 Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —
Jumlah kecil, piawai tinggi. Perkhidmatan prototaip pantas kami membuat pengesahan lebih cepat dan mudah —

Penempaan Rangka Tempat Duduk Automotif: Teknologi Pembuatan & Trend Penjimatan Berat
RINGKASAN
Penempaan rangka tempat duduk automotif adalah proses pembuatan tepat yang menggunakan teknologi acuan progresif dan acuan pemindahan berkapasiti tinggi (biasanya 100–1,200+ tan) untuk membentuk komponen struktur kenderaan daripada bahan berkekuatan tinggi. Seiring industri automotif beralih kepada kenderaan elektrik (EV), fokus utama kini tertumpu kepada pengurangan berat —menggantikan keluli tradisional dengan Keluli Berkekuatan Tinggi Maju (AHSS), aluminium, dan aloi magnesium untuk memperluaskan julat bateri tanpa mengorbankan keselamatan.
Pengeluaran bingkai tempat duduk moden kini bukan sahaja melibatkan pembentukan logam; ia memerlukan integrasi lenturan wayar, pembuatan tiub, dan kaedah pemasangan kompleks seperti kimpalan laser. Bagi OEM dan pembekal Tahap 1, kejayaan bergantung kepada pemilihan proses pengeluaran yang tepat—menyeimbangkan kelajuan penempaan progresif dengan kecekapan bahan sistem pemindahan—sambil mematuhi piawaian keselamatan ketat seperti FMVSS dan IATF 16949.
Teknologi Utama: Penempaan Progresif berbanding Penempaan Pemindahan
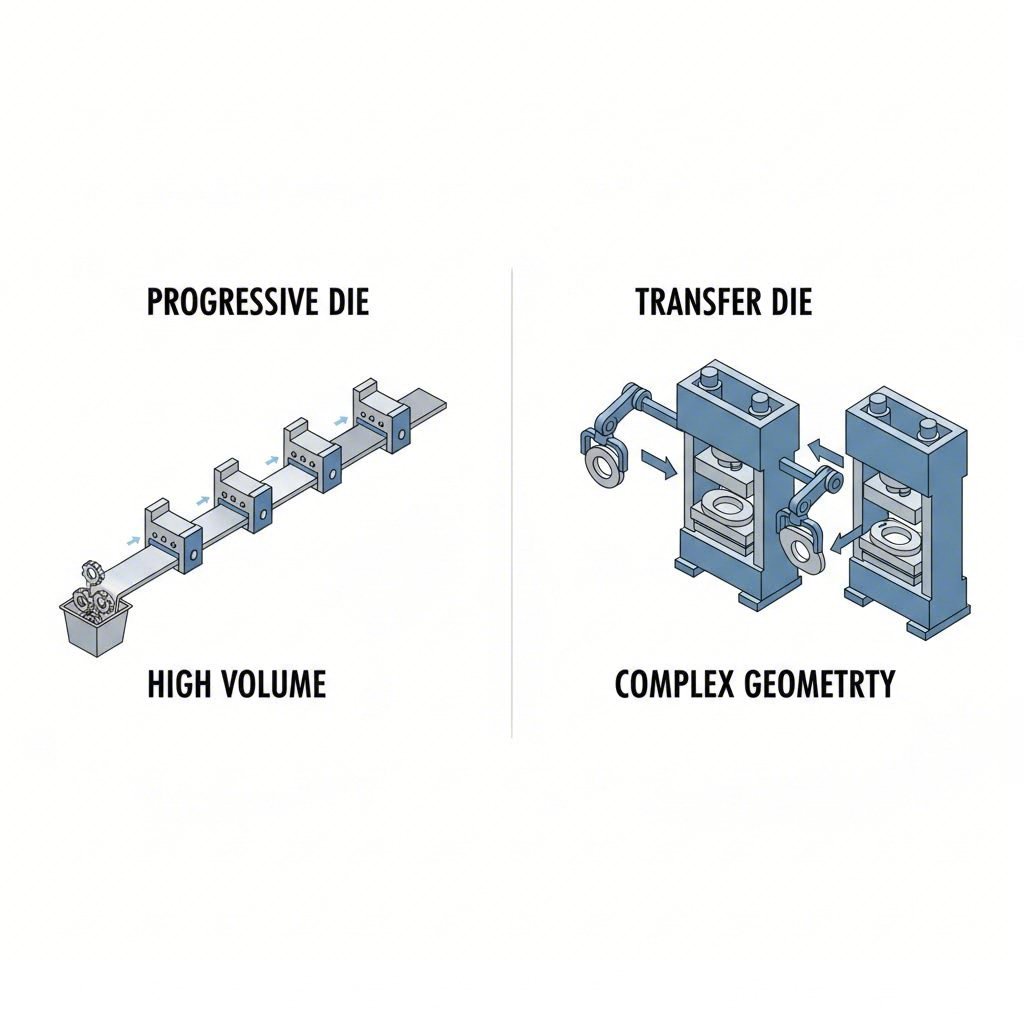
Keputusan antara penempaan acuan progresif dan acuan pemindahan merupakan pilihan kejuruteraan asas dalam pengeluaran bingkai tempat duduk. Keputusan ini menentukan kos peralatan, kelajuan pengeluaran, dan kerumitan komponen.
Stamping die progresif adalah piawaian industri untuk komponen berskala tinggi dan bersaiz kecil. Dalam proses ini, satu jalur logam berterusan dimasukkan melalui siri stesen di dalam satu acuan tunggal. Setiap hentaman daripada tekanan melakukan operasi berbeza—memotong, membengkok, menandai—sehingga komponen siap dipisahkan dari jalur tersebut di stesen akhir. Kaedah ini sangat sesuai untuk menghasilkan komponen seperti cincin rehat, rel pandu, dan braket penyambung di mana kelajuan adalah yang paling utama.
Pemindahan cap logam , sebaliknya, diperlukan untuk bahagian yang lebih besar, lebih dalam, atau lebih kompleks yang tidak boleh kekal terpasang pada jalur pembawa. Di sini, jari-jari mekanikal atau lengan robotik memindahkan blanking komponen individu antara stesen acuan yang berbeza. Kaedah ini biasanya digunakan untuk elemen struktur besar seperti talam kerusi bentuk tarikan dalam, bingkai sisi, dan penegak berketebalan tinggi . Walaupun lebih perlahan berbanding stamping progresif, kaedah ini memberikan kebebasan yang lebih besar untuk geometri kompleks dan mengurangkan sisa bahan—faktor penting apabila bekerja dengan aloi ringan yang mahal.
| Ciri | Stamping die progresif | Pemindahan cap logam |
|---|---|---|
| Terbaik Untuk | Bahagian kecil hingga sederhana (Penyangkut, Rel, Cincin) | Bahagian struktur besar (Dulang Kerusi, Rangka Sisi) |
| Kelajuan | Tinggi (Suisan berterusan) | Sederhana (Pengendalian bahagian diperlukan) |
| Sisa Bahan | Tinggi (membutuhkan jalur pembawa) | Lebih rendah (Susunan dioptimumkan) |
| Kos Alat | Pelaburan awal yang tinggi | Secara amnya lebih rendah, tetapi kos penekan lebih tinggi |
| Kerumitan | Terhad oleh sambungan jalur | Fleksibiliti geometri yang tinggi |
Inovasi Bahan: Pemacu Penjimatan Berat
Keperluan untuk meningkatkan julat EV dan mengurangkan pelepasan CO2 telah merevolusikan pemilihan bahan untuk struktur kerusi. Pengilang kini beralih daripada keluli lembut kepada bahan yang menawarkan nisbah kekuatan terhadap berat yang lebih tinggi.
Keluli Kekuatan Tinggi Lanjutan (AHSS) dan UHSS kini mendominasi. Gred seperti keluli Dual-Peringkat (DP) dan keluli Plasticiti Teraruh Transformasi (TRIP) membolehkan jurutera menggunakan ketebalan yang lebih nipis tanpa mengorbankan keupayaan perlindungan pelanggaran. Pengilang terkemuka seperti Kumpulan Proma menggunakan proses penempaan satu-hentaman berpaten untuk membentuk bahan sukar ini kepada struktur bingkai kusyen kerusi dan bingkai belakang yang kukuh.
Aloi aluminium dan magnesium mewakili sempadan seterusnya. Bingkai aluminium boleh memberikan penjimatan berat sebanyak kira-kira 28% berbanding keluli, manakala magnesium boleh memberikan penjimatan sehingga 35%. Walau bagaimanapun, bahan-bahan ini membawa cabaran dalam pembuatan, seperti springback yang meningkat dan keperluan pelinciran khas. Mengatasi cabaran-cabaran ini sering kali memerlukan tekan servo-hidraulik yang boleh melaras kelajuan ram secara pengaturcaraan semasa fasa penarikan untuk mencegah retakan.
Melampaui Penempaan: Pemasangan dan Integrasi Komponen
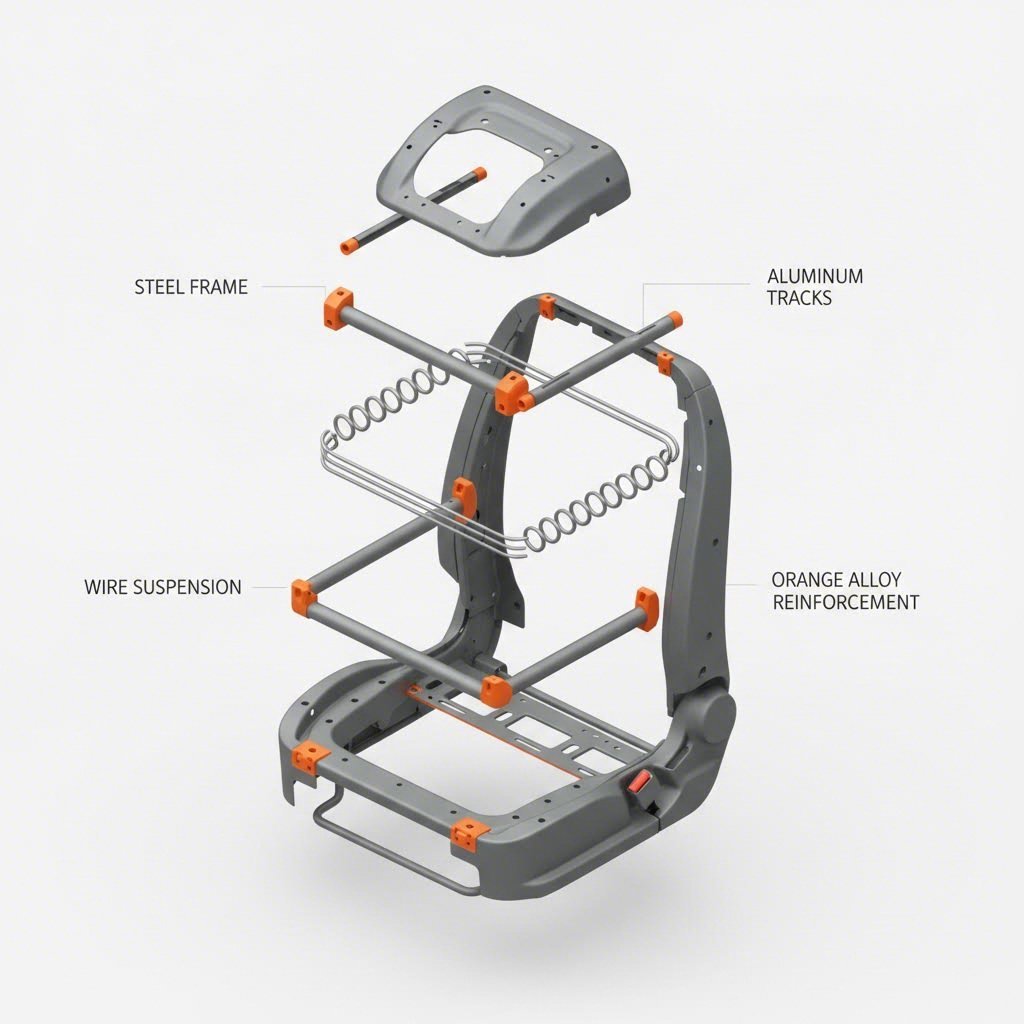
Sebahagian logam yang dicetak jarang menjadi produk akhir. Tempat duduk automotif moden memerlukan penghantaran perakitan yang sepenuhnya bersepadu. Pembekal seperti Guelph Manufacturing dan Hatch Stamping telah berkembang menjadi penyepadu sistem, menggabungkan komponen-komponen stamping dengan bentuk wayar dan struktur paip.
- Pembengkokan Paip & Pembentukan Wayar: Struktur tempat duduk kerap bergantung kepada rangka paip bengkok untuk bahagian sandaran dan bentuk wayar untuk tikar suspensi. Proses-proses ini mesti diselaraskan dengan operasi stamping untuk memastikan ketepatan pemasangan.
- Teknologi Penyambungan: Peralihan kepada bahan campuran (contohnya, menyambung rel keluli ke dulang aluminium) telah menjadikan kimpalan titik konvensional tidak mencukupi dalam sesetengah aplikasi. Pengilang semakin banyak mengadopsi Kimpalan MIG, kimpalan laser, dan pengikatan mekanikal untuk memastikan keutuhan struktur merentasi logam-logam yang berbeza.
- Penyepaduan Mekanisme: Rangka mesti memuatkan sistem elektromekanikal yang kompleks, termasuk brek pengangkat, trek tempat duduk manual dan kuasa, dan mekanisme sandaran . Penempaan presisi adalah kritikal di sini; walaupun penyimpangan pada tahap mikron dalam trek kerusi boleh menyebabkan isu bunyi, getaran, dan kekasaran (NVH) pada kenderaan akhir.
Kawalan Kualiti dan Pengoptimuman Proses
Dalam aplikasi yang kritikal terhadap keselamatan seperti tempat duduk automotif, pencegahan kecacatan adalah perkara mesti. Kualiti bermula sebelum acuan menekan logam. Mesin decoiler presisi, seperti yang diterangkan oleh Henli Machine, memainkan peranan penting. Ciri-ciri seperti lengan tekanan pneumatik dan sistem lengan pandu mencegah pencaran bahan dan melindungi permukaan gegelung daripada calar—kecacatan yang boleh menyebabkan penolakan dari segi estetik atau kelesuan struktur.
Analisis elemen terhingga (FEA) adalah alat penting lain yang digunakan oleh pembekal-pembekal utama untuk mensimulasikan proses penempaan sebelum acuan dibina. FEA membantu jurutera meramal penipisan, kedutan, dan lenturan semula, membolehkan pampasan acuan pada peringkat rekabentuk berbanding kaedah cuba-jaya yang mahal di lantai bengkel.
Apabila memilih rakan kongsi pengeluaran, pensijilan adalah asas. Carilah pembekal yang memiliki IATF 16949 sertifikasi, yang menjamin pematuhan terhadap piawaian pengurusan kualiti automotif yang ketat. Selain itu, keupayaan untuk menutup jurang antara pembangunan dan pengeluaran adalah penting. Bagi OEM yang memerlukan kelenturan, Shaoyi Metal Technology menawarkan penyelesaian penin yang komprehensif yang mampu meningkatkan skala daripada prototaip pantas (menghantar lebih 50 komponen dalam tempoh lima hari sahaja) kepada pengeluaran pukal berkelantangan tinggi menggunakan acuan 600 tan, memastikan kebolehlaksanaan rekabentuk disahkan pada peringkat awal program.
Kejuruteraan Masa Depan Tempat Duduk
Pasaran bingkai tempat duduk automotif kini berkembang daripada pembengkokan logam ringkas kepada kejuruteraan struktur berteknologi tinggi. Apabila kenderaan menjadi autonomi dan elektrik, tempat duduk menjadi pusat kepada pengalaman penumpang, dengan tuntutan berat yang lebih ringan, keselamatan yang lebih tinggi, dan fungsi yang lebih besar. Bagi jurutera dan pemimpin perolehan, matlamatnya adalah untuk bekerjasama dengan pengilang yang tidak hanya menawarkan kapasiti penekanan, tetapi juga kefahaman holistik tentang sains bahan, teknologi penyambungan, dan kawalan kualiti tepat
Soalan Lazim
1. Apakah perbezaan antara penempaan die progresif dan penempaan die pemindahan untuk rangka kerusi?
Penempaan die progresif menyuapkan jalur logam berterusan melalui beberapa stesen, menjadikannya lebih cepat dan sesuai untuk bahagian kecil seperti pengapit dan penyambung. Penempaan die pemindahan menggerakkan lekapan yang telah dipotong secara individu antara stesen, yang lebih sesuai untuk bahagian besar dan dalam seperti dulang kerusi dan rangka sisi yang memerlukan operasi pembentukan kompleks.
2. Mengapakah magnesium digunakan dalam rangka kerusi automotif?
Magnesium digunakan terutamanya kerana nisbah kekuatan-kepada-beratnya yang luar biasa. Ia kira-kira 33% lebih ringan daripada aluminium dan 75% lebih ringan daripada keluli, menjadikannya ideal untuk memanjangkan julat kenderaan elektrik. Walau bagaimanapun, ia memerlukan proses pengecoran die atau penempaan khas disebabkan oleh sifat bahan yang unik.
3. Siapakah pengilang struktur kerusi automotif utama di peringkat global?
Pemain utama dalam industri tempat duduk automotif termasuk Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S, dan Magna International. Syarikat-syarikat ini biasanya berfungsi sebagai pembekal Tahap 1, menyediakan sistem tempat duduk lengkap kepada OEM.