 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Penyaduran Keluli Dengan Tembaga Tanpa Mengelupas: Dari Penyediaan ke Langkah Awal

Langkah 1: Pilih Kaedah yang Tepat untuk Penyaduran Tembaga pada Keluli
Mengklarifikasi Matlamat Fungsional Anda
Apabila anda ingin menyadur keluli dengan tembaga, soalan pertama—dan paling penting—ialah: Apakah yang ingin dicapai oleh lapisan tembaga anda? Adakah anda bertujuan untuk meningkatkan kemudahan pematerian, kekonduksian elektrik untuk perisai EMI, lapisan bawah yang kukuh untuk pelasiman, atau kemasan tembaga dari segi estetik? Setiap matlamat ini akan membawa anda kepada penyelesaian penyaduran dan aliran kerja yang berbeza.
Pilih Kaedah Aplikasi Tembaga yang Tepat untuk Keluli
Bayangkan anda memegang sekeping komponen keluli yang kompleks: Haruskah anda menggunakan bekalan kuasa dan menyediakan larutan mandian, atau adakah pendekatan kimia lebih baik? Jawapannya bergantung kepada keperluan anda terhadap liputan, keseragaman, dan kelajuan pengeluaran. Mari kita lihat pilihan yang ada:
| Atribut | Tembaga Elektrolitik (Penyaduran Elektro) | Penyepuhan kuprum tanpa elektrolisis | Tembaga Anjakan/Perendaman |
|---|---|---|---|
| Keseragaman | Baik pada bentuk mudah; kurang seragam pada bahagian lekuk | Cemerlang, sekata walaupun pada geometri yang kompleks | Lemah; lapisan nipis, tidak melekat |
| Kebutuhan Kelengkapan | Memerlukan bekalan kuasa, anod kuprum, dan larutan pencelupan | Berfokus pada kimia, tidak memerlukan bekalan kuasa | Minima—hanya tangki pencelupan dan larutan |
| Risiko Lekatan | Rendah jika persediaan dan pengaktifan dilakukan dengan teliti | Rendah; ikatan kimia yang kuat | Tinggi; tidak sesuai untuk lekatan kekal pada keluli |
| Kawalan Ketebalan | Tepat (mengikut arus dan masa) | Baik; bergantung pada kimia larutan dan masa | Sangat terhad |
| Kes Penggunaan Terbaik | Kelajuan, kos, ketebalan boleh kawal; kebanyakan penyaduran untuk keluli | Liputan seragam pada bentuk kompleks atau dalaman | Pra-aktifkan untuk penyaduran lain; bukan lapisan akhir |
| Pengolahan selepas | Mungkin perlu digilap atau dilapisi lagi | Biasanya sedia untuk pemprosesan lanjut | Mesti disadur tambahan untuk ketahanan |
Bila Perlu Pilih Kuprum Elektrolisis Berbanding Tanpa Elektrolisis
Kuprum elektrolisis ( penyaduran kuprum elektrik ) adalah pilihan utama untuk kebanyakan aplikasi perindustrian dan hobi di mana anda memerlukan kelajuan, kawalan kos, dan ketebalan yang tepat—contohnya bar bas, penyambung, atau kemasan hiasan. Ia sesuai untuk bahagian keluli yang rata atau berbentuk ringkas, selagi anda dapat memastikan sentuhan elektrik yang baik dan persediaan yang teliti. Sebaliknya, penyaduran tembaga tanpa elektrolit sangat berkesan apabila menangani geometri rumit, lekuk dalam, atau laluan dalaman—seperti dalam PCB atau komponen mekanikal kompleks—di mana keseragaman adalah kritikal dan bekalan kuasa tidak praktikal. Walaupun lebih perlahan dan lebih sensitif terhadap kimia larutan, ia memberikan liputan dan lekatan yang tiada tandingan untuk bentuk-bentuk sukar.
Alternatif kepada Penyaduran untuk Kes-Kes Khusus
Untuk keperluan skala perindustrianatau apabila anda memerlukan ikatan metalurgimetode mekanikal seperti pelapisan atau ikatan gulung digunakan, tetapi ini tidak praktikal untuk kebanyakan kedai atau DIYers. Tembaga perpindahan (pencelupan) kadangkala digunakan sebagai langkah pra-aktif sebelum proses galvanisasi tembaga sebenar atau proses tanpa elektro, tetapi tidak disyorkan untuk kemasan tahan lama dan melekat pada keluli.
Cara Cepat: Sesuaikan Kaedah Anda dengan Projek Anda
- Mencatatkan butiran bahagian: geometri, jenis keluli, toleransi yang diperlukan, dan keperluan penyamaran
- Tentukan ketebalan tembaga sasaran anda dan keperluan pelekat
- Pilih kaedah anda:
- Pengelasan elektrolitik (pengelasan elektroli tembaga): Terbaik untuk kelajuan, kos, dan ketebalan yang boleh dikawal; memerlukan bekalan kuasa dan persediaan
- Pemasangan tembaga tanpa elektro: Terbaik untuk keseragaman pada bentuk kompleks atau dalaman; lebih perlahan, bergantung kepada kimia
- Tembaga perpindahan/pencelupan: Hanya gunakan sebagai pra-aktifkan jika diperlukan oleh proses yang telah terbukti
- Ikatan mekanikal/metalurgi: Industri, bukan DIY
Petua Praktikal: Nasihat Forum berbanding Amalan Piawaian
Sentiasa utamakan pembersihan minyak secara menyeluruh dan pengaktifan permukaan berbanding jalan pintas seperti persediaan hanya menggunakan cuka. Walaupun terdapat nasihat DIY dalam talian yang mencadangkan penyelesaian ringkas, mengabaikan langkah pembersihan profesional akan menyebabkan lekatan yang lemah dan pengelupasan.
-
Senarai Semak: Apa yang Perlu Dikumpulkan daripada Lukisan Komponen Sebelum Penyaduran
- Geometri komponen (mudah, kompleks, rongga dalaman?)
- Jenis keluli asas dan sebarang rawatan terdahulu
- Toleransi kritikal dan permukaan yang perlu ditutup
- Ketebalan lapisan kuprum yang diperlukan
- Kelas lekatan atau ketahanan yang diperlukan
Dengan mengklarifikasi matlamat anda dan mengumpul data yang tepat dari awal, anda akan memilih proses penyaduran tembaga pada keluli yang memberikan prestasi dan kebolehpercayaan yang diperlukan—tanpa risiko pengelupasan atau lekatan yang lemah.
Langkah 2: Sediakan Permukaan Keluli untuk Penyaduran Tembaga yang Sempurna
Perkara Asas Penyediaan Permukaan untuk Keluli
Pernah tertanya-tanya mengapa sesetengah komponen keluli bersadur tembaga mengelupas atau berkeping-keping sementara yang lain tahan selama bertahun-tahun? Jawapannya hampir sentiasa berkaitan dengan penyediaan permukaan. Sama ada anda sedang melakukan penyaduran tembaga di rumah atau mengendalikan bengkel profesional, jalan kepada lekatan yang kuat bermula dengan proses pembersihan dan pengaktifan yang teliti. Mari kita lihat setiap langkah supaya anda dapat mengelakkan kesilapan yang menyebabkan keputusan yang kurang memuaskan dalam penyaduran tembaga diy atau penyaduran industri sekalipun.
Nyahminyak, Nyahoksida, dan Sahkan dengan Ujian Putus Air
- Bersih Kasar: Alihkan semua minyak, kotoran, dan kontaminan. Gunakan detergen berkualiti atau pelarut pembersih yang sesuai. Lakukan dengan teliti—baki yang tertinggal boleh merosakkan keseluruhan proses.
- Persediaan Mekanikal: Jika kekasaran permukaan akhir (RA) membenarkan, gosokkan keluli secara perlahan dengan pad penggosok atau media peledakan. Ini mendedahkan logam baru dan membantu lapisan kuprum melekat dengan lebih berkesan, satu petua penting untuk sesiapa yang sedang belajar cara melapisi keluli dengan kuprum .
- Pembersihan Kimia: Lakukan pembersihan rendaman alkali. Ini bertujuan untuk sebarang sisa organik yang masih tinggal. Bilas dengan teliti di bawah air mengalir untuk menghilangkan semua jejak pembersih dan buih.
- Penyingkiran Karat/Skala: Jika keluli menunjukkan tanda-tanda karat atau skala, gunakan perendaman asid (biasanya asid hidroklorik atau sulfurik yang lemah) untuk menanggalkan oksida. Segera bilas dan nutrawikan untuk mengelakkan karat mendadak.
- Ujian Putus Air: Pegang bahagian tersebut di bawah air mengalir. Jika air membentuk lapisan yang berterusan, permukaan anda sudah bersih. Jika air membentuk titisan atau terputus, ulangi langkah-langkah pembersihan. Ujian ini adalah rakan terbaik anda untuk kedua-dua penyaduran elektro DIY dan kerja profesional.
- Aktivasi: Segera sebelum penyaduran, rendamkan keluli secara ringkas dalam asid untuk menghilangkan sebarang kesan oksida yang tertinggal. Bilas dengan segera dan teruskan ke mandian penyaduran atau mandian penyerangan—masa pada peringkat ini sangat kritikal untuk mencegah pengoksidaan semula.
- Penutupan dan Penggantungan: Gunakan penutupan untuk melindungi kawasan yang tidak perlu disadur. Pasang bahagian tersebut pada gantungan yang memastikan sentuhan elektrik yang kukuh dan tegar serta mengelakkan tepi tajam, yang boleh memusatkan arus dan menyebabkan kerosakan akibat terbakar.
Jangan langkau ujian pemutusan air atau membuat kelewatan antara pengaktifan dan penyaduran. Pemindahan segera ke mandian penyerangan adalah penting untuk pelekatan yang optimum.
Penutupan dan Penggantungan untuk Laluan Arus yang Boleh Dipercayai
Pemasangan topeng dan penyusunan yang betul bukan sahaja untuk estetika—ia penting untuk litupan kuprum yang sekata dan lekatan yang kuat. Bayangkan menyadur satu kelompok komponen hanya untuk mendapati litupan kuprum yang tidak sekata atau kawasan terlepas akibat sentuhan yang kurang baik atau pemasangan topeng yang salah. Dengan memastikan bahan kerja dipasang dengan kukuh dan kawasan yang tidak perlu disadur ditutup, anda memastikan arus mengalir tepat pada kawasan yang diingini, satu keperluan bagi sesiapa sahaja yang meneroka cara menyadur secara elektro aTAU cara menyadur logam dengan kuprum dengan hasil profesional.
-
Kesilapan Lazim (dan Petua Pakar):
- Terlalu lama merendam dalam asid: Rendaman ringkas adalah yang terbaik—pendedahan yang terlalu lama boleh membuat permukaan menjadi kasar dan melemahkan lekatan.
- Menyentuh komponen yang telah dibersihkan dengan tangan kosong: Sentiasa gunakan sarung tangan selepas pembersihan akhir untuk mengelakkan pencemaran semula.
- Mengabaikan ujian jeda air: Ujian ringkas ini boleh menjimatkan berjam-jam kerja ulang.
- Terburu-buru antara pengaktifan dan penyaduran: Walaupun hanya sekelip mata, kelewatan boleh membenarkan oksida terbentuk semula, terutamanya dalam persekitaran lembap.
Untuk kedua-dua penyaduran tembaga diy dan pekerjaan perindustrian, mengikuti rutin persediaan permukaan ini melindungi daripada kegagalan lekatan dan menyediakan latar bagi hasil tembaga yang cerah dan tahan lama. Seterusnya, kita akan menerokai cara membina susunan penyaduran elektrik yang stabil untuk memastikan keputusan yang konsisten dari satu proses ke proses lain.
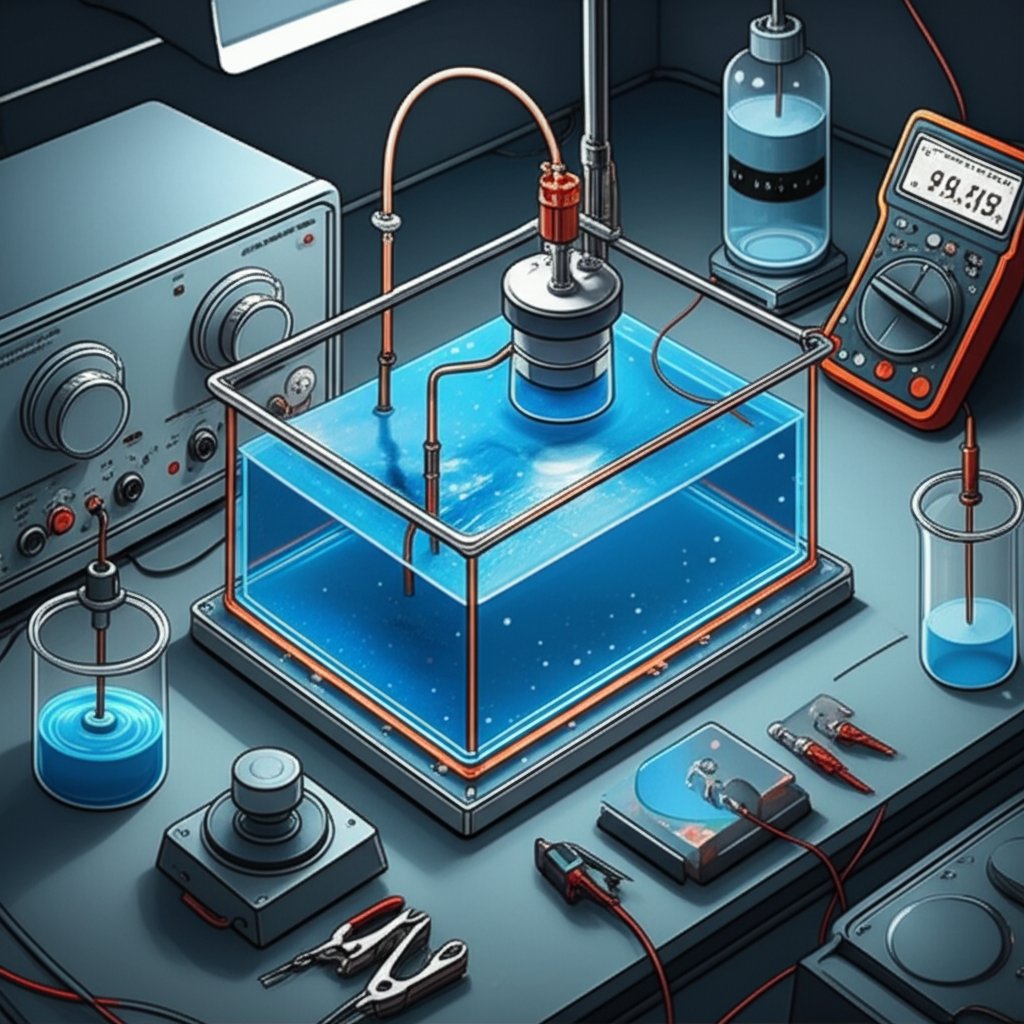
Langkah 3: Bina Susunan Penyaduran Elektrik yang Stabil untuk Keputusan yang Konsisten
Asas Bekalan Kuasa dan Pemawaian
Pernahkah anda mencuba menyadur sebahagian komponen dan berakhir dengan saduran tembaga yang tidak sekata atau keputusan yang tidak dapat diramal? Selalunya, punca utamanya adalah susunan penyaduran elektrik yang tidak boleh dipercayai. Untuk mencapai penyaduran tembaga pada keluli yang berkualiti tinggi dan boleh diulang, anda perlu bermula dengan peralatan dan sambungan penyaduran tembaga yang betul. Anggaplah ini seperti membina asas yang kukuh untuk projek anda—abaikan mana-mana butiran, dan keputusan anda akan terjejas.
- Bekalan Kuasa AT: Voltan dan arus boleh laras, lebih baik jika dilengkapi ammeter binaan. Ini membolehkan anda menetapkan kadar penyaduran dan memantau proses tersebut dengan teliti.
- Bar Tembaga & Pendawaian: Gunakan pendawaian yang bersih dan kukuh untuk mengendalikan arus yang diperlukan. Sambungan yang kurang baik boleh menyebabkan tompok panas atau penyaduran yang tidak sekata.
- Rak/Perkakas: Pastikan perkakas ini memberikan laluan elektrik yang kuat dan konsisten kepada komponen. Rak berputar atau mekanisme pergerakan boleh membantu meratakan pengagihan arus, terutamanya bagi bentuk yang kompleks.
Pemilihan dan Penempatan Anod
Memilih yang betul anoda tembaga dan menempatkannya dengan betul adalah penting untuk mendapatkan enapan yang seragam. Bayangkan anod sebagai sumber ion kuprum yang akan menjadi permukaan baharu anda. Jika anod anda tidak tulen atau ditempatkan secara salah, anda akan perhatikan tompok kasar, ketebalan yang tidak sekata, atau masalah lekatan. Inilah yang paling penting:
- Bahan Anod: Sentiasa gunakan anod kuprum berkualiti tinggi (kuprum berfosfor biasa digunakan untuk penyaduran kuprum pada keluli). Kekotoran dalam anod anda boleh menyebabkan kecacatan dan konduktiviti yang kurang baik.
- Nisbah Anod kepada Katod: Luas permukaan anod kuprum anda harus sekurang-kurangnya sama dengan, atau sedikit lebih besar daripada, luas permukaan bahan kerja anda. Ini membantu menyeimbangkan pengagihan arus dan memastikan enapan yang seragam.
- Jarak dan Penempatan: Letakkan anod secara sekata di sekeliling komponen untuk liputan yang konsisten. Untuk tangki yang lebih besar, beberapa anod mungkin diperlukan. Pembungkusan anod (menggunakan beg penapis) membantu mengelakkan lumpur anod mencemarkan larutan anda.
Tangki, Pengacauan, dan Kawalan Suhu
Sekarang, mari kita bincangkan persekitaran di mana semua tindak balas kimia berlaku. Tangki dan sistem pengacauan anda adalah sama pentingnya seperti bekalan kuasa atau elektrod kuprum . Inilah yang perlu dipertimbangkan:
- Bahan Tangki: Pilih bekas yang sesuai dengan larutan penyaduran anda—polipropilena atau kaca adalah pilihan biasa bagi kebanyakan mandian penyaduran kuprum.
- Pengacauan: Agitasi yang stabil (sama ada udara atau mekanikal) meningkatkan keseragaman pemendapan kuprum dan membantu mencegah kerosakan atau kekasaran. Untuk susunan DIY, pam akuarium ringkas atau pengacau magnetik boleh digunakan; untuk industri peralatan penyaduran kuprum , agitasi mekanikal boleh digunakan.
- Kawalan Suhu: Kebanyakan larutan penyaduran kuprum berprestasi terbaik dalam julat suhu tertentu. Pelat pemanas dengan pengacau magnetik atau pemanas rendam boleh membantu mengekalkan suhu unggul bagi larutan anda.
- Penapisan (Susunan Profesional): Penapisan berterusan mengelakkan zarah daripada memasuki larutan, menghasilkan mendapan yang lebih licin dan bercahaya. Ini adalah keperluan bagi operasi profesional.
Senarai Semak Susunan Penyaduran Anda
| Komponen | Tujuan | Tips |
|---|---|---|
| Bekalan kuasa dc | Mengawal kadar penyaduran | Boleh dilaras, dengan ammeter |
| Anoda tembaga | Sumber ion kuprum | Ketulenan tinggi, dibungkus sekiranya mungkin |
| Wayar Pengalir & Bar Pematerian | Mengalirkan elektrik | Bersih, berat pengukur yang tinggi |
| Tangki | Menampung larutan | Bahan Tidak Reaktif |
| Sistem Pengadukan | Meningkatkan keseragaman mendapan | Pam udara atau pengacau |
| Kawalan Suhu | Mengekalkan prestasi mandian | Pelapik panas atau pemanas rendam |
| Rak/Perlengkapannya | Memegang komponen dengan kukuh | Stabil, sentuhan yang baik |
| Penapisan (Pilihan) | Mengalihkan zarah-zarah kecil | Untuk susunan profesional |
Susunan Pemasangan untuk Kit Penyaduran Elektroplating Kuprum yang Boleh Dipercayai
- Pasang anod kuprum anda di dalam tangki, diletakkan secara sekata di sekeliling benda kerja.
- Kedudukkan bahagian keluli anda dengan kukuh pada rak atau pemegang, memastikan sentuhan elektrik yang kukuh.
- Sambungkan wayar positif dari bekalan kuasa kepada anod, dan wayar negatif kepada bahagian kerja (katod).
- Periksa semula semua sambungan—wayar yang longgar boleh merosakkan keputusan anda.
- Sahkan kekutuban: Bahagian yang hendak disadur mesti bersifat negatif (katod) sebelum anda menghidupkan sistem.
- Mulakan pengacauan dan panaskan larutan kepada suhu yang disyorkan.
- Hidupkan kuasa dan pantau arus serta voltan apabila saduran bermula.
Sentiasa sahkan bahawa katod (bahagian anda) disambungkan kepada terminal negatif sebelum menghidupkan kuasa. Kekutuban songsang tidak akan menyadur kuprum dan mungkin merosakkan set saduran kuprum atau bahan kerja anda.
Sama ada anda menggunakan set penyaduran elektrokuprum di rumah atau memasang peralatan penyaduran kuprum industri , perhatian terhadap butiran ini memastikan enapan kuprum yang licin dan konsisten setiap kali. Sedia untuk ke langkah seterusnya? Seterusnya, kita akan meneroka cara menyediakan dan mengekalkan larutan penyaduran kuprum anda untuk prestasi yang optimum.
Langkah 4: Sediakan dan Kawal Larutan Penyaduran Kuprum untuk Keluli
Memilih Penyelesaian Lapisan Kuprum untuk Keluli
Pernahkah anda mencampurkan larutan plating hanya untuk melihat lapisan kuprum yang kusam dan tidak sekata—atau lebih teruk, terkopek selepas beberapa hari bekerja? Rahsia kejayaan penyelesaian pelapisan kuprum terletak pada pemilihan kimia yang betul dan sentiasa mengawalnya, terutamanya apabila digunakan pada keluli. Mari kita lihat aspek-aspek paling penting supaya anda dapat mengelakkan kesilapan biasa dan mencapai lapisan kuprum yang kukuh dan berkilat.
Untuk kebanyakan aplikasi, satu larutan kuprum sulfat untuk penyaduran elektrik adalah piawaian industri. Ia digemari kerana kesederhanaan, kos rendah, dan kekonduksian tinggi. Mandian kuprum sulfat berasid, khususnya, banyak digunakan untuk penyaduran elektro kuprum hiasan dan berfungsi pada keluli. Namun, kerana keluli mudah mengalami litupan kuprum perendaman (lapisan yang lemah dan tidak melekat), penyaduran langsung daripada mandian asid tidak digalakkan tanpa terlebih dahulu mengaplikasikan lapisan kilat atau pengaktifan yang sesuai. Penyelesaian berasaskan sianida kadangkala digunakan untuk lapisan kilat tetapi sebaiknya dielakkan atas sebab keselamatan dan alam sekitar kecuali jika anda mempunyai kawalan yang sesuai.
- Pilih Jenis Mandian Anda: Bagi kebanyakan pengguna, mandian kuprum sulfat adalah elektrolit kuprum utama. Bengkel profesional juga mungkin menggunakan mandian fluoborat atau pirofosfat untuk aplikasi khas, tetapi sulfat adalah yang paling mudah diperolehi dan paling mudah dikawal [sumber] .
- Campur Mengikut Arahan: Sentiasa ikuti arahan pembekal untuk penyelesaian galvanisasi tembaga yang anda pilih. Saring mandi sebelum digunakan untuk membuang zarah yang boleh menyebabkan kasar.
- Kawalan pH dan suhu: Kebanyakan tembaga sulfat untuk mandi galvanisasi berfungsi dengan baik pada pH berasid (biasanya 0.81.2 untuk mandi sulfat asid) dan suhu sederhana. Mengekalkan ini dalam julat yang disyorkan oleh pembekal memastikan hasil yang konsisten dan meminimumkan kecacatan.
- Log Semua Penambahan dan Penyesuaian: Simpan catatan setiap tambahan, penyesuaian, dan ukuran mandi. Kebiasaan ini menjadikan penyelesaian masalah dan hasil yang konsisten lebih mudah.
- Penapis dan Simpan: Penapisan berterusan sangat sesuai untuk operasi profesional. Bagi peminat, penapisan berkala dan pencucian bahagian dengan teliti sebelum rendam membantu menjaga mandi bersih.
Perpustakaan resipi:
- Hobbyist Low Cost Bath: Gunakan larutan sulfat tembaga asas untuk galvanisasi, dicampur dengan air sulfurik dan asid sulfurik. Memantau kejernihan dan warna; gantikan penyelesaian jika menjadi berawan atau tercemar.
- Kit-Based Pembekal mandi: Penyelesaian galvanoplastik tembaga yang telah dibungkus terlebih dahulu sering termasuk ejen pemutih dan pencerahan. Ikuti arahan kit untuk mencampurkan dan penyelenggaraan. Kit direka untuk kemudahan tetapi masih memerlukan pemeriksaan pH dan pencemaran secara berkala.
- Mandi kedai profesional: Persediaan profesional menggunakan sulfat tembaga berkhasiat tinggi, asid sulfurik, dan satu suite bahan tambahan (pencerahan, leveler, ejen melembutkan) untuk kecerahan dan kelancaran maksimum. Mandi ini disaring secara berterusan dan dipantau dengan analisis kimia secara berkala.
Pemanas, Pengimbang, dan Agen Memacuh
Bayangkan aditif sebagai pemutar halus bagi larutan penyaduran elektro kuprum anda. Pencerah memperhalus struktur bijih kuprum, memberikan hasil akhir seperti cermin. Pelaras membantu meratakan enapan, terutamanya pada kawasan ketumpatan arus tinggi, manakala ejen pembasahan mengurangkan tegangan permukaan, memastikan larutan melapisi semua lekuk dan tepi secara sekata [Rujukan] .
- Pencerah: Ditambah dalam dos kecil, sebatian organik ini menjadikan enapan kuprum lebih licin dan berkilat. Penggunaan berlebihan boleh menyebabkan kegetasan atau lorekan.
- Pelaras: Membantu mengawal ketebalan dan mengurangkan pembakaran tepi. Sangat berguna untuk geometri kompleks atau komponen nisbah aspek tinggi.
- Ejen Pembasahan: Memastikan larutan sampai ke setiap sudut dan celah. Penting untuk penyaduran seragam pada komponen keluli yang rumit.
Sentiasa tambah bahan-bahan ini mengikut cadangan pembekal. Terlalu banyak atau terlalu sedikit boleh menyebabkan kekusaman, kekasaran, atau enapan tidak sekata.
Semakan Kesihatan Larutan Ringkas
Bagaimanakah anda tahu apabila larutan penyaduran kuprum anda perlu diberi perhatian? Anda akan perasan perubahan dari segi rupa, kualiti deposit, atau kelakuan elektrik. Berikut adalah tanda-tanda amaran yang paling biasa:
- Gelembung berlebihan atau gelembung yang tidak biasa di permukaan tangki
- Pergeseran warna (keruh, kehijauan, atau tolok keperangan)
- Voltan meningkat diperlukan untuk mengekalkan arus yang sama
- Deposit yang kasar atau pudar pada sampel ujian
- Kekerapan kecacatan meningkat (terbakar, pengorekan, lekatan yang lemah)
Uji secara berkala larutan anda dengan sel Hull atau dengan menyadur sekeping kecil keluli. Jika anda mengesan masalah, semak kemungkinan pencemaran (minyak, bendasing logam), anjakan pH, atau kehabisan bahan tambah. Bengkel profesional mungkin menjalankan analisis kimia, tetapi walaupun penggemar boleh menyimpan rekod prestasi larutan dari semasa ke semasa.
Dengan mengekalkan larutan kuprum sulfat untuk penyaduran elektrik yang bersih, seimbang, dan terdokumentasi dengan baik, anda akan memastikan pemendapan kuprum yang sempurna pada keluli. Seterusnya, kami akan membincangkan cara mengaktifkan keluli anda dan mengaplikasikan lapisan pendahuluan untuk memastikan kelekatannya dan mencegah pengelupasan.
Langkah 5: Aktifkan Keluli dan Gunakan Lapisan Pendahuluan Kuprum untuk Kelekatan Tahan Lama
Mengapa Lapisan Pendahuluan Penting pada Keluli
Pernah tertanya-tanya mengapa sesetengah komponen keluli bersalut kuprum mengelupas atau melepuh, walaupun telah disediakan dengan teliti? Jawapannya sering tersembunyi pada lapisan pertama: lapisan pendahuluan. Keluli, tidak seperti kuprum atau loyang, sangat mudah terdedah kepada pemendapan perendaman—suatu proses di mana ion kuprum mendapan secara spontan dan membentuk lapisan yang lemah serta tidak melekat. Oleh itu, langkah khusus menggunakan lapisan pendahuluan adalah penting. Tanpanya, keluli bersalut kuprum yang cantik boleh mengalami delaminasi atau gagal di bawah tekanan, terutamanya jika anda bertujuan untuk mendapatkan hasil akhir keluli bersalut kuprum yang tahan lama atau keluli dengan lapisan bawah kuprum yang berfungsi.
Turutan Pengaktifan yang Mengurangkan Pencemaran Besi
Sebelum anda memakai sebarang tembaga, permukaan keluli mesti bebas daripada oksida dan kontaminan. Kedengaran rumit? Sebenarnya ia hanya soal masa dan urutan. Begini cara untuk melakukannya dengan betul setiap kali:
- Bilasan Akhir: Selepas pembersihan, bilas keluli dengan teliti untuk menghilangkan semua sisa pembersih dan kotoran.
-
Aktivasi Asid: Rendam bahagian yang baru dibilas ke dalam asid ringan (seperti asid sulfurik cair atau asid hidroklorik) selama beberapa saat sahaja—biasanya 15–60 saat. Langkah ini menghilangkan sebarang sisa oksida yang masih ada.
Petua: Bekerja dengan cepat dan bilas serta-merta selepas aktivasi untuk mengelakkan karat mendadak. - Pemindahan Segera: Tanpa membiarkan bahagian itu kering atau dibiarkan, alihkannya terus (dalam keadaan basah) ke dalam mandian tembaga pendahuluan. Ini mengelakkan pembentukan oksida baharu dan mengekalkan permukaan yang bersedia untuk melekat.
Dari Mandian Pendahuluan ke Mandian Penyusunan Tanpa Kehilangan Kebersihan
Kini tiba langkah kritikal: lapisan tembaga awal. Berbeza dengan mandian tembaga utama, lapisan awal dirumuskan untuk enapan yang perlahan dan terkawal. Fungsinya adalah membentuk lapisan tembaga nipis yang melekat rapat pada keluli, menyediakan asas bagi lapisan tembaga yang lebih tebal dan lebih berkilat seterusnya. Mari kita ikuti urutan berikut:
- Mandian Lapisan Awal: Letakkan keluli yang telah diaktifkan dan basah ke dalam mandian lapisan awal. Bagi substrat keluli, lapisan awal berasaskan sianida adalah tradisional, tetapi lapisan awal berasid atau pirofosfat juga boleh digunakan dengan kimia yang sesuai. Mandian lapisan awal beroperasi pada kepekatan tembaga rendah dan kompleksan tinggi (seperti sianida) untuk memperlahankan enapan dan mengelakkan enapan tembaga secara rendaman. Ketumpatan arus lapisan awal yang biasa ialah 10–30 ASF (amper per kaki persegi), dengan suhu mandian biasanya berada dalam julat 120–145°F. Proses penyaduran hanya perlu dilakukan beberapa minit sahaja—cukup untuk membentuk lapisan tembaga nipis yang berterusan.
- Bilas dengan Teliti: Selepas lapisan awal, bilas bahagian tersebut dengan bersih untuk menghilangkan sebarang larutan lapisan awal yang tertinggal.
- Beralih ke Mandian Utama: Alihkan bahagian—sekali lagi, sementara masih basah—ke dalam tangki penyaduran kuprum utama. Langkah ini harus dilakukan dengan cepat untuk mengelakkan pengoksidaan semula atau pencemaran.
Lapisan kuprum pendek yang betul akan membentuk lapisan nipis yang melekat yang menghalang perendaman kuprum dan hampir sepenuhnya mengelakkan gelembung atau pengelupasan pada keluli. Mengabaikan atau tergesa-gesa dalam langkah ini merupakan salah satu punca utama kegagalan keluli bersalut kuprum.
Masa dan Pengesahan: Jangan Biarkan Oksida Masuk Secara Senyap
- Jaga Selang Singkat: Minimumkan masa antara pengaktifan, lapisan pendek, dan tangki penyaduran. Jika berlaku kelewatan, pertimbangkan untuk mengaktifkan semula bahagian tersebut bagi memastikan permukaan yang segar dan bebas oksida.
- Sahkan Kemelekatannya: Selepas lapisan pendek, jalankan ujian tarik pita dengan cepat pada kawasan yang tidak kritikal. Jika lapisan kuprum terkelupas, semak semula langkah pembersihan dan pengaktifan sebelum meneruskan ke ketebalan penuh. Ujian tarik pita dan ujian lentur piawaian industri adalah kaedah yang boleh dipercayai untuk memeriksa kemelekatannya pada keluli bersalut kuprum.
Ringkasan: Kunci Kemelekatannya untuk Keluli Bersalut Kuprum yang Sempurna
Dengan mengikuti urutan pengaktifan dan pemukulan ini, anda akan mencipta asas yang kukuh untuk sebarang projek keluli bersalut tembaga—sama ada anda menginginkan penampilan keluli bersalut tembaga yang hiasan atau keluli berprestasi tinggi dengan lapisan bawah tembaga. Seterusnya, kami akan membimbing anda melalui kawalan enapan tembaga untuk mencapai ketebalan dan siap yang diingini dengan yakin.
Langkah 6: Lapis hingga Ketebalan Sasaran dengan Kawalan dan Konsistensi
Menetapkan Ketumpatan Arus dan Masa Penyaduran
Sedia untuk berpindah daripada persediaan kepada hasil saduran tembaga yang sempurna? Kini tiba masa di mana perancangan teliti bertemu dengan kawalan dalam dunia sebenar. Mendapatkan enapan tembaga yang betul pada keluli bukan sahaja tentang menghidupkan kuasa—tetapi tentang menala setiap pembolehubah untuk keputusan yang konsisten dan berkualiti tinggi. Kelihatan rumit? Mari kita pecahkan supaya anda dapat menguasai prosedur penyaduran tembaga sama ada anda bekerja di bengkel atau menerokai cara menyadur tembaga di rumah.
- Kira Luas Permukaan: Mulakan dengan mengukur atau menganggarkan jumlah luas permukaan bahagian anda secara tepat. Ini adalah penting untuk menetapkan arus yang betul. Sebagai contoh, jika anda menyadur beberapa kelengkapan, jumlahkan luas setiap bahagian pada rak tersebut.
- Tetapkan Ketumpatan Arus: Rujuk kepada kertas data teknikal mandian tembaga anda untuk ketumpatan arus yang disyorkan—biasanya diberikan dalam ampere per inci persegi (ASI) atau per kaki persegi (ASF). Darabkan luas permukaan dengan ketumpatan arus sasaran untuk menetapkan penerus anda. Sebagai contoh, 100 inci persegi pada 0.2 ASI bermaksud 20 ampere.
- Naikkan Perlahan-lahan: Jangan hidupkan kuasa secara serta-merta. Mulakan pada hujung bawah julat arus dan tingkatkan secara beransur-ansur. Ini mengelakkan pembakaran tepi dan membantu lapisan tembaga terbentuk secara sekata, terutamanya pada sudut tajam atau kawasan yang ditutup.
- Pantau dan Laras: Perhatikan ammeter dan voltmeter anda. Catatkan titik tetapan dan sebarang pelarasan anda. Jika anda perhatikan voltan meningkat pada arus yang sama, ia mungkin menunjukkan pencemaran mandian atau sentuhan yang kurang baik—hentikan dan siasat.
- Rancang untuk Ketebalan: Jika pembekal anda menyediakan kadar enapan kuprum (contoh: mil/jam pada arus tertentu), gunakan proses penyaduran elektrokimia pengiraan matematik untuk mengira masa penyaduran anda. Jika tidak, sadur secara sela, hentikan untuk memeriksa ketebalan dan pelekat pada kupon ujian.
Pengacauan dan Pengurusan Geometri
Pernahkah anda melihat lorekan, tompok nipis, atau kekusaman selepas penyaduran elektro kuprum ? Sering kali, punca utamanya adalah pengacauan yang lemah atau komponen statik. Pengacauan adalah wira yang kurang dikenali dalam elektrolisis cu —ia mengekalkan aliran ion logam dan memastikan setiap permukaan, termasuk ceruk yang dalam sekalipun, mendapat lapisan yang sekata.
- Pilih Pengacauan Anda: Untuk kebanyakan susunan, penggelembungan udara atau kacauan mekanikal berfungsi dengan baik. Untuk geometri yang kompleks, pertimbangkan untuk menggerakkan (memutar atau berayun) bahagian itu sendiri di dalam mandian.
- Mengapa ia penting: Goncangan mengelakkan kehabisan ion logam di katod, mengurangkan pengelupasan, dan membantu melepaskan gelembung hidrogen dari permukaan. Ia juga menyekatakan suhu, yang penting untuk kekonsistenan plating Tembaga penyelesaian.
- Pro Tip: Jika anda perhatikan kawasan yang malap atau berjalur, tingkatkan goncangan—ini kerap meningkatkan kecerahan dan kuasa taburan, terutamanya pada komponen keluli yang rumit.
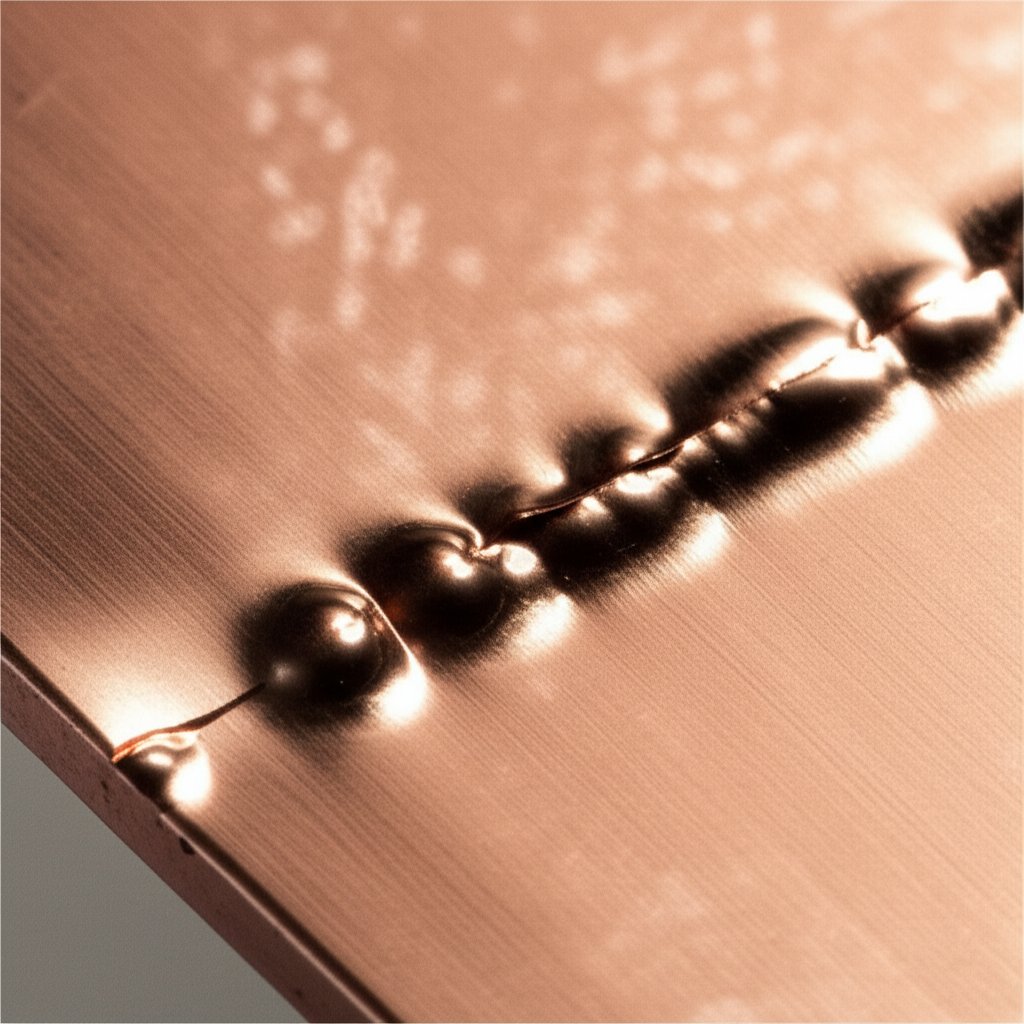
Petunjuk Visual dan Kawalan Semasa Proses
Bagaimana anda tahu elektrolapisan adakah proses berjalan lancar? Petunjuk visual adalah rakan terbaik anda:
Kuprum merah jambu salmon yang seragam menandakan pemendapan kuprum yang sihat. Tepi yang gelap dan berbentuk serbuk menunjukkan pembakaran—kurangkan arus atau tingkatkan goncangan. Kekaburan biasanya menandakan pengawet cerah yang rendah atau ketumpatan arus yang tidak mencukupi.
- Periksa Semasa Proses: Jeda proses untuk memeriksa keseragaman, kecerahan, dan lekatan. Uji dengan tarikan pita pelekat atau goresan pada kawasan yang tidak kritikal jika perlu.
- Bilas Antara Langkah: Sentiasa bilas bahagian di antara langkah strike, build, dan sebarang langkah perantaraan. Ini mengurangkan seretan dan mengekalkan kebersihan mandian.
- Dokumentasikan segala-galanya: Rekodkan arus, voltan, suhu mandian, kaedah pengacauan, dan masa penyaduran untuk setiap proses. Catatan ini membantu anda menyelesaikan masalah dan mengulangi kejayaan.
Langkah demi Langkah: Prosedur Penyaduran Kuprum Terkawal
- Hidupkan rektifier pada arus yang dikira untuk keluasan permukaan anda.
- Tingkatkan secara perlahan, sambil memantau tanda-tanda pembakaran tepi atau warna deposit yang tidak biasa.
- Kekalkan pengacauan yang stabil—lakukan penyesuaian mengikut geometri bahagian.
- Pantau voltan dan arus; buat penyesuaian jika anda melihat tanda-tanda kekasaran, kekusaman, atau pembakaran.
- Lakukan penyaduran hingga ketebalan yang dikira atau sasaran, hentikan sebentar untuk pemeriksaan jika perlu.
- Bilas dan keringkan bahagian, kemudian periksa kemasan, liputan, dan kualiti lekatan.
Dengan menguasai teknik kawalan arus, pengacauan, dan pemeriksaan visual, anda akan mencapai deposit kuprum yang boleh dipercayai dan berkualiti tinggi pada keluli—sama ada anda mengendalikan bengkel berskala penuh atau memperhalusi cara menyadur tembaga di garaj anda. Seterusnya, kami akan menangani penyelesaian masalah: cara mendiagnosis dan membaiki dengan cepat kecacatan penyaduran kuprum sebelum ia menjadi kerja semula yang mahal.
Langkah 7: Menyelesaikan Kecacatan dalam Penyaduran Kuprum pada Keluli dengan Matriks yang Jelas
Diagnosis Cepat Kecacatan pada Kuprum yang Disadur pada Keluli
Pernahkah anda selesai menjalankan penyaduran kuprum, hanya untuk melihat tompok-tompok pudar, gelembung atau kekasaran pada komponen keluli anda? Anda tidak keseorangan. Walaupun dengan penyelesaian penyaduran elektrik yang terbaik penyelesaian penyaduran elektrik , kecacatan boleh muncul—sering kali apabila anda paling tidak menjangkanya. Berita baiknya? Kebanyakan masalah mengikuti corak yang jelas, dan dengan matriks penyelesaian masalah yang praktikal, anda boleh mendiagnosis dan membaikinya dengan cepat, menjimatkan masa dan mengurangkan frustasi.
Matriks Kecacatan: Gejala, Punca, Ujian, dan Penyelesaian
| Gejala | Punca yang Kemungkinan | Ujian untuk Pengesahan | Tindakan Pembetulan |
|---|---|---|---|
| Endapan Pudar | Ketumpatan arus rendah, bahan pencerah habis, pengacauan kurang baik | Uji sel Hull atau platkan kupon kecil; periksa pengacauan | Tingkatkan arus, tambah bahan pencerah mengikut pembekal, tingkatkan pengacauan |
| Pembakaran/Penghitaman Tepi | Ketumpatan arus terlalu tinggi, tepi tajam | Kurangkan arus pada pusingan seterusnya; periksa sudut yang tajam | Kurangkan arus/naikkan perlahan-lahan, gunakan pencuri/perisai, bulatkan tepi |
| Kakisan Lubang (Pitting) | Zarah dalam mandian, jeratan gas, penapisan yang kurang baik | Periksa penapis, perhatikan kejernihan mandian, periksa gelembung udara | Tapis mandian, gosok dengan lembut, tambah ejen pembasahan |
| Gelembung/Kuping | Persiapan kurang baik, tiada lekatan, pencemaran permukaan | Ujian tarik pita pada kawasan yang terjejas | Bersihkan semula, pastikan lekatan serta-merta selepas pengaktifan, ulangi persediaan permukaan |
| Kasar | Lumpur anod, pencemaran larutan | Periksa beg anod, semak serpihan dalam larutan | Ganti/bersihkan beg anod, tapis larutan |
| Pencemaran warna | Pencemaran, pH tidak betul, ketidakseimbangan bahan tambahan | Analisis larutan (pH, pencemar) | Laraskan kimia mengikut pembekal, ganti atau rawat larutan |
Sahkan dengan Ujian Kedai Mudah
Bayangkan anda baru sahaja mengeluarkan satu kelompok bahagian tembaga elektroplating daripada tangki dan mendapati keputusan yang tidak dijangka. Daripada hanya meneka, jalankan ujian-ujian mudah berikut:
- Ujian Hull Cell: Lakukan penyaduran pada sampel kecil pada ketumpatan arus yang berbeza untuk mengesan isu seperti kekusaman atau terbakar.
- Ujian Tarik Pita: Lekatkan dan tarik pita pada kawasan yang tidak kritikal untuk memeriksa lekatan—gelembung atau pengelupasan bermakna sudah tiba masanya untuk mengkaji semula langkah persediaan dan dasar awal.
- Pemeriksaan Visual: Cari tanda-tanda lubang kecil, kekasaran, atau perubahan warna. Ini biasanya menunjukkan pencemaran larutan atau masalah agitasi.
- semakan pH/Konduktiviti: Gunakan jalur ujian atau meter untuk mengesahkan penyelesaian penyaduran elektrik berada dalam julat sasaran.
Ingat, suhu persamaan elektroplating (yang menghubungkan arus, masa, dan ketebalan deposit) hanya seboleh percaya seperti kawalan proses anda. Jika susunan anda menyimpang daripada nilai sasaran, kecacatan boleh berlaku—walaupun anda mengikuti pengiraan yang betul.
Tindakan Pembetulan yang Berkesan
- Berhenti dan Dokumen: Hentikan pengeluaran. Rekodkan semua tetapan, parameter larutan, dan gejala yang diperhatikan.
- Asingkan Pemboleh Ubah: Ubah satu faktor pada satu masa—arus, pengacauan, kimia—supaya anda boleh mengenal pasti punca sebenar.
- Uji dan Laraskan: Lakukan ujian pada bahan kecil selepas setiap pelarasan. Jangan tingkatkan skala sehingga kecacatan diselesaikan.
- Kekalkan Log: Simpan log penyelesaian masalah bagi setiap kitaran. Corak dalam voltan, arus, atau tingkah laku larutan sering mendedahkan sumber masalah yang berulang.
Elakkan pada masa hadapan: Tapis larutan mandian secara berkala, bilas komponen dengan teliti di antara setiap langkah, dan catat setiap pelarasan. Amalan ini adalah benteng terbaik anda terhadap kecacatan berulang dalam penyaduran tembaga pada keluli.
-
Senarai Semak untuk Pencegahan:
- Tukar atau bersihkan penapis sebagai sebahagian daripada penyelenggaraan rutin
- Bilas dua kali komponen selepas setiap langkah proses
- Catat semua arus, voltan, dan perubahan larutan mandian—pantau apa yang berkesan
- Periksa beg anod secara berkala dan gantikan jika perlu
- Jalankan ujian sel Hull secara berkala untuk memantau kesihatan larutan mandian
Dengan mengambil pendekatan penyelesaian masalah secara mendiagnosis dahulu dan menggunakan persamaan elektroplating untuk mengesahkan parameter proses, anda akan meminimumkan masa hentian dan memastikan setiap tembaga elektroplating lapisan akhir memenuhi piawaian kualiti anda. Seterusnya, kita akan fokus pada keselamatan dan pengendalian sisa secara bertanggungjawab untuk mengekalkan operasi penyaduran yang bersih dan mematuhi peraturan.
Langkah 8: Amalkan Keselamatan dan Urus Sisa dengan Bertanggungjawab dalam Penyaduran Tembaga pada Keluli
Peralatan Perlindungan Diri dan Amalan Makmal
Apabila anda bekerja dengan bahan kimia penyaduran dan menguruskan satu larutan tembaga , keselamatan bukan sekadar senarai semak—ia adalah asas kepada penyaduran yang selamat . Bayangkan secara tidak sengaja percikan asid atau kuprum sulfat semasa menyediakan larutan anda. Adakah anda dilindungi? Peralatan dan amalan yang betul membuatkan semua perbezaan.
- Pakai cermin mata keselamatan atau gogal: Sentiasa lindungi mata anda daripada percikan dan wap. Preskripsi kacamata Keselamatan atau gogal penutup penuh adalah yang terbaik untuk perlindungan percikan dan boleh menahan kebanyakan bahan kimia penyaduran.
- Sarung tangan rintang bahan kimia: Sarung tangan nitril, neoprena, atau PVC memberikan penghalang terhadap asid, bes, dan garam logam.
- Apron atau kote makmal: Melindungi pakaian dan kulit daripada titisan atau tumpahan.
- Pengudaraan: Bekerja di kawasan yang mempunyai pengudaraan baik atau gunakan kotak wasap untuk mengelakkan menghirup wap dari larutan tembaga atau bahan kimia lain.
Amalan makmal yang baik melampaui PPE. Label setiap bekas, kekalkan kawasan kerja yang teratur, dan jangan makan atau minum di kawasan penyaduran. Anda akan perhatikan bahawa amalan yang konsisten tidak sahaja melindungi anda tetapi juga menghasilkan keputusan yang lebih bersih dan selamat.
Kimia yang Lebih Selamat dan Pengendalian yang Teliti
- Sentiasa utamakan bebas sianida bahan kimia penyaduran untuk penyaduran yang selamat —ia kurang berbahaya dan lebih mudah dikendalikan untuk bengkel kecil atau susunan DIY.
- Apabila mencampurkan asid atau bes, sentiasa tambah asid ke dalam air, jangan sebaliknya. Ini mengurangkan risiko tindak balas yang ganas.
- Simpan bahan kimia dalam bekas yang serasi dan dilabel dengan jelas. Lacak tarikh luput dan nombor kelompok bagi semua reagen.
- Jangan sekali-kali mencampur bahan kimia yang tidak diketahui, dan sediakan kit tumpahan. Jika berlaku tumpahan, kandungkannya serta-merta dan gunakan agen peneutral seperti yang disyorkan dalam LHDN (Lembar Data Keselamatan) pembekal anda.
- Periksa secara berkala peralatan elektrik dan kabel untuk mengelakkan renjatan atau litar pintas, terutamanya dalam persekitaran lembap di mana elektrolisis kuprum berlaku.
Asas Pemisahan dan Peneutralan Sisa
- Pisahkan air bilas yang mengandungi kuprum dan larutan larutan tembaga yang telah digunakan dari sisa am. Larutan ini kerap mengandungi logam terlarut dan boleh membahayakan kesihatan dan alam sekitar.
- Jangan sesekali menuangkan sisa penyaduran ke dalam longkang, tong sampah, atau ke atas tanah. Sebagai gantinya, kumpulkan dan simpan untuk pembuangan yang betul.
- Untuk peneutralan atau rawatan, rujuk pihak berkuasa sisa berbahaya tempatan atau pengendali sisa yang berlesen. Peraturan boleh berbeza-beza mengikut lokasi, dan pembuangan yang tidak betul boleh membawa kepada denda atau kerosakan alam sekitar.
- Simpan semua sisa dalam bekas bertutup yang serasi, dan label dengan jelas kandungan serta maklumat bahaya.
Memandangkan peraturan pembuangan berbeza mengikut kawasan, sentiasa rujuk pihak berkuasa tempatan atau pengendali sisa yang disahkan sebelum membuang sisa penyaduran tembaga. Pengendalian yang bertanggungjawab melindungi anda dan alam sekitar. [Rujukan]
Ringkasan: Penyaduran Selamat Adalah Penyaduran Pintar
Dengan mengutamakan penggunaan cermin mata keselamatan, sarung tangan, dan pengudaraan yang sesuai, anda mengurangkan risiko pada setiap langkah proses penyaduran tembaga pada keluli pengendalian bahan secara teliti bahan kimia penyaduran dan pengurusan sisa yang bertanggungjawab bukan sahaja keperluan undang-undang—malahan penting untuk bengkel yang bersih, mematuhi peraturan, dan mampan. Apabila anda selesai menjalankan penyaduran, ingatlah: amalan selamat hari ini meletakkan asas bagi keputusan yang lebih baik dan kurang masalah pada masa depan. Seterusnya, kami akan tunjukkan cara mengesahkan hasil saduran kuprum anda dan mendokumentasikan proses tersebut untuk penambahbaikan berterusan.

Langkah 9: Sahkan Kualiti, Dokumentasikan Proses, dan Berkongsi Strategi dengan Bijak
Mengukur Ketebalan Saduran Kuprum dan Mengesahkan Lekatan
Bagaimana anda tahu hasil akhir kuprum pada keluli benar-benar memenuhi spesifikasi? Ia bukan sekadar soal rupa—pengukuran yang boleh dipercayai dan pemeriksaan lekatan adalah sangat penting, terutamanya untuk komponen kritikal keselamatan atau bernilai tinggi. Bayangkan melabur berjam-jam untuk menyadur hasil akhir logam kuprum hanya untuk mendapati lapisan tersebut terlalu nipis atau terkopek di bawah tekanan. Mari kita ikuti langkah-langkah praktikal untuk mengesahkan kerja anda, sama ada anda menyadur di rumah atau menguruskan operasi perindustrian.
- Pengukuran Ketebalan: Untuk substrat keluli, tolok tarikan magnet (aruhan magnet) adalah penyelesaian utama. Ia memberikan bacaan yang cepat dan bukan merosakkan apabila asasnya boleh dimagnetkan, seperti keluli. Untuk asas bukan magnet atau lapisan berlapis, tolok arus eddy boleh digunakan. Kedua-dua kaedah ini membantu memastikan kuprum plater memenuhi spesifikasi yang diperlukan tanpa merosakkan komponen. Untuk susunan DIY, anda boleh menganggarkan ketebalan berdasarkan masa penyaduran dan kadar pembekal, tetapi sentiasa sahkan pada kupon ujian jika berkemungkinan. Untuk ketepatan maksimum atau apabila dokumentasi diperlukan, pertimbangkan kaedah fluoresens-X (XRF) atau serakan Beta—kaedah ini merupakan piawaian dalam industri penyaduran logam.
- Ujian Lekatan: Ujian tarik pita pelekat, gores-dan-kupas, atau ujian lentur pada kawasan korban atau bukan kritikal akan dengan cepat mendedahkan sama ada lapisan anda diperbuat daripada tembaga melekat dengan baik. Untuk komponen kritikal misi, tingkatkan kepada keratan rentas makmal atau ujian mekanikal mengikut keperluan.
Bina Log Proses Ringkas untuk Kebolehulangan
Pernah terfikir mengapa satu kelompok keluli bersalut kuprum menjadi sempurna, sedangkan kelompok seterusnya mengalami masalah? Dokumentasi yang konsisten adalah senjata rahsia anda. Dengan merekod setiap pemboleh ubah, anda boleh mengenal pasti corak, menyelesaikan masalah dengan lebih cepat, dan mengoptimumkan hasil akhir kuprum proses dari semasa ke semasa.
| Tarikh | Bahagian | Langkah Penyediaan | Tetapan Lapisan Permulaan | Tetapan Penyepuhan | Tambahan | Pemerhatian | Keputusan |
|---|---|---|---|---|---|---|---|
| 2025-11-12 | Rak Baja | Penyahminyak, rendaman asid | 10 ASF, 3 min | 25 ASF, 45 min | Pencerah, ejen pembasah | Mendapan seragam, tiada kerosakan | Lulus ujian tarikan pita |
| 2025-11-13 | Penyambung | Pembersihan alkali, ujian putus air | 15 ASF, 2 min | 25 ASF, 60 min | Perata | Bakar tepi, tengah kabur | Laras semula arus untuk keluaran seterusnya |
Log proses membantu mengurangkan variasi, menjimatkan kos penyaduran, dan memudahkan penyelesaian masalah. Dengan masa, anda akan membina panduan untuk keluli bersadur tembaga yang sempurna—tanpa perlu teka-teki.
Bilakah Perlu Berkongsi dengan Pakar Berlesen untuk Keluli Bersadur Tembaga
Kedengaran terlalu berat? Jika projek anda melibatkan had ketelusan yang ketat, komponen kritikal keselamatan, atau pengeluaran skala besar, adalah bijak untuk mempertimbangkan bantuan profesional. Walaupun DIY penyaduran logam secara elektro memberi ganjaran untuk prototaip dan kerja-kerja ringkas, tetapi aplikasi kritikal memerlukan kualiti yang boleh dikesan, kawalan proses, dan lelaran pantas.
- Shaoyi menawarkan pemprosesan logam tersuai dari hujung ke hujung, termasuk rawatan permukaan lanjutan dan perakitan. Kualiti mereka yang bersijil IATF 16949 serta pengalaman lebih 15 tahun membolehkan pembuat automobil dan pembekal Tahap 1 bergerak dengan yakin dari prototaip ke pengeluaran. Terokai pelbagai penyelesaian lengkap mereka .
- Pembekal bersijil menyediakan QA berdokumen, log proses, dan akses kepada alat ukur lanjutan seperti XRF dan Beta Backscatter—penting untuk industri di mana setiap mikron kuprum adalah penting.
- Pembaikan luar juga boleh mengurangkan kos keseluruhan dan masa pusingan untuk kerja-kerja kompleks atau berkelantangan tinggi, sambil membebaskan pasukan anda untuk reka bentuk dan kejuruteraan.
Langkah Seterusnya yang Disyorkan untuk Penyaduran Kuprum Berkualiti pada Keluli
- Labur dalam tolok ketebalan yang boleh dipercayai untuk semakan dalaman
- Piawaikan ujian lekatan untuk setiap kelompok
- Simpan log proses terperinci untuk mengenal pasti trend dan mencegah isu berulang
- Untuk komponen kritikal atau berjumlah tinggi, bekerjasama dengan pakar bersijil seperti Shaoyi untuk kawalan proses dan keputusan yang boleh dikesan
Dengan menutup kitaran menggunakan ukuran yang kukuh, dokumentasi, dan apabila perlu, perkongsian pakar, anda akan memastikan setiap komponen keluli bersalut tembaga meninggalkan bengkel anda dengan lapisan logam tembaga yang tahan lama dan konsisten. Kuasai langkah-langkah akhir ini, dan proses penyaduran anda akan seboleh bai seperti keputusan anda.
Penyaduran Tembaga pada Keluli: Soalan Lazim
1. Bolehkah keluli disadur dengan tembaga?
Ya, keluli boleh disadur dengan tembaga menggunakan kaedah seperti penyaduran tembaga elektrolitik atau penyaduran tanpa elektrolit. Kejayaan bergantung kepada persediaan permukaan yang teliti, pengaktifan yang betul, dan penggunaan lapisan kilat untuk memastikan lekatan yang kuat. Proses ini digunakan untuk tujuan fungsian dan hiasan, serta lazim dalam industri yang memerlukan permukaan yang boleh disolder atau konduktif.
2. Apakah kaedah terbaik untuk menyadur keluli dengan tembaga di rumah?
Bagi kebanyakan projek DIY, penyaduran tembaga elektrolit adalah kaedah yang disukai kerana ia menawarkan kawalan terhadap ketebalan dan serasi dengan peralatan asas seperti bekalan kuasa AT dan larutan kuprum sulfat. Pembersihan teliti, pengaktifan permukaan, dan pemindahan segera ke dalam mandian sadur adalah penting untuk mengelakkan pengelupasan. Penyaduran tembaga tanpa elektrolisis boleh digunakan untuk bentuk yang kompleks tetapi memerlukan kawalan kimia yang lebih sensitif.
3. Bagaimanakah anda mencegah penyaduran tembaga daripada terkopek dari keluli?
Untuk mencegah pengelupasan, ikuti rutin persediaan permukaan yang ketat: nyahgris, bersihkan secara mekanikal dan kimia, jalankan ujian putus air, dan gunakan pengaktifan asid ringkas sebelum penyaduran. Sentiasa aplikasikan lapisan kilat tembaga sebelum deposit utama tembaga. Pemindahan segera antara langkah-langkah dan meminimumkan kelewatan adalah kunci untuk mendapatkan lekatan yang tahan lama.
4. Apakah langkah keselamatan yang perlu saya ambil semasa menyadur tembaga pada keluli?
Sentiasa pakai cermin mata keselamatan, sarung tangan rintang bahan kimia, dan pakaian pelindung. Bekerja di kawasan yang mempunyai pengudaraan baik, labelkan semua bahan kimia, dan jangan sekali-kali mencampur bahan yang tidak diketahui. Buang sisa bahan mengandungi kuprum mengikut peraturan tempatan dan simpan semua bahan kimia dalam bekas yang selamat dan serasi. Amalan ini melindungi pengguna dan alam sekitar.
5. Bilakah saya perlu mempertimbangkan menggunakan perkhidmatan profesional untuk penyaduran kuprum pada keluli?
Jika projek anda memerlukan had ketepatan yang ketat, komponen kritikal keselamatan, atau pengeluaran berjumlah tinggi, disyorkan untuk bekerjasama dengan pembekal bersijil seperti Shaoyi. Pakar memberi kawalan proses, jaminan kualiti yang boleh dikesan, pengukuran lanjutan, dan mampu mempercepatkan peralihan dari prototaip ke pengeluaran bagi komponen kompleks atau bahagian automotif.