 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Kos Pemesinan Khusus Terdedah: Apa yang Bengkel Tidak Akan Beritahu Anda Secara Langsung

Apa Sebenarnya yang Dimaksudkan dengan Pemesinan Tersuai dalam Pembuatan Moden
Pernah terfikir bagaimana jurutera mencipta komponen tepat yang langsung tidak wujud di rak mana-mana pembekal? Di sinilah pemesinan tersuai memainkan peranannya. Pada asasnya, pendekatan pembuatan ini menggunakan teknologi CNC untuk menghasilkan komponen yang direka khas mengikut spesifikasi tepat—geometri unik, toleransi ketat, dan keperluan khusus pelanggan yang tidak dapat dipenuhi oleh kaedah pengeluaran piawai.
Tidak seperti pengeluaran pukal, yang mementingkan keluaran berjumlah tinggi bagi komponen yang serupa , perkhidmatan pemesinan tersuai menekankan kelentukan dan ketepatan. Anda tidak terhad kepada apa yang sudah sedia ada. Sebaliknya, pasukan rekabentuk anda mencipta model CAD terperinci yang menetapkan dimensi, bentuk, dan keperluan bahan secara tepat. Setelah itu, mesin CNC dan pengaturcaraan menterjemahkan pelan digital ini menjadi komponen fizikal dengan ketepatan yang luar biasa.
Daripada Pelan Induk ke Realiti Ketepatan
Perjalanan dari konsep ke komponen siap mengikuti satu laluan berstruktur. Pertama, pasukan kejuruteraan anda membangunkan rekabentuk komprehensif yang menentukan setiap dimensi kritikal. Seterusnya ialah pembuatan prototaip, di mana komponen yang dimesin menjalani ujian ketat untuk mengesahkan fungsi. Pengeluaran skala penuh hanya bermula selepas pengesahan ini.
Fikirkan dengan cara ini: pengeluaran pukal bertanya, "Berapa banyak komponen serupa yang boleh kita hasilkan setiap jam?" Manakala pemesinan khusus bertanya, "Spesifikasi tepat apakah yang diperlukan oleh komponen unik ini?" Perbezaan ini secara asasnya membentuk pendekatan pengilang terhadap projek anda.
Pemesinan khusus berfungsi sebagai jambatan penting antara niat rekabentuk dan realiti fizikal—mengubah konsep kejuruteraan kompleks kepada komponen ketepatan yang beroperasi tepat seperti yang diimpikan.
Mengapa Komponen Piawai Tidak Memadai
Komponen piawai siap guna berfungsi dengan baik untuk aplikasi umum. Tetapi apakah yang berlaku apabila projek anda memerlukan toleransi seketat 0.003–0.005 inci? Atau apabila rekabentuk anda memerlukan geometri yang tidak dapat dipadankan oleh mana-mana item dalam katalog? Di sinilah perkhidmatan pemesinan tepat menjadi sangat bernilai.
Industri seperti penerbangan angkasa lepas, peranti perubatan, dan pertahanan bergantung secara besar-besaran kepada pendekatan ini. Komponen mereka mesti memenuhi piawaian yang ketat di mana penyimpangan sekecil zarah pun boleh menjejaskan keselamatan atau prestasi. Sebagai contoh, alat bedah tidak boleh mentoleransi variasi dimensi yang dibenarkan dalam produk pengguna.
Kelebihan-kelebihan ini meluas di luar ketepatan semata-mata:
- Spesifikasi tersuai yang meningkatkan keserasian dengan sistem sedia ada
- Pemilihan Bahan yang Unggul termasuk aloi eksotik dan plastik kejuruteraan
- Reka Bentuk Inovatif yang memberikan kelebihan bersaing kepada syarikat
- Kesilapan Dikurangkan melalui proses kawalan kualiti yang lebih ketat
Sepanjang artikel ini, anda akan menemui proses CNC utama yang menjadi teras kepada pembuatan khusus, mempelajari cara memilih bahan yang sesuai, memahami keperluan toleransi, membandingkan kaedah-kaedah alternatif, dan akhirnya mengenal pasti rakan pembuatan yang tepat bagi keperluan khusus anda. Sama ada anda sedang membangunkan prototaip atau merancang kelompok pengeluaran terhad, pemahaman terhadap asas-asas ini akan membantu anda membuat keputusan berinformasi yang selaras dengan matlamat projek dan bajet anda.

Proses CNC Utama yang Menjadi Terus kepada Pembuatan Khusus
Kini anda telah memahami apa yang ditawarkan oleh pemesinan khusus, mari kita teroka jentera di sebalik keajaiban ini. Empat proses CNC utama membentuk teras kepada pembuatan ketepatan, dengan setiap proses menawarkan kemampuan tersendiri untuk aplikasi tertentu. Mengetahui bila harus menggunakan proses mana—dan bagaimana proses-proses tersebut saling bekerjasama—boleh memberi kesan besar terhadap kejayaan dan bajet projek anda.
Asas-asas Pemilingan dan Pusingan CNC
Bayangkan membentuk bentuk 3D yang kompleks daripada satu blok pepejal aluminium. Itulah pada asasnya apa yang dicapai oleh penggilingan CNC. Alat pemotong berputar bergerak merentasi benda kerja anda dalam pelbagai arah, menghilangkan bahan untuk mencipta geometri yang rumit , takungan, alur, dan ciri-ciri permukaan. Mesin penggilingan 5-paksi moden boleh menghampiri benda kerja dari hampir mana-mana sudut tanpa perlu mengubah kedudukan semula—meminimumkan penumpukan toleransi dan mencapai ketepatan dimensi dalam julat ±0.0005 inci.
Apakah yang menjadikan penggilingan begitu pelbagai? Mesin pemotong CNC boleh melaksanakan kontur yang kompleks, menghasilkan tekstur permukaan terperinci, dan mencipta ciri-ciri yang mustahil dilakukan dengan kaedah manual. Sama ada anda memerlukan bekas prototaip dengan rongga dalaman atau komponen pengeluaran dengan permukaan pemasangan yang tepat, penggilingan mampu menangani kerumitan geometri tersebut.
Pemutaran CNC mengambil pendekatan yang secara asasnya berbeza. Di sini, benda kerja anda berputar manakala alat pemotong pegun membentuknya menjadi bentuk silinder. Contohnya ialah aci, galas gelincir, pin, dan sebarang komponen yang mempunyai simetri putaran. Perkhidmatan pemutaran CNC berkualiti tinggi mampu mencapai toleransi sehingga ±0.0005 inci pada dimensi diameter, menjadikan proses ini penting bagi komponen yang memerlukan ketepatan pasangan.
Mesin pelaras CNC moden yang dilengkapi dengan alat pemotong bergerak (live tooling) mengaburkan sempadan antara pemutaran dan penggilingan. Mesin-mesin ini mampu menjalankan operasi seperti pengeboran, pengetapan, dan malah penggilingan semasa benda kerja masih diapit—mengurangkan masa persiapan serta mengelakkan ralat akibat penanganan berulang-ulang. Mesin jenis Swiss sangat unggul dalam menghasilkan komponen yang panjang dan langsing, di mana pelaras tradisional mungkin menghadapi masalah lendutan.
Bilakah anda harus memilih salah satu daripada keduanya? Pertimbangkan geometri dominan komponen anda:
- Terutamanya silinder dengan ciri-ciri putaran → pemutaran CNC
- Bentuk 3D kompleks dengan poket dan kontur → penggilingan CNC
- Kombinasi keduanya → Pusat pemotongan dan pusingan berpaksi pelbagai
Operasi Pemboran Ketepatan
Kedengaran mudah, bukan? Hanya membuat lubang? Tidak sepenuhnya. Pemboran ketepatan dalam pembuatan khusus melibatkan jauh lebih daripada sekadar menekan mata bor ke dalam logam. Proses ini merangkumi pengorekan untuk diameter yang tepat, pengorekan kepala penutup untuk kepala pengikat, dan pemboran lubang dalam untuk komponen yang memerlukan nisbah panjang terhadap diameter melebihi 10:1.
Toleransi lubang amat penting dalam aplikasi pemasangan. Galas aci memerlukan lubang berukuran tepat agar berfungsi dengan baik—terlalu longgar menyebabkan getaran; terlalu ketat menyebabkan geseran yang membawa kepada haus awal. Operasi pemboran CNC moden secara rutin mencapai ketepatan kedudukan dalam julat 0.001 inci dan toleransi diameter sebanyak ±0.0005 inci pada ciri-ciri kritikal.
Apabila EDM Menjadi Perlu
Apakah yang berlaku apabila alat pemotongan CNC konvensional tidak mampu mengakses geometri yang diperlukan? Atau apabila bahan anda begitu keras sehingga kaedah tradisional akan merosakkan alat pemotongan secara serta-merta? Di sinilah Pemesinan Pelepasan Elektrik (Electrical Discharge Machining) menjadi penyelesaian anda.
EDM beroperasi melalui percikan elektrik terkawal yang menghakis bahan tanpa sentuhan fizikal. EDM wayar menghasilkan profil 2D yang rumit dengan toleransi sehingga ±0,0001 inci—sepuluh kali lebih ketat daripada pemesinan piawai. EDM sinker menghasilkan rongga 3D yang kompleks dengan menggunakan elektrod berbentuk untuk membentuk ciri-ciri dalaman. Menurut pakar pemesinan presisi, EDM mampu mencapai hasil permukaan sehingga 0,1 μm Ra , yang sering kali menghilangkan sepenuhnya operasi pemolesan sekunder.
EDM khususnya unggul dalam memproses bahan keras melebihi 60 HRC—keluli perkakas, karbon tungsten, dan aloi eksotik yang akan haus dengan cepat jika diproses menggunakan alat potong konvensional. Pengilang peranti perubatan kerap menetapkan EDM untuk instrumen pembedahan yang memerlukan kedua-dua kekerasan ekstrem dan geometri yang rumit.
Perbandingan Proses Secara Sekilas
Pemilihan proses yang sesuai bergantung pada keperluan spesifik anda. Perbandingan ini membantu anda memahami apa yang dihasilkan oleh setiap kaedah:
| Jenis Proses | Aplikasi Terbaik | Toleransi Tipikal | Keserasian Bahan |
|---|---|---|---|
| CNC milling | Geometri 3D yang kompleks, ciri-ciri permukaan, takungan, dan alur | ±0.0005" hingga ±0.002" | Aluminium, keluli, titanium, plastik, komposit |
| CNC Turning | Komponen silinder, aci, galas, komponen berulir | ±0.0005" hingga ±0.001" | Semua logam yang boleh dimesin dan plastik kejuruteraan |
| Pengeboran/Pengaluran | Lubang tepat, lubang bertingkat, aplikasi lubang dalam | ±0.0005" diameter, ±0.001" kedudukan | Kebanyakan logam dan plastik |
| EDM wayar/EDM tenggelam | Bahan keras, profil rumit, rongga dalaman | ±0.0001" hingga ±0.0005" | Sebarang bahan konduktif, terutamanya keluli keras |
Menggabungkan Proses untuk Komponen Kompleks
Berikut adalah perkara yang ramai pembekal tidak terangkan secara terbuka: kebanyakan komponen tepat memerlukan pelbagai operasi. Sebuah bekas yang dimesin menggunakan CNC mungkin memerlukan tonjolan yang dipusingkan, lubang pemasangan yang dibor, dan alur yang dipotong menggunakan EDM—semuanya pada bahagian yang sama. Memahami fakta ini membantu anda meramalkan tempoh penghantaran dan kos yang realistik.
Perkhidmatan pusingan CNC yang boleh dipercayai sering kali berkerjasama dengan pakar EDM atau menyediakan kemampuan dalaman merentasi pelbagai proses. Apabila menilai sebut harga, tanyakan bagaimana bahagian anda akan dialirkan melalui proses pengeluaran. Bilangan set-up yang lebih sedikit umumnya bermaksud kawalan toleransi yang lebih baik dan kos yang lebih rendah. Sebuah bengkel yang menawarkan kemampuan bersepadu dapat mengekalkan spesifikasi yang lebih ketat berbanding bengkel yang menghantar operasi kepada pelbagai subkontraktor.
Soalan sebenar menjadi: daripada bahan apakah komponen presisi anda perlu dibuat? Pilihan ini tidak hanya mempengaruhi proses yang paling sesuai, tetapi juga ciri prestasi bahagian akhir anda.
Panduan Pemilihan Bahan untuk Komponen Dimesin Suai
Memilih bahan yang tepat mungkin merupakan keputusan paling berkesan yang akan anda buat untuk projek pemesinan khusus anda . Mengapa? Kerana pemilihan bahan secara langsung mempengaruhi parameter pemesinan, kualiti siap permukaan, dan cara bahagian akhir anda berprestasi dalam keadaan dunia sebenar. Namun, ramai bengkel mengabaikan perbincangan ini sepenuhnya, meninggalkan anda untuk menyelesaikannya sendiri.
Mari kita bahagikan pilihan anda kepada tiga kategori: logam dan aloi, plastik kejuruteraan, serta bahan khas. Setiap kategori membawa kelebihan tersendiri bergantung kepada keperluan aplikasi anda.
Logam dan Aloi untuk Aplikasi yang Menuntut
Apabila kekuatan, ketahanan, dan prestasi haba paling penting, logam kekal sebagai pilihan utama. Tetapi logam manakah yang sesuai? Ini bergantung sepenuhnya kepada aplikasi khusus anda.
Alooi Alumunium mendominasi aplikasi aerospace dan automotif atas alasan yang kuat. Menurut panduan bahan Xometry, bahan-bahan ringan ini menawarkan kekonduksian haba yang sangat baik dan boleh dirawat haba untuk meningkatkan kekuatan. Sebagai contoh, aluminium 7075 memberikan kekuatan tegangan sebanyak 540 MPa sambil kekal sangat mudah dimesin—ideal untuk komponen kerangka pesawat struktural di mana penjimatan berat secara langsung meningkatkan kecekapan penggunaan bahan api.
- Aluminium 6061 – Kebolehlasakan kimpalan yang sangat baik, secara meluas diekstrud, ideal untuk aplikasi tujuan umum
- Aluminium 7075 – Kekuatan tinggi (540 MPa), rintangan kelelahan yang unggul, lebih disukai dalam aplikasi aerospace
- Aluminium 5083 – Rintangan kakisan terbaik dalam kalangan aloi bukan rawatan haba, sesuai untuk persekitaran marin
Keluli tahan karat menjadi penting apabila rintangan terhadap kakisan menjadi keutamaan. Gred austenitik seperti 304 dan 316 menawarkan keterbentukan yang sangat baik untuk operasi pemesinan seperti pembubutan, pengekran, pengeboran, dan penggilingan. Gred 316 mengandungi molibdenum, yang meningkatkan kestabilannya terhadap asid klorik—menjadikannya ideal untuk peranti perubatan dan peralatan pemprosesan bahan kimia.
Bagaimana pula dengan aplikasi tahan haus? Di sinilah pemesinan gangsa menjadi sangat bernilai. Komponen gangsa CNC unggul dalam bantalan, lapisan pelindung (bushings), dan permukaan gelincir di mana sifat pelinciran sendiri mengurangkan keperluan penyelenggaraan. Aloi loyang—kombinasi tembaga-zink—menawarkan kebebasan pemotongan yang luar biasa dan keteladanan haba yang sangat baik untuk aplikasi marin dan automotif.
Loya zinc memerlukan perhatian khas untuk aplikasi automotif dan elektronik. Aloi ini menggabungkan keteladanan tuangan yang sangat baik dengan keterbentukan yang baik untuk operasi sekunder, menjadikannya berkesan dari segi kos bagi rumah-rumah kompleks, pendakap, dan komponen struktur yang memerlukan kekuatan sederhana.
Plastik Kejuruteraan dan Bahan Khas
Apabila anda memerlukan rintangan terhadap bahan kimia, penebatan elektrik, atau sekadar alternatif yang lebih ringan berbanding logam, plastik kejuruteraan memberikan prestasi yang luar biasa. Kuncinya ialah mencocokkan sifat bahan dengan keperluan fungsional anda.
Bahan Delrin (Nama dagangan DuPont untuk asetal homopolimer) menonjol dalam komponen mekanikal berketepatan tinggi. Menurut spesifikasi pemesinan asetal Xometry, poliasetal Delrin menawarkan ketegaran dimensi yang luar biasa dengan toleransi piawai ±0,010" dan toleransi yang boleh dicapai sebanyak ±0,001". Plastik Delrin ini mengekalkan sifat-sifatnya dalam julat suhu dari −40°C hingga 120°C—jauh melebihi kebanyakan plastik.
- Delrin 150 – Rintangan hentaman tinggi, geseran rendah, ideal untuk gear dan galas
- Delrin 100 AF – Diinfuskan dengan PTFE untuk meningkatkan rintangan haus dalam aplikasi galas
Apabila rintangan hentaman menjadi faktor paling penting, pertimbangkan nilon untuk aplikasi pemesinan. Termoplastik ini menawarkan kekuatan tegangan luar biasa bersamaan dengan rintangan calar, menjadikannya sesuai untuk komponen struktur yang mengalami kitaran beban berulang.
PEEK (polieter eter keton) mewakili tahap premium plastik kejuruteraan. Ia mengekalkan rintangan kimia pada suhu tinggi sambil menawarkan rintangan kemerosotan luar biasa dan pekali geseran rendah. Implan perubatan dan komponen aerospace kerap mensyaratkan PEEK apabila kebolehserasi biologi atau keadaan ekstrem menuntut prestasi tahap terbaik.
- Polikarbonat – Tahan pecah, kekukuhan tinggi, sangat sesuai untuk komponen struktur lut sinar
- PTFE (Teflon) – Rintangan kimia ekstrem, tetapi sukar mencapai toleransi ketat disebabkan oleh pengembangan haba
- Uhmw polyethylene – Rintangan haus unggul, pelincir sendiri, berprestasi cemerlang pada suhu di bawah sifar
Bagaimana Pilihan Bahan Mempengaruhi Projek Anda
Inilah yang ramai pembekal tidak akan beritahu anda secara terus: pemilihan bahan mempengaruhi setiap aspek projek anda. Bahan yang lebih keras memerlukan kadar suapan yang lebih perlahan dan pergantian alat yang lebih kerap—secara langsung memberi kesan kepada kos. Plastik yang lebih lembut mungkin mencapai hasil penyelesaian permukaan yang lebih baik dengan perkakasan piawai, tetapi boleh mengalami pengalahan (creep) di bawah beban berterusan.
Pertimbangkan kompromi praktikal berikut:
- Kemudahan Pemesinan vs. Prestasi – Alooi mudah mesin dipotong lebih cepat tetapi mungkin mengorbankan kekuatan
- Keupayaan Siap Permukaan – Sesetengah bahan boleh digilap dengan sangat baik; yang lain memerlukan operasi sekunder
- Kelakuan Terma – Plastik dengan pekali pengembangan tinggi menyukarkan pencapaian toleransi ketat
- Implikasi Kos – Alooi eksotik dan plastik khas dibanderol dengan harga premium
Pendekatan terbaik? Tentukan dahulu keperluan prestasi anda, kemudian bekerja secara songsang untuk mengenal pasti bahan-bahan yang memenuhi spesifikasi tersebut sambil mengekalkan kebolehmesinan dan kos yang berkesan. Berkaitan dengan spesifikasi, pemahaman tentang keperluan toleransi menjadi langkah kritikal seterusnya dalam memastikan komponen tersuai anda berfungsi sebagaimana yang direka.

Toleransi Ketepatan dan Piawaian Kawalan Kualiti Diterangkan
Anda telah memilih bahan anda dan memilih proses CNC yang sesuai. Kini timbul satu soalan yang memberi kesan besar terhadap bajet anda serta fungsi komponen anda: seketat manakah toleransi yang benar-benar diperlukan? Di sinilah banyak projek pemesinan tersuai sama ada berjaya cemerlang atau menjadi pelajaran mahal akibat spesifikasi yang terlalu ketat.
Mengikut piawaian ASME, toleransi merujuk kepada jumlah sisihan yang dibenarkan daripada nilai asas suatu dimensi—memastikan bahagian tersebut pas dan berfungsi dengan betul. Namun, inilah yang sering tidak dijelaskan oleh bengkel-bengkel: tidak semua dimensi memerlukan tahap ketepatan yang sama. Memahami klasifikasi toleransi membantu anda menentukan ciri-ciri yang penting sambil mengelakkan kos tambahan yang tidak perlu bagi ciri-ciri yang tidak kritikal.
Memahami Kelas Toleransi dan Impaknya
Keperluan toleransi terbahagi kepada kelas-kelas tersendiri, dengan setiap kelas sesuai untuk aplikasi yang berbeza. Toleransi komersial piawai sangat sesuai untuk kebanyakan komponen pemesinan CNC tujuan am di mana ketepatan pasangan semasa pemasangan tidak kritikal. Namun, apabila anda menghasilkan perkhidmatan pemesinan CNC presisi untuk aplikasi aerospace atau perubatan, anda memerlukan spesifikasi yang lebih ketat—dan kerumitan pembuatan meningkat secara sepadan.
Pertimbangkan perbandingan berikut mengenai kelas-kelas toleransi dan implikasi praktikalnya:
| Kelas Tolerasi | Julat Tipikal | Aplikasi biasa | Kesan Kos |
|---|---|---|---|
| Komersial piawai | ±0.005" hingga ±0.010" | Dukungan, rumah (housing), komponen struktur bukan kritikal | Penetapan harga asas |
| Kejituan | ±0.001" hingga ±0.005" | Antara muka pemasangan, pasangan galas, komponen gear | premium 15–30% |
| Ketepatan tinggi | ±0.0005" hingga ±0.001" | Komponen hidraulik, peranti perubatan, dudukan optik | premium 40–75% |
| Ultra-Presisi (Pemesinan Swiss) | ±0.0001" hingga ±0.0005" | Instrumen aerospace, implan pembedahan, mikroelektronik | premium 100%+ |
Perhatikan bagaimana kos meningkat apabila kejituan toleransi menjadi lebih ketat? Ini disebabkan pencapaian ultra-presisi memerlukan kelajuan pemesinan yang lebih perlahan, pemeriksaan yang lebih kerap, persekitaran terkawal suhu, dan sering kali peralatan khusus seperti pusat pemesinan Swiss yang direka khas untuk ketepatan tahap mikron.
Menurut pakar pembuatan presisi, ketepatan alat mesin secara langsung mempengaruhi toleransi yang boleh dicapai. Ketidaksempurnaan spindel (spindle runout), haus landasan (way wear), dan pengembangan haba (thermal growth) menghasilkan ralat sistematik yang terkumpul semasa pengeluaran. Ini menjelaskan mengapa tidak semua bengkel mampu memberikan presisi yang sama—keupayaan peralatan mereka berbeza secara ketara.
Apabila Toleransi Ketat Menjadi Penting
Jadi, bilakah anda perlu menetapkan had toleransi yang lebih ketat pada komponen pemesinan anda? Tumpukan pada dimensi fungsional—ciri-ciri yang secara langsung mempengaruhi cara komponen anda menjalankan fungsi yang dikehendaki:
- Antara muka pemasangan di mana bahagian-bahagian mesti dipasang bersama dengan jarak bebas atau interferens tertentu
- Lubang galas dan diameter aci yang memerlukan kecocokan berputar yang tepat
- Permukaan penyegelan di mana kebocoran akan menjejaskan fungsi
- Ciri pemasangan yang menentukan penyelarasan dengan komponen lain
Berikut adalah tip praktikal: gunakan had toleransi yang paling ketat hanya di tempat di mana fungsi menghendakannya. Sebagai contoh, sebuah rumah (housing) mungkin memerlukan toleransi ±0.0005" pada lubang galasnya, manakala toleransi piawai ±0.005" sudah mencukupi untuk lubang pemasangan. Pendekatan terpilih ini—yang oleh jurutera dikenali sebagai analisis toleransi fungsional—mengoptimumkan belanjawan anda tanpa mengorbankan prestasi.
Toleransi pemesinan logam CNC juga saling berinteraksi dengan sifat bahan. Aluminium, yang mempunyai pekali pengembangan haba tinggi, memerlukan pengukuran yang dikawal suhu. Keluli keras mengekalkan dimensi dengan lebih baik tetapi memerlukan proses pemesinan yang lebih teliti. Malah, hasil akhir permukaan logam CNC pun mempengaruhi ketepatan pengukuran—permukaan kasar menimbulkan ketidakpastian mengenai lokasi sebenar dimensi tersebut.
Kaedah Kawalan Kualiti yang Menjamin Konsistensi
Menetapkan toleransi tidak bermakna apa-apa tanpa kaedah pengesahan yang kukuh. Di sinilah Kawalan Proses Statistik (SPC) menjadi penting. Menurut Garis panduan IATF 16949 , SPC memantau proses pembuatan untuk memastikan penambahbaikan berterusan terhadap kualiti produk serta mengesan penyimpangan sebelum menghasilkan komponen yang cacat.
Carta kawalan mengesan variasi dimensi sepanjang proses pengeluaran. Apabila titik data yang diplot jatuh di antara had kawalan yang telah ditetapkan, proses tersebut kekal stabil. Kecenderungan yang menghampiri had tersebut mencetuskan tindakan pembetulan sebelum komponen melanggar spesifikasi—dengan demikian beralih fokus daripada pengesanan selepas pengeluaran kepada pencegahan semasa pengeluaran.
Sijil seperti IATF 16949 (automotif) dan AS9100D (aerospace) menghendaki pendekatan kualiti secara sistematik. Ini bukan sekadar latihan pengisian dokumen. Sijil-sijil ini memerlukan:
- Prosedur pengukuran yang didokumentasikan memastikan kaedah pemeriksaan yang konsisten
- Peralatan yang dikalibrasi dengan piawaian ketepatan yang boleh dilacak
- Kajian keupayaan proses mengukur sama ada peralatan mampu memenuhi spesifikasi secara konsisten
- Sistem tindakan pembaikan yang menangani punca akar berbanding hanya gejala
Kemampuan sistem pengukuran itu sendiri mempengaruhi pengesahan toleransi. Mengikut piawaian industri, ketidakpastian pengukuran harus kurang daripada 10% daripada toleransi yang disahkan—maksudnya toleransi ±0.001" memerlukan ketepatan pengukuran sebanyak ±0.0001" atau lebih baik. Mesin pengukur koordinat (CMM) menyediakan kemampuan ini untuk komponen kompleks dengan pelbagai ciri kritikal.
Memahami bagaimana toleransi mempengaruhi kos dan kualiti membantu anda menetapkan spesifikasi secara bijak. Namun, bagaimanakah pemesinan khusus dibandingkan apabila kaedah pembuatan lain mungkin mencapai hasil yang serupa pada titik harga yang berbeza?
Pembuatan Suai vs Kaedah Pembuatan Alternatif
Sekarang anda telah memahami toleransi dan kawalan kualiti, soalan yang lebih besar muncul: adakah pemesinan khusus benar-benar pendekatan yang sesuai untuk projek anda? Ramai bengkel tidak akan mengadakan perbincangan ini kerana mereka mahukan perniagaan anda tanpa mengira kesesuaian. Namun, memilih kaedah pembuatan yang salah boleh menelan kos beribu-ribu ringgit akibat pembaziran alat, kelengkapan jadual waktu, atau komponen yang tidak berfungsi seperti yang dijangkakan.
Mari kita bandingkan secara objektif pembuatan CNC dengan kaedah-kaedah alternatif—percetakan 3D, pencetakan injeksi, dan pengecoran—supaya anda dapat membuat keputusan yang berdasarkan keperluan khusus anda, bukan berdasarkan hujah jualan pihak pembekal.
Pemesinan Suai vs Pembuatan Tambahan
percetakan 3D telah mengubah cara pembuatan prototip, tetapi ia bukanlah penyelesaian universal. Menurut perbandingan pembuatan Xometry, komponen yang dimesin menggunakan CNC mengekalkan sifat asli bahan billet, yang sebahagian besarnya tidak terganggu oleh ciri-ciri proses. Ini merupakan kelebihan besar apabila prestasi mekanikal menjadi faktor penting.
Inilah realitinya: pembuatan tambahan membina komponen lapisan demi lapisan, yang menyebabkan had terasnya sendiri. Komponen ABS yang dicetak menggunakan teknik FDM mungkin hanya mencapai 10% daripada kekuatan tegangan asal bahan tersebut, manakala nilon yang dicetak menggunakan teknik SLS boleh mencapai sehingga 100%. Variabiliti ini menjadikan percetakan 3D berisiko tinggi untuk aplikasi yang menanggung beban, di mana kekonsistenan kekuatan adalah perkara yang tidak boleh dikompromikan.
Komponen yang dimesin suai unggul apabila anda memerlukan:
- Kekuatan penuh bahan tanpa kelemahan anisotropik akibat pengikatan lapisan
- Penamat permukaan yang lebih baik yang sukar dicapai oleh kaedah aditif
- Toleransi dimensi yang ketat melampaui apa yang boleh dipegang secara boleh percaya oleh kebanyakan pencetak
- Pilihan Bahan termasuk keluli keras dan aloi eksotik yang tidak dapat diproses melalui pencetakan 3D
Walaupun begitu, pencetakan 3D unggul dari segi kelajuan persediaan. Perkhidmatan CNC memerlukan pengaturcaraan dan pemasangan kelengkapan yang boleh mengambil masa yang ketara sebelum potongan pertama dibuat. Manakala pencetakan? Muat naik fail anda dan mulakan pembinaan. Untuk pengesahan geometri dan semakan ketepatan pemasangan—di mana sifat mekanikal tidak menjadi faktor—pengilangan aditif memberikan tempoh siap yang lebih cepat dengan kos yang lebih rendah—sering kali 5 hingga 10 kali lebih murah berbanding komponen CNC setara.
Keputusan bergantung kepada fungsi. Tanyakan diri sendiri: adakah komponen ini perlu beroperasi di bawah beban, atau saya hanya ingin memastikan reka bentuknya sesuai?
Apabila Pengecoran atau Percetakan Acuan Lebih Rasional
Isipadu mengubah segalanya. Apabila kuantiti pengeluaran meningkat ke tahap ribuan unit, pencetakan suntikan dan pengecoran acuan menjadi semakin menarik walaupun kos awalan untuk perkakasan cetakannya tinggi.
Mengikut panduan pengeluaran Hubs, pencetakan suntikan merupakan salah satu bentuk pengeluaran yang paling biasa digunakan untuk pengeluaran berkelompok tinggi. Setelah anda mereka bentuk dan membuat acuan, proses itu sendiri berlaku sangat pantas—ideal bagi industri yang mempunyai permintaan tinggi dan jadual pengeluaran yang ketat. Apakah tangkapan? Kos pembuatan acuan boleh mencecah mana-mana antara $3,000 untuk geometri ringkas hingga lebih daripada $100,000 untuk alat acuan pelbagai rongga yang kompleks.
Pengecoran cetak mati menawarkan ekonomi yang serupa untuk aplikasi pemesinan logam. Menurut perbandingan proses pengeluaran, pada kelantangan 10,000 unit, pengecoran cetak mati boleh menghasilkan penjimatan tahunan melebihi $300,000 berbanding pemesinan CNC. Kos seunit turun secara mendadak kerana pelaburan mahal dalam perkakasan tersebut diagihkan ke atas ribuan unit.
Namun, inilah yang sering diabaikan dalam perbandingan tersebut: pembuatan prototip CNC bersinar semasa fasa pembangunan. Apabila rekabentuk anda belum disahkan, membelanjakan $50,000 untuk acuan suntikan yang mungkin perlu diubah selepas ujian tidak masuk akal dari segi kewangan. Pemesinan logam membolehkan anda membuat iterasi dengan cepat, menyempurnakan rekabentuk sebelum berkomitmen terhadap perkakasan pengeluaran.
Pertimbangkan pengecoran apabila:
- Isipadu pengeluaran melebihi 1,000–5,000 unit setahun
- Geometri komponen termasuk rongga dalaman sukar diproses
- Rekabentuk anda telah disahkan dan kemungkinan besar tidak akan berubah
- Masa sedia siaga membenarkan 8–16 minggu yang biasa diperlukan untuk pembuatan acuan
Perbandingan Kaedah Pengeluaran
Perbandingan menyeluruh ini membantu anda menilai pendekatan mana yang selaras dengan keperluan projek anda:
| Kaedah | Julat Isi Padu Ideal | Keupayaan Geometri | Pilihan Bahan | Masa Tunggu | Trend kos setiap komponen |
|---|---|---|---|---|---|
| Mesin CNC | 1-5,000 unit | Ciri luaran kompleks, toleransi ketat | Semua logam dan plastik kejuruteraan | 1–15 hari (biasa) | Stabil tanpa mengira isi padu |
| pencetakan 3D (FDM/SLS) | 1–500 unit | Struktur kekisi dalaman, bentuk organik | Termoplastik, beberapa logam melalui DMLS | 1–5 hari (biasa) | Tetap bagi setiap komponen |
| Pembentukan Mold Injeksi | 5,000+ unit | Bentuk kompleks, cekungan tersembunyi dengan tindakan sisi | Termoplastik, termoset | 8–16 minggu (pembuatan acuan) + beberapa hari (pengeluaran) | Menurun secara ketara dengan peningkatan isi padu |
| Pengecasan | 2,000 unit | Komponen logam kompleks, dinding nipis | Aloi aluminium, zink, magnesium | 10–20 minggu (pembuatan alat) + hari (pengeluaran) | Menurun secara ketara dengan peningkatan isi padu |
| Pengecoran pasir | 1–2,000 unit | Bahagian besar, rongga dalaman | Logam ferus dan bukan ferus | 2–6 minggu | Sederhana, berkurang dengan peningkatan jumlah keluaran |
Membuat Pilihan Tepat untuk Projek Anda
Jalur pengambilan keputusan yang sering diabaikan kebanyakan pembekal adalah seperti berikut:
Langkah 1: Tentukan keperluan jumlah keluaran anda. Adakah anda menghasilkan 5 unit prototip, 500 unit pengeluaran, atau 50,000 unit? Faktor tunggal ini sering menentukan proses mana yang secara ekonomi lebih munasabah.
Langkah 2: Nilai kerumitan geometri. Saluran dalaman dan struktur kekisi lebih sesuai untuk kaedah tambahan (additive). Ciri luaran dengan toleransi ketat lebih sesuai untuk pemesinan. Rongga dalaman kompleks pada keluaran berjumlah tinggi lebih sesuai untuk pengecoran.
Langkah 3: Nilai keperluan bahan. Memerlukan keluli perkakasan yang dikeraskan atau titanium gred penerbangan? Pemesinan CNC mampu mengendalikan hampir semua bahan kejuruteraan. Pengecoran dan percetakan secara ketara menghadkan pilihan anda.
Langkah 4: Pertimbangkan jadual masa anda. Memerlukan prototaip segera minggu depan? CNC atau pencetakan 3D mampu menyampaikannya. Merancang pelancaran produk dalam masa 6 bulan dengan pengeluaran berterusan selepas itu? Laburkan dalam alat percetakan atau pengecoran.
Langkah 5: Kira jumlah kos projek. Sebut harga CNC sebanyak $50 setiap komponen mungkin kelihatan mahal berbanding komponen yang dicetak injeksi seharga $2—tetapi ini perlu dipertimbangkan semula apabila mengambil kira kos acuan sebanyak $40,000 yang hanya munasabah untuk keluaran 10,000 unit ke atas.
Pemesinan khusus menempati kedudukan unik yang tidak dapat dicapai oleh kaedah lain: tempoh penghantaran yang pantas, keluwesan bahan, ketepatan dimensi, dan kebolehgunaan ekonomi—mulai dari satu unit prototip hingga pengeluaran berkelompok sederhana. Memahami kompromi ini membolehkan anda menjalani perbualan yang lebih terinformasi dengan rakan pembuatan potensial—anda juga dapat mengenali apabila mereka mengarahkan anda kepada penyelesaian yang lebih menyokong kemampuan mereka berbanding keperluan anda.
Bercakap tentang kos, faktor-faktor manakah sebenarnya yang mendorong harga pemesinan khusus? Itulah persoalan yang kebanyakan bengkel lebih suka anda tidak tanyakan sejak awal.
Faktor Kos dan Strategi Penetapan Harga untuk Projek Khusus
Anda telah membandingkan kaedah pengilangan dan menentukan bahawa pemesinan khusus sesuai dengan projek anda. Kini tiba soalan yang ditakuti setiap pengurus pembelian: mengapa sebut harga itu kelihatan begitu tinggi? Inilah hakikat yang kebanyakan bengkel tidak akan sukarela nyatakan—kos logam untuk pemesinan hanya mewakili sebahagian kecil daripada harga akhir anda. Memahami struktur kos secara menyeluruh memberi kuasa kepada anda untuk mengoptimumkan belanjawan tanpa mengorbankan kualiti.
Apa yang Mendorong Kos Pemesinan Khusus
Apabila anda meminta sebut harga CNC dalam talian, beberapa faktor yang saling berkaitan menentukan harga anda. Menurut analisis kos industri, masa pemesinan sering kali merupakan pendorong kos utama—terutamanya dalam pengeluaran isipadu tinggi di mana ketidakcekapan reka bentuk kecil akan berganda pada ribuan komponen.
Inilah yang sebenarnya mempengaruhi sebut harga anda:
- Kos bahan dan kemudahan pemesinan – Bahan yang lebih keras seperti keluli tahan karat dan titanium memerlukan kelajuan pemotongan yang lebih perlahan serta perkakasan khas, yang meningkatkan masa dan kos. Bahan yang lebih lembut seperti aluminium diproses lebih cepat tetapi mungkin mempunyai kos yang lebih tinggi setiap kilogram bergantung pada aloi.
- Ketekalan dan masa persediaan – Komponen yang memerlukan pelbagai persediaan, kelengkapan khusus, atau pemesinan 5-paksi secara ketara meningkatkan kos buruh. Menurut kajian pengoptimuman rekabentuk, kos persediaan adalah terutamanya signifikan pada isipadu rendah tetapi kekal tetap tanpa mengira kuantiti.
- Keperluan Tolak Ansur – Toleransi yang lebih ketat menuntut kadar suapan yang lebih perlahan, pemeriksaan yang lebih kerap, dan kadangkala persekitaran yang dikawal suhu. Setiap langkah dari toleransi komersial piawai hingga toleransi ultra-tepat menambah 15–100% kepada kos asas anda.
- Spesifikasi kemasan permukaan – Melangkaui penyelesaian 'seperti-dimesin' kepada permukaan yang digilap, dianodakan, atau dilapis logam memerlukan operasi sekunder yang menambah masa dan kos.
- Kuantiti Pesanan – Di sinilah ekonomi menjadi menarik. Kos Kejuruteraan Tidak Berulang (NRE)—pengaturcaraan, rekabentuk jig, dan persiapan awal—dibahagikan secara merata ke atas kuantiti pesanan anda.
Menurut analisis ekonomi prototaip , sebut harga $800 untuk satu komponen ini bukanlah tindakan mengeksploitasi anda. Kos NRE tersebut sepenuhnya dibebankan kepada komponen pertama anda. Tingkatkan pesanan anda kepada lima unit, dan harga per komponen boleh turun kira-kira separuh.
Strategi untuk Mengoptimumkan Belanjawan Anda
Mencari "cnc berdekatan saya" atau "tukang mesin berdekatan saya" mungkin akan menemukan bengkel tempatan, tetapi kedekatan sahaja tidak menjamin nilai terbaik. Pengoptimuman kos yang bijak bermula semasa fasa rekabentuk—bukan semasa proses mendapatkan sebut harga.
Pertimbangkan strategi pengurangan kos yang telah terbukti berikut:
- Reka Bentuk untuk Kebolehan Pengeluaran (DFM) – Nyatakan jejari sudut sekurang-kurangnya satu-per-tiga daripada kedalaman rongga untuk membolehkan penggunaan alat pemotong yang lebih besar dan lebih cepat. Elakkan ciri-ciri yang memerlukan alat khas atau pelbagai penempatan sebanyak mungkin.
- Penggantian Bahan – Aloia yang mudah dipotong seperti keluli tahan karat 303 dipotong jauh lebih cepat berbanding 304, mengimbangi kos bahan yang lebih tinggi pada isipadu pengeluaran. Aluminium 6061 menawarkan keterkisaran yang sangat baik dengan kos bahan mentah yang lebih rendah berbanding kebanyakan alternatif lain.
- Pengoptimuman Tolok – Gunakan toleransi ketat hanya di tempat fungsi memerlukannya. Toleransi piawai ±0.005" tidak menambah kos tambahan; toleransi ±0.0005" boleh menggandakan masa pemesinan anda.
- Menggabungkan keperluan penyelesaian permukaan – Menentukan pelbagai penyelesaian permukaan pada komponen yang sama memerlukan penutupan (masking) dan pemprosesan tambahan. Pilih satu jenis penyelesaian permukaan sekiranya memungkinkan.
- Tempahan kuantiti secara strategik – Sebut harga pemesinan dalam talian sering mendedahkan potongan harga yang ketara. Mohon harga bertingkat untuk 1, 10, 50 dan 100 unit untuk memahami lengkung kos anda.
Ekonomi Masa Penghantaran
Memerlukan komponen dengan segera? Perkhidmatan segera biasanya dikenakan premium 25–100% bergantung kepada tahap kecekapan pengecilan jangka masa anda. Tetapi apabila premium ini menjadi masuk akal?
Pertimbangkan penggunaan perkhidmatan segera apabila:
- Kos masa henti talian pengeluaran melebihi yuran kecemasan
- Kegagalan memenuhi tarikh pelancaran produk membawa implikasi terhadap pendapatan
- Kelengahan dalam pengesahan rekabentuk menghalang pelbagai aktiviti hilir
Sebaliknya, tempoh masa piawai—biasanya 10–15 hari bekerja—sering membolehkan bengkel mengumpulkan komponen anda bersama kerja-kerja serupa, meningkatkan kecekapan mereka dan harga yang lebih berpatutan untuk anda.
Ekonomi Prototaip dibandingkan dengan Pengeluaran
Peralihan dari prototaip kepada pengeluaran mewakili titik keputusan strategik. Menurut kajian ekonomi pembuatan, kaedah yang sempurna untuk 10 unit boleh menjadi tidak sihat dari segi kewangan apabila diaplikasikan kepada 10,000 unit.
Bagi prototaip, pelarasan khas dengan pelaburan alat yang minimum menjadikannya ideal. Anda hanya membayar sekali untuk pengaturcaraan dan persediaan, mengesahkan rekabentuk anda, kemudian membuat keputusan sama ada meneruskan pemotongan CNC untuk isipadu pengeluaran atau beralih kepada pengecoran atau percetakan untuk kuantiti yang lebih tinggi.
Sistem penawaran harga dalam talian moden telah mengubah ketelusan harga. Muat naik fail CAD anda, nyatakan bahan dan toleransi, dan terima penawaran harga segera atau pada hari yang sama daripada pelbagai pembekal. Ini menyamakan akses kepada harga yang kompetitif—tetapi ingat bahawa penawaran harga terendah tidak sentiasa memberikan nilai terbaik. Sistem kualiti, ketepatan masa dalam komunikasi, dan rekod penghantaran tepat pada masanya adalah sama pentingnya dengan harga seunit.
Memahami faktor-faktor yang mempengaruhi kos membolehkan anda menjalankan perbincangan yang produktif dengan pembekal berpotensi. Namun, industri yang berbeza mempunyai keperluan yang sangat berbeza—apa yang sesuai untuk aplikasi automotif mungkin tidak memenuhi spesifikasi penerbangan atau perubatan.
Aplikasi Industri daripada Automotif hingga Aeroangkasa
Memahami faktor kos membantu anda membuat bajet secara berkesan, tetapi inilah yang sering tidak ditekankan oleh banyak pembekal: industri yang anda layani secara asasnya membentuk setiap aspek projek pemesinan khusus anda. Pematuhan peraturan, sijil bahan, dan keperluan dokumentasi berbeza secara ketara antara sektor—dan kesilapan dalam hal ini boleh menyebabkan komponen ditolak, kerja semula yang mahal, atau lebih teruk lagi.
Mari kita teliti bagaimana aplikasi automotif, penerbangan dan angkasa lepas, serta perubatan masing-masing menuntut pendekatan berbeza terhadap pembuatan tepat.
Komponen Tepat Automotif
Industri automotif beroperasi dengan margin yang sangat nipis dan tidak memberi toleransi langsung terhadap kelengkapan pengeluaran. Apabila isu daripada satu pembekal sahaja boleh menghentikan keseluruhan talian pemasangan pada kadar lebih daripada $50,000 setiap minit, konsistensi kualiti menjadi perkara yang tidak boleh dirundingkan. Ini menjelaskan mengapa pensijilan IATF 16949 telah menjadi harapan asas bagi pembekal automotif.
Mengikut panduan pensijilan American Micro Industries, IATF 16949 merupakan piawaian global bagi pengurusan kualiti automotif, yang menggabungkan prinsip-prinsip ISO 9001 dengan keperluan khusus sektor untuk penambahbaikan berterusan, pencegahan cacat, dan pengawasan ketat terhadap pembekal. Pengilang mesti menunjukkan ketelusuran produk yang kukuh dan kawalan proses bagi memenuhi keperluan kelayakan.
Komponen automotif biasa yang memerlukan pemesinan khas termasuk:
- Susunan sasis – Komponen struktur yang menuntut kawalan dimensi tepat bagi penyelarasan kenderaan dan prestasi keselamatan yang sesuai
- Komponen Transmisi – Gear, aci, dan rumah yang memerlukan toleransi ketat bagi pemindahan kuasa yang lancar dan ketahanan
- Busing khas – Komponen berbahan gangsa yang dimesin menggunakan CNC dan tahan haus untuk sistem suspensi dan susunan stereng
- Bahagian sistem brek – Komponen kritikal keselamatan di mana ketepatan dimensi secara langsung mempengaruhi prestasi pemberhentian
- Klamp pemasangan enjin – Antara muka tepat yang mengurus getaran dan memastikan penyelarasan sistem kuasa yang betul
Apa yang membezakan pembuatan automotif? Jangkaan kelantangan yang dikombinasikan dengan tuntutan kualiti. Anda mungkin memerlukan 50,000 buah bushing yang serupa setiap tahun, dengan setiap unit memenuhi spesifikasi yang sama. Operasi pelubangan logam lembaran dan proses pelubangan logam sering melengkapi pemesinan dalam pembuatan pendakap, manakala pemusingan aluminium menghasilkan bekas ringan untuk sistem elektrik.
Keperluan Kelas Aeroangkasa dan Perubatan
Apabila komponen terbang pada ketinggian 35,000 kaki atau ditanam di dalam badan manusia, risiko meningkat secara mendadak. Kedua-dua pemesinan CNC aeroangkasa dan pemesinan perubatan berkongsi satu ciri kritikal: kegagalan bukan suatu pilihan.
Pengeluaran Penerbangan
Sijil AS9100D berfungsi sebagai piawaian kualiti bagi industri penerbangan, yang dibina berdasarkan ISO 9001 dengan keperluan khusus penerbangan. Menurut analisis AS9100D oleh Snowline Engineering, sijil ini menekankan pengurusan risiko, dokumentasi ketat, dan kawalan integriti produk sepanjang rantaian bekalan yang kompleks.
Kerangka AS9100D merangkumi sepuluh bahagian berbeza yang meliputi segala-galanya, dari keperluan kepimpinan hingga protokol penambahbaikan berterusan. Mencapai dan mengekalkan sijil ini menunjukkan bahawa suatu kemudahan memiliki disiplin dan keupayaan untuk memenuhi harapan yang ketat—bukan sahaja semasa audit, tetapi juga dalam setiap kelompok pengeluaran.
Komponen penerbangan biasa termasuk:
- Komponen Struktur Rangka Pesawat – Komponen aluminium dan titanium yang memerlukan jejak bahan sepenuhnya
- Perakitan Gear Penurunan – Komponen keluli berkekuatan tinggi dengan sijil rawatan haba yang didokumentasikan
- Komponen enjin turbin – Komponen aloi eksotik yang dimesin mengikut toleransi yang sangat ketat
- Mekanisme kawalan penerbangan – Sambungan tepat di mana ketepatan dimensi mempengaruhi pengendalian pesawat terbang
Akreditasi NADCAP menambahkan satu lapisan lagi bagi proses khusus. Menurut pakar pensijilan, program ini berfokus pada akreditasi proses kritikal termasuk perlakuan haba, pemprosesan kimia, dan ujian bukan merosak—yang mengesahkan bahawa pengilang mampu menjalankan operasi khusus secara konsisten mengikut piawaian tertinggi.
Pengilang peralatan perubatan
Pemesinan perubatan memperkenalkan keperluan keserasian biologi yang tidak wujud dalam industri lain. Apabila suatu komponen akan bersentuhan dengan tisu manusia—atau ditanam secara kekal di dalam badan—pemilihan bahan dan siap permukaan menjadi pertimbangan yang menentukan nyawa atau mati.
ISO 13485 menetapkan kerangka kualiti untuk pembuatan peranti perubatan. Menurut pakar sijil industri, kemudahan yang ingin memperoleh sijil ini mesti melaksanakan amalan dokumentasi terperinci, pemeriksaan kualiti yang menyeluruh, serta pengendalian aduan dan penarikan semula yang berkesan. Setiap komponen peranti perubatan mesti selamat, boleh dipercayai, dan sepenuhnya dapat dilacak.
Peraturan Sistem Kualiti FDA 21 CFR Bahagian 820 menambahkan keperluan khusus Amerika Syarikat. Menurut kajian pembangunan peranti perubatan , proses kawalan rekabentuk memerlukan pengenalpastian kecacatan rekabentuk yang berpotensi, penciptaan beberapa konsep rekabentuk, serta pengesahan dan pengesahan keberkesanan rekabentuk melalui ulasan rekabentuk berulang.
Aplikasi pemesinan perubatan yang biasa termasuk:
- Alat Pembedahan – Alat keluli tahan karat dan titanium yang memerlukan hasil permukaan luar biasa dan ketahanan tepi
- Peranti yang boleh ditanam – Komponen yang dimesin daripada bahan biokompatibel seperti titanium, PEEK, dan aloi kobalt-krom
- Keselongsong peralatan diagnostik – Kotak pelindung berketepatan tinggi untuk sistem elektronik yang sensitif
- Implan Ortopedik – Komponen khusus pesakit yang memerlukan geometri tersuai dan sijil bahan yang didokumentasikan
Komponen gangsa mesin juga digunakan dalam peralatan perubatan di mana rintangan haus dan sifat antimikrob memberikan kelebihan fungsional.
Mengapa Sijil Penting Melebihi Sekadar Dokumen
Bayangkan anda menerima sebut harga daripada dua bengkel—satu bersijil dan satu lagi tidak—dengan bengkel tanpa sijil menawarkan harga 20% lebih murah. Menarik? Pertimbangkan apa yang sebenarnya diwakili oleh sijil-sijil tersebut: pendekatan sistematik untuk mencegah cacat, bukan sekadar mengesan cacat selepas pengeluaran.
Proses bersijil bermaksud prosedur yang didokumentasikan, peralatan yang dikalibrasi, personel yang terlatih, dan sistem tindakan pembaikan yang menangani punca masalah. Apabila komponen struktur penerbangan anda memerlukan jejak bahan sepenuhnya—dari sijil kilang hingga pemeriksaan akhir—atau apabila peranti perubatan anda memerlukan sejarah pengeluaran lengkap untuk penghantaran kepada FDA, maka penjimatan 20% tersebut lenyap apabila dibandingkan dengan kos komponen yang tidak mematuhi piawaian.
Memahami keperluan khusus industri ini membantu anda menilai sama ada pembekal berpotensi benar-benar mampu memenuhi keperluan anda—bukan sekadar berjanji untuk melakukannya. Namun, bagaimanakah aliran proses pengeluaran sebenar dari rekabentuk awal anda hingga komponen siap?
Aliran Proses Pemesinan Suai Sepenuhnya
Anda telah mempelajari mengenai bahan, toleransi, dan keperluan industri. Tetapi apakah yang sebenarnya berlaku selepas anda menghantar fail rekabentuk anda? Di sinilah banyak bengkel menyimpan maklumat secara samar—dan di sinilah pemahaman terhadap keseluruhan perjalanan dari fail CAD hingga komponen siap membantu anda menetapkan jangkaan yang realistik serta mengelakkan kejutan mahal.
Proses pengeluaran komponen yang dimesin menggunakan CNC mengikuti urutan berstruktur yang terdiri daripada pelbagai peringkat saling bersandar. Setiap langkah dibina berdasarkan langkah sebelumnya, dan melewatkan atau memburu-buru mana-mana fasa akan menimbulkan risiko masalah kualiti pada peringkat seterusnya. Mari kita telusuri secara tepat apa yang berlaku di sebalik tabir.
Daripada Fail CAD kepada Komponen Siap
Menurut pakar proses pemesinan , mencipta komponen yang sempurna dengan ukuran yang tepat memerlukan perancangan yang teliti, kejuruteraan yang mahir, dan kerja tangan yang tekun. Berikut adalah alur kerja lengkap yang diikuti oleh projek anda:
- Penghantaran Rekabentuk dan Semakan Awal – Perjalanan anda bermula apabila anda memuat naik fail CAD (biasanya dalam format STEP, IGES, atau format asli) bersama dengan lukisan teknikal yang menentukan dimensi kritikal, toleransi, dan keperluan siap permukaan. Jurutera akan menyemak fail anda dari segi kelengkapan, memastikan semua spesifikasi yang diperlukan telah didokumentasikan.
- Analisis Rekabentuk untuk Kebolehsahtaan (DFM) – Di sinilah bengkel-bengkel berpengalaman memberikan nilai tambah sebenar. Jurutera menilai rekabentuk anda berdasarkan had pengeluaran, mengenal pasti ciri-ciri yang mungkin tidak dapat dimesin, terlalu mahal secara tidak perlu, atau mudah mengalami isu kualiti. Anda akan menerima maklum balas mengenai penambahbaikan yang berpotensi—misalnya, mencadangkan jejari sudut yang lebih besar untuk mengurangkan masa pemesinan atau mengesyorkan penggantian bahan yang lebih cepat diproses tanpa mengorbankan prestasi.
- Penawaran Harga dan Pengesahan Pesanan – Berdasarkan semakan DFM, anda akan menerima harga terperinci yang merangkumi bahan, operasi pemesinan utama, proses sekunder, dan sebarang keperluan khas. Setelah disahkan, pesanan anda akan dimasukkan ke dalam barisan pengeluaran.
- Perolehan dan Penyediaan Bahan – Bahan mentah diperoleh dengan sijil yang sesuai untuk aplikasi anda. Menurut pakar pembuatan, kepingan besar, batang, atau ingot dikurangkan kepada dimensi yang boleh dikendalikan dan sesuai untuk pemesinan. Fasa persiapan ini memastikan komponen anda bermula dengan bahan mentah yang berukuran tepat—ini penting kerana bahan yang tidak disediakan dengan betul akan menyebabkan ralat sepanjang proses pengeluaran.
- Pemrograman CAM – Perisian CAM menterjemahkan model CAD anda kepada arahan mesin yang tepat. Pengaturcara menentukan pergerakan tepat yang akan diikuti oleh alat pemotong, serta mengoptimumkan laluan alat untuk mencapai kecekapan tanpa mengorbankan ketepatan. Bayangkan ini seperti mengatur tarian rumit di mana setiap pergerakan mesti dirancang dengan teliti.
- Operasi Pemesinan Utama – Ini adalah tempat komponen anda mengambil bentuk fizikal. Bergantung pada geometri bahagian anda, operasi yang mungkin termasuk pengecilan CNC untuk ciri-ciri 3D yang kompleks, pusingan untuk elemen silinder, atau pengeboran untuk lubang tepat. Mesin pelbagai paksi moden boleh menyelesaikan bahagian kompleks dalam satu tetapan sahaja, meminimumkan pengendalian dan mengekalkan toleransi yang lebih ketat.
- Operasi Kedua dan Penyelesaian – Selepas pemesinan utama, bahagian-bahagian ini kerap memerlukan pemprosesan tambahan. Penyingkiran berbubung (deburring) menghilangkan tepi tajam yang dihasilkan oleh alat pemotong. Rawatan permukaan seperti penganodan, penyaduran, atau pengecatan memberikan rintangan kakisan serta penambahbaikan estetik. Perlakuan haba juga boleh diaplikasikan untuk mencapai keperluan kekerasan tertentu.
- Pemeriksaan Akhir dan Dokumentasi – Sebelum penghantaran, pengesahan dimensi menentusahkan bahawa semua spesifikasi telah dipenuhi. Angkup vernier, tolok mikrometer, atau mesin pengukur koordinat (CMM) digunakan untuk mengesahkan bahawa bahagian-bahagian tersebut berada dalam had toleransi yang dispesifikasikan. Kawalan kualiti memastikan setiap komponen memenuhi janji ketepatan.
- Pembungkusan dan penghantaran – Komponen yang diluluskan dibungkus dengan teliti untuk mengelakkan kerosakan semasa penghantaran dan dihantar mengikut jadual masa yang anda tentukan.
Titik Semak Kualiti Sepanjang Pengeluaran
Inilah yang membezakan operasi profesional daripada bengkel yang sekadar menghasilkan komponen: kualiti bukan sekadar pemeriksaan akhir—tetapi terbenam dalam setiap peringkat. Kawalan Proses Statistik (SPC) memainkan peranan utama dalam memantau kekonsistenan pengeluaran serta mengesan penyimpangan sebelum menghasilkan komponen yang cacat.
Semasa pemesinan, operator secara berterusan memantau haus alat, aliran penyejuk, dan ketepatan dimensi. Menurut kajian proses pembuatan, automasi adalah penting, tetapi kepakaran manusia tetap diperlukan untuk menyesuaikan diri dengan cabaran tak terduga. Seorang jurupemesin yang mahir dapat mengenal pasti apabila alat hampir mencapai had haus sebelum ia menjejaskan kualiti komponen.
Carta kawalan memantau dimensi kritikal secara masa nyata. Apabila ukuran menunjukkan kecenderungan mendekati had kawalan—walaupun masih berada dalam spesifikasi—operator mengambil tindakan pembetulan. Pendekatan proaktif ini mencegah ketidaksesuaian, bukan sekadar mengesan ketidaksesuaian tersebut selepas pengeluaran.
Bagi pemesinan akrilik menggunakan CNC dan bahan khas lain, pertimbangan tambahan perlu diambil kira. Termoplastik memerlukan perhatian teliti terhadap kelajuan pemotongan dan aplikasi penyejuk untuk mengelakkan peleburan atau kerosakan permukaan. Perkhidmatan CNC akrilik yang boleh dipercayai mengekalkan protokol khusus bagi bahan-bahan yang sensitif terhadap suhu ini.
Keterlacakan bahan berlangsung sepanjang keseluruhan proses. Daripada sijil kilang hingga laporan pemeriksaan akhir, dokumentasi mencipta satu rangkaian tak terputus yang menghubungkan komponen siap anda dengan asal-usul bahan mentahnya—ini penting dalam aplikasi penerbangan angkasa, perubatan, dan automotif di mana keterlacakan penuh adalah wajib.
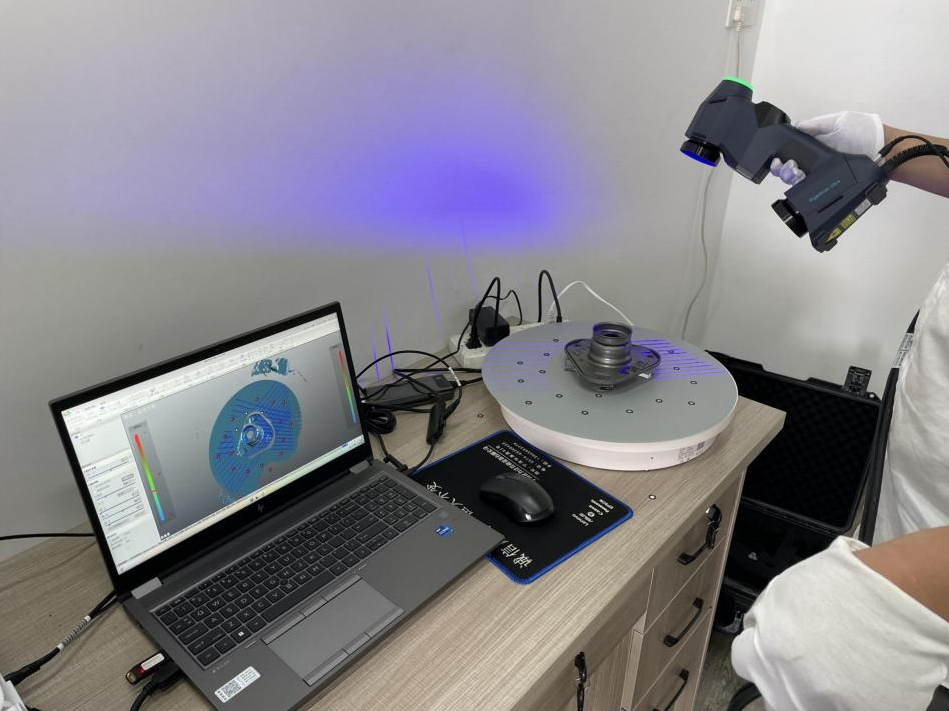
Pembuatan Prototaip Pantas dan Penskalaan Pengeluaran
Bagaimana kemudahan moden menghantar prototaip dengan tempoh penyampaian secepat satu hari bekerja sambil mengekalkan piawaian kualiti? Jawapannya terletak pada aliran kerja yang dipermudah dan keupayaan tindak balas pantas yang khusus.
Menurut pakar dalam pembuatan prototaip pantas, kaedah tradisional untuk membuat prototaip sering memerlukan tempoh penyampaian selama berminggu-minggu atau malah berbulan-bulan. Dengan teknik pembuatan prototaip pantas, komponen boleh dihasilkan dalam masa beberapa jam atau hari sahaja—peningkatan ketara yang mempercepat kitaran pembangunan produk.
Bagi pemesinan nilon, delrin, dan plastik kejuruteraan lain, tempoh penyampaian pantas adalah sangat boleh dicapai kerana bahan-bahan ini diproses dengan cepat menggunakan peralatan piawai. Prototaip logam mungkin memerlukan tempoh yang sedikit lebih panjang bergantung pada tahap kerumitannya, tetapi kemudahan yang berpengalaman masih mampu memberikan hasil yang luar biasa pantas apabila jadual anda menuntut demikian.
Keajaiban sebenar berlaku semasa penskalaan daripada prototaip kepada pengeluaran. Kemudahan seperti Shaoyi Metal Technology menunjukkan bagaimana peralihan ini berjalan dengan lancar. Dengan sijil IATF 16949 dan protokol Kawalan Proses Statistik yang ketat, mereka mengekalkan kualiti yang konsisten sama ada menghasilkan lima unit prototip atau lima ribu komponen pengeluaran. Keupayaan mereka untuk tempoh penyampaian yang cepat—secepat satu hari bekerja bagi prototip segera—tidak menjejaskan ketepatan yang diperlukan untuk pemasangan rangka kereta yang kompleks atau galas logam tersuai.
Apakah yang membolehkan skalabiliti ini? Beberapa faktor bergabung:
- Proses piawai yang beroperasi secara identik pada sebarang jumlah keluaran
- Kapasiti peralatan yang fleksibel membolehkan tindak balas pantas terhadap perubahan permintaan
- Prosedur yang Didokumenkan menjamin konsistensi tanpa mengira operator atau mesin manakah yang menghasilkan komponen anda
- Sistem Kualiti yang meningkat secara berkadar dengan jumlah pengeluaran
Memahami aliran proses lengkap ini—mulai dari penghantaran fail awal anda sehingga penghantaran dalam bungkusan—membolehkan anda mengemukakan soalan yang tepat apabila menilai calon rakan kongsi pembuatan. Ini membawa kita kepada keputusan kritikal: bagaimana anda memilih bengkel yang sesuai untuk keperluan khusus anda?
Cara Memilih Rakan Kongsi Pemesinan Suai yang Tepat
Anda telah melalui keseluruhan perjalanan—dari memahami proses dan bahan CNC hingga menguasai keperluan toleransi dan piawaian khusus industri. Kini tiba masa keputusan yang menentukan sama ada projek anda berjaya atau menjadi pelajaran mahal: memilih rakan kongsi pembuatan yang tepat. Mencari frasa seperti "cnc machining near me" atau "cnc shop near me" akan menghasilkan puluhan pilihan, tetapi bagaimana anda membezakan kemudahan yang benar-benar berkelayakan daripada mereka yang hanya menjanjikan apa yang ingin anda dengar?
Mengikut panduan pemilihan pembekal 3ERP, memilih perkhidmatan pemesinan CNC melibatkan lebih daripada sekadar membandingkan harga. Ia memerlukan penilaian menyeluruh terhadap pengalaman, peralatan, ketersediaan bahan, sijil, tempoh masa penghantaran, dan keberkesanan komunikasi. Mari kita bahagikan secara tepat apa yang perlu dicari—dan apa yang seharusnya membuat anda lari ke arah yang bertentangan.
Keupayaan Asas untuk Dinilai
Apabila menilai calon rakan kongsi—sama ada anda sedang melayari frasa "perkhidmatan CNC berdekatan saya" atau menilai pembekal luar negara—gunakan senarai semak komprehensif ini untuk menilai keupayaan sebenar mereka:
- Sijil industri yang berkaitan – ISO 9001 berfungsi sebagai asas bagi sistem pengurusan kualiti. Bagi aplikasi automotif, sijil IATF 16949 adalah wajib—ia menunjukkan pendekatan sistematik terhadap pencegahan cacat dan penambahbaikan berterusan. Projek penerbangan memerlukan sijil AS9100D. Menurut pakar pensijilan, ini bukan sekadar lencana cantik—tetapi jaminan bahawa syarikat tersebut telah menjalani audit ketat untuk membuktikan kompetensinya.
- Kemampuan dan Julat Peralatan – Perkhidmatan yang memiliki pelbagai jentera berteknologi tinggi mampu mengendali pelbagai projek. Tanyakan secara khusus mengenai pusat pemesinan CNC 3-paksi, 4-paksi, dan 5-paksi. Adakah mereka mampu menjalankan operasi penggilingan dan pembubutan? Adakah mereka memiliki keupayaan EDM untuk bahan-bahan keras? Pelbagai jenis dan kualiti jentera boleh menentukan kejayaan atau kegagalan projek anda.
- Sistem Kawalan Kualiti – Jangan hanya mengandalkan sijil untuk memahami proses pemeriksaan sebenar mereka. Adakah mereka menggunakan Kawalan Proses Statistik (SPC) untuk memantau kekonsistenan pengeluaran? Peralatan pengukuran apakah yang digunakan—jangka tolok, mesin ukur koordinat (CMM), atau pembanding optik? Kawalan kualiti yang kukuh bermakna pemeriksaan berkala dilakukan semasa pengeluaran, bukan hanya pemeriksaan akhir sebelum penghantaran.
- Sumber Bahan dan Pakar – Tidak semua bengkel pemesinan berdekatan dengan lokasi anda memiliki bahan yang tepat yang anda perlukan. Tanyakan sama ada mereka mampu memperoleh aloi atau plastik kejuruteraan yang anda tentukan dengan mudah. Kelengahan dalam perolehan bahan boleh memanjangkan masa siap dan meningkatkan kos secara ketara.
- Kebolehpercayaan Masa Penghantaran – Memahami masa siap lazim adalah sangat penting. Menurut kajian industri, kelengahan masa siap boleh menghalang projek dan menyebabkan kerugian kewangan. Tanyakan tentang pilihan pecutan untuk keperluan mendesak—dan minta rujukan untuk mengesahkan rekod penghantaran tepat pada masanya.
- Ketangkasan komunikasi – Proses komunikasi yang berkesan bermaksud penyedia boleh segera menangani soalan anda, memberikan maklumat terkini mengenai kemajuan kerja, dan memperbaiki sebarang isu dengan cepat. Cari perkhidmatan yang menawarkan saluran komunikasi yang telus serta kemas kini kemajuan secara berkala.
- Skalabiliti – Adakah mereka mampu memenuhi keperluan prototaip semasa anda dan kemudiannya meningkatkan kapasiti kepada isipadu pengeluaran? Seorang rakan kongsi yang mampu menyesuaikan diri dengan peningkatan permintaan akan memastikan pertumbuhan masa depan anda tidak terhalang oleh had kapasiti.
- Kepakaran Teknikal – Mengikut pakar dalam penilaian pembekal , keupayaan teknikal melangkaui sekadar mengendalikan jentera. Nilailah keupayaan mereka untuk memahami reka bentuk yang kompleks, menggunakan perisian CAD/CAM, dan memberikan maklum balas DFM yang bernilai.
Sebagai contoh, kemudahan seperti Shaoyi Metal Technology menunjukkan bagaimana kemampuan komprehensif kelihatan dalam amalan sebenar. Sijil IATF 16949 mereka, kawalan kualiti SPC yang ketat, serta keupayaan memberikan tempoh penghantaran secepat satu hari bekerja menjadikan mereka calon kuat untuk projek pemesinan automotif—daripada pemasangan sasis yang kompleks hingga bushing logam berketepatan tinggi. Kombinasi sijil, sistem kualiti, dan penghantaran yang responsif ini mewakili piawaian yang patut anda jangkakan daripada rakan pembuatan yang serius.
Tanda Bahaya Semasa Menilai Pembekal
Mengetahui apa yang perlu dicari hanyalah separuh daripada pertempuran. Mengenali tanda amaran semasa penilaian anda boleh menyelamatkan anda daripada kesilapan mahal pada masa hadapan. Perhatikan tanda bahaya berikut apabila mencari bengkel mesin tempatan atau bengkel tukang mesin berdekatan dengan saya:
- Sijil yang Kabur atau Tiada – Jika sebuah bengkel mendakwa "berfokus pada kualiti" tetapi tidak dapat mengemukakan dokumen pensijilan semasa, bertindaklah dengan sangat berhati-hati. Pensijilan sah memerlukan audit tahunan dan pematuhan berterusan—meminta untuk melihat sijil-sijil tersebut adalah tindakan yang sepenuhnya munasabah.
- Keengganan Memberikan Rujukan – Bengkel mesin CNC yang mapan di kawasan saya sepatutnya dengan mudah dapat memberikan rujukan pelanggan atau kajian kes. Keraguan untuk melakukannya menunjukkan sama ada pengalaman yang terhad atau bekas pelanggan yang tidak puas hati.
- Kutipan yang tidak biasa rendah – Menurut pakar industri, pilihan paling murah tidak sentiasa merupakan yang terbaik—kualiti tidak pernah boleh dikorbankan demi menjimatkan kos. Sebut harga yang jauh lebih rendah daripada pesaing sering kali menunjukkan bahawa pihak pembekal telah mengambil jalan pintas dalam aspek bahan, pemeriksaan, atau dokumentasi.
- Komunikasi yang lemah semasa proses kutipan – Jika pembekal menghadapi kesukaran untuk memberikan respons secara cepat semasa proses jualan—ketika mereka masih termotivasi untuk memberi kesan baik kepada anda—bayangkan bagaimana komunikasi akan memburuk setelah mereka menerima pesanan anda.
- Tiada Maklum Balas DFM – Sebuah kedai yang hanya memberikan sebut harga untuk rekabentuk anda tanpa menawarkan sebarang cadangan mengenai kebolehpembuatan sama ada tidak mempunyai kedalaman teknikal atau tidak peduli terhadap kejayaan projek anda.
- Ketidakmahuannya Membincangkan Proses Kualiti – Fasiliti profesional bangga dengan sistem kualiti mereka. Jawapan yang mengelak mengenai kaedah pemeriksaan, jadual penyesuaian kalibrasi, atau prosedur tindakan pembaikan menunjukkan kawalan yang tidak mencukupi.
- Struktur Harga yang Tidak Jelas – Yuran tersembunyi untuk persediaan, pengaturcaraan, atau pemprosesan segera harus didedahkan secara terbuka pada awalnya. Pembekal yang menyembunyikan kos dalam huruf kecil akan menimbulkan kejutan terhadap belanjawan yang boleh merosakkan hubungan jangka panjang.
- Tiada Bukti Peningkatan Berterusan – Menurut pakar pembuatan, perkhidmatan yang mengamalkan prinsip peningkatan berterusan secara berkala menganalisis dan mengoptimumkan proses mereka. Tanyakan peningkatan apa yang telah dilaksanakan baru-baru ini—pelaburan yang berterusan merupakan petanda kepada rakan kongsi yang komited.
Membuat Keputusan Akhir
Selepas menilai pelbagai pilihan—sama ada perkhidmatan pemesinan khusus atau kedai-kedai kecil yang pakar—sintesis dapatan anda dengan menggunakan pendekatan berstruktur:
| Kriteria penilaian | Berat | Apa yang Perlu Disemak |
|---|---|---|
| Sijil yang Berkaitan | Tinggi | Minta salinan sijil semasa; sahkan tarikh audit |
| Keupayaan Peralatan | Tinggi | Padankan jentera mereka dengan keperluan komponen anda |
| Sistem Kawalan Kualiti | Tinggi | Minta data keupayaan proses untuk komponen yang serupa |
| Rekod Masa Ketibaan | Sederhana-Tinggi | Minta statistik penghantaran tepat pada masa; semak rujukan |
| Ketangkasan komunikasi | Sederhana | Nilai masa tindak balas semasa proses penawaran harga |
| Kejelasan harga | Sederhana | Bandingkan penawaran harga terperinci; tanya tentang yuran tambahan yang mungkin timbul |
| Potensi Skalabiliti | Sederhana | Bincangkan senario isipadu masa depan; nilai kelenturan kapasiti |
Ingatlah bahawa suatu perkongsian yang baik melangkaui sekadar memenuhi keperluan semasa. Menurut pakar dalam pemilihan pembekal, rakan yang anda pilih juga harus menunjukkan keupayaan untuk memenuhi tuntutan masa depan syarikat anda, berkembang bersama pertumbuhan perniagaan anda, dan terus meningkatkan perkhidmatan mereka. Rakan pemesinan khusus yang tepat menjadi satu aset strategik—bukan sekadar pembekal yang memenuhi pesanan pembelian.
Mulakan dengan pesanan ujian kecil apabila memungkinkan. Ini mengesahkan keupayaan, komunikasi, dan prestasi penghantaran mereka sebelum anda berkomitmen untuk isipadu yang lebih besar. Walaupun lawatan kemudahan yang paling mengesankan atau persembahan keupayaan yang paling hebat tidak dapat menggantikan pengalaman pengeluaran sebenar dengan keperluan khusus anda.
Pelaburan anda dalam penilaian pemasok secara teliti memberikan hasil sepanjang kitaran hayat produk anda. Rakan kongsi yang tepat menyampaikan kualiti yang konsisten, memenuhi tarikh akhir dengan boleh dipercayai, dan berkomunikasi secara proaktif apabila timbul cabaran. Itulah perbezaan antara pemasok transaksional dengan rakan pembuatan yang benar-benar menyumbang kepada kejayaan anda.
Soalan Lazim Mengenai Pemesinan Suai
1. Apakah kadar sejam untuk mesin CNC?
Kadar jam pemesinan CNC biasanya berada dalam julat $25 hingga $120, bergantung pada jenis mesin dan tahap kerumitan. Mesin 3-paksi biasanya berharga $25–$50 sejam, manakala mesin 5-paksi dan peralatan khusus seperti EDM dikenakan kadar premium iaitu $75–$120 sejam. Faktor-faktor yang mempengaruhi kadar termasuk kekerasan bahan, keperluan toleransi, dan lokasi geografi. Bagi kemudahan bersijil yang mematuhi piawaian IATF 16949 atau AS9100D, kadar mungkin lebih tinggi tetapi termasuk kawalan kualiti yang ketat serta dokumentasi yang komprehensif.
2. Apakah perbezaan antara pemesinan CNC dengan pemesinan konvensional?
Pemesinan konvensional memerlukan kawalan manual oleh juruteknik terhadap alat pemotong, manakala pemesinan CNC bergantung pada pengautomatan komputer untuk menjalankan proses tersebut. CNC menawarkan ketepatan ulangan yang lebih unggul dengan toleransi seketat ±0.0001 inci, kelajuan pengeluaran yang lebih cepat, serta keupayaan menghasilkan geometri 3D yang kompleks—yang tidak mungkin dicapai dengan kaedah manual. CNC juga membolehkan operasi tanpa pengawasan dan pemantauan Kawalan Proses Statistik, menjadikannya ideal untuk komponen presisi dalam aplikasi automotif, penerbangan dan angkasa lepas, serta perubatan.
3. Bilakah saya harus memilih pemesinan khusus berbanding pencetakan 3D atau pengacuan suntikan?
Pilih pemesinan khusus apabila anda memerlukan kekuatan penuh bahan tanpa kelemahan sambungan lapisan, toleransi ketat yang melampaui kemampuan pencetak 3D, atau pilihan bahan seperti keluli keras dan aloi eksotik. CNC sangat sesuai untuk pembuatan prototaip hingga pengeluaran berkelompok sederhana (1–5,000 unit), di mana kos acuan percetakan suntikan tidak dapat dibenarkan. Bagi kelantangan melebihi 5,000 unit dengan rekabentuk yang telah ditetapkan, percetakan suntikan atau pengecoran cetak biasanya menawarkan kos seunit yang lebih rendah walaupun pelaburan awal untuk acuan lebih tinggi.
4. Sijil apa yang harus dimiliki oleh pembekal pemesinan khusus?
Sijil penting bergantung pada industri anda. ISO 9001 berfungsi sebagai piawaian asas pengurusan kualiti. Aplikasi automotif memerlukan sijil IATF 16949, yang mewajibkan pencegahan kecacatan dan pengawasan pembekal. Projek penerbangan memerlukan sijil AS9100D dengan protokol pengurusan risiko. Pembuatan peranti perubatan memerlukan pematuhan terhadap ISO 13485 dan FDA 21 CFR Bahagian 820. Fasiliti seperti Shaoyi Metal Technology yang memiliki sijil IATF 16949 dan kawalan kualiti SPC menunjukkan pendekatan sistematik yang diperlukan untuk aplikasi yang mencabar.
5. Bagaimanakah saya boleh mengurangkan kos pemesinan khusus tanpa mengorbankan kualiti?
Optimumkan kos melalui Reka Bentuk untuk Kebolehbuatan dengan menentukan jejari sudut sekurang-kurangnya satu-per-tiga daripada kedalaman rongga bagi pemotongan yang lebih cepat. Gunakan toleransi ketat hanya di tempat fungsi memerlukannya—toleransi piawai ±0.005 inci tidak menambah kos tambahan berbanding ±0.0005 inci yang menaikkan kos sebanyak 40–75%. Pertimbangkan aloi mudah mesin seperti keluli tahan karat 303 atau aluminium 6061. Gabungkan keperluan siap permukaan untuk meminimumkan penutupan (masking). Mohon harga berperingkat pada pelbagai kuantiti untuk memahami lengkung kos dan mengenal pasti saiz pesanan yang optimum.