahkan bahawa peralatan pengukuran mengekalkan ketepatan
- Sistem tindakan pembaikan menangani masalah secara sistematik dan bukan berulang-ulang
- Kajian pengurusan memastikan penambahbaikan berterusan dan bukan kelumpuhan
Di luar ISO 9001, sijil khusus industri menambahkan keperluan khusus. AS9102 mengawal dokumentasi Pemeriksaan Pertama (FAI) dalam sektor penerbangan. IATF 16949 menetapkan protokol Kawalan Statistik Proses (SPC) dalam sektor automotif. ISO 13485 menangani ketelusuran peranti perubatan. Aplikasi anda menentukan piawaian mana yang berlaku—dan dokumentasi mana yang patut anda harapkan daripada rakan kerja pemesinan anda.
Jaminan kualiti pada akhirnya bergantung kepada kepercayaan yang disahkan melalui bukti. Sijil-sijil menetapkan sistem. Peralatan pemeriksaan menyediakan keupayaan. Dokumentasi membuktikan hasil. Apabila menilai penyedia perkhidmatan pemesinan, jangan hanya mempertimbangkan kemampuan yang didakwa, tetapi fahami bagaimana mereka benar-benar mengesahkan apa yang disampaikan.

Membandingkan Perkhidmatan Pemesinan dengan Kaedah Pengilangan Alternatif
Anda telah meneroka cara kerja pemesinan perkhidmatan, kosnya, dan bagaimana kualiti disahkan. Namun, inilah soalan yang membuat pengurus operasi gelisah sepanjang malam: adakah pemesinan luaran benar-benar pilihan yang tepat untuk projek anda? Atau adakah pengeluaran dalaman, pencetakan 3D, atau pengecoran memberikan hasil yang lebih baik?
Jawapannya bergantung pada situasi spesifik anda—keperluan isipadu, keperluan ketepatan toleransi, batasan bahan, dan tekanan jadual semuanya mempengaruhi jalan terbaik.
Pemesinan Perkhidmatan berbanding Operasi Dalaman
Keputusan sama ada melupuskan kepada pihak luar atau melabur secara dalaman merupakan salah satu pilihan paling berkesan yang dihadapi oleh pengilang. penyelidikan pembuatan menurut , secara umumnya lebih bijak untuk melupuskan secara luaran pada peringkat awal kecuali jika anda memerlukan lebih daripada kira-kira 4,000–5,000 komponen setahun, mempunyai keperluan IP atau pensijilan yang ketat, atau mampu menanggung perbelanjaan awalan sebanyak USD200,000 hingga USD700,000 ditambah perbelanjaan latihan operator.
Apakah yang menjadikan pengiraan ini begitu kompleks? Pertimbangkan apa yang sebenarnya diperlukan untuk pemesinan dalaman:
- Pelaburan Modal —satu mesin CNC 5-paksi boleh berharga antara $200,000 hingga $700,000 sebelum pemasangan, peralatan, dan latihan
- Pengendali berkebolehan —CNC kekal sebagai proses yang memerlukan kemahiran tinggi serta kemampuan yang sentiasa dikemaskini
- Penyelenggaraan Berterusan —peralatan memerlukan penyesuaian semula secara berkala, pembaikan, dan penggantian akhirnya
- Ruang lantai dan utiliti —alat mesin memerlukan asas yang sesuai, bekalan kuasa, dan kawalan iklim
Bilakah penggunaan kontraktor luar menjadi lebih masuk akal? Bagi isipadu tahunan di bawah 1,000 unit, pengiraan matematik sangat menyokong rakan luar. Sebuah bengkel kontrak lazimnya mungkin menawarkan harga $18 seunit untuk kelompok aluminium CNC isipadu rendah—jauh lebih rendah daripada kos teragih peralatan milik sendiri yang berada dalam keadaan tidak sepenuhnya digunakan.
Namun, pengiraan ini berubah apabila skala meningkat. Apabila keluaran tahunan melebihi 5,000 unit dengan toleransi piawai, pelaburan dalaman mula memberikan kos seunit yang lebih rendah. Kos pemasangan awal diagihkan ke atas jumlah komponen yang cukup besar sehingga pengeluaran dalaman menjadi ekonomikal.
Jika anda sedang mencari "jurutera mesin CNC berdekatan saya" kerana memerlukan keluaran prototaip secara berkala atau pengeluaran berisipadu sederhana, perkhidmatan pemesinan hampir pasti menawarkan nilai yang lebih baik berbanding pelaburan modal.
Apabila Pembuatan Tambahan Lebih Sesuai
pencetakan 3D telah mengganggu ekonomi pembuatan—tetapi ia belum menggantikan pemesinan. Memahami di mana setiap kaedah unggul membantu anda membuat pilihan yang sesuai.
Mengikut perbandingan proses Xometry, pencetakan 3D menghasilkan komponen bentuk akhir dengan cepat, manakala pemesinan CNC memerlukan persiapan individu dan secara umumnya pemprograman manual serta penyeliaan. Adalah biasa bahawa komponen CNC berharga kira-kira 10 kali ganda daripada komponen yang dicetak menggunakan teknologi 3D untuk keluaran berisipadu rendah dengan geometri kompleks.
Di manakah pembuatan tambahan unggul?
- Geometri dalaman yang kompleks —struktur kekisi, saluran penyejukan konformal, dan bentuk organik yang tidak dapat dijangkau oleh alat pemotong
- Iterasi Pantas —pengubahsuaian hanya memerlukan perubahan fail, bukan perlengkapan baru atau pengaturcaraan semula
- Pengeluaran Jumlah Kecil —kos pemasangan adalah sangat rendah, menjadikan pengeluaran komponen tunggal secara ekonomikal menguntungkan
- Peluang penggabungan —susunan komponen boleh dijadikan satu komponen bercetak tunggal
Namun, pencetakan 3D mempunyai batasan yang ketara. Pelbagai proses pencetakan menawarkan tahap kekuatan yang berbeza berbanding sifat asli bahan—sehingga serendah 10% daripada kekuatan tegangan muktamad bahan untuk FFF dalam ABS, walaupun sehingga 100% untuk SLS nilon. Pemesinan CNC menghasilkan komponen daripada bahan asli tanpa gangguan, jadi kekuatannya umumnya tinggi.
Siap permukaan merupakan cabaran lain. Pencetakan 3D umumnya dipengaruhi oleh mekanik proses—terutamanya resolusi-Z yang menyebabkan permukaan berperingkat dan gangguan visual. Siap permukaan CNC boleh menjadi sangat seragam dan sangat tepat jika laluan pemotong diprogramkan khusus untuk hasil akhir yang licin.
Titik keputusan yang praktikal? Pilih pembuatan tambahan untuk prototaip, geometri kompleks, dan kelantangan di bawah 50 unit. Beralih kepada pemesinan perkhidmatan apabila anda memerlukan sifat bahan tahap pengeluaran, toleransi ketat, atau permukaan licin.
Alternatif Pengecoran dan Acuan
Untuk pengeluaran berkelantangan tinggi, baik pemesinan mahupun pencetakan 3D mungkin bukan pilihan terbaik anda. Pengecoran dan acuan suntikan menawarkan kos setiap komponen yang jauh lebih rendah—setelah anda menanggung pelaburan untuk perkakasan acuan.
Acuan suntikan boleh menghasilkan komponen plastik yang serupa dalam beberapa saat berbanding beberapa jam. Namun, acuan itu sendiri berharga ribuan hingga ratusan ribu dolar, bergantung pada tahap kerumitannya. Pelaburan tersebut hanya masuk akal apabila anda menghasilkan puluhan ribu komponen yang serupa.
Pengecoran cetakan memberikan ekonomi yang serupa untuk komponen logam. Komponen aluminium atau zink yang kompleks boleh dihasilkan dengan cepat setelah acuan tersedia. Namun, pengecoran cetakan tidak mampu mencapai ketepatan pemesinan tanpa operasi sekunder, dan perubahan rekabentuk memerlukan pengubahsuaian acuan yang mahal.
Apabila kaedah-kaedah ini lebih unggul daripada pemesinan perkhidmatan?
- Isipadu melebihi 10,000 unit —kos acuan diagihkan sehingga kesannya terhadap kos seunit menjadi tidak signifikan
- Rekabentuk yang stabil —perubahan adalah mahal, jadi komponen mesti sedia untuk pengeluaran
- Ketepatan sederhana —ketepatan hasil coran atau cetakan memadai untuk memenuhi keperluan
- Jalur pengeluaran berpanjangan —rekabentuk yang sama akan dihasilkan selama berbulan-bulan atau bertahun-tahun
Perbandingan Kaedah Pengilangan Secara Ringkas
Gunakan jadual rujukan ini apabila menilai pendekatan pengeluaran untuk projek seterusnya anda:
| Kriteria | Pemesinan Perkhidmatan | Pemesinan Dalaman | percetakan 3D | Pembentukan Mold Injeksi | Pengecasan |
|---|---|---|---|---|---|
| Julat Isi Padu Ideal | 1-5,000 unit | 5,000+ unit setahun | 1-50 unit | 10,000+ unit | 5,000+ unit |
| Pilihan Bahan | Logam dan plastik yang hampir tidak terhad | Terhad oleh peralatan yang dimiliki | Polimer khusus proses, beberapa logam | Termoplastik terutamanya | Aloi aluminium, zink, magnesium |
| Keupayaan Tolak Anjakan | ±0.001" boleh dicapai | ±0.001" boleh dicapai | ±0.005–0.010 inci (biasa) | ±0.002–0.005 inci (biasa) | ±0.005 inci (biasa), pemesinan untuk ketepatan lebih tinggi |
| Masa Tunggu | Beberapa hari hingga berminggu-minggu | Beberapa jam hingga hari | Beberapa jam hingga hari | Minggu untuk pemasangan alat, kemudian pantas | Minggu untuk pemasangan alat, kemudian pantas |
| Kos Pemasangan/Penggunaan Alat | Rendah-Sederhana | Pelaburan modal yang tinggi | Minimum | uS$5,000–US$100,000+ untuk acuan | uS$10,000–US$100,000+ untuk acuan tekan |
| Kos Sebahagian (Volume Rendah) | Sederhana | Tinggi | Rendah-Sederhana | Tinggi | Tinggi |
| Kos Sebahagian (Volume Tinggi) | Sederhana | Rendah | Tinggi | Sangat Rendah | Sangat Rendah |
| Kebolehlanjutan Reka Bentuk | Tinggi | Tinggi | Tinggi | Rendah selepas pemasangan alat | Rendah selepas pemasangan alat |
| Kekuatan Bahan | Sifat asli sepenuhnya | Sifat asli sepenuhnya | 10–100% bergantung pada proses | Sifat polimer hampir sepenuhnya | Sifat aloi hampir sepenuhnya |
Membuat Pilihan Tepat untuk Projek Anda
Kaedah pembuatan yang optimum bergantung pada kedudukan projek anda di sepanjang beberapa paksi keputusan. Pertimbangkan senario berikut:
Pilih pemesinan perkhidmatan apabila:
- Anda memerlukan komponen logam berkualiti pengeluaran dalam kuantiti antara 10 hingga beberapa ribu unit
- Toleransi yang lebih ketat daripada ±0.005" diperlukan
- Reka bentuk anda mungkin berubah berdasarkan ujian atau maklum balas pelanggan
- Anda tidak mempunyai modal untuk pelaburan peralatan atau operator mahir
- Anda memerlukan akses kepada bengkel mesin 5 paksi atau proses khusus tanpa memiliki fasiliti tersebut
Pilih pemesinan dalaman apabila:
- Kuantiti tahunan secara konsisten melebihi 5,000 unit bagi komponen yang serupa
- Kawalan tempoh penghantaran adalah kritikal—anda memerlukan komponen dalam masa beberapa jam, bukan beberapa hari
- Kebimbangan mengenai perlindungan hak kekayaan intelek menjadikan penggunaan kontraktor luar berisiko
- Anda mempunyai atau boleh melatih tenaga kerja mahir untuk mengendalikan peralatan
Pilih Pencetakan 3D Apabila:
- Geometri termasuk saluran dalaman, kekisi, atau bentuk organik
- Anda sedang mengulang reka bentuk secara pantas dan memerlukan maklum balas yang cepat
- Kuantiti sangat rendah—terutamanya hanya satu prototaip
- Keperluan kekuatan bahan adalah sederhana
Pilih pengacuan atau pengecoran apabila:
- Reka bentuk telah ditetapkan dan stabil untuk pengeluaran berpanjangan
- Isipadu menjustifikasikan pelaburan dalam perkakasan—biasanya 10,000 unit atau lebih
- Kos se-unit merupakan faktor utama
- Keperluan toleransi boleh dipenuhi tanpa pemesinan sekunder
Ramai projek mendapat manfaat daripada pendekatan hibrid. Buat prototaip menggunakan pencetakan 3D, sahkan dengan pemesinan perkhidmatan, dan tingkatkan kepada pengacuan apabila reka bentuk menjadi stabil. Sebuah bengkel mesin di San Francisco atau bengkel mesin di San Francisco, CA boleh membantu anda melalui peralihan ini—ramai yang menawarkan kedua-dua perkhidmatan pemesinan dan panduan mengenai masa yang sesuai untuk menggunakan kaedah alternatif.
Bagi pengilang yang sedang menilai pilihan pemesinan CNC berdekatan dengan saya di California, kerangka keputusan kekal konsisten tanpa mengira lokasi. Nilailah unjuran isipadu pengeluaran anda, keperluan ketepatan toleransi, tekanan jadual masa, dan batasan modal. Kaedah pembuatan yang sesuai muncul daripada penilaian jujur terhadap faktor-faktor ini—bukan daripada andaian mengenai teknologi mana yang "terbaik".
Dengan kerangka keputusan ini di tangan, langkah akhir ialah memilih rakan pemesinan yang tepat untuk melaksanakan pendekatan yang telah anda pilih. Kriteria penilaian—dan soalan-soalan yang perlu anda ajukan—menentukan sama ada projek anda berjaya atau menghadapi cabaran.
Memilih Rakan Perkhidmatan Pemesinan yang Tepat
Anda telah menganalisis proses-proses tersebut, membandingkan kaedah-kaedah pembuatan, serta memahami faktor-faktor yang mendorong kos. Kini tiba saatnya membuat keputusan yang menentukan sama ada projek anda berjaya atau tergelincir: memilih rakan pemesinan yang tepat. Pilihan ini memberi kesan kepada segalanya—kualiti, penghantaran, kos, dan keupayaan anda untuk diperbesarkan seiring dengan peningkatan permintaan.
Mengikut panduan pemilihan rakan kongsi pembuatan utama Korporasi Pembuatan Utama, memilih rakan kongsi pemesinan CNC yang sesuai memastikan kejayaan projek anda. Syarikat yang berpengalaman boleh memberi kesan positif terhadap setiap aspek proses pengeluaran, dari segi kualiti hingga penghantaran tepat pada masanya.
Sama ada anda menilai pilihan bengkel mesin di San Jose atau meneroka bengkel mesin di Oakland, CA, kriteria ini membantu anda membezakan rakan kongsi yang cemerlang daripada yang sekadar memadai.
Kriteria Utama untuk Menilai Rakan Kongsi Pemesinan
Apakah yang membezakan rakan kongsi pemesinan yang boleh dipercayai daripada rakan kongsi yang menimbulkan masalah? Jangan hanya fokus pada harga yang dikutip—nilaikan faktor-faktor penting berikut:
- Sijil yang Berkaitan —sahkan sekurang-kurangnya memiliki sijil ISO 9001, serta piawaian khusus industri seperti IATF 16949 untuk sektor automotif, AS9100 untuk sektor penerbangan dan angkasa lepas, atau ISO 13485 untuk peranti perubatan
- Keupayaan Peralatan —pastikan mereka memiliki mesin yang sesuai untuk komponen anda, sama ada itu mesin penggilingan 5-paksi, pelarikan Swiss, atau EDM khusus
- Prestasi Tempoh Penghantaran —tanyakan tempoh masa biasa penyelesaian pesanan bagi julat isipadu anda serta rekod prestasi mereka dalam memenuhi komitmen penghantaran
- Ketangkasan komunikasi —perhatikan betapa cepatnya mereka menanggapi pertanyaan awal, kerana ini sering menjadi petunjuk komunikasi projek berterusan
- Rekod kualiti —minta rujukan daripada projek-projek serupa dan tanyakan kadar penolakan serta sejarah tindakan pembetulan
- Kepakaran Teknikal —nilaikan keupayaan mereka memberikan maklum balas DFM dan mencadangkan penambahbaikan, bukan sekadar melaksanakan lukisan anda secara buta
- Kapasiti dan skalabiliti —pastikan mereka mampu memenuhi keperluan semasa anda dan berkembang bersama anda apabila isipadu meningkat
Berdasarkan kajian industri, syarikat yang berorientasikan pelanggan akan bekerja rapat dengan pelanggan untuk memberikan pandangan bernilai, membincangkan penambahbaikan rekabentuk, dan mencadangkan langkah-langkah penjimatan kos. Rakan niaga harus bertindak sebagai penasihat yang dipercayai yang berkongsi kepakaran mereka untuk membantu mencapai hasil terbaik yang mungkin.
Apabila mencari bengkel mesin di Fremont, CA atau di mana sahaja, mintalah testimoni daripada pelanggan yang pernah bekerja dengan syarikat tersebut dalam projek-projek serupa. Pengalaman mereka memberikan maklumat yang lebih banyak berbanding sebarang pembentangan jualan.
Menyediakan Projek Anda untuk Kejayaan
Bahkan rakan pembuatan yang terbaik sekalipun tidak dapat menampung kekurangan dalam projek yang disediakan secara tidak memadai. Pastikan kejayaan anda dengan menangani elemen-elemen berikut sebelum menghantar permintaan kutipan pertama anda:
- Fail rekabentuk lengkap —sediakan kedua-dua model CAD 3D (format STEP lebih disukai) dan lukisan 2D berdimensi dengan toleransi yang dinyatakan dengan jelas
- Spesifikasi bahan —nyatakan gred khusus, bukan hanya keluarga bahan ("6061-T6" bukan sekadar "aluminium")
- Pengenalpastian ciri kritikal —tandakan dimensi dan ciri mana yang kritikal dari segi fungsi berbanding toleransi umum
- Keperluan kuantiti dan jadual —nyatakan dengan jelas mengenai isipadu, tarikh penghantaran, dan sama ada keperluan tersebut mungkin berubah
- Keperluan dokumentasi kualiti —nyatakan laporan pemeriksaan, sijil, atau kebolehlacakkan yang anda perlukan
Mengikut panduan pembuatan Fictiv, bekerjasama dengan rakan pembuatan yang berpengalaman sejak awal proses menawarkan laluan yang lebih lancar untuk pengadaan komponen sepanjang proses pembangunan produk dan membantu mengurangkan risiko pada masa hadapan.
Semakin banyak konteks yang anda berikan pada peringkat awal, semakin tepat sebut harga yang anda terima. Jangan memaksa rakan kongsi potensi meneka keperluan—ketidakjelasan akan menyebabkan sama ada harga yang dinaikkan (mereka menutup risiko ketidakpastian) atau kejutan kemudian apabila andaian terbukti salah.
Kedai tempatan seperti Bengkel Mesin Jose atau Bengkel Mesin Diaz mungkin menawarkan kelebihan untuk kerjasama bersemuka semasa projek kompleks. Namun, jangan hadkan carian anda secara geografi jika kemampuan khusus lebih penting daripada kedekatan lokasi.
Meningkatkan Skala dari Prototaip kepada Pengeluaran
Berikut adalah perkara yang sering mengejutkan banyak pengilang: bengkel yang cemerlang dalam pembuatan prototaip mungkin menghadapi kesukaran dalam menguruskan isipadu pengeluaran—dan sebaliknya. Mencari rakan kongsi yang mampu mengendali kedua-dua fasa ini menjimatkan anda daripada perubahan pembekal yang menyakitkan di tengah-tengah projek.
Mengikut kajian dalam bidang pembuatan, adalah penting untuk bekerjasama dengan syarikat yang mampu menampung pertumbuhan masa depan. Apabila perniagaan anda berkembang atau keperluan projek meningkat, rakan kongsi yang boleh dipercayai dapat menguruskan isipadu pengeluaran yang lebih besar dan tuntutan yang berubah-ubah secara lancar.
Bagaimana skalabiliti kelihatan dalam amalan sebenar?
- Kefleksibelan prototaip —keupayaan untuk menghasilkan kuantiti kecil dengan cepat, sering kali dengan tempoh penyampaian satu hari untuk keperluan mendesak
- Kemampuan pengeluaran sementara —mengendalikan pengeluaran kuantiti rendah (puluh hingga ratus unit) semasa anda mengesahkan rekabentuk
- Kapasiti pengeluaran —kelengkapan dan tenaga kerja yang mampu menyokong pengeluaran ribuan komponen setiap bulan apabila permintaan muncul
- Ketekalan proses —mengekalkan piawaian kualiti yang sama tanpa mengira saiz kelompok
- Ketanggapan Terhadap Permintaan —meningkatkan atau mengurangkan kuantiti mengikut keperluan tanpa menjejaskan jadual penghantaran
Rakan pembuatan yang berskalabil juga memahami kepentingan melabur dalam teknologi canggih. Mereka secara berterusan meningkatkan peralatan, perisian, dan proses pembuatan mereka untuk kekal kompetitif serta memenuhi tuntutan industri yang sentiasa berkembang.
Khusus untuk aplikasi automotif, Shaoyi Metal Technology menggambarkan model penskalaan ini. Fasiliti mereka menyediakan perkhidmatan pemesinan CNC yang tepat dengan tempoh penghantaran secepat satu hari bekerja untuk prototaip segera, sambil mengekalkan kapasiti pengeluaran, sijil IATF 16949, dan protokol SPC yang ketat yang diminta oleh rantaian bekalan automotif. Kombinasi kelajuan dan skala ini bermakna anda tidak akan melebihi keupayaan rakan kongsi anda apabila projek berkembang dari konsep hingga pengeluaran penuh.
Soalan-soalan yang Perlu Ditanya Sebelum Memberi Komitmen
Sebelum menandatangani pesanan pembelian pertama itu, dapatkan jawapan yang jelas kepada soalan penting berikut:
- Sijil apa yang anda miliki, dan bilakah kali terakhir ia diaudit?
- Bolehkah anda berkongsi rujukan daripada pelanggan di industri saya?
- Berapakah tempoh penghantaran biasa anda untuk julat isipadu pesanan saya?
- Bagaimanakah anda mengendalikan perubahan reka bentuk pada pertengahan pengeluaran?
- Apakah kemampuan pemeriksaan yang anda miliki di dalam premis?
- Bagaimanakah anda akan mengkomunikasikan status projek dan sebarang isu yang timbul?
- Apa yang berlaku jika komponen tidak memenuhi spesifikasi?
Jawapan-jawapan ini mendedahkan bukan sahaja keupayaan tetapi juga watak. Rakan kongsi yang mengelak soalan atau membuat janji berlebihan patut menimbulkan kebimbangan. Mereka yang memberikan jawapan terus terang dan spesifik—termasuk pengakuan jujur terhadap had keupayaan—menunjukkan transparansi yang diperlukan dalam hubungan yang berjaya.
Kejayaan pemesinan perkhidmatan pada akhirnya bergantung pada kualiti perkongsian sebanyak kemampuan teknikal. Rakan yang tepat membawa kepakaran yang tiada pada anda, mengesan masalah sebelum menjadi mahal, dan berkembang bersama perniagaan anda. Luangkan masa untuk membuat pilihan dengan bijak, dan projek pemesinan anda akan memberikan hasil yang diperlukan—tepat pada masa, dalam bajet, dan mengikut spesifikasi.
Soalan Lazim Mengenai Pemesinan Perkhidmatan
1. Apakah kadar sejam untuk mesin CNC?
Kadar jam pemesinan CNC biasanya berada dalam julat $30 hingga $100, bergantung pada lokasi, kerumitan jentera, dan bahan yang diproses. Faktor seperti keupayaan 5-paksi, toleransi ketat, dan bahan eksotik menuntut kadar yang lebih tinggi. Kos persediaan sering dikenakan secara berasingan dan diagihkan atas kuantiti pengeluaran, menjadikan pesanan yang lebih besar lebih berkesan dari segi kos setiap komponen. Pesanan segera biasanya dikenakan caj premium sebanyak 15–50% di atas kadar standard.
2. Apakah maksud pemesinan?
Pemesinan adalah proses pembuatan secara subtraktif yang menghasilkan bentuk yang diinginkan dengan menghilangkan bahan yang tidak diperlukan daripada benda kerja yang lebih besar. Berbeza dengan pencetakan 3D yang menambahkan bahan lapis demi lapis, pemesinan menggunakan alat pemotong berputar atau cakera pengikis untuk membuang bahan secara tepat. Pemesinan CNC (Kawalan Nombor Komputer) mengautomasikan proses ini dengan menggunakan laluan alat yang diprogramkan, membolehkan pengeluaran konsisten bagi komponen kompleks dengan toleransi seketat ±0.001 inci pada logam, plastik, dan komposit.
3. Berapa lamakah masa yang diperlukan untuk pemesinan CNC dari tempahan hingga penghantaran?
Masa penghantaran untuk pemesinan perkhidmatan berbeza-beza bergantung pada tahap kerumitan, jumlah keluaran, dan kapasiti bengkel. Prototaip ringkas boleh dihantar dalam tempoh 1–3 hari dari kemudahan yang menawarkan penghantaran pantas. Keluaran standard biasanya memerlukan 1–3 minggu, termasuk semakan rekabentuk, pengaturcaraan, pemesinan, dan pemeriksaan. Komponen rumit yang memerlukan operasi sekunder seperti rawatan haba atau anodisasi akan menambah beberapa hari lagi. Pembekal automotif bersijil seperti Shaoyi Metal Technology menawarkan masa penghantaran secepat satu hari bekerja untuk prototaip kecemasan.
4. Format fail manakah yang diterima oleh bengkel mesin CNC?
Kebanyakan bengkel mesin profesional lebih memilih fail STEP (.stp, .step) sebagai piawaian pertukaran model 3D universal yang boleh dibaca oleh hampir semua perisian CAM. Fail IGES masih mendapat sokongan luas untuk geometri permukaan dan pepejal. Fail DXF/DWG 2D adalah penting bagi komponen rata dan dimensi tambahan. Fail CAD asli daripada SolidWorks, Inventor atau Fusion 360 mengekalkan sepenuhnya maksud rekabentuk apabila bengkel menggunakan perisian yang sepadan. Sentiasa sertakan lukisan PDF berdimensi yang menentukan toleransi, siap permukaan dan ciri-ciri kritikal.
5. Bagaimana saya memilih antara pemesinan CNC dan pencetakan 3D?
Pilih pemesinan CNC apabila anda memerlukan kekuatan bahan tahap pengeluaran, toleransi ketat di bawah ±0.005 inci, penyelesaian permukaan yang licin, atau komponen logam dalam kuantiti melebihi 50 unit. Pencetakan 3D unggul untuk geometri dalaman yang kompleks, pengulangan reka bentuk secara pantas, kuantiti sangat rendah, dan bentuk organik yang mustahil dibuat melalui pemesinan. Komponen CNC mengekalkan 100% sifat bahan asli, manakala beberapa proses pencetakan 3D hanya mencapai 10–50% kekuatan bahan. Ramai projek mendapat manfaat daripada pembuatan prototaip menggunakan pencetakan 3D, kemudian beralih kepada pemesinan untuk pengeluaran.