 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Pemilihan Pengilang Komponen CNC: 9 Faktor Penting yang Sering Dilupakan oleh Kebanyakan Pembeli

Memahami Pembuatan Komponen CNC dan Impaknya terhadap Industri
Pernah terfikir apa yang menjadikan komponen ketepatan moden begitu luar biasa tepat? Jawapannya terletak pada suatu teknologi yang telah mengubah cara pembuatan secara kekal. Apabila anda mencari komponen untuk projek anda, memahami asas cara pengilang komponen CNC beroperasi memberi anda kelebihan besar dalam membuat keputusan yang bijak.
Pemesinan CNC adalah proses pembuatan secara penolakan di mana perisian komputer yang telah diprogram sebelumnya mengawal pergerakan alat dan jentera kilang untuk menghasilkan komponen ketepatan daripada bahan mentah dengan ketepatan yang boleh diulang.
Daripada Pelan Awal hingga Komponen Ketepatan
Jadi, apakah sebenarnya CNC itu? Pada asasnya, maksud CNC merujuk kepada Kawalan Nombor Komputer—suatu kaedah di mana arahan digital mengarahkan alat pemotong dengan ketepatan yang luar biasa. Bayangkan mengambil satu rekabentuk 3D yang kompleks dari skrin komputer anda dan melihatnya berubah menjadi komponen fizikal yang tepat hingga ke seperseribu inci. Itulah yang berlaku setiap hari di kemudahan pemesinan moden.
Proses ini bermula dengan fail CAD (Rekabentuk Dibantu Komputer) yang mengandungi setiap dimensi dan spesifikasi bagi komponen anda. Pelan digital ini kemudian diterjemahkan ke dalam kod-G, iaitu bahasa yang difahami oleh mesin CNC. Setelah diprogramkan, mesin akan melaksanakan setiap lintasan pemotongan dengan ketepatan mekanikal yang tidak dapat diulang secara konsisten oleh tangan manusia.
Revolusi Digital dalam Pembuatan Komponen
Memahami apa itu CNC membantu anda menghargai mengapa teknologi ini menjadi tidak dapat digantikan. Sebelum kawalan komputer, jurutera mesin yang mahir mengendalikan peralatan secara manual, menyebabkan setiap komponen sedikit berbeza daripada komponen sebelumnya. Maksud CNC melangkaui sekadar automasi—ia mewakili peralihan asas ke arah ketepatan yang boleh diprogram dan diulang.
Sistem CNC hari ini terintegrasi dengan lancar bersama perisian rekabentuk, membolehkan pembuatan prototaip pantas dan pengeluaran pukal daripada fail digital yang sama. Hubungan antara rekabentuk dan pembuatan ini menghilangkan ralat tafsiran dan secara ketara mengurangkan masa sedia siaga. Apabila anda menghantar spesifikasi kepada pengilang, jentera mereka sering kali boleh mula menghasilkan komponen dalam tempoh beberapa jam sahaja.
Mengapa CNC Mendominasi Pengilangan Moden
Takrifan CNC merangkumi lebih daripada sekadar peralatan—ia menggambarkan keseluruhan pendekatan terhadap pengeluaran. Berikut adalah sebab mengapa teknologi ini mendominasi:
- Konsistensi: Setiap komponen tepat sama dengan komponen sebelumnya, sama ada anda memesan 10 atau 10,000 unit
- Kompleksiti: Geometri rumit yang dahulunya mustahil kini menjadi perkara biasa
- Kelajuan: Penukaran alat automatik dan operasi berterusan memaksimumkan kadar keluaran
- Fleksibiliti: Beralih antara komponen yang berbeza hanya memerlukan perubahan program
Apabila anda meneroka landskap pembuatan komponen CNC, anda akan mendapati bahawa memilih rakan kongsi yang sesuai melibatkan penilaian jauh lebih daripada sekadar peralatan. Bahagian-bahagian berikut menerangkan faktor-faktor kritikal yang sering diabaikan oleh kebanyakan pembeli—daripada proses pemesinan dan pemilihan bahan hingga spesifikasi toleransi dan sijil industri yang secara langsung memberi kesan kepada kejayaan projek anda.
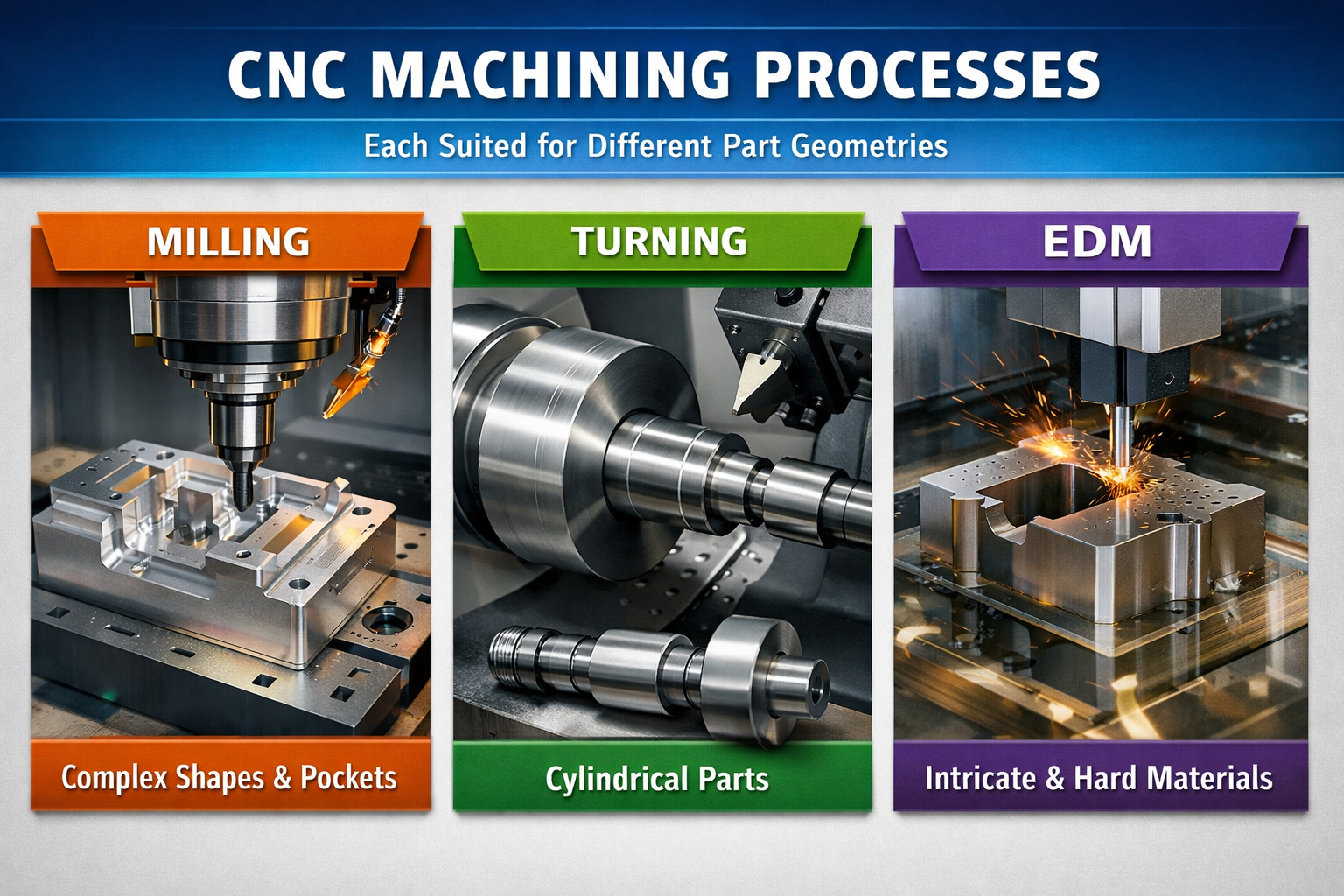
Proses Utama Pemesinan CNC yang Perlu Diketahui Setiap Pembeli
Kedengaran rumit? Beginilah hakikatnya—tidak semua proses CNC sesuai untuk setiap komponen. Apabila anda menilai pengilang komponen CNC, memahami perbezaan asas antara operasi penggilingan (milling), pusingan (turning), dan EDM membantu anda menyampaikan keperluan anda dengan jelas serta menilai sama ada pembekal tersebut memiliki kemampuan yang sesuai untuk projek anda.
Penjelasan Mengenai Penggilingan CNC
Bayangkan sebuah alat pemotong berputar yang bergerak merentasi benda kerja yang pegun, mengikis bahan lapis demi lapis. Itulah inti proses penggilingan (milling). Mesin penggilingan CNC menggunakan pemotong berputar untuk menghilangkan bahan daripada benda kerja, menghasilkan permukaan rata, alur, poket, dan kontur 3D yang kompleks dengan ketepatan yang luar biasa.
Dua konfigurasi utama yang akan anda temui ialah mesin penggilingan menegak dan mesin penggilingan melintang. Dalam mesin penggilingan menegak, spindel diarahkan secara menegak—ideal untuk projek yang menumpukan pada kerja terperinci pada satu sisi tertentu komponen, seperti plat logam besar atau acuan tenggelam . Mesin penggilingan melintang meletakkan spindel secara melintang, menjadikannya lebih sesuai untuk komponen yang lebih berat, pemotongan alur, dan penciptaan alur.
Berikut adalah ciri-ciri unik mesin penggilingan melintang:
- Pengaliran sisa potongan (chip) yang lebih baik berkat graviti yang menarik sisa ke bawah jauh dari kawasan pemotongan
- Keupayaan menggunakan beberapa pemotong secara serentak melalui pemasangan pada arbor
- Pengendalian yang lebih baik terhadap benda kerja yang berat dan kompleks
- Penurunan pesongan alat semasa pemotongan agresif
Apabila anda meminta sebut harga, mengetahui sama ada geometri komponen anda sesuai untuk penggilingan menegak atau mengufuk membantu anda mengenal pasti pengilang yang memiliki peralatan yang sesuai.
Operasi Pusingan dan Keupayaan Mesin Larik
Walaupun penggilingan memutarkan alat pemotong, operasi pusingan berlawanan—benda kerja berputar manakala alat pemotong pegun membentuknya. Mesin larik CNC sangat cekap dalam menghasilkan komponen silinder atau bulat seperti aci, galas, dan komponen berulir. Jika rekabentuk anda mempunyai simetri putaran, operasi pusingan biasanya lebih cepat dan lebih ekonomikal berbanding penggilingan.
Seperti peralatan pengisaran, mesin lathe hadir dalam konfigurasi mendatar dan menegak. Pusat pemesinan mendatar mendominasi kebanyakan lantai pengeluaran kerana kelenturannya dan kesesuaiannya untuk komponen yang lebih panjang seperti aci. Mesin ini mampu menampung pemakan batang dan penyangga ekor, yang meningkatkan keluwesannya. Pusat pemesinan menegak—kadang-kadang disebut sebagai mesin lathe menegak berpeluru—lebih sesuai untuk komponen berdiameter besar, berat, dan pendek. Daya graviti membantu penempatan komponen dan pembuangan germin, menjadikannya terutamanya popular dalam pengeluaran komponen automotif.
Apabila menilai keupayaan pemesinan putar seorang pengilang, pertimbangkan sama ada mereka mampu mengendali nisbah panjang-kepada-diameter dan keperluan berat komponen anda.
Apabila EDM Menjadi Perlu
Sesetengah geometri tidak dapat dicapai melalui kaedah pemotongan konvensional. Di sinilah EDM (Pemesinan Pelepasan Elektrik) memainkan peranannya. Mesin EDM menggunakan percikan elektrik untuk mengerosi bahan, menghasilkan bentuk rumit pada logam keras tanpa sentuhan fizikal antara alat dan benda kerja.
Mesin EDM wayar memasukkan elektrod wayar halus melalui bahan tersebut, memotong profil kompleks dengan ketepatan luar biasa—mencapai toleransi seketat ±0.0001 inci. Ini menjadikan EDM sangat penting untuk:
- Keluli perkakasan keras yang akan merosakkan alat pemotong konvensional
- Bucu dalaman tajam yang mustahil dibentuk menggunakan alat berputar
- Komponen halus yang tidak mampu menahan daya pemotongan
- Permukaan akhir yang sangat halus tanpa operasi sekunder
Membandingkan Pilihan Proses Anda
Jadual di bawah ini merumuskan situasi di mana setiap proses memberikan hasil optimum:
| Jenis Proses | Aplikasi Terbaik | Toleransi Tipikal | Kesesuaian Bahan |
|---|---|---|---|
| CNC milling | Permukaan rata, poket, slot, kontur 3D, komponen prismatik | ±0.0002 inci hingga ±0.001 inci | Kebanyakan logam dan plastik; aluminium, keluli, dan loyang sangat sesuai |
| CNC Turning | Komponen silinder, aci, komponen berulir, dan bushing | ±0.0002 inci hingga ±0.001 inci | Bahan stok bulat; sangat sesuai untuk keluli dan aluminium |
| EDM | Bahan keras, profil kompleks, sudut tajam, dan butiran halus | ± 0.0001 inci | Hanya bahan konduktif; sangat sesuai untuk keluli perkakas dan karbida |
Ramai projek memerlukan pelbagai proses yang beroperasi secara serentak. Seorang pengilang dengan kemampuan menyeluruh—penggilingan, pusingan, dan EDM di bawah satu bumbung—boleh merampingkan rantai bekalan anda dan mengekalkan kawalan kualiti yang lebih ketat. Apabila anda meneruskan proses pemilihan, faktor kritikal seterusnya melibatkan pemahaman tentang bagaimana pilihan bahan mempengaruhi kedua-dua proses pemesinan dan prestasi komponen akhir anda.
Panduan Pemilihan Bahan untuk Komponen Dimesin CNC
Anda telah mengenal pasti proses pemesinan yang betul—kini tiba masa untuk membuat keputusan yang sama pentingnya. Bahan yang anda pilih secara langsung mempengaruhi masa pemesinan, haus alat, prestasi komponen, dan margin keuntungan anda. Apabila menilai pembekal komponen CNC, pemahaman terhadap kepakaran bahan mereka membantu anda menilai sama ada mereka mampu menghasilkan komponen berpemesinan yang memenuhi spesifikasi tepat anda.
Logam yang Paling Sesuai untuk Diproses
Tidak semua logam bertindak sama di bawah alat pemotong. Keternakan mesin—sejauh mana suatu bahan boleh dipotong dengan mudah sambil mencapai hasil permukaan yang baik dan jangka hayat alat yang panjang—berbeza secara ketara antara pelbagai aloi. Berikut adalah maklumat yang perlu anda ketahui mengenai pilihan yang paling biasa:
Aluminium (6061 dan 7075)
Aluminium merupakan bahan utama dalam pemesinan CNC. Menurut analisis JLCCNC, Aluminium 6061 muncul sebagai pencapaian terbaik secara keseluruhan untuk komponen penggunaan am di mana kekuatan sederhana dan kos rendah merupakan faktor paling penting. Kadar keternakan mesinnya yang tinggi bermaksud masa kitaran lebih pantas, kurang haus alat, dan kos sekomponen yang lebih rendah.
- Kadar keternakan mesin: Cemerlang (kira-kira 270% berbanding keluli)
- Kekuatan: Sederhana; sesuai untuk komponen struktur tanpa beban ekstrem
- Pertimbangan Kos: Pilihan paling ekonomikal untuk pembuatan prototaip dan pengeluaran
- Aplikasi Terbaik: Pemegang aerospace, bekas elektronik, perlengkapan automotif
Baja dan stainless steel
Apabila ketahanan, kekerasan, atau rintangan kakisan menjadi keutamaan, Bahagian keluli CNC menjadi pilihan logik. Keluli rendah karbon mudah diproses secara mesin, manakala gred keluli tahan karat lebih mencabar terhadap alat pemotong tetapi memberikan prestasi unggul dalam persekitaran yang mendesak.
- Kadar keternakan mesin: Sederhana (gred keluli tahan karat lebih mencabar berbanding keluli karbon)
- Kekuatan: Tinggi; sangat sesuai untuk aplikasi penanggung beban dan tahan haus
- Pertimbangan Kos: Kos pemesinan yang lebih tinggi akibat kenaikan haus alat dan kadar suapan yang lebih perlahan
- Aplikasi Terbaik: Alat perubatan, peralatan pemprosesan makanan, komponen sistem pemacuan automotif
Kuningan dan tembaga
Kuningan memberikan keseimbangan ideal untuk komponen bermesin yang berfungsi dan estetik, terutama dalam kelompok kecil. Sifatnya yang mudah dimesin membolehkan ketepatan dimensi yang ketat dan hasil permukaan yang sangat baik secara langsung dari mesin. Tembaga, walaupun berkongsi beberapa ciri, harus dikhususkan untuk aplikasi yang memerlukan kekonduksian elektrik atau haba yang tinggi.
- Kadar keternakan mesin: Sangat baik untuk kuningan; baik untuk tembaga
- Kekuatan: Sederhana; tidak sesuai untuk komponen struktur berstres tinggi
- Pertimbangan Kos: Kos bahan lebih tinggi daripada aluminium; kos pemesinan lebih rendah disebabkan pembentukan kerak yang sangat baik
- Aplikasi Terbaik: Penyambung elektrik, sambungan paip, perkakas hiasan
Titanium
Titanium menawarkan nisbah kekuatan-terhadap-berat yang tiada tandingan serta rintangan kakisan yang luar biasa—tetapi dengan premium kos yang signifikan. Logam ini hanya berkesan dari segi kos dalam industri di mana tuntutan prestasi mengatasi semua pertimbangan lain, seperti dalam penerbangan angkasa dan implan perubatan.
- Kadar keternakan mesin: Buruk; memerlukan perkakasan khas dan kelajuan pemotongan yang lebih perlahan
- Kekuatan: Luar biasa; nisbah kekuatan-terhadap-berat tertinggi di kalangan logam biasa
- Pertimbangan Kos: Kos bahan dan pemesinan premium; hanya dapat dibenarkan untuk aplikasi kritikal
- Aplikasi Terbaik: Komponen struktur penerbangan angkasa lepas, implan perubatan, bahagian perlumbaan berprestasi tinggi
Plastik Kejuruteraan untuk Komponen Ketepatan
Bahagian logam yang dimesin menggunakan CNC tidak sentiasa menjadi penyelesaian. Plastik kejuruteraan menawarkan kelebihan tersendiri termasuk jisim yang lebih rendah, rintangan terhadap bahan kimia, dan penebatan elektrik. Pengilang bahagian mesin semakin kerap menggunakan polimer lanjutan untuk memenuhi pelbagai keperluan aplikasi.
Plastik yang biasa dimesin menggunakan CNC termasuk:
- Asetal (Delrin): Kestabilan dimensi yang sangat baik, geseran rendah, ideal untuk gear dan galas
- Nilon: Rintangan haus yang baik serta ketahanan impak; sesuai untuk bushing dan roller
- PEEK: Pilihan berprestasi tinggi dengan rintangan kimia dan haba yang luar biasa
- PTFE: Kertidakaktifan kimia yang luar biasa dan pekali geseran yang rendah
- ABS: Berkesan dari segi kos untuk prototaip dan komponen mesin CNC yang tidak kritikal
- HDPE dan PP: Pilihan tahan bahan kimia untuk tangki dan aplikasi pengendalian bendalir
Memadankan Bahan dengan Keperluan Aplikasi
Memilih antara logam dan plastik—atau memilih aloi yang sesuai—memerlukan keseimbangan pelbagai faktor. Pertimbangkan prinsip panduan berikut:
Apabila komponen logam yang dimesin menggunakan CNC sesuai:
- Beban mekanikal tinggi atau tumpuan tekanan wujud
- Suhu operasi melebihi had plastik (biasanya di atas 250°F)
- Keperluan kekonduksian elektrik atau haba
- Kekerasan permukaan dan rintangan haus adalah kritikal
- Komponen tersebut memerlukan ulir atau akan menerima sisipan yang dipaksakan masuk
Apabila plastik menawarkan kelebihan:
- Penurunan berat merupakan matlamat reka bentuk utama
- Penebatan elektrik adalah perlu
- Pendedahan kepada bahan kimia akan mengakis logam
- Sifat pelinciran sendiri mengurangkan keperluan penyelenggaraan
- Aplikasi yang peka terhadap kos di mana sifat bahan mencukupi
Pemilihan bahan juga secara langsung mempengaruhi jadual projek anda. Bagi pengeluaran kelompok kecil atau pembuatan prototaip, bahan seperti aluminium dan loyang mengurangkan risiko dan kos disebabkan oleh masa pemesinan yang lebih pendek serta penyesuaian yang lebih mudah. Apabila anda mempertimbangkan pilihan bahan ini, faktor kritikal seterusnya melibatkan pemahaman tentang bagaimana spesifikasi toleransi diterjemahkan ke dalam prestasi dunia sebenar—dan implikasi kos yang sering diabaikan oleh ramai pembeli.
Spesifikasi Toleransi dan Keperluan Ketepatan Diterangkan
Berikut adalah soalan yang membezakan pembeli berpengalaman daripada pemula: seketat manakah toleransi anda sebenarnya? Memahami spesifikasi toleransi merupakan aspek di mana banyak keputusan pembelian gagal—sama ada menetapkan toleransi terlalu ketat sehingga menaikkan kos secara tidak perlu, atau terlalu longgar sehingga menghasilkan komponen yang tidak berfungsi dengan baik. Apabila menilai pengilang komponen CNC, keupayaan mereka dalam mencapai toleransi mendedahkan banyak perkara mengenai kualiti peralatan dan kawalan proses mereka.
Pemotongan Mengikut Toleransi Piawai vs Toleransi Ketat
Bayangkan toleransi sebagai julat variasi dimensi yang dibenarkan daripada rekabentuk yang diinginkan. Menurut piawaian industri, toleransi pemotongan CNC piawai biasanya berada di sekitar ±0.005" (0.13 mm), dikawal mengikut gred sederhana ISO 2768-1. Tahap asas ini mengakomodasi variasi normal dalam ketepatan mesin, kesan haba, dan haus alat sambil mengekalkan kadar pengeluaran yang ekonomikal.
Tetapi apakah yang berlaku apabila toleransi piawai tidak mencukupi? Komponen yang dimesin menggunakan CNC berketepatan tinggi memerlukan pendekatan khusus. Pemesinan berketepatan tinggi boleh mencapai toleransi seketat ±0.001" (0.025 mm), manakala aplikasi yang sangat menuntut—seperti instrumen pembedahan—mungkin memerlukan toleransi antara ±0.0002" hingga ±0.0005" (0.005 hingga 0.013 mm). Walau bagaimanapun, hanya kira-kira 1% daripada komponen yang benar-benar memerlukan toleransi dalam julat ekstrem ini.
Komponen CNC berketepatan tinggi berbeza daripada komponen biasa yang dimesin menggunakan CNC dari beberapa aspek utama:
- Keperluan peralatan: Spindel berketepatan tinggi dengan galas seramik atau galas udara yang mengekalkan runout di bawah 0.0001"
- Kawalan persekitaran: Kawasan berpengawal suhu yang mengekalkan kestabilan suhu ±0.5°C
- Pengesahan kualiti: Protokol pemeriksaan yang ditingkatkan dengan alat pengukur yang telah dikalibrasi
- Masa Pemesinan: Kadar suapan dan kelajuan yang lebih perlahan untuk meminimumkan distorsi terma
Apabila ketepatan paling penting
Tidak semua ciri pada komponen anda memerlukan tahap toleransi yang sama. Spesifikasi pintar bermaksud mengaplikasikan toleransi ketat hanya di bahagian di mana keperluan fungsi menuntutnya—permukaan yang saling berpasangan, pasangan aci dan galas, atau ciri penyelarasan kritikal—manakala dimensi bukan kritikal dibiarkan pada toleransi piawai.
Pertimbangkan senario-senario berikut di mana komponen yang dimesin menggunakan CNC presisi membenarkan pelaburan ini:
- Antara muka pemasangan: Komponen yang mesti berpasangan secara tepat dengan komponen lain
- Susunan berputar: Aci dan galas yang memerlukan pasangan tertentu
- Permukaan Penebat: Di mana ketepatan dimensi menghalang kebocoran
- Rumah optik atau elektronik: Aplikasi yang kritikal dari segi penyelarasan
Pemesinan komponen berskala besar menggunakan CNC membawa cabaran unik dalam kawalan toleransi. Pengembangan terma menjadi lebih ketara apabila dimensi komponen meningkat, menjadikan persekitaran terkawal suhu semakin kritikal untuk mengekalkan ketepatan pada komponen kerja berskala besar.
Hubungan Kos-Toleransi
Inilah realiti yang kebanyakan pembeli lepaskan: ketatkan toleransi melebihi keperluan fungsional tidak meningkatkan kualiti komponen anda—malah hanya menaikkan kos anda. Menurut data pemesinan tepat , peralihan daripada pemesinan piawai kepada pemesinan berkawal suhu meningkatkan kos sebanyak 25–50%, manakala pencapaian toleransi paling ketat dengan kawalan penuh persekitaran boleh meningkatkan kos sebanyak 100–200%.
Jadual di bawah menerangkan maksud pelbagai gred toleransi bagi projek anda:
| Julat Tolak | Pembolehubah Tipikal | Kesan Kos | Peralatan yang Diperlukan |
|---|---|---|---|
| ±0.010" (±0.25 mm) | Komponen industri umum, pendakap, bekas | Garis Asas | Peralatan CNC piawai, persekitaran bengkel biasa |
| ±0,005" (±0,13 mm) | Pemasangan fungsional, komponen automotif | peningkatan 10–25% | Mesin yang diselenggara dengan baik, pemantauan iklim |
| ±0.002" (±0.05 mm) | Automotif berprestasi tinggi, peralatan industri | peningkatan 50–100% | Spindel presisi, kawalan suhu ±3°C |
| ±0.001" (±0.025 mm) | Komponen aerospace, peranti perubatan | peningkatan 100–150% | Mesin berketepatan tinggi, pemegangan yang ditingkatkan |
| ±0,0005" (±0,013 mm) | Alat pembedahan, peralatan optik | peningkatan 150–200% | Kawalan alam sekitar penuh, pengasingan getaran |
Pemilihan bahan juga mempengaruhi toleransi yang dapat dicapai. Komponen mesin CNC berketepatan tinggi yang diperbuat daripada aluminium mampu mencapai toleransi yang lebih ketat dengan lebih mudah berbanding titanium, disebabkan perbezaan dalam kebolehmesinan bahan tersebut. Plastik pula menimbulkan cabaran tambahan—kelenturan dan kepekaan terma plastik sering kali menghadkan toleransi praktikal kepada gred Sederhana ISO 2768-1.
Apabila berkomunikasi dengan pengilang, sertakan jadual toleransi secara langsung pada lukisan 2D anda dengan menentukan dimensi mana yang kritikal. Ini mengelakkan pemberian toleransi berlebihan dan membantu pengilang memberikan sebut harga secara tepat. Memahami dinamik toleransi ini akan mempersiapkan anda untuk pertimbangan penting seterusnya: bagaimana keperluan khusus mengikut industri menentukan syarat tertentu yang membentuk pemilihan pengilang, bukan sekadar berdasarkan keupayaan pemesinan umum sahaja.
Keperluan Khusus Mengikut Industri untuk Pengilangan Komponen CNC
Pernahkah anda memperhatikan bagaimana sebuah bengkel jentera kereta tempatan mengendalikan projek secara berbeza berbanding kemudahan yang menghasilkan instrumen pembedahan? Ini bukanlah suatu kebetulan. Industri yang berbeza menetapkan tuntutan yang sangat berbeza terhadap rakan pembuat komponen CNC mereka—dan memahami perbezaan ini membantu anda mengenal pasti pembekal yang benar-benar layak untuk aplikasi khusus anda, bukan sekadar pembekal yang mendakwa memiliki keupayaan luas.
Piawaian Pemesinan Industri Automotif
Apabila anda mencari komponen untuk aplikasi automotif, konsistensi dalam skala besar menjadi perkara yang paling utama. Sama ada anda sedang mencari bengkel jentera kereta berdekatan dengan lokasi anda atau menilai pembekal global, pembuatan jentera automotif menuntut keupayaan khusus yang mungkin tidak dimiliki oleh bengkel fabrikasi umum.
Sektor automotif beroperasi di bawah IATF 16949—piawaian global untuk pengurusan kualiti automotif yang menggabungkan prinsip-prinsip ISO 9001 dengan keperluan khusus sektor ini. Sijil ini bukan sekadar dokumen rasmi; ia mewakili komitmen asas terhadap:
- Pencegahan Cacat: Sistem yang direka untuk mengesan masalah sebelum ia sampai ke talian pengelupaan anda
- Penambahbaikan berterusan: Proses yang didokumentasikan untuk peningkatan berterusan dari segi kecekapan dan kualiti
- Pengawasan pembekal: Kelayakan dan pemantauan ketat terhadap sumber bahan
- Ketelusuran produk: Dokumentasi lengkap dari bahan mentah hingga komponen siap
Bengkel enjin yang mengendali komponen sistem pemanduan menghadapi cabaran yang berbeza berbanding bengkel fabrikasi yang menghasilkan panel badan. Komponen pemesinan CNC automotif mesti tahan terhadap getaran, kitaran haba, dan tekanan mekanikal selama ratusan ribu batu. Ini bermakna pengilang memerlukan kawalan proses yang kukuh untuk memastikan setiap komponen—sama ada komponen pertama atau komponen kesepuluh ribu—memenuhi spesifikasi yang sama secara tepat.
Keperluan Pengilangan Peranti Perubatan
Pengilangan peranti perubatan beroperasi dalam persekitaran peraturan di mana kesilapan membawa akibat yang melibatkan nyawa atau kematian. Risiko tinggi ini menuntut kerangka pensijilan yang jauh lebih ketat berbanding aplikasi industri umum.
ISO 13485 berfungsi sebagai piawaian pengurusan kualiti yang definitif bagi pengeluaran peranti perubatan. Pensijilan ini mensyaratkan:
- Pengurusan Risiko: Pengenalpastian dan pengurangan secara sistematik terhadap mod kegagalan yang berpotensi
- Kawalan rekabentuk: Pengesahan yang didokumentasikan untuk memastikan bahagian berfungsi sebagaimana dimaksudkan
- Ketelusuran lengkap: Setiap komponen boleh dilacak kembali kepada lot bahan, mesin, dan operator tertentu
- Pengendalian aduan: Proses formal untuk menyiasat dan menangani isu kualiti
- Pertimbangan steriliti: Pemilihan bahan dan penyelesaian permukaan yang menyokong keperluan pensterilan
Selain daripada ISO 13485, kemudahan mesti mematuhi FDA 21 CFR Bahagian 820—Peraturan Sistem Kualiti yang mengawal pembuatan peranti perubatan di Amerika Syarikat. Keperluan gabungan ini memastikan instrumen pembedahan, implan, dan peralatan diagnostik memenuhi piawaian keselamatan dan prestasi yang ketat.
Tuntutan Ketepatan Tahap Aeroangkasa
Pembuatan aeroangkasa mewakili salah satu persekitaran pensijilan yang paling mencabar dalam pemesinan ketepatan. Apabila komponen beroperasi pada ketinggian 30,000 kaki, kualiti bukanlah perkara yang boleh dirundingkan—ia adalah kritikal bagi kelangsungan hidup.
AS9100 dibina berdasarkan asas ISO 9001 sambil menambahkan keperluan khusus penerbangan yang membezakan pengilang yang layak daripada bengkel mesin biasa:
- Pengurusan konfigurasi: Kawalan ketat untuk memastikan perubahan rekabentuk didokumenkan dan dilaksanakan dengan betul
- Pemeriksaan Perkara Pertama (FAI): Pengesahan menyeluruh bahawa komponen pengeluaran sepadan dengan rekabentuk yang diluluskan
- Pencegahan Debu Objek Asing (FOD): Protokol untuk mencegah pencemaran susunan kritikal
- Pencegahan komponen tiruan: Kawalan rantaian bekalan untuk memastikan keaslian bahan
- Kawalan proses khas: Pengawasan diperkukuh terhadap proses perlakuan haba, penyaduran, dan operasi kritikal lain
Banyak program penerbangan juga mensyaratkan akreditasi NADCAP bagi proses khas. Berbeza daripada sijil umum, NADCAP meneliti kawalan khusus proses pada tahap terperinci—mengesahkan bahawa perlakuan haba, pemprosesan kimia, dan ujian bukan merosakkan memenuhi piawaian tertinggi industri.
Bagi kerja berkaitan pertahanan, pematuhan terhadap ITAR (Peraturan Perdagangan Antarabangsa Senjata) menambah satu lapisan lagi. ITAR mengawal pengendalian data teknikal dan komponen sensitif, serta mensyaratkan pendaftaran dengan Jabatan Negeri Amerika Syarikat dan protokol keselamatan maklumat yang ketat.
Perbandingan Sijil: Menyesuaikan Keperluan dengan Aplikasi
Memahami sijil mana yang penting bagi aplikasi anda dapat mengelakkan kos kelulusan berlebihan serta risiko pembekal yang tidak memenuhi syarat:
| Penyijilan | Industri Utama | Bidang Tumpuan Utama | Mengapa Ia Penting |
|---|---|---|---|
| ISO 9001 | Pengeluaran Am | Sistem pengurusan kualiti, penambahbaikan berterusan | Sijil asas yang menunjukkan komitmen terhadap kualiti |
| IATF 16949 | Automotif | Pencegahan cacat, pengawasan pembekal, kebolehlacakkan | Diwajibkan oleh pembuat peralatan asal (OEM) utama; 67% OEM automotif mensyaratkan ISO 9001 sebagai minimum |
| AS9100 | Aeroangkasa | Pengurusan risiko, kawalan konfigurasi, Pemeriksaan Pertama (FAI) | Wajib bagi penyertaan dalam rantaian bekalan aerospace |
| ISO 13485 | Peranti Perubatan | Pengurusan risiko, kebolehlacakkan, pematuhan peraturan | Diperlukan untuk komponen peranti perubatan yang dikawal oleh FDA |
| NADCAP | Aeroangkasa/Pertahanan | Akreditasi proses khas | Mensahkan keupayaan dalam rawatan haba, ujian bukan merosakkan (NDT), dan pemprosesan kimia |
| ITAR | Pertahanan | Keselamatan maklumat, kawalan eksport | Wajib bagi data teknikal dan komponen berkaitan pertahanan |
Berikut adalah perkara yang sering diabaikan oleh banyak pembeli: sijil-sijil tidak boleh dipertukarkan. Bengkel jentera automotif dengan sijil IATF 16949 menunjukkan kecekapan khusus dalam bidang automotif, tetapi sijil tersebut tidak mengelayakkannya untuk kerja penerbangan yang memerlukan AS9100. Begitu juga, bengkel fabrikasi dengan hanya sijil ISO 9001 mungkin tidak memiliki sistem kualiti khusus yang diminta dalam aplikasi perubatan atau penerbangan.
Menurut kajian industri , bengkel-bengkel dengan sijil khusus industri memenangi 15% lebih banyak kontrak secara purata berbanding bengkel-bengkel yang hanya memiliki sijil kualiti umum. Pelaburan dalam sijil khusus ini menunjukkan keupayaan dan komitmen yang diiktiraf oleh pasukan pengadaan.
Apabila anda menilai calon rakan kongsi pembuatan, sahkan sijil-sijil mereka secara langsung—minta salinan sijil dan sahkan status semasa dengan badan penerbit. Langkah berjaga-jaga ini menjadi lebih kritikal apabila mempertimbangkan pilihan penyelesaian permukaan, yang memberi kesan ketara terhadap prestasi komponen dan pematuhan peraturan dalam aplikasi yang mencabar.
Pilihan Penyelesaian Permukaan untuk Komponen Mesin CNC
Anda telah memilih proses, bahan, dan toleransi yang sesuai—tetapi masih ada satu faktor lagi yang boleh menentukan kejayaan atau kegagalan projek anda. Penyelesaian permukaan mengubah komponen pemesinan CNC mentah daripada komponen berfungsi kepada produk siap yang sedia dipasang atau digunakan secara langsung. Memahami pilihan anda membantu anda menyampaikan spesifikasi dengan jelas kepada mana-mana pengilang komponen mesin CNC dan memastikan komponen anda berfungsi tepat seperti yang dikehendaki.
Penyelesaian Fungsional vs Penyelesaian Estetik
Berikut adalah perbezaan yang sering diabaikan oleh ramai pembeli: bukan semua penyelesaian permukaan mempunyai tujuan yang sama. Sesetengah penyelesaian permukaan terutamanya meningkatkan rupa luaran, manakala yang lain memberikan faedah fungsional penting seperti perlindungan terhadap kakisan atau peningkatan rintangan haus. Spesifikasi yang bijak bermaksud memilih berdasarkan keperluan sebenar anda, bukan secara automatik memilih pilihan mahal yang sebenarnya tidak diperlukan.
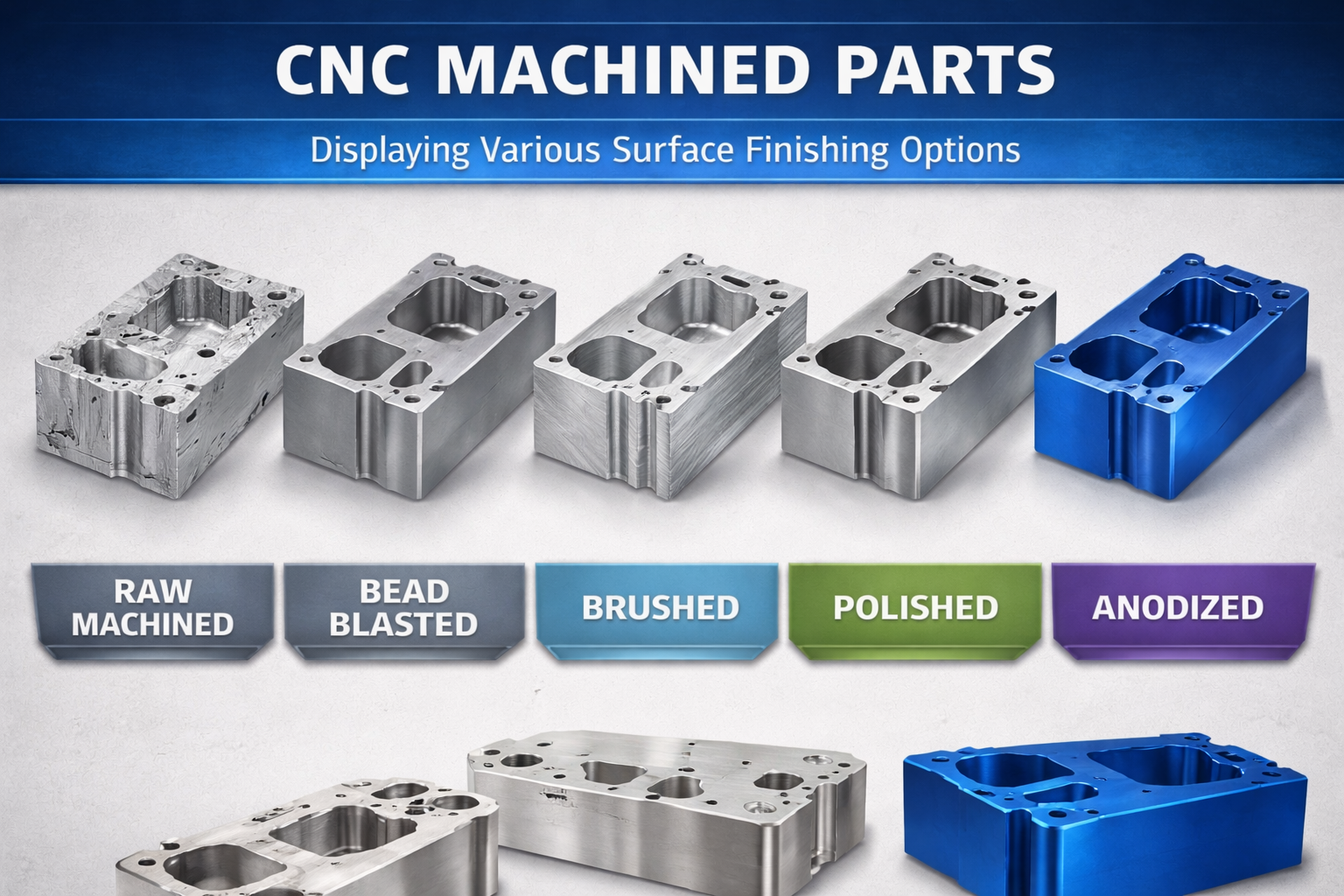
Siap Mesin
Pilihan paling ekonomikal meninggalkan komponen pemesinan CNC dengan tekstur permukaan yang terbentuk semasa proses pemesinan. Mengikut piawaian penyelesaian permukaan industri, julat penyelesaian 'seperti-dimesin' lazimnya adalah antara 1.6 μm Ra (piawaian industri untuk aplikasi umum) hingga 3.2 μm Ra untuk komponen di mana kualiti permukaan tidak kritikal. Penyelesaian ini sesuai digunakan apabila:
- Komponen akan tersembunyi daripada pandangan dalam pemasangan akhir
- Tekstur permukaan tidak mempengaruhi fungsi
- Had bajet mengutamakan pengurangan kos
- Komponen akan menerima penyelesaian tambahan pada peringkat seterusnya dalam rantaian bekalan
Mernya dan Menyumbat
Apabila daya tarikan visual menjadi penting, penggilapan menghilangkan tanda-tanda pemesinan dan menghasilkan permukaan yang licin serta berkilau. Pencapaian kekasaran permukaan (Ra) sebanyak 0.4 μm memberikan hasil akhir hampir seperti cermin, yang penting bagi komponen yang memerlukan geseran minimum atau rupa premium. Namun, kelicinan ini datang dengan harga—penggilapan biasanya menambah masa pemprosesan dan kos secara signifikan dalam pengeluaran komponen yang dimesin.
Bead Blasting
Proses mekanikal ini melontarkan butiran kaca ke atas permukaan komponen, menghasilkan tekstur pudar yang seragam. Letupan butiran (bead blasting) secara berkesan menghilangkan ketidaksempurnaan permukaan kecil sambil menyediakan komponen untuk proses pelapisan seterusnya. Kaedah ini terutamanya popular bagi produk yang dimesin menggunakan CNC di mana rupa yang konsisten dan tidak berkilau diingini tanpa kos tambahan penggilapan.
Lapisan Pelindung untuk Persekitaran Yang Keras
Apabila komponen anda terdedah kepada bahan kimia korosif, pendedahan luaran, atau keadaan operasi yang mencabar, penyelesaian pelindung menjadi wajib—bukan sekadar pilihan.
Penggambaran
Anodisasi menghasilkan lapisan oksida yang tahan lama pada komponen aluminium, secara ketara meningkatkan rintangan kakisan dan kekerasan permukaan. Terdapat tiga jenis yang memenuhi keperluan berbeza:
- Jenis I (Asam Kromik): Lapisan paling nipis yang mengekalkan toleransi ketat; lebih disukai dalam aplikasi penerbangan yang memerlukan rintangan kelelahan
- Jenis II (Asid Sulfurik): Pilihan paling biasa yang menyeimbangkan kos dan prestasi; boleh menerima pewarna berwarna untuk penyesuaian estetik
- Jenis III (Hardcoat): Lapisan paling tebal dan paling tahan lama untuk aplikasi industri dan tentera yang memerlukan rintangan haus yang ekstrem
Salutan serbuk
Siap sedia serba guna ini diaplikasikan sebagai serbuk kering secara elektrostatik sebelum dipanaskan sehingga menjadi lapisan pelindung yang kuat. Salutan serbuk menawarkan ketahanan luar biasa terhadap hentaman, bahan kimia, dan pendedahan UV. Dengan pelbagai pilihan warna yang tersedia, ia memberikan perlindungan fungsional sekaligus daya tarikan visual—menjadikannya ideal untuk produk pengguna dan peralatan luaran.
Pilihan Penyalutan
Pelapisan logam mendepositkan lapisan nipis logam pelindung atau fungsional ke atas permukaan komponen:
- Nikel Tanpa Elektrolisis: Salutan seragam tanpa arus elektrik; memberikan rintangan korosi yang sangat baik dan kekerasan merata pada geometri yang kompleks
- Plating krom: Menghasilkan permukaan berkilau dan pantul dengan rintangan haus yang baik
- Pemasangan zink: Perlindungan terhadap korosi yang berkesan dari segi kos, biasanya digunakan dalam aplikasi automotif
- Pemasangan Emas: Kekonduksian elektrik yang unggul untuk penyambung elektronik
Passifikasi
Untuk produk keluli tahan karat yang dimesin menggunakan CNC, penghalangan (passivation) meningkatkan rintangan korosi semula jadi dengan mengeluarkan besi bebas dari permukaan serta mendorong pembentukan lapisan oksida pelindung. Rawatan kimia ini penting bagi komponen perubatan dan pemprosesan makanan di mana pencegahan kontaminasi adalah kritikal.
Pemilihan Siap Akhir Mengikut Aplikasi
Memilih siap akhir yang sesuai memerlukan keseimbangan antara keperluan perlindungan, kehendak penampilan, dan batasan belanjawan. Jadual di bawah memberikan panduan untuk mencocokkan siap akhir dengan aplikasi biasa:
| Jenis Finishing | Ketahap Pelindungan | Penampilan | Aplikasi Terbaik | Kos Relatif |
|---|---|---|---|---|
| Seperti-Mesin | Rendah | Tanda alat yang kelihatan; penampilan fungsional | Komponen dalaman, prototaip, bahagian tersembunyi | $ |
| Bead Blasting | Rendah-Sederhana | Tekstur matte yang seragam | Elektronik pengguna, persiapan untuk salutan | $$ |
| Pemolesan | Rendah | Permukaan berkilat tinggi, seperti cermin | Peranti perubatan, komponen hiasan, pelindung optik | $$$ |
| Anodisasi (Jenis II) | Sederhana-Tinggi | Kusam atau satin; tersedia dalam pelbagai warna | Pangkalan penerbangan angkasa lepas, produk pengguna, pelindung elektronik | $$ |
| Anodisasi (Jenis III) | Tinggi | Biasanya kelabu gelap atau hitam | Peralatan tentera, jentera industri, permukaan tahan haus | $$$ |
| Salutan serbuk | Tinggi | Julat warna yang luas; licin atau bertekstur | Peralatan luaran, komponen automotif, barang-barang pengguna | $$ |
| Nikel tanpa elektrolisis | Tinggi | Penyelesaian logam berkilau | Geometri kompleks, komponen hidraulik, injap | $$$ |
| Penyelapatan Krom | Sederhana-Tinggi | Sangat berkilau, seperti cermin | Hiasan automotif, perkakas dekoratif | $$$$ |
| Penyamakan Zink | Sederhana | Kromat perak-biru atau kuning | Pengikat, pendakap, komponen bahagian bawah kenderaan automotif | $$ |
Berdasarkan anggaran kos penyelesaian akhir, penyelesaian ringkas seperti pembuatan permukaan dengan butiran pasir (bead blasting) biasanya berada dalam julat $30 hingga $50 setiap komponen, manakala anodisasi atau pelapisan nikel tanpa elektrolisis boleh meningkat kepada $100 hingga $200 setiap komponen bergantung pada saiz dan kerumitan. Perancangan kos ini semasa fasa rekabentuk dapat mengelakkan kejutan terhadap belanjawan.
Pemilihan penyelesaian akhir juga mempengaruhi tempoh masa penghantaran. Penyelesaian ringkas menambah beberapa jam kepada proses pengeluaran, manakala rawatan kompleks seperti anodisasi atau elektroplating memanjangkan jangka masa sehingga 24 hingga 48 jam—tidak termasuk persiapan dan proses pengeringan. Apabila menilai pengilang, pastikan kemampuan penyelesaian akhir dalaman mereka berbanding proses luaran yang mungkin menambah masa pengangkutan dan kerumitan koordinasi.
Memahami pilihan penyelesaian membantu anda bersedia untuk faktor kritikal seterusnya dalam pemilihan pengilang: bagaimana pelbagai pemandu kos bergabung untuk menentukan harga akhir setiap komponen—anda—dan di manakah terdapat peluang untuk mengoptimumkan pelaburan anda tanpa mengorbankan kualiti.
Faktor-Faktor Kos yang Menentukan Harga Komponen CNC
Berikut adalah soalan yang sering mengejutkan banyak pembeli: mengapa dua komponen yang kelihatan sangat serupa mendapat sebut harga yang jauh berbeza? Jawapannya terletak pada pemahaman tentang pemandu kos tersembunyi yang menentukan harga komponen pemesinan CNC. Sama ada anda bekerja dengan pengilang komponen berpemesinan tempatan atau kilang komponen pemesinan CNC global, faktor-faktor asas yang sama akan membentuk invois akhir anda.
Pemandu Kos Sebenar dalam Pembuatan CNC
Apabila anda meminta sebut harga untuk komponen khas berpemesinan CNC, pengilang akan menilai pelbagai pemboleh ubah yang saling bergabung untuk membentuk harga setiap komponen anda. Menurut analisis penetapan harga industri , faktor-faktor ini disusun mengikut tahap kesan dari tertinggi hingga terendah:
- Kompleksiti Reka Bentuk: Reka bentuk yang rumit dengan ciri-ciri terperinci atau geometri kompleks memerlukan pengaturcaraan yang lebih mendalam, penyesuaian mesin tambahan, dan kadang-kadang alat khas. Reka bentuk ringkas kos kira-kira $20 sejam untuk dimesin, manakala komponen kompleks meningkatkan kadar kepada $35–70 sejam.
- Pemilihan bahan: Kos bahan mentah berbeza secara ketara—aluminium berharga $5–10 setiap paun manakala keluli tahan karat berharga $8–16 setiap paun. Di luar harga bahan, kebolehmesinan mempengaruhi masa kitaran dan haus alat, yang seterusnya menambah kos keseluruhan.
- Keperluan rongga toleransi: Toleransi yang lebih ketat menuntut kelajuan pemesinan yang lebih perlahan, pertukaran alat yang kerap, dan pemeriksaan kualiti yang lebih teliti. Menentukan ±0.001" berbanding ±0.005" boleh meningkatkan masa pemesinan sehingga 50% atau lebih.
- Jilatan Pengeluaran: Kos tetap seperti pengaturcaraan dan persediaan tersebar ke atas semua unit. Kelompok pengeluaran berkelipan rendah membawa kos seunit yang lebih tinggi, manakala pesanan berkelipan tinggi mendapat manfaat daripada ekonomi skala.
- Jenis Jentera: Mesin tiga-paksi biasanya beroperasi pada kadar $10–20 sejam, manakala mesin lima-paksi dikenakan kadar $20–40 sejam disebabkan oleh kemampuan lanjutan dan kerumitan operasinya.
- Keperluan penyelesaian: Setiap penyelesaian tambahan—seperti anodisasi, pelapisan, dan pemolesan—menambahkan kos buruh, masa mesin, dan kos bahan kepada projek anda.
Memahami hierarki ini membantu anda menentukan keutamaan di mana perlu mengoptimumkan. Perubahan kecil dalam kerumitan rekabentuk sering kali memberikan lebih banyak penjimatan kos berbanding pertukaran bahan.
Penentuan Harga Mengikut Kuantiti dan Ekonomi Skala
Bayangkan memesan satu unit prototaip berbanding memesan 1,000 unit komponen pengeluaran. Pengaturcaraan, penyediaan CAD, dan persiapan mesin hanya dilakukan sekali sahaja—tanpa mengira kuantiti pesanan. Ini mencipta hubungan songsang antara isipadu pesanan dan kos seunit yang dikenali oleh pakar pembuatan komponen mesin sebagai tuil kos paling berkesan yang tersedia.
Berikut adalah contoh angka-angka tersebut dalam amalan:
- Unit tunggal: Kos penuh persiapan dan pengaturcaraan ditanggung oleh satu unit sahaja—harga seunit tertinggi
- 5 unit: Harga seunit turun kira-kira 50% berbanding harga seunit tunggal
- 100 unit: Kos persiapan menjadi tidak signifikan bagi setiap unit; kos bahan dan masa kitaran mendominasi penetapan harga
- 1,000+ unit: Harga seunit boleh turun sehingga 10–20% daripada kos seunit
Bagi komponen pemesinan yang ditujukan untuk pengeluaran, menggabungkan pesanan ke dalam kelompok yang lebih besar—walaupun bermaksud mengekalkan sedikit inventori—sering mengurangkan jumlah kos projek secara ketara. Ramai pengilang komponen pemesinan CNC menawarkan struktur harga berperingkat yang memberi ganjaran kepada komitmen isipadu.
Kuantiti pesanan kecil juga menimbulkan cabaran praktikal. Menurut data industri, ramai pembekal menetapkan keperluan pesanan minimum yang mungkin melebihi keperluan anda bagi pengeluaran isipadu rendah. Semasa membuat prototaip, ambil kira realiti ini dalam proses pemilihan pembekal anda.
Mengimbangi Kualiti dengan Belanjawan
Setiap keputusan rekabentuk yang anda buat sebelum menghantar fail ke kilang komponen pemesinan CNC mempengaruhi kebolehpembuatan—dan kos. Pembeli bijak mengoptimumkan rekabentuk mereka untuk pengeluaran, bukan menjadikan pemesinan sebagai perkara yang dipikirkan kemudian.
Pertimbangkan strategi rekabentuk berikut yang mengurangkan kos tanpa mengorbankan fungsi:
- Elakkan rongga yang dalam: Ruang berongga dengan kedalaman yang jauh lebih besar daripada lebarnya memerlukan perkakasan khas dan kelajuan pemesinan yang lebih perlahan
- Gunakan saiz lubang piawai: Mengikuti peningkatan saiz mata bor piawai (langkah 1/64" ) mengelakkan keperluan perkakasan tersuai
- Bucu dalaman bulat: Bucu dalaman tajam memerlukan perkakasan khas dan meningkatkan kerumitan—bulatkan tepi-tepi tersebut
- Tingkatkan ketebalan dinding: Komponen berdinding nipis memerlukan kawalan yang lebih tepat dan kelengkapan pemegang khas, menyebabkan kos meningkat
- Hadkan pengeboran ulir: Setiap ciri berulir menambah masa pemesinan; pertimbangkan kaedah pengikat alternatif di mana-mana boleh dilakukan
- Langkau teks yang tidak perlu: Pemadatan timbul atau ukiran menambah masa mesin tanpa manfaat fungsional kecuali jika diperlukan untuk pengenalpastian
Hubungan antara tempoh penghantaran dan harga juga layak diberi perhatian. Tempoh penghantaran piawai membolehkan pengilang menjadualkan kerja anda secara cekap bersama projek-projek lain. Pesanan segera—khususnya yang memerlukan pembelian bahan secara segera atau kerja lembur—boleh meningkatkan kos sebanyak 25–50% atau lebih. Perancangan awal kekal sebagai strategi pengurangan kos yang paling sering diabaikan.
Apabila membandingkan sebut harga untuk komponen khas yang dimesin menggunakan jentera CNC berbanding komponen piawai dalam katalog, ingatlah bahawa kerja khas secara semula jadi melibatkan kos tambahan untuk pengaturcaraan dan persediaan. Namun, komponen khas memberikan tepat apa yang diperlukan oleh aplikasi anda, yang berpotensi menghilangkan operasi sekunder atau langkah pemasangan yang mungkin diperlukan oleh komponen piawai.
Pendekatan praktikal melibatkan penggunaan formula ini untuk menganggar sama ada suatu projek masuk akal dari segi kewangan:
Kos Anggaran = (Kos Bahan + Kos Persediaan) + (Masa Pemesinan × Kadar Sejam) + Kos Penyelesaian
Analisis terperinci ini membantu anda mengenal pasti komponen kos yang menawarkan potensi pengoptimuman paling tinggi bagi projek khusus anda. Dengan pemahaman ini mengenai faktor-faktor penentu kos, anda bersedia untuk menilai calon rakan kongsi pembuatan berdasarkan faktor-faktor yang benar-benar penting—keupayaan mereka, sistem kualiti mereka, dan kebolehan mereka menyampaikan hasil yang konsisten dengan harga yang kompetitif.

Cara Memilih Pengilang Komponen CNC yang Tepat
Anda telah menguasai asas teknikal—proses, bahan, toleransi, dan penyelesaian permukaan. Kini tiba saatnya membuat keputusan yang menentukan sama ada semua pengetahuan tersebut akan diterjemahkan kepada komponen yang berjaya: memilih rakan kongsi pembuatan yang tepat. Memilih pembekal komponen pemesinan CNC bukan sekadar mencari sebut harga terendah. Ia adalah tentang mengenal pasti rakan kongsi yang keupayaan, sistem kualiti, dan amalan komunikasinya selaras dengan keperluan projek anda.
Menilai Kemampuan Pengelombong
Apabila menilai pengeluar komponen mesin berpotensi, anda memerlukan pendekatan sistematik yang melampaui tuntutan permukaan sahaja. Mengikut amalan terbaik industri, penilaian pembekal CNC memerlukan pemeriksaan terhadap pelbagai dimensi operasi mereka.
Penilaian Peralatan dan Teknologi
Pembekal komponen mesin yang dilengkapi pusat pemesinan berpaksi maju menunjukkan keupayaan untuk mengendali geometri kompleks. Namun, jangan berhenti pada bilangan mesin sahaja—siasat faktor-faktor khusus berikut:
- Umur dan keadaan mesin: Peralatan baharu biasanya mengekalkan toleransi yang lebih ketat dengan masa henti yang lebih kurang
- Integrasi Perisian CAD/CAM: Perisian moden membolehkan pengaturcaraan yang lebih pantas dan mengurangkan ralat terjemahan daripada fail rekabentuk anda
- Kemampuan Automasi: Pemuatan robotik, sistem palet, dan pemesinan tanpa pengawasan (lights-out machining) menunjukkan kecekapan pengeluaran
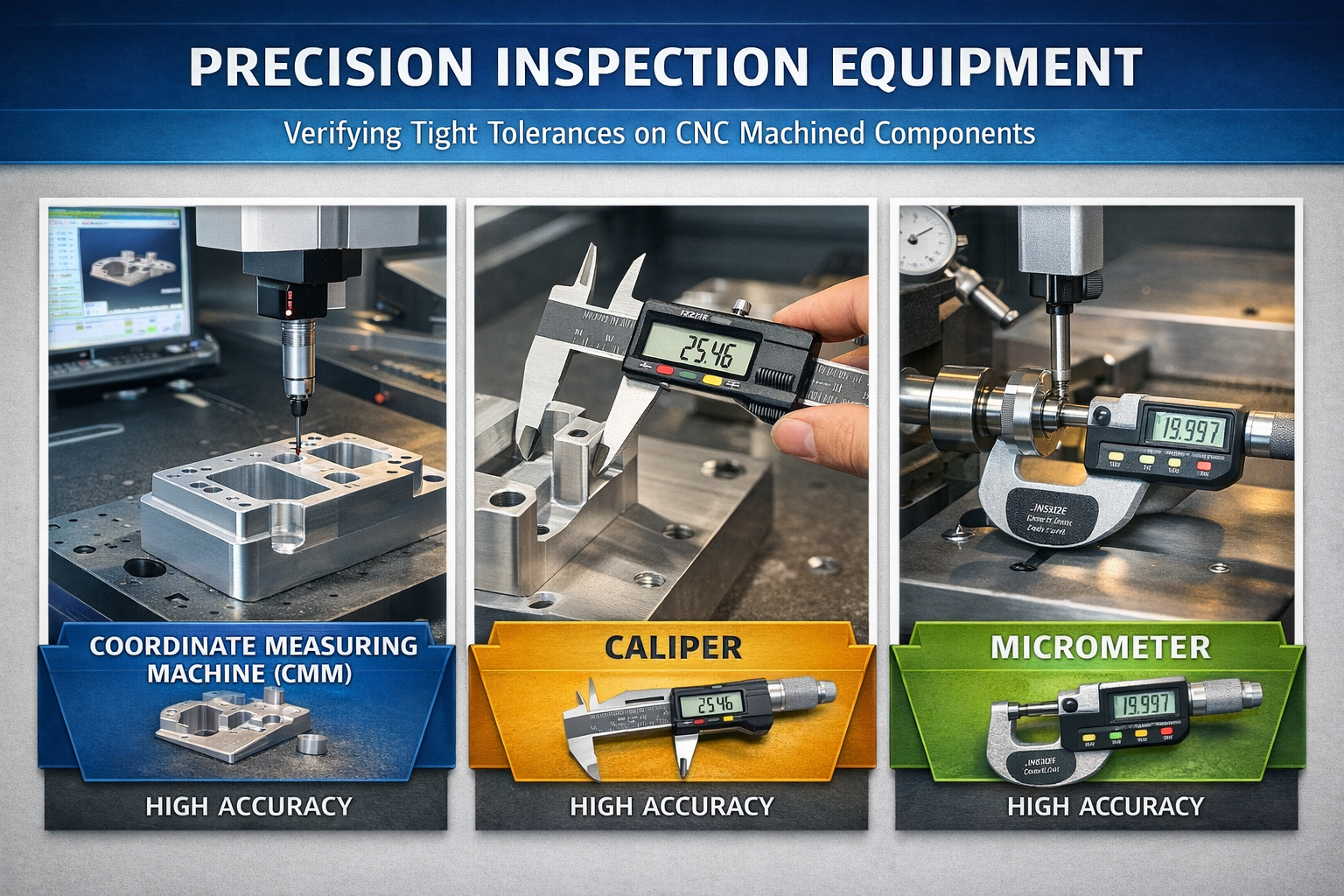
- Peralatan pemeriksaan: Mesin pengukur koordinat (CMM), pembanding optik, dan penguji kekasaran permukaan mengesahkan tuntutan ketepatan
Keahlian dalam bahan mewakili satu lagi penunjuk keupayaan kritikal. Pengilang komponen bermesin yang berpengalaman dengan bahan khusus anda—sama ada aluminium, titanium, atau plastik kejuruteraan—mampu meramalkan cabaran pemesinan dan mengoptimumkan proses secara bersesuaian. Portfolio bahan yang luas menunjukkan kompetensi teknikal dan kelenturan merentasi pelbagai aplikasi.
Penilaian Kapasiti Pengeluaran
Adakah pengilang tersebut mampu mengendali pesanan semasa anda serta pertumbuhan masa depan? Nilai penunjuk kapasiti berikut:
- Bilangan mesin yang dikhaskan untuk jenis komponen anda (penggilingan, pusingan, atau EDM)
- Jadual bergilir—operasi satu, dua, atau 24/7
- Penggunaan kapasiti semasa dan tempoh penghantaran lazim
- Kemampuan penskalaan dari kuantiti prototaip kepada isipadu pengeluaran
Seorang pembekal dengan kapasiti yang boleh diskalakan mengurangkan risiko kesesakan apabila projek anda berpindah daripada fasa prototaip kepada pengeluaran penuh. Untuk aplikasi automotif, pengilang seperti Shaoyi Metal Technology menggambarkan kemampuan ini, menawarkan pembuatan prototaip pantas dengan tempoh penghantaran secepat satu hari bekerja sambil ditingkatkan secara lancar ke isi padu pengeluaran pukal—kombinasi yang menyokong kitaran pembangunan produk secara cekap.
Sistem Kualiti yang Penting
Di luar sijil-sijil yang dipaparkan di laman web, kefahaman tentang cara pengilang benar-benar melaksanakan kawalan kualiti membezakan rakan kongsi yang boleh dipercayai daripada mereka yang hanya memenuhi syarat kepatuhan secara formal.
Kawalan Proses Statistik (SPC)
SPC mewakili piawaian emas untuk pemantauan proses dalam pembuatan tepat. Daripada memeriksa komponen selepas penyelesaian—apabila cacat sudah berlaku—SPC memantau pemboleh ubah proses secara masa nyata, membolehkan operator mengesan penyimpangan sebelum menghasilkan komponen yang tidak memenuhi spesifikasi.
Menurut kajian pengurusan kualiti , pelaksanaan SPC yang berkesan memberikan faedah yang boleh diukur:
- Pengesanan awal haus alat sebelum ia menjejaskan ketepatan dimensi
- Metrik keupayaan proses (nilai Cpk) yang menunjukkan prestasi yang konsisten
- Analisis trend untuk mencegah pergeseran mendekati had toleransi
- Dokumen yang menyokong keperluan ketelusuran
Apabila menilai pembekal komponen pemesinan CNC yang berpotensi, tanyakan tentang pelaksanaan SPC mereka. Pengilang dengan sistem kualiti yang disokong SPC—seperti kemudahan yang bersijil IATF 16949—menunjukkan komitmen terhadap pencegahan cacat, bukan sekadar pengesanan cacat.
Protokol pemeriksaan
Pemeriksaan yang mantap melampaui sekadar memiliki peralatan mahal. Kaji alur kerja pemeriksaan pengilang tersebut:
- Pemeriksaan Perkara Pertama (FAI): Pengesahan dimensi secara menyeluruh sebelum permulaan kelompok pengeluaran
- Pemeriksaan Semasa Proses: Semakan berkala semasa pengeluaran untuk mengesan isu pada peringkat awal
- Pemeriksaan Akhir: Pengesahan lengkap terhadap spesifikasi anda sebelum penghantaran
- Dokumentasi: Laporan pemeriksaan, sijil bahan, dan rekod ketelusuran
Pembekal bertaraf tinggi mengekalkan kadar aduan jauh di bawah purata industri melalui pendekatan kualiti sistematik. Prosedur ujian berganda—pemeriksaan di titik pengilangan diikuti dengan pengesahan bebas—mengurangkan cacat yang sampai kepada pelanggan kepada pecahan peratus.
Bendera Merah yang Perlu Diwaspadai
Pengalaman mengajar pembeli untuk mengenali tanda amaran yang meramalkan masalah pada masa depan. Perhatikan indikator berikut semasa penilaian anda:
- Pernyataan keupayaan yang kabur: Pengilang yang tidak mampu menentukan keupayaan toleransi atau kepakaran bahan mungkin kurang kompeten sebenar
- Harga yang jauh di bawah pesaing: Sebut harga yang tidak realistik rendah sering kali menunjukkan penggunaan jalan pintas dalam bahan, kawalan kualiti, atau yuran tersembunyi yang muncul kemudian
- Ketagangan untuk memberikan rujukan: Pembekal yang telah mapan dengan mudah berkongsi butiran hubungan pelanggan untuk pengesahan keupayaan
- Ketidakresponsifan dalam komunikasi: Respons yang perlahan atau tidak lengkap semasa proses sebut harga menunjukkan isyarat yang sama semasa pengeluaran
- Sijil yang hilang atau tamat tempoh: Sentiasa sahkan kelulusan sijil secara langsung dengan pihak penerbit
- Tiada pengurusan projek khusus: Komponen CNC yang kompleks memerlukan panduan teknikal sepanjang proses pengeluaran—pembekal tanpa sokongan kejuruteraan meninggalkan anda menghadapi masalah secara bersendirian
Mengikut kajian penilaian pembekal, struktur harga yang telus sama pentingnya dengan jumlah akhir. Sebuah sebut harga terperinci yang memecahkan kos bahan, masa pemesinan, dan perkhidmatan penyelesaian menunjukkan bahawa pembekal tersebut memahami struktur kos mereka sendiri—dan oleh itu boleh mengekalkan harga serta kualiti yang konsisten.
Membina Hubungan Pembekal yang Produktif
Mencari pengilang yang sesuai hanyalah permulaan. Memaksimumkan nilai memerlukan pembinaan hubungan kolaboratif yang memberi manfaat kepada kedua-dua pihak.
Amalan Komunikasi
Komunikasi yang jelas mengelakkan salah faham yang menyebabkan kelengahan, kerja semula, dan rasa frustasi. Nilai calon rakan kongsi berdasarkan:
- Masa tindak balas terhadap pertanyaan teknikal
- Ketersediaan sokongan kejuruteraan untuk pengoptimuman rekabentuk
- Komunikasi proaktif mengenai status pengeluaran atau isu-isu potensi
- Kemampuan bahasa yang sepadan dengan keperluan pasukan anda
Pembekal yang menawarkan pengurus projek khusus memberikan panduan yang lebih baik sepanjang fasa rekabentuk dan pengeluaran. Titik hubungan tunggal ini memudahkan koordinasi dan memastikan keperluan anda tidak hilang dalam proses terjemahan antara jabatan.
Faedah Perkongsian Jangka Panjang
Menganggap pengadaan komponen mesin CNC sebagai aktiviti transaksional sahaja menghadkan nilai yang boleh diperoleh daripada hubungan pembuatan. Perkongsian jangka panjang memberikan kelebihan yang tidak dapat diberikan oleh pesanan satu kali:
- Pengoptimuman proses: Pembekal yang sudah biasa dengan komponen anda secara berterusan meningkatkan kecekapan
- Penjadualan keutamaan: Hubungan yang telah terbina sering bermaksud perlakuan istimewa semasa kelangkaan kapasiti
- Input rekabentuk: Rakan yang berpengalaman dapat mengesan isu kebolehpembuatan sebelum ia menjadi masalah mahal
- Program inventori: Pesanan berkelompok (blanket orders) dan susunan kanban mengurangkan kos penyimpanan inventori anda
Senarai Semak Penilaian Pengilang
Gunakan senarai semak komprehensif ini apabila membandingkan pembekal komponen pemesinan CNC yang berpotensi:
| Kategori Penilaian | Soalan Utama | Apa yang perlu dicari |
|---|---|---|
| Kemampuan Teknikal | Jenis mesin dan konfigurasi paksi apa yang tersedia? Sistem CAD/CAM manakah yang digunakan? | Mesin berpaksi pelbagai, perisian moden, kemampuan automatasi |
| Kepakaran bahan | Bahan-bahan manakah yang biasa anda mesin? Bolehkah anda memberikan contoh? | Pengalaman dengan bahan khusus anda; portofolio yang luas menunjukkan keluwesan |
| Sijil kualiti | Sijil industri manakah yang anda miliki? Bilakah audit terakhir dijalankan? | ISO 9001 semasa sebagai minimum; IATF 16949 untuk sektor automotif; AS9100 untuk sektor penerbangan dan angkasa lepas |
| Sistem Kualiti | Bagaimanakah anda melaksanakan Kawalan Statistik Proses (SPC)? Peralatan pemeriksaan apakah yang anda gunakan? | Kemampuan Mesin Ukur Koordinat (CMM), prosedur SPC yang didokumentasikan, protokol pemeriksaan semasa proses |
| Kapasiti pengeluaran | Berapakah tempoh masa penghantaran lazim? Adakah anda mampu meningkatkan skala dari prototaip kepada pengeluaran penuh? | Jadual masa yang realistik, bukti kebolehan meningkatkan skala, serta perancangan tindakan cadangan |
| Komunikasi | Siapakah orang utama yang akan menjadi hubungan saya? Bagaimanakah anda mengendali soalan teknikal? | Pengurusan projek khusus, ketersediaan sokongan kejuruteraan, dan ketindakbalasan |
| Kejelasan harga | Bolehkah anda memberikan pecahan kos terperinci? | Pemisahan yang jelas antara kos bahan, pemesinan, penyelesaian akhir, dan kos persiapan |
| Rekod Prestasi | Bolehkah anda memberikan rujukan pelanggan? Apakah kadar penghantaran tepat pada masanya? | Rujukan yang boleh disahkan, metrik penghantaran melebihi 95%, dan kadar aduan yang rendah |
Bagi pembeli yang mencari komponen automotif CNC, sijil IATF 16949 memberikan jaminan penting mengenai kesediaan pembekal untuk memenuhi keperluan ketat industri ini. Pengilang seperti Shaoyi Metal Technology menggabungkan sijil ini dengan sistem kualiti berbasis SPC dan kemampuan pembuatan prototaip pantas—kombinasi yang patut dicari oleh pembeli ketika membina rantai bekalan automotif yang seimbang dari segi kelajuan, kualiti, dan keberkesanan kos.
Dengan pendekatan sistematik terhadap penilaian pengilang di tangan, kini anda bersedia berpindah daripada penilaian kepada tindakan. Langkah akhir melibatkan penerjemahan keperluan anda kepada spesifikasi yang jelas serta penubuhan hubungan kerja yang produktif untuk memberikan hasil yang konsisten dari masa ke masa.
Mengambil Tindakan terhadap Keperluan Komponen CNC Anda
Anda telah memahami faktor-faktor kritikal yang sering diabaikan oleh kebanyakan pembeli—kini tiba masanya untuk mempraktikkan ilmu tersebut. Berpindah daripada penyelidikan kepada hasil memerlukan pendekatan berstruktur yang mengubah pemahaman anda tentang komponen yang dimesin menggunakan CNC kepada hasil projek yang berjaya. Mari kita lakarkan secara tepat langkah-langkah yang perlu diambil.
Peta Jalan Sumber Komponen CNC Anda
Sedia mencari komponen CNC seterusnya? Ikuti urutan yang telah terbukti ini untuk meminimumkan risiko dan memaksimumkan hasil:
- Akhirkan fail rekabentuk anda: Sediakan model CAD lengkap dalam format universal (STEP, IGES) bersama lukisan 2D yang menyertakan toleransi kritikal, siaran permukaan, dan keperluan bahan
- Tetapkan spesifikasi anda secara jelas: Gred bahan dokumen, keperluan toleransi bagi setiap dimensi kritikal, spesifikasi penyelesaian, dan sebarang sijil industri yang diperlukan
- Kenal pasti pengilang berpotensi: Tapis pembekal berdasarkan kemampuan peralatan, sijil berkaitan, dan pengalaman dalam aplikasi khusus anda
- Minta sebut harga terperinci: Hantar RFQ bersama dokumentasi lengkap dan minta pecahan kos terperinci yang menunjukkan bahan, pemesinan, dan penyelesaian secara berasingan
- Nilaikan dan bandingkan respons: Nilai kemampuan teknikal, sistem kualiti, ketepatan komunikasi, dan nilai keseluruhan—bukan hanya harga
- Jalankan tugas keberanian (due diligence): Sahkan sijil-sijil, minta rujukan, dan sahkan komitmen tempoh penghantaran sebelum membuat pesanan
- Mulakan dengan pengesahan prototaip: Tempah kuantiti sampel untuk mengesahkan ketepatan dimensi dan kualiti penyelesaian sebelum melanjutkan ke isipadu pengeluaran
Daripada Spesifikasi ke Pengeluaran
Komunikasi yang jelas mengelakkan salah faham yang mahal. Apabila menghantar keperluan komponen pemesinan CNC anda, sertakan elemen penting berikut:
- Jadual toleransi: Nyatakan dimensi yang kritikal berbanding yang standard—elakkan memberikan toleransi terlalu ketat pada ciri-ciri bukan fungsional
- Sijil Bahan: Nyatakan sama ada anda memerlukan laporan ujian kilang atau ketelusuran bahan tertentu
- Keperluan pemeriksaan: Takrifkan keperluan pemeriksaan artikel pertama dan harapan dokumentasi kualiti berterusan
- Pertimbangan pemasangan komponen yang dipemesin: Jika komponen anda bersambung dengan komponen lain, sediakan lukisan komponen pasangan atau konteks pemasangan
Menurut pakar penyediaan rekabentuk, berbincang dengan teknologi pengilang anda semasa fasa rekabentuk boleh mengurangkan kos sebanyak 20–30% sambil meningkatkan kemudahan pengeluaran. Pendekatan kolaboratif ini mengesan potensi masalah sebelum ia menjadi isu pengeluaran yang mahal.
Mengambil Langkah Seterusnya
Dengan sembilan faktor kritikal yang dibincangkan dalam panduan ini, anda berada dalam kedudukan yang baik untuk membuat keputusan pembelian yang berdasarkan maklumat, yang mengimbangkan kualiti, kos, dan kebolehpercayaan. Sama ada anda memerlukan satu komponen mesin CNC sahaja untuk pembuatan prototaip atau beribu-ribu komponen pengeluaran, prinsip-prinsip ini tetap sama: nyatakan spesifikasi dengan jelas, nilaikan secara sistematik, dan bina hubungan dengan rakan kongsi yang berkemampuan.
Bagi aplikasi automotif yang memerlukan pemasangan sasis dengan ketepatan tinggi, buising logam suai reka, atau komponen kritikal lain, pengilang yang memiliki sijil IATF 16949 dan sistem kualiti yang disokong oleh Kawalan Proses Statistik (SPC) memberikan konsistensi yang diperlukan oleh rantaian bekalan anda. Shaoyi Metal Technology mewakili keupayaan komprehensif sedemikian—menawarkan perkhidmatan pemesinan CNC tepat yang boleh diskalakan daripada prototaip pantas dengan tempoh penyampaian secepat satu hari bekerja hingga kepada isipadu pengeluaran pukal sepenuhnya.
Projek bahagian berpemesinan CNC seterusnya bermula dengan satu langkah sahaja: menyediakan spesifikasi anda dan menghubungi pengilang yang berkelayakan yang boleh menukar rekabentuk anda kepada komponen tepat.
Soalan Lazim Mengenai Pembuatan Bahagian CNC
1. Apakah itu pemesinan CNC dan bagaimana ia beroperasi?
Pemesinan CNC ialah proses pembuatan secara penolakan di mana perisian komputer yang telah diprogramkan terlebih dahulu mengawal alat pemotong untuk menghasilkan bahagian tepat daripada bahan mentah. Proses ini bermula dengan fail CAD yang mengandungi spesifikasi bahagian, yang kemudiannya diterjemahkan kepada kod-G yang difahami oleh mesin CNC. Mesin tersebut kemudiannya menjalankan setiap laluan pemotongan dengan ketepatan mekanikal, mencapai toleransi seketat ±0.0002 inci untuk pemesinan biasa dan ±0.0001 inci untuk operasi EDM. Teknologi ini membolehkan ketepatan yang boleh diulang sama ada dalam pengeluaran 10 atau 10,000 unit yang identik.
2. Sijil apakah yang perlu saya cari dalam pengilang bahagian CNC?
Sijil-sijil yang anda perlukan bergantung pada industri anda. ISO 9001 berfungsi sebagai sijil pengurusan kualiti asas untuk pembuatan umum. IATF 16949 adalah penting bagi aplikasi automotif, dengan tumpuan kepada pencegahan kecacatan dan ketelusuran. AS9100 diwajibkan bagi komponen aerospace, yang merangkumi pengurusan konfigurasi dan pemeriksaan artikel pertama. ISO 13485 mengawal proses pembuatan peranti perubatan dengan keperluan pengurusan risiko yang ketat. Akreditasi NADCAP mengesahkan proses khas seperti rawatan haba untuk aplikasi aerospace. Sentiasa sahkan kelulusan sijil secara langsung dengan badan penerbit sebelum berkerjasama dengan pembuat.
3. Berapakah kos pemesinan CNC?
Kos pemesinan CNC bergantung pada beberapa faktor yang diperingkat mengikut kesan: kerumitan rekabentuk (rekabentuk ringkas berharga $20/jam berbanding $35–70/jam untuk komponen rumit), pemilihan bahan (aluminium pada $5–10/sepaun berbanding keluli tahan karat pada $8–16/sepaun), keperluan toleransi (toleransi ketat boleh meningkatkan masa pemesinan sehingga 50%), isipadu pengeluaran (kos persiapan diagihkan ke atas semua unit), jenis mesin (mesin 3-paksi pada $10–20/jam berbanding mesin 5-paksi pada $20–40/jam), dan keperluan penyelesaian akhir. Kos seunit boleh turun kepada 10–20% daripada harga seunit apabila memesan 1,000 unit atau lebih disebabkan oleh ekonomi skala.
4. Apakah bahan-bahan yang boleh dimesin menggunakan CNC?
Mesin CNC beroperasi dengan pelbagai logam dan plastik. Aluminium 6061 menawarkan prestasi keseluruhan terbaik untuk komponen penggunaan am dengan keterkisaran yang sangat baik. Keluli dan keluli tahan karat memberikan ketahanan serta rintangan kakisan yang unggul untuk aplikasi yang mencabar. Loyang memberikan keterkisaran yang sangat baik untuk penyambung elektrik dan perkakasan hiasan. Titanium menawarkan nisbah kekuatan-terhadap-berat tertinggi untuk komponen aeroangkasa dan implan perubatan. Plastik kejuruteraan seperti Delrin, Nylon, PEEK, dan PTFE memberikan kelebihan termasuk jisim lebih rendah, rintangan bahan kimia, dan penebatan elektrik untuk aplikasi tertentu.
5. Bagaimana saya memilih antara penggilingan CNC, pusingan CNC, dan EDM?
Pilih berdasarkan geometri dan bahan komponen anda. Penggilingan CNC menggunakan pemotong berputar pada benda kerja yang tidak bergerak, ideal untuk permukaan rata, lubang cekung, alur, dan kontur 3D pada komponen prismatik. Pembubutan CNC memutar benda kerja terhadap alat potong yang tidak bergerak, paling sesuai untuk komponen silinder seperti aci, galas, dan komponen berulir. EDM (Electrical Discharge Machining) menggunakan percikan elektrik untuk mengikis bahan tanpa sentuhan fizikal, penting bagi keluli perkakas keras, sudut dalaman tajam, dan komponen halus yang tidak mampu menahan daya pemotongan. Ramai projek memerlukan pelbagai proses, menjadikan pengilang yang memiliki semua kemampuan tersebut di bawah satu bumbung lebih menguntungkan dari segi kawalan kualiti.