 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Virsmas apstrādes iespējas automašīnu alumīnija ekstrūzijai: vislabākā izvēle
Ievads automobīļu ekstrūzijas pabeigšanas izvēles jomā
Ja jūs iegādājaties vai izstrādājat automobīļu alumīnija ekstrūzijas, izvēlētais pabeigšanas veids ir vairāk nekā tikai kosmētisks lēmums. Tas ir kritiskais faktors, kas nosaka, kā jūsu komponents darbosies, cik ilgi tas kalpos un cik labi tas integrēsies modernās transportlīdzekļu montāžas līnijās. Šķiet sarežģīti? Tā var būt, īpaši tad, kad jāsaskaņo izturība, izskats un ražošanas efektivitāte 2025. gadam un turpmāk.
- Korozijizturība ārējām vai grūtām darbības vidēm un ilgam kalpošanas laikam
- Nodilumizturība kustīgiem vai atklātiem komponentiem
- Izskata klases redzamu apdari un zīmolģu vajadzībām
- Savienojamība – metināšana, līmēšana vai mehāniskā fiksācija
- Atbilstība mainīgajiem vides noteikumiem
- Izdevumi uz vienu transportlīdzekli un caurlaide lielserijas ražošanai
Kāpēc automašīnu alumīnija ekstrūzijām ir svarīga pabeigšanas kvalitāte
Iedomājieties jumta stenderi, baterijas korpusu vai interjera apdari – katra no tām saskaras ar savu vides un mehānisko izmēģinājumu kopumu. Pareizais alumīnija virsmas apdare var izšķirt starp detaļu, kas izskatās glīta un izturīga pret koroziju vairākus gadus, un tādu, kas agrīnā stadijā iziet no ierindas sakarā ar plaisām, lūžņiem vai krāsas maiņu. Automobiļu inženieriem tas nozīmē, ka virsmas apdare nav tikai par izskatu – tā ir par uzticamu darbību un garantijas risku samazināšanu.
Kas tiek uzskatīts par virsmas apdari un kur katra no tām ir piemērojama
Alumīnija ekstrūziju pasaulē virsmas apdare attiecas uz jebkuru procesu, kas modificē virsmu, lai sasniegtu noteiktus funkcionalitātes vai estētiskus mērķus. Starp tām ir:
- Priekšapstrādes: Tīrīšana, oksīdu noņemšana un pārveidošanas pārklājumu uzklāšana, lai sagatavotu virsmu turpmākai apdarei
- Anodēšana: Elektroķīmiski biezāki oksīda slāņi korozijas un nodiluma izturībai, pieejami dekoratīvā vai cietā (III tipa) variantā
- Pulverkrāsas un e-krāsas sistēmas: Organiskās krāsas, kas tiek uzklātas, lai iegūtu krāsu, ķīmisko izturību un vienmērīgu pārklājumu
- Mehāniskā apdare plus krāsošanas procesi: Izmantojot iztrūkuma virsmu kā bāzi gruntim un krāsai, līdzsvarojot izmaksas un elastīgumu
Katra no šīm alumīnija virsmas apdarem ir unikālas priekšrocības un kompromisi. Piemēram, anodēšana nodrošina lielisku korozijas aizsardzību un krāsu dažādību, savukārt pulverkrāsa nodrošina izturīgu, spilgtu slāni ar plašu krāsu un struktūru izvēli. Mekhāniskās un ķīmiskās apdares, piemēram, smilšu apstrāde vai spīdīgā iegremdēšana, var papildus uzlabot izskatu vai sagatavot virsmu turpmākajai pārklāšanai. Izvēle ir atkarīga no jūsu pielietojuma konkrētajām vajadzībām — vai nu tas ir UV izturīgs apdare ārējai apdarei, vai arī izmaksu ziņā izdevīga apdare paslēptām konstrukcijas detaļām.
Kā izmantot šo rangēto sarakstu, lai noteiktu specifikāciju un atrastu piegādātājus
Šis ceļvedis ir izstrādāts, lai palīdzētu jums salīdzināt un izvēlēties virsmas apstrādes iespējas automašīnu alumīnija ekstrūzijām ar pārliecību. Nākamajās sadaļās jūs ievērosiet, ka katru pabeigšanu novērtē ar:
- Skaidri H3 virsraksti ātrai skenēšanai
- Priekšrocības un trūkumi punktu sarakstā
- Reālas lietošanas situācijas un specifikācijas padomi
Mēs arī atsauksimies uz svarīgiem standartiem (piemēram, ASTM, SAE, ISO un MIL-A-8625) attiecīgajās vietās, lai jūs varētu savietot savas prasības ar nozares labākajām praksēm.
Pareizi savienot pareizo sakausējumu, modifikāciju un detaļas ģeometriju ar pareizo alumīnija virsmas apstrādi ir būtiski. Nepareiza kombinācija var izraisīt problēmas, piemēram, pavedienveida koroziju, malu plānināšanu vai sliktu saķeri - izraisot dārgas kļūmes nākotnē.
Gatavi ienirt? Nākamās sadaļas detalizēti izklāsta katru pabeigšanas veidu, palīdzot jums saskaņot jūsu veiktspējas, izskata un izmaksu mērķus ar pareizo risinājumu jūsu nākamajam automobiļu projektam.
Metodika un novērtēšanas kritēriji virsmas apstrādes novērtēšanai
Stādoties pretī desmitiem veidu, kā pabeigt alumīnija profila apstrādi automobiļu izmantošanai, kā zināt, kurš process nodrošinās labākos rezultātus? Atbilde slēpjas skaidrā, izsekojamā vērtēšanas sistēmā. Šajā sadaļā apkopoti kritēriji, soļi un pārbaudes punkti, kas palīdz inženieriem, pircējiem un kvalitātes menedžeriem pieņemt informētus lēmumus par alumīnija virsmas apstrādi – nodrošinot gan veiktspēju, gan atbilstību prasīgām automobiļu programmām.
Automobiļu standartiem atbilstoši vērtēšanas kritēriji
Iedomājieties, ka norādījāt virsmas apstrādi, taču pēc montāžas atklājāt, ka tā neatbilst OEM korozijas vai līmēšanas prasībām. Lai to izvairītos, katrs apdarei tiek novērtēta atbilstoši nozares standartiem un reāliem ražošanas apstākļiem. Galvenie kritēriji ietver:
- Korozijas izturība: Veiktspēja sāls izsmidzināšanas un cikliskās korozijas testos (ASTM, ISO, SAE protokoli)
- Līmīgums un izturība: Apstiprināts ar šķērsšķēluma, līmes un trieciena testiem
- Izskats: Vienmērīgums spīdumā, krāsā un tekstūrā, ko mēra ar krāsas mērīšanas ierīcēm un vizuāliem standartiem
- Krāsošanas cikla saderīgums: Spēja izturēt tālāko konservēšanas ciklu bez struktūras zuduma
- Vides prasību izpilde: Hromāta brīvu pārveidošanas pārklājumu un VOC brīvu pabeigšanas materiālu izmantošana, ja iespējams
- Ražošanas jauda: Cikla ilgums, pārstrādes likmes un automatizācijas gatavība
- Izdevumi un piegādes nepārtrauktība: Ietekme uz viena transportlīdzekļa izmaksām un spēja nodrošināt liela apjoma automobiļu ražošanas grafikus
Šie kritēriji nodrošina, lai katra alumīnija virsmas apstrādes metode būtu ne tikai tehniski pareiza, bet arī piemērota automobiļu ražošanas līnijām.
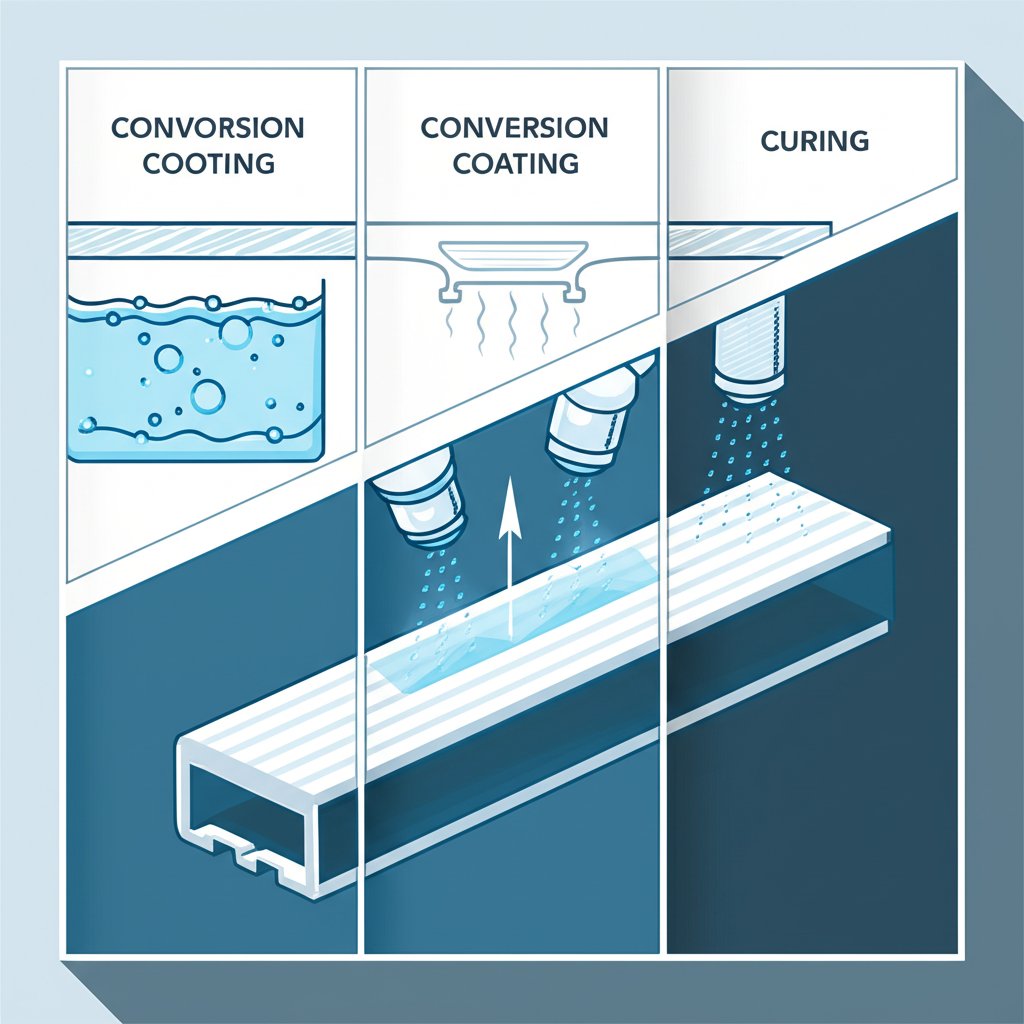
Procesa plūsma: Priekšapstrāde līdz pārklājumam
Ceļojums uz augstas kvalitātes pārklājumu alumīnija detaļām seko disciplinētam procesam. Šeit ir tipisks secība, ar pārbaudes punktiem iespējamiem atteices režīmiem:
-
Tīrīšana un dezoksīdēšana
- Atteices režīmi: Atlikušie eļļas vai oksīdi izraisa saķeres zudumu; nevienmērīga tīrīšana noved pie plankumainiem pārklājumiem
-
Izvēlētais pārklājums (anodēšana, pulvera, E-pārklājums, šķidrā krāsa)
- Atteices režīmi: Nepietiekama korozijas izturība dēļ nepareizas uzklāšanas; nepareiza skalošana izraisa pūslīšanu
-
Izvēlētais pārklājums (anodēšana, pulvera, E-pārklājums, šķidrā krāsa)
- Atteices režīmi: Faradeja ēna uz sarežģītiem profiliem; nevienmērīgs plēves veidojums; krāsas neatbilstība redzamajās vietās
-
Ķīlēšana/hermetizēšana
- Atteices režīmi: Nepietiekama hermetizācija anodēšanas procesā; pārmērīga vai nepietiekama žāvēšana organiskajos pārklājumos; spīduma vai saķeres zudums
-
Pārbaude
- Bojājumu veidi: Nepietiekama malu plānināšana, neuzkodēti virsmas defekti vai nepietiekama pārklāšanās iedobēs
Katru soli validē, izmantojot ASTM un ISO standartos atsauktās testēšanas metodes attiecībā uz saķemi, pārklājuma biezumu un ciklisku koroziju. Anodēšanai MIL-A-8625 ir izplatīts mērķrādītājs, savukārt krāsošanas cepšanu un montāžas savietojamību pārbauda atbilstoši OEM protokoliem ( avots ).
Pārbaudes un pieņemšanas pārbaudes punkti
Kvalitātes nodrošināšana nebeidzas pie līnijas. Vizuālā pārbaude, virsmas raupjuma mērīšana un nerazējošās pārbaudes (NDT) palīdz apstiprināt, ka apdarei paredzētais alumīnija gabals atbilst specifikācijai. Tipiski pārbaudes punkti ietver:
- Vizuālā pārbaude plaisām, bedrēm vai krāsas maiņai
- Pārklājuma biezuma mērīšana (profilometrs vai ultraskaņas metodes)
- Saķemes testi (šķērsām, līmlentes vilkšana)
- Virsma raupjuma pārbaude kritiskām savienojamo virsmām
- Krāsas un spīduma novērtēšana, īpaši izskata klases detaļām
Šie soļi ir būtiski, lai pārliecinātos, ka pārklāji uz alumīnija ekstrūzijām nodrošina gan veiktspēju, gan estētiku.
Specifikāciju formulējumu veidnes, kas vienkāršo iepirkšanu
Pārklājumam jāatbilst [attiecīgajam standartam] un jāiztur saķere un cikliskā korozija saskaņā ar OEM protokolu. Pārveidošanas pārklājumam jābūt bez hromātiem, ja vien nav citādi norādīts. Aizklājiet kritiskos izmērus un vītnētos elementus. Iekļaujiet pārklājuma biezuma kartēšanas plānu.
Skaidra, standartiem atbilstoša valoda jūsu iepirkšanas dokumentos palīdz piegādātājiem katru reizi nodrošināt pareizu alumīnija virsmas apstrādi.
Projektēšanas apsvērumi ražošanai un montāžai (DFM/DFA)
Pirms jūs galīgi apstiprināt rasējumus, apsveriet šos praktiskos padomus, lai vēlāk izvairītos no pārsteigumiem:
- Identificējiet zonas, kurām nepieciešama aizklāšana vai aizbāznis (vītnes, caurumi, elektriskie kontaktdakšas)
- Projektējiet malu noapaļojumus, lai novērstu plānas vai asas malas, kas varētu nesegti vienmērīgi
- Nodrošiniet pareizu notekūdeni un vēdināšanu dobu ekstrūziju gadījumā, lai izvairītos no iesprostotiem šķidrumiem vai nepilnīgu pārklājumu
- Ņemiet vērā izmēru izmaiņas filmas biezuma dēļ — svarīgi precīziem savienojumiem
Ievērojot šos norādījumus, varat norādīt un pabeigt alumīnija ekstrūzijas tā, lai tās atbilstu gan tehniskajiem, gan ražošanas mērķiem. Tālāk mēs aplūkosim, kā šie kritēriji tiek piemēroti reālās vides pabeigšanas risinājumos, sākot ar integrētu virsmas apstrādes piedāvājumu pārskatu.
Shaoyi virsmas apstrādes risinājumi automašīnu ekstrūzijām
Kad jūs iepērkat alumīnija ekstrūzijas daļas automašīnu programmu gadījumā kļūst skaidra nepieciešamība pēc uzticama, integrēta pabeigšanas partnera. Iedomājieties, ka visi galvenie pabeigšanas procesi — anodēšana (gan dekoratīvā, gan cietā), pulvera pārklājums, elektroforetiskais pārklājums (e-pārklājums) un uzlabotās krāsošanas sistēmas — ir pieejami vienā vietā, papildināti ar stingru kvalitātes nodrošinājumu un pilnu izsekojamību. Tieši to nodrošina Shaoyi, vadjošā alumīnija pabeigšanas uzņēmums, automašīnu alumīnija ekstrūzijām.
Ko nodrošina Shaoyi automašīnu ekstrūzijām
Shaoyi izceļas, piedāvājot plašu automašīnu alumīnija ekstrūzijas virsmas apstrādes opciju klāstu. To iespējas ietver:
- Anodēšana: Dekoratīvas pabeigšanas redzamajām apdari vai cietā anodēšana liela nodiluma zonām
- Pulvera pārklājums: Plašs krāsu un struktūru diapazons, ideāls ārējiem vai pārsega komponentiem
- E-Paint (Elektroforetiskā krāsošana): Īpaši vienmērīga gruntēšanas pārklājuma nodrošināšana, it īpaši sarežģītos vai noslēgtos profilos
- Krāsu sistēmas: Šķidrās krāsas un gruntēšanas procesi, tostarp metāla izskata apdare plus krāsošana izmaksu ziņā jutīgām lietojumprogrammām
- Priekšapstrāde un maskēšana: Precīzā tīrīšana, konversijas pārklājumi (ieskaitot bezhromāta), un pielāgota maskēšana/aizplombēšana pavedieniem, caurumiem un kritiskām iezīmēm
Visus procesus atbalsta dokumentācija un standartu atbilstība ASTM, SAE, ISO un MIL-A-8625 standartiem, nodrošinot bezproblēmu saskaņošanu ar pircēja specifikācijām un globālajām OEM prasībām ( avots ).
Kur tā izceļas un kad to izvēlēties
Kāpēc uzticēties vienai alumīnija pabeigšanas uzņēmumam visām jūsu ekstrūzijas vajadzībām? Šeit ir Shaoyi pieeja, kas izceļas:
- Integrēts procesu plūsmas process: Visi posmi, sākot no priekšapstrādes līdz pēdējai inspekcijai, tiek pārvaldīti vienā jumta zem, samazinot piegādes laiku un minimizējot pārneses kļūdas
- Automobiļu klases kvalitātes pārvaldība: APQP/PPAP atbalsts, advanced process control un IATF 16949 sertifikācija
- Pārklājuma biezuma kartēšana: Detalizēta dokumentācija sarežģītām ģeometrijām un kritiskām virsmām
- Sakausējuma un cietināšanas padomi: Ekspertu padomi, lai nodrošinātu saderību ar krāsošanas cikliem vai turpmāku montāžu
- Piegādes nepārtrauktība: Pierādīta pieredze, atbalstot liela apjoma OEM ražošanas grafikus
Ja jūs pārvaldāt programmu, kurā ir svarīgi izskats, korozijas izturība un caurlaide, Shaoyi pilna apkalpošanas modelis vienkāršo jūsu darba procesus un samazina risku
Labumi un slikti
Priekšrocības
- Viena apkalpošanas vieta visām galvenajām alumīnija pārklājumu un virsmas apstrādes metodēm
- Integrēta kvalitātes kontrole un standartu atbilstība (ASTM, SAE, ISO, MIL-A-8625)
- Ekspertīze gan dekoratīviem, gan funkcioāliem pārklājumiem alumīnija detaļām
- Minimizēti piegādātāju pārmaiņas, samazinot komunikācijas pārtraukumu risku
- Atbalsts sarežģītiem maskēšanas/iezīmēšanas un vairāku procesu prasībām
Trūkumi
- Var būt nepieciešams minimālais pasūtījuma daudzums (MOQ) dažiem pārklājumiem
- Ražošanas grafiki var būt sinhronizēti ar automobiļu partijas logiem, ietekmējot elastīgumu ļoti maziem sērijām
Izmantošanas gadījumi un savietojamās sakausējumi
- Ārējā apdare, kas prasa izskata klases: Izmantojiet dekoratīvu anodēšanu vai pulvera pārklāšanu, lai nodrošinātu vienmērīgu krāsu un spīdumu redzamajās virsmās
- Konstrukcijas elementi, kam nepieciešama krāsošanas un cepšanas savietojamība: Izvēlieties atbilstošu sakausējumu/piemērošanu un pārklājuma sistēmu, lai izturētu turpmāko montāžas procesu
- Baterijas korpusa komponenti, kam nepieciešams e-pārklājums zem pārklājuma: Sasniegt izturīgu korozijizturību pat sarežģītās, noslēgtās ģeometrijās
Kvalitātes kontrole un standartu atbalsts
Shaoyi virsmas apstrādes risinājumi balstās uz stingru kvalitātes kontroli. Katra pārklāto alumīnija vai gatavo ekstrudēto izstrādājumu partija tiek pārbaudīta:
- Pārklājuma biezums un vienmērīgums (izmantojot nerazējošas metodes)
- Līmēšanas un korozijas izturība (saskaņā ar attiecīgajiem ASTM/ISO/MIL standartiem)
- Izskats un spīdīgums dekoratīviem pārklājiem
- Pareiza kritisku elementu maskēšana un aizsardzība
Tehniskā atbalsta sastāvā ir detalizēti plānošanas plāni, izsekojama dokumentācija un norādījumi par pareizā pārklājuma izvēli jūsu izvēlētajai sakausējuma veidai un detaļas ģeometrijai
Jūsu ekstrūzijas iegūst priekšrocības no viena avota pabeigšanas un kvalitātes kontroles izsekojamības vairākām pārklājumu tehnoloģijām—palīdzot izvairīties no vairāku piegādātāju koordinācijas problēmām un nodrošinot, ka katra detaļa atbilst automašīnu standartiem
Izvēloties uzticamu alumīnija pārklājumu uzņēmumu, piemēram, Shaoyi, jūs iegūstat partneri, kurš var piegādāt gan pārklātu alumīniju, gan pilnībā pabeigtus komplektus, visu ietverot vienotā kvalitātes sistēmā. Tālāk aplūkosim, kā atsevišķi pārklājumu veidi—sākot ar II veida anodēšanu—iederas automašīnu nozarē
II veida anodēšana
II veida anodēšanas pārskats un izskata izvēles iespējas
Iedomājoties gludo, vienmērīgo izskatu, kas raksturīgs augstas klases automobiļu apdarei, liela varbūtība, ka tas ir Type II anodēšanas rezultāts. Bet kas īsti padara šo procesu par efektīvu gan veiktspējai, gan estētikai? Type II anodēšana, bieži saukta par sērskābes anodēšanu, uz alumīnija veido kontroliētu oksīda slāni, kas uzlabo gan korozijas aizsardzību, gan vizuālo izskatu.
Šāda apdare ir īpaši vērtēta tās spējas dēļ nodrošināt dažādus izskatus. Jūs pamanīsiet iespējas, piemēram:
- Matta anodēts alumīnijs: Smaids, zema spīduma mirdzums, kas iztur pirkstu nospiedumus un harmonē ar citiem materiāliem
- Matta alumīnija apdare: Sasniedzama ar stikla smilšu apstrādi vai ķīmisko apstrādi pirms anodēšanas, nodrošinot maigu, nereflektējošu izskatu
- Alumīnija slīpēta apdare: Veidota ar mehānisko slīpēšanu pirms anodēšanas, lai iegūtu lineāru, strukturētu efektu
- Krāsvielas krāsošana: Oksīda slānis viegli uzsūc krāsvielas, ļaujot izmantot plašu krāsu līmeni — no dabiskā sudraba līdz dziļam melnumam, bronzai vai individuālām krāsām
Svarīga Type II anodēšanas priekšrocība ir spēja radīt vienmērīgu matētu alumīnija pārklājumu, kas laika gaitā neplīsīs, nenoplīsīs vai neizbalināsies. Pārklājums ir sastāvdaļa virsmas, nevis atsevišķa slāņa, tāpēc tas saglabā savu integritāti pat regulāras lietošanas apstākļos.
Automobiļu veiktspējas atbilstība
Kāpēc Type II anodēšana ir tik populāra izvēle automobiļu alumīnija ekstrūzijām? Viss ir atkarīgs no izturības, izskata un procesa uzticamības līdzsvarošanas. Anodēšanas laikā veidotais oksīda slānis darbojas kā izturīgs aizsargbarjers pret koroziju, tādēļ to ieteicams izmantot ārējai un iekšējai apdarei, jumta railēm un dekoratīviem akcentiem, kuri pakļauti dažādiem vides apstākļiem.
Turklāt alumīnija zīda pārklājs ir ļoti saderīgs ar turpmāko montāžu un sekundārām procesiem. Anodētā virsma var palikt tāda pati, nodrošinot augstvērtīgu metālisku izskatu, vai pārklāta ar krāsām, tintēm vai lāzera marķējumiem, ja nepieciešama zīmola vai detaļas identifikācija. Anodētā slāņa noslēgšana ir standarta prakse, kas fiksē krāsu un palielina izturību pret traipiem vai vides iedarbību. Tas padara II tipa anodēšanu par ieteicamo izvēli detaļām, kurām nepieciešams izskatīties lieliski un izturēt ilgi — bez atšķaidrīšanās, izbalēšanas vai apkvēpināšanas riska.
Labumi un slikti
Priekšrocības
- Lieliska korozijas izturība lielākajā daļā automobiļu vides apstākļu
- Vienmērīgs, atkārtojams izskats — īpaši svarīgi redzamajai apdarei
- Plašs pārklājumu klāsts: zīds, matēts un slīpēts, ar vai bez krāsas
- Nesaraujama, neizlīstīga virsma — nav lūžņu riska, kā krāsai
- Vides draudzīgs; bez VOC un minimāla apkope
- Iespējams labot nelielas skrambas ar remonta komplektiem
Trūkumi
- Mazāka nodiluma izturība nekā cietajai anodēšanai (III tips) ar augstu berzi
- Nepieciešama precīza procesu kontrole, lai uzturētu krāsu un spīdumu visās partijās
- Termiskie efekti montāžas laikā (piemēram, metināšana) var izmainīt pabeigšanas krāsu
- Nav piemērots smagam berzēšanai vai nesošajām virsmām
Izmantošanas gadījumi un kvalitātes kontroles punkti
- Ārējā apdare: Durvju rokturi, logu apmales un režģa akcenti, kur vēlams matēta alumīnija pārklājums
- Iekšējās dekoratīvās daļas: Pults ieliktņi, kontroles apmales un sēdekļu apdare, gūstot labumu no taustāmās sajūtas un alumīnija matētā pārklājuma vizuālās viendabīgības
- Jumta rievas vāki: Kur krāsu atbilstība un UV stabilitāte ir kritiski svarīga ilgtermiņa izskatā
Kvalitātes nodrošināšana Type II anodēšanai parasti ietver:
- Blīvējuma kvalitātes pārbaudes, lai nodrošinātu maksimālu korozijizturību
- Izskata klases izlases pārbaudi krāsas un spīduma vienmērīgumam
- Līmīguma testēšanu, ja tiek uzklāti sekundāri krāsi vai krāsas
- Atsauces uz MIL-A-8625 Type II un OEM specifiskajiem standartiem validācijai
Padoms: Vienmēr norādiet vēlamo virsmas apstrādi – piemēram, birstīšanu, pulēšanu vai stikla lodīšu apstrādi – pirms anodēšanas. Tas nodrošina vienotu satīna anodēta alumīnija vai alumīnija satīna pārklājuma visām detaļām jūsu programmā.
Ar savu izturības, elastīguma un smalkas estētikas kombināciju, Type II anodēšana turpina noteikt standartus redzamajām un dekoratīvajām automašīnu alumīnija ekstrūzijām. Nākamajā posmā mēs aplūkosim, kā Type III cietā anodēšana paceļ izturības un nodilumizturības līmeni vēl augstāk, lai izpildītu prasības stingrākās lietošanas jomās.
Cietā anodēšana Type III
Cietā anodēšanas pamati izturībai
Kad Jums nepieciešams pārklājums, kas iztur visgrūtāko nodilumu un siltumu, tad cietā anodizācija – arī pazīstama kā III tipa anodizācija – nosaka standartu. Skaistumkopšanas anodizācijai atšķirīgi, cietā anodizācija veido daudz biezāku un blīvāku alumīnija oksīda slāni, ko izveido, veicot anodizācijas procesu zemākā temperatūrā un augstākā strāvas blīvumā. Tas nodrošina izturīgu alumīnija aizsargpārklāju, kas ir ideāls slīdēšanas kontaktiem, lietojumiem ar augstu nodilumu un komponentiem, kas pakļauti berzei vai abrazīvam nodilumam. atsauce ).
Cietā anodēšanas pārklāji parasti ir no 0,0005 līdz 0,0030 collām biezi, pie kam apmēram puse no biezuma iekļūst pamatnē, bet otra puse veidojas uz virsmas. Blīvāks oksīds nodrošina lielisku izturību pret nodilumu un mērenu siltumu, tādēļ to bieži izmanto kustīgām detaļām un mehānismiem. Tomēr jāņem vērā, ka cietā anodēšanas slāņi izskatās tumšāki – bieži dziļi pelēki, bronza vai melni, atkarībā no sakausējuma un biezuma, un tiem ir mazāk dekoratīvs izskats salīdzinājumā ar II tipa pārklājiem. Ja nepieciešama krāsa, visuļticamākā izvēle ir melna, ņemot vērā oksīda plēves īpašības.
Automobiļu piestiprināšana un dizaina ierobežojumi
Kā hrdanodēzēšana iekļaujas automobiļu alumīnija virsmas inženierijā? Jūs to pamanīsiet visur, kur izturība un zema berze ir būtiska – domājot par sēdekļu svītrām, jumta lūkas sliedēm, eņģu rokām vai vadības sliedēm. Cietā anodēšanas slāņa smalkā staba mikrostruktūra var tikt noslīpēta līdz gludākai alumīnija matētai virsmai, samazinot berzi un pagarinot kalpošanas laiku slīdēšanas lietojumos ( atsauce ).
Tomēr šāda veida alumīnija oksīda pārklājam ir jāņem vērā daži dizaina aspekti. Palielinātais plēves biezums var ietekmēt ciešas pielaidi un tādēļ jāņem vērā, veidojot jūsu CAD modeļus un rasējumus. Svarīgiem savienojumiem ir būtiski norādīt maskēšanu uz urbumiem, vītnēm vai zemināšanas virsmām. Turklāt, lai gan cietā anodēšana nodrošina lielisku nodilumizturību, smagās slodzēs vai augstā spriegumā tā var veidot causmuka mikroplaisas, kas var samazināt izturību dinamiskās iedarbības apstākļos. Tāpēc sakausējuma, ģeometrijas un pabeigšanas procesa rūpīga izvēle ir alumīnija virsmas inženierijas labāko prakšu sastāvdaļa.
Labumi un slikti
Priekšrocības
- Izcila nodilum- un berzes izturība daudz berzes detaļām
- Laba izturība pie mērenas temperatūras un slīdēšanas apstākļiem
- Elektriskās izolācijas īpašības – noderīgas komponentu izolēšanai
- Var tikt pulēts, lai samazinātu berzi (matēta alumīnija virsma)
- Atbilst MIL-A-8625 III tipa un automobiļu rūpniecības kvalitātes standartiem
Trūkumi
- Tumšāks, mazāk dekoratīvs izskats – ierobežotas krāsu iespējas
- Plēves veidošanās var mainīt ciešas tolerances; nepieciešama dizaina kompensācija
- Potenciāli mikroplaisas pārklājumā augstas izturības slodzēs
- Nav piemērots lielām slodzēm izturīgiem komponentiem, kur izturība ir kritiska
- Nepieciešama precīza procesa kontrole un maskēšana sarežģītām ģeometrijām
Izmantošanas gadījumi un kvalitātes kontroles punkti
- Sēdekļa sviras komponenti: Kur slīdēšanas nodilums un atkārtotas kustības prasa izturīgu, zema berzes virsmu
- Jumta lūkas mehānisms: Izpārnes vides piesārņojumam un mehāniskai abrazijai
- Piedurknes struktūras un virzma: Atbalsta kustību un izlīdzināšanu vidējās slodzēs
- Baterijas korpusa montāžas detaļas: Nepieciešama elektriskā izolācija un nodilumizturība
Kvalitātes nodrošināšana cietā anodēšanai ietver:
- Biezuma kartēšana, izmantojot nesagraujošas metodes (virsmaņa straumes, ultraskaņu)
- Nodilumizturības pārbaude caur abrazijas un berzes testiem
- Malu, cauruļu un maskēto zonu inspekcija attiecībā uz pārklājumu un izmēru precizitāti
- Atsauces uz MIL-A-8625 Tipu III un OEM specifiskajām metodēm validācijai
Padoms: Nosakot cietā anodēšanas plēves biezumu, vienmēr jāievēro kritiskie izmēri. Jānorāda maskēšanas prasības caurumiem, vītnēm vai elektriskajiem kontaktiem – šis ir svarīgs solis, veidojot izturīgu alumīnija virsmas inženieriju automašīnu ekstrūzijām.
Izprotot cietā anodēšanas priekšrocības un ierobežojumus kā alumīnija aizsargpārklājumu, Jūs varat pieņemt informētus lēmumus par lietošanu augstā nodiluma apstākļos automašīnu lietošanai. Nākamajā solī mēs aplūkosim, kā pulvera pārklājumi paplašina izturību un krāsu izvēli ārējām un dzinēja nodalījuma alumīnija ekstrūzijām.
Pulvera apvalkošana
Pulvera sveķu izvēle un priekšapstrāde
Kad nepieciešams pārklājs, kas iztur ceļa apstākļu radītās grūtības un nodrošina spilgtu krāsu, pulvera pārklājums ir viena no labākajām izvēlēm automašīnu alumīnija ekstrūzijām. Bet kas to padara par tik efektīvu? Viss sākas ar pašu pulvera sveķiem — parasti tie ir poliesteris, epoksīds vai hibrīda maisījumi. No šiem materiāliem poliesteru pulveri tiek izvēlēti ārējām un UV starojumam pakļautām lietojumiem, jo tiem ir izcila izturība pret laika apstākļiem un krāsas noturība. Epoksīdu pulveri nodrošina lielisku izturību pret ķīmiskām vielām, taču tos parasti izmanto iekšējiem vai motoru nodalījuma komponentiem, jo to UV izturība ir zemāka. Hibrīda pulveri apvieno abu veidu īpašības, lai sasniegtu konkrētu veiktspēju.
Ceļš uz izturīgu alumīnija pārklājumu sākas ar rūpīgu virsmas sagatavošanu. Iedomājieties, ka sagatavojat detaļu krāsošanai: jebkura nepamanīta eļļa, netīrumi vai oksīds var sabojāt pārklājuma kvalitāti. Process sākas ar rūpīgu tīrīšanu — izmantojot metodes, piemēram, sārmu mazgāšanu, šķīdinātāju vannas vai pat ultraskaņas tīrīšanu sarežģītām ģeometrijām. avots ). Pēc tam tiek uzklāts konversijas pārklājums (būtībā bezhromāts, lai atbilstu vides prasībām), lai palielinātu saķemi un korozijas izturību, izveidojot vienmērīgu, inerco virsmu, kas palīdz pulverim pielīmēties un darboties tā, kā paredzēts. Skalošanas posmi ir kritiski svarīgi – atlikušās piemaisījumi var izraisīt pūslīšus vai agrīnu atteici.
Automobiļu veiktspēja un montāžas savietojamība
Pulverkrāsas tiek vērtētas par izturību, izturību pret nodilumu un spēju nodrošināt biezu, aizsargājošu slāni, kas pasargā alumīnijs no korozijas un mehāniskiem bojājumiem. Automobiļu lietošanai tas nozīmē, ka ārējā apdare, jumta rievas un baterijas korpusa rāmis var saglabāt savu izskatu un integritāti pat pēc vairākiem eksponēšanas gadiem saulē, sālī un ķīmikātios.
Tomēr, pārklājot ar alumīnija ekstrūzijām ar sarežģītām šķērsgriezuma formām, Jūs pamanīsiet dažas unikālas problēmas. Faradeja kārbas efekts var izraisīt plānu vai nevienmērīgu pārklājumu dziļās iedobēs vai stūros. Tāpēc ir svarīgi pareizi izvēlēties pakāršanas metodi, nodrošināt zemējumu un pulvera apstrādes tehniku – tādējādi nodrošinot, ka pulveris nonāk uz visām virsmām. Detaļām, kurām paredzēts vēlāks krāsošanas un žāvēšanas cikls, ir būtiski norādīt pārāk augstu izturēšanas temperatūru Jūsu prasībās, jo pārmērīgs siltums var mainīt blīvumu, krāsu vai pat izraisīt saķeri zaudēšanu.
Labumi un slikti
Priekšrocības
- Izcilas krāsu un pārklājuma iespējas (mattēta, spīdīga, strukturēta)
- Izturīga, pretizskrāpējumu un izturīga virsma
- Biezs, vienmērīgs pārklājums aizsargā pret koroziju un mehāniskiem bojājumiem
- Bez LOT – videi draudzīga izmantošana
- Pārāk daudz uzklātais pulveris var tikt atgūts, samazinot atkritumus
- Īsas žāvēšanas reizes atbalsta augstu ražošanas apjomu
Trūkumi
- Pārklājuma problēmas sarežģītās vai iedobētās ģeometrijās (Faradeja efekts)
- Pārklājuma biezums var ietekmēt precīzas izmēru tolerances – var būt nepieciešams veikt konstrukcijas pielāgojumus
- Pārstrāde iespējama, taču nepieciešama noņemšana un pārklāšana no jauna
- Ierobežotas labošanas iespējas salīdzinājumā ar šķidro krāsu
- Maksimālai saķerei un ilgmūžībai nepieciešama rūpīga priekšapstrāde
Izmantošanas jomas un kvalitātes kontroles punkti
- Ārējā apdare: Pulverkrāsa nodrošina ilgstošu krāsu un korozijas aizsardzību durvju rokturiem, logu apmalēm un režģa dekorācijām
- Jumta rievas un šķērsstabi: Augsta UV un vēatheriņa izturība prasa izturīgu alumīnija pārklājumu ar stabilu spīdumu un krāsu
- Baterijas korpusi: Ķīmiskā izturība ir kritiska priekš dzinēju nodalījumiem vai baterijas korpusiem, kas pakļauti šķidrumiem un temperatūras svārstībām
- Servisa vāki un stiprinājumi: Tur, kur ietekme un nodiluma izturība ir tikpat svarīga kā izskats.
Kvalitātes kontrole pārklājumiem uz alumīnija detaļām ietver:
- Līmēšanas pārbaudi (režģa vai līmlentes testus)
- Cietināšanas pārbaudi (šķīdinātāja nīgrums, zīmuļa cietība)
- Blokšanas un krāsas viendabīguma pārbaudi
- Pārklājuma biezuma mērīšanu (magnētiskās vai virmju strāvas metodes)
Padoms: Norādiet pārkausēšanas izturību pulvera pārklātiem, kas tiks pakļauti papildu krāsošanas cikliem galīgās montāžas laikā. Šis solis palīdz saglabāt krāsu, blošanu un līmēšanas integritāti visā ražošanas procesā.
Pulvera pārklājums izceļas kā daudzpusīgs, izturīgs un ilgtspējīgs veids, kā pārklāt alumīnija ekstrūzijas automobiļu lietošanai. Kad nepieciešams pabeigt, kas līdzsvaro estētiku, aizsardzību un ražošanas efektivitāti, labi norādīts alumīnija pārklājums bieži vien ir vispiemērotākais risinājums. Tālāk mēs ienirsim e-pārklāju sistēmās – ideālā risinājumā, lai sasniegtu ļoti vienmērīgu pārklāšanos uz sarežģītiem profiliem un kā pretkorozijas grunti zem pārklājiem.
E-pokrāva
E-Pārklājuma sistēmas pārskats un varianti
Meklējot aizsargpārklāju alumīnija ekstrūzijām, kuru formām ir sarežģītas formas vai dziļas iedobes, e-pārklājs (elektroforētiskā krāsošana) izceļas kā viena no labākajām iespējām. Bet kā tas darbojas? Iedomājieties, ka jūsu alumīnija detaļa tiek iegremdēta vannā, kurā elektriski lādēti krāsas pilieni tiek piesaistīti visām atklātajām virsmām – pat iekšējās stūrēs un šaurās dobumos. Šis process, ko sauc arī par elektrokrāsošanu, izmanto kationu epoksīda vai akrila sveķus, lai izveidotu plānu, vienmērīgu slāni, kas ir izturīgs un viendabīgs.
Kationu epoksīda e-pārklājumi tiek vērtēti par izturību pret koroziju un tie plaši tiek izmantoti kā gruntis automobiļu rūpniecībā. Akrila bāzes e-pārklājumi savukārt nodrošina labāku UV izturību un dažkārt tiek izvēlēti detaļām, kas paliks redzamas. Neatkarīgi no sveķu veida, e-pārklāja raksturīgā iezīme ir spēja nodrošināt vienmērīgu plēves biezumu – parasti 15 līdz 25 mikroni – visā detaļā, pārsniedzot daudzu tradicionālo pārklājumu sniegumu sarežģītās ģeometrijās.
Automobiļu veiktspēja un virsējā pārklājuma savietojamība
Kāpēc automobiļu inženieri norāda e-pārklājumu kā pamatu alumīnija virsmas apstrādei? Atbilde slēpjas tā neatvairāmā korozijas aizsardzības un augstas caurlaides apstrādes kombinācijā. E-pārklājums veido nepārtrauktu barjeru, kas aizsargā alumīniju no mitruma, sāls un citiem korozīviem agresīviem faktoriem, tādējādi to padarot par ideālu pamatu turpmākajiem pārklājumiem vai kā atsevišķu pabeigtu pārklājumu slēptām vai pusredzamām detaļām. Bieži vien e-pārklājumu var redzēt kā grunti zem pulvera vai šķidrā virsējā pārklājuma, nodrošinot stipru saķeri un ilgstošu izturību ārējām un apakšējā korpusa daļām.
Vēl viena priekšrocība: e-pārklājuma viendabīgums nozīmē mazāk vāju vai plānu malu, kurās varētu sākties korozija. Tādējādi tas ir īpaši vērtīgs automašīnu alumīnija ekstrūzijām, kurām ir dobas sekcijas, sarežģīti izgriezumi stiprinājumos vai pārklājošās locītavas montāžā. Turklāt process ir ļoti mērogojams — ideāls liela apjoma produktu pabeigšanai modernās automobiļu rūpnīcās.
Labumi un slikti
Priekšrocības
- Izcila korozijas izturība — veido izturīgu aizsargpamatu
- Īpaši viendabīgs plēves veidojums, pat uz sarežģītiem vai ievilktiem profiliem
- Atbalsta augstu ražošanas jaudu un automatizētu ražošanu
- Samazina materiālu atlikumus salīdzinājumā ar smidzinātām pārklājuma metodēm
- Saderīgs ar pulvera vai šķidrajiem pārklājumiem papildu aizsardzībai vai krāsai
Trūkumi
- Nepieciešama precīza un rūpīga priekšapstrāde optimālai saķerei
- Augstas kapitālieguldījumi iekārtām un procesa iestatīšanai
- Ierobežotas krāsu un izskata iespējas, ja to izmanto kā pašpietiekamu pārklājumu
- Nav piemērots nevadītājiem pamatnes materiāliem (alumīnijam jābūt tīram un vadītājam)
Izmantošanas jomas un kvalitātes kontroles punkti
- Korpusa balinājuma blakus esošās alumīnija konstrukcijas: E-pokrāsa nodrošina pretkorozijas grunti detaļām, kas integrētas ar tērauda konstrukcijām.
- Baterijas korpusa iekšējās daļas: Vienmērīga pārklājuma nodrošināšana sarežģītos korpusos garantē ilgmūžību un drošību.
- Izgriezumi un stiprinājuma detaļas: E-pokrāsa darbojas kā aizsargpārklājums zem krāsas virskārtas, īpaši eksponētās vietās.
Kvalitātes kontrole e-pokrāsas alumīnija virsmas apstrādei parasti ietver:
- Vannas kontroli, lai uzraudzītu krāsas ķīmiju un elektrovadītspēju
- Līmēšanas pārbaudes (režģa vai lentes pārbaude)
- Cietināšanas pārbaudes, lai nodrošinātu pareizu plēves cietināšanu
- Biezuma mērīšana, lai apstiprinātu vienmērīgu pārklājumu
Vienmēr jānorāda saderība starp e-pārklājuma ķīmiju un jebkādiem turpmākiem blīvējumiem vai līmēm. Nesaderīgi materiāli var izraisīt kontamināciju vai līmēšanas neveiksmes, apgrūtinot jūsu alumīnija virsmas apstrādes efektivitāti.
E-pārklājam ir unikāla spēja nodrošināt augstas kvalitātes, ļoti vienmērīgus pārklājumus alumīnija profiliem, tādējādi to padarot par mūsdienu automobiļu produktu pabeigšanas pamatu. Tālāk mēs aplūkosim, kā rūpnīcas apdare, kombinēta ar grunti un krāsu, piedāvā elastīgu un ekonomiski izdevīgu alternatīvu noteiktām lietojumprogrammām.
Rūpnīcas apdare ar grunti un krāsu
Rūpnīcas apdares definīcija un tās piemērošanas gadījumi
Vai jūs esat brīnījušies, kas ir alumīnija ekstrūzijas rūpnieciskais apdare? Vienkārši izsakoties, rūpnieciskā apdare attiecas uz to, ka alumīnija virsma ir neapstrādāta — tieši no preses, bez papildu pulēšanas, ķīmiskas apstrādes vai pārklājuma. Šādā tīrā veidā virsma ir matēta, ar redzamām matricas līnijām un reizēm ar nelieliem ražošanas procesa izraisītiem zīmēm vai skrāpjiem. Rūpnieciskā apdares alumīniju vērtē par pieejamo cenu, un to bieži izmanto kā izejas punktu turpmākai virsmas apstrādei vai pārklājumiem.
Automobiļu pielietojumos alumīnija izstrādājumi ar rūpniecisko apdari var būt lietderīga izvēle, ja detaļu beigās pārklās ar krāsu vai izmanto neuzkrītošās, aizsargātās vietās. Tā ir īpaši svarīga iekšējo apdari, paslēptu konstrukcijas elementu vai apkalpošanas detaļu ražošanā, kur izmaksu efektivitāte un krāsu elastīgums ir svarīgāki nekā dekoratīvs metāliska spīduma panākšana.
Gruntējuma un krāsošanas process ekstrūzijām
Vai domājat par krāsošanu rūpnieciski apstrādātam alumīnijam? Ilgstošu rezultātu atslēga ir pareiza virsmas sagatavošana. Tā kā izstiepta virsma var saturēt eļļas, oksīdus vai nelielas nepilnības, pirms krāsošanas ir ļoti svarīgi sagatavot rūpnieciski apstrādātu alumīniju, lai nodrošinātu labu saķeri un izturību pret koroziju. Šeit ir tipisks darba process:
- Virsmas tīrīšana: Noņemiet eļļas, putekļus un atkritumus, izmantojot šķīdinātājus vai sārmainus tīrītājus.
- Mehāniskā izlīdzināšana: Viegla suku vai smilšpapīra izmantošana, lai izlīdzinātu raupjas vietas un mazinātu redzamas veidņu līnijas – šis solis palīdz samazināt rūpnieciskās apstrādes defektus, kas izspiežas cauri krāsai.
- Ķīmiskā apstrāde: Uzklājiet izēšanas šķīdumu vai ķīmisko saķeres līdzekli, lai veicinātu gruntēšanas līdzekļa saķeri un papildus aizsargātu pret koroziju.
- Alumīnija gruntēšanas līdzekļa uzklāšana: Izmantojiet kvalitatīvu gruntēšanas līdzekli, kas paredzēts alumīnijam, lai izveidotu izturīgu pamatu pārklājamai krāsai.
- Krāsošanas pārklājums: Nanāciet vēlamo krāsu un pabeigšanas veidu, ko var pielāgot, lai atbilstu interjera vai eksterjera specifikācijām.
Katrā no šīm darbībām mērķis ir maksimāli pagarināt alumīnija gruntēšanas un krāsošanas sistēmu kalpošanas laiku un izskatu, nodrošinot, ka pabeigtais pārklājs saglabā izturību pat automašīnu ekspluatācijas apstākļos.
Labumi un slikti
Priekšrocības
- Zemākās sākotnējās pabeigšanas izmaksas — rūpnīcas apdarei izstrādāts alumīnijs ir lēts un viegli pieejams
- Maksimāla elastība krāsā un spīdumā, izvēloties krāsu
- Viegli labot vai remontēt krāsotās virsmas uz vietas
- Labi darbojas detaļām, kur izskats nav kritisks vai ir no skata paslēpts
- Nav ierobežojumu attiecībā uz detaļu ģeometriju — krāsa var tikt uzklāta uz sarežģītām ekstrūzijām
Trūkumi
- Pretreakcijai ir nepieciešama rūpīga priekšapstrāde — nepareiza sagatavošana var izraisīt lūžņus, noberzšanos vai koroziju
- Augstāks defektu riska pārraide caur krāsu, ja rūpnīcas apdarei virsma ir raupja vai nelīdzena
- Mazāk izturīgs nekā anodētās vai pulverkrāsas pārklājumi ārējām, liela nodiluma vai korozijas videi
- Krāsotām virsmām var būt nepieciešama periodiska apkope vai atjaunošana
Izmantošanas jomas un kvalitātes kontroles punkti
- Krāsoti interjera apdari: Alumīnija primēts un krāsots atbilstoši interjera krāsu shēmām, kur tiek vērtēta izturība un iespēja veikt atjaunošanu.
- Slēpti konstrukcijas elementi: Sastāvdaļas, kas pēc montāžas nav redzamas, taču tām ir nepieciešama korozijas aizsardzība un izmaksu ziņā izdevīga apdare.
- Apkalpošanas rezerves daļas ar iespēju remontēt teritorijā: Krāsotās alumīnija daļas pēc apdari var viegli notīrīt ar smilšpapīru un pārkrāsot, ja tās bojātas apkalpošanas laikā.
Šīs sistēmas kvalitātes kontrole ir vitāli svarīga, lai nodrošinātu veiktspēju un izskatu. Bieži izmantojamie KI pārbaudes punkti ietver:
- Līmēšanas pārbaude (režģa vai līmlentes tests) pēc gruntētāja un krāsas uzklāšanas
- Plēves biezuma mērīšana, lai pārbaudītu pārklājumu un izturību
- Krāsas un spīduma pārbaude pret specifikācijas paraugiem
- Cikliska korozijas izturības pārbaude detaļām, kas pakļautas agresīvai videi
Padoms: Pirms gruntēšanas ar rūpnieciski apstrādātu alumīniju vienmēr jānorāda virsmas izlīdzināšanas darbības, piemēram, viegla sukušana vai šļīpēšana. Šāda prakse samazina rūpnieciskās apstrādes defektu risku, kas izpaužas caur galīgo krāsu, nodrošinot gludāku un profesionālāku izskatu.
Lai gan rūpnieciski apstrādāts alumīnijs ar grunti un krāsu var nebūt tik izturīgs vai estētisks kā anodēts vai pulverkrāsas pārklājums, tas joprojām ir ekonomisks un pielāgojams risinājums daudzām automašīnu alumīnija profila izstrādes vajadzībām. Tālāk apkoposim visu pārklājumu veidus salīdzinošā pārskatā, lai palīdzētu izvēlēties labāko variantu jūsu projekta prasībām.
Salīdzinošs pārskats un lēmumu matrica automašīnu alumīnija profila pārklājumu izvēlē
Izvēloties starp dažādām virsmas apstrādes iespējām automašīnu alumīnija ekstrūzijai, lielais mainīgo skaits var šķistt pārāk sarežģīts. Kura pabeigšanas metode nodrošina pareizo aizsardzības, izskata, caurlaides un izmaksu līdzsvaru jūsu konkrētajai lietošanas situācijai? Lai padarītu izvēli vieglāku, mēs esam apkopojuši skaidru, blakus esošu variantu salīdzinājumu nozīmīgākajām pabeigšanas metodēm. Šī tabula un ātra lēmumu vadlīne palīdzēs jūsu projekta prasībām pielāgot labāko alumīnija virsmas apstrādes veidu – nešauboties par jūsu specifikāciju.
Salīdzinājums pēc automašīnu izmantošanas kritērijiem
| Pabeigšanas opcija | Automobiļu pielietojuma piemērotība | Korozijas atbalstība | Izmantošanas varmi | Izskata diapazons | Krāsošanas cepšanas saderība | Relatīvās izmaksas | Piegādes laiks | Atkārtotā izmantošana | Atsauces standarti |
|---|---|---|---|---|---|---|---|---|---|
| Shaoyi virsmas apstrādes risinājumi | Visaptverošs risinājums ārējām, konstrukcijas un speciālām detaļām | Augsts | Augsts | Plašs (dekoratīvs, funkcionalitāte, pielāgotas krāsas/tekstūras) | Augsts | VIDĒJS | VIDĒJS | Augsts | ASTM, SAE, ISO, MIL-A-8625 |
| Tipa II anodēšana | Redzams apdare, interjera/eksterjera dekoratīvs | Vidējs-Augsts | VIDĒJS | Matta, samta, krāsotas krāsas | VIDĒJS | VIDĒJS | VIDĒJS | Augsts | MIL-A-8625 tipa II, OEM |
| Cietā anodēšana (tips III) | Augsts nodilums, slīdēšana, konstrukcijas | Augsts | Ļoti augsts | Tumšas, ierobežotas krāsas | VIDĒJS | Vidējs-Augsts | VIDĒJS | Augsts | MIL-A-8625 tips III, OEM |
| Pulvera apvalkošana | Ārējā apdare, motora nodalījums, bateriju rāmji | Augsts | Augsts | Izcila (mattā, spīdīgā, strukturētā, pielāgotā) | Augsts | VIDĒJS | Zema-Vidēja | Augsts | ASTM, ISO, OEM |
| E-pokrāva | Sarežģīti profili, gruntis montāžām | Ļoti augsts | VIDĒJS | Ierobežota (galvenokārt melna/pelēka, pusmirdzoša) | Augsts | VIDĒJS | Vidējs-Augsts | Augsts | ASTM, ISO, OEM |
| Rūpnīcas apdare ar grunti un krāsu | Slēptas, apkalpošanas vai krāsotas iekšējās daļas | VIDĒJS | Zema-Vidēja | Neierobežota (atkarībā no krāsas sistēmas) | VIDĒJS | Zema | Zema | Augsts | ASTM, ISO, OEM |
Šis blakus skata veids atvieglo metāldaļu virsmas apdaru salīdzināšanu, parādot, kur katra no tām ir vislabākā, un kompromatus, kurus jāņem vērā jūsu automobiļu programmai.
Izdevumu un piegādes laika apsvērumi
- Integrēti risinājumi (piemēram, Shaoyi) var vienkāršot jūsu piegādes ķēdi un samazināt kopsavienojuma laiku, īpaši tad, ja ir nepieciešami vairāki apdari vai sarežģīta kvalitātes kontrole.
- Tipa II anodēšana un pulvera apvalkošana nodrošina mērenu līdzsvaru starp izmaksām, caurlaidību un izskatu lielākajai daļai apdarei un redzamiem komponentiem.
- Cietā anodēšana un e-pokrāva parasti prasa augstāku procesu kontroles un kvalitātes kontroles izmaksas, taču nodrošina izcili labu veiktspēju komponentiem, kuriem ir kritiski nozīmīga nodiluma vai korozijas izturība.
- Folgu pārklājums ar grunti/krāsu ir ekonomiskākais risinājums, bieži arī īsāko piegādes laiku—taču prasa rūpīgu sagatavošanu un vislabāk piemērojams neredzamiem vai viegli apkalpojamiem komponentiem.
Projektiem, kas prasa vairākas apdares iespējas vai stingrus ražošanas termiņus, sadarbojoties ar vienu avotu, piemēram, Shaoyi Metal Parts Supplier —vadošu integrētu precīzu automašīnu metāla komponentu risinājumu piegādātāju Ķīnā—nozīmē, ka jūsu alumīnija ekstrūzijas komponentus var pabeigt un apstiprināt vienā PPAP un piegādes plānā, samazinot riskus un vienkāršojot komunikāciju.
Lēmumu matrica un Ātri izvēlēties
- Ārējā klase A izskats: Izvēlieties pulvera pārklājumu vai Type II anodēšanu, lai iegūtu plašu krāsu izvēli un vizuālu viendabīgumu.
- Apakšas korozijas pamats: E-pārklājums vai integrētas Shaoyi risinājumu izvēles, lai nodrošinātu izturīgu un viendabīgu aizsardzību – īpaši sarežģītiem profiliem.
- Augsta nodiluma mehānisms vai slīdēšanas lietojumprogrammas: Cietā anodēšana (Type III) vai Shaoyi uz nodiluma balstīti apstrādes veidi.
- Izdevīgu, ne redzamu detaļu izgatavošanai: Primārā apstrāde ar grunti un krāsu nodrošina pielāgojamību un vieglu remontu teritorijā.
- Vairāku procesu vai pielāgotas prasības: Shaoyi integrētie metāla virsmas apstrādes veidi, viena avota kvalitātes kontrole un dokumentācija.
Galvenā atziņa: vienmēr specifizējiet pirms apstrādes un maskēšanas prasības rasējumu piezīmēs. Šis solis ir kritiski svarīgs, lai izvairītos no problēmām, pēcapstrādes darbiem vai garantijas prasībām – neatkarīgi no izvēlētā alumīnija virsmas apstrādes veida.
Kad noslēdzat specifikāciju, atcerieties, ka labākais risinājums ir ne tikai par pabeigšanu, bet arī par to, cik labi tas atbilst jūsu ražošanas, izmaksu un kvalitātes mērķiem. Tālāk mēs noslēgsim ar lietojamiem padomiem specifikāciju rakstīšanai un piegādātāju nodošanai – nodrošinot, ka izvēlētā alumīnija virsmas apstrāde nodrošina ilgstošu vērtību praksē.
Galīgais ieteikums un specifikāciju rakstīšanas padomi automašīnu alumīnija ekstrūzijām
Kādu pabeigšanu izvēlēties jūsu programmai
Kad sasniedzat galējo lēmuma punktu, ir viegli justies pārņemtam no pieejamo alumīnija virsmas apstrāžu klāsta. Tātad, kā atrast labāko risinājumu jūsu projektam? Iedomājieties, ka projektējat jaunu EV baterijas korpusu vai atjaunojat nākamās paaudzes SUV ārējo apdari – jūsu izvēle attiecībā uz alumīnija virsmas apstrādi tieši ietekmēs visu, sākot no izturības līdz izmaksām un pat zīmolgas percepciju. Šeit ir ātrais atsauces gids, lai palīdzētu jūsu vajadzībām atrast atbilstošu pabeigšanu:
- Anodēšana: Izvēlieties dekoratīvai korozijas izturībai un augstas kvalitātes, ilgstošai metāliskai izskata nodrošināšanai.
- Cietā anodēšana: Izvēlieties lietošanai intensīvi nodilušās vietās vai slīdošās detaļās — piemēram, sēdekļu ritoņos vai jumta lūkas sliedēs.
- Pulvera pārklājums: Vislabāk piemērots izturīgam krāsai, ķīmiskai izturībai un plašam izskata iespēju klāstam uz ārējām apdari vai dzinēja nodalījuma detaļām.
- E-pārklājs: Izvēlieties kā korozijas izturīgu grunti, īpaši sarežģītiem profiliem vai detaļām, kurām papildu pārklājumiem nepieciešama izturīga bāze.
- Rūpnīcas apdare plus grunts/krāsa: Izvēlieties izmaksu ziņā izdevīgām krāsotām detaļām vai slēptām konstrukcijas daļām, kur liela nozīme ir elastīgumam un vieglai remonta iespējai.
Katra no šīm alumīnija virsmas apstrādes iespējām pilda unikālu lomu, tāpēc pirms izvēles apsvērt lietojuma eksponēšanu, nodilumu, izskatu un budžeta prasības.
Specifikācijas valoda un rasējumu piezīmes
Skaidras, balstītas uz standartiem specifikācijas ir jūsu labākā aizsardzība pret neskaidrībām vai pārstrādi. Šeit ir veidne, kuru var pielāgot lielākajai daļai projektu ar alumīnija ekstrūziju:
Pabeigšana: [process]. Priekšapstrāde: [pārveidošana, bezhromāta vēlama]. Standarti: [ASTM/ISO/MIL atbilstoši lietojumam]. Testi: saķere, biezums, izskata klase, cikliskā korozija saskaņā ar OEM protokolu. Maskēšana: [elementi]. Krāsošanas cepšanas saderība: [jā/nē].
Strādājot pie alumīnija sagatavošanas krāsošanai vai citai pārklājumam, vienmēr tieši uz zīmējumiem norādiet virsmas izlīdzināšanas, tīrīšanas un maskēšanas darbus. Tas nodrošina, ka visi – no dizaina līdz ražošanai – saprot sagaidījumus attiecībā uz katru alumīnija virsmas apstrādi.
Piegādātāja nodošanas pārbaudes saraksts
Iedomājieties, ka jūsu projekts ir gatavs nodošanai. Šeit ir pārbaudes saraksts, kas palīdzēs uzturēt gludu sadarbību ar piegādātāju un jūsu kvalitātes plānu uzraudzībā:
- Norādiet sakausējumu un apstrādes veidu katrai ekstrūzijai
- Iekļaujiet detalizētu ģeometriju un maskēšanas kartes (vītnes, caurumi, elektriskie kontaktpunkti)
- Identificējiet atstarojuma punktus, lai nodrošinātu optimālu pārklājuma pārklājumu
- Iezīmējiet kritiskos izmērus un pieļaujamās novirzes (ņemot vērā plēves veidošanos)
- Noteikt pieņemšanas kritērijus un atsauces standartus kvalitātes nodrošināšanai
- Dalieties ar paraugu un pārbaudes plānu (pirmo izstrādājumu, partijas vai pastāvīgas pārbaudes)
- No sākuma precizējiet savu pārstrādes un lauka remonta politiku
Ievērojot šos soļus, jūs minimizēsiet pārsteigumus un nodrošināsiet, ka izvēlētā virsmas apstrādes alumīnijs nodrošina stabili augstas kvalitātes rezultātus.
Gatavi apvienot savu apdari un kvalitātes kontroli vienā jumta zonā? Shaoyi Metal Parts Supplier —vadošs integrēts precīzu automašīnu metāla detaļu risinājumu nodrošinātājs Ķīnā—var palīdzēt jums optimizēt katru soli, sākot ar projektēšanu un beidzot ar masveida ražošanu visām jūsu alumīnija profila detaļām. To ekspertīze virsmas apstrādes iespējās automobiļu alumīnija profiliem nodrošina pareizo pabeigšanu katru reizi.
Bieži uzdotie jautājumi
1. Kādas ir visizplatītākās virsmas apstrādes metodes automobiļu alumīnija profiliem?
Automobiļu alumīnija ekstrūzijai visplašāk izmantotās virsmas apstrādes ir anodēšana (Type II izskata un korozijizturībai, Type III nodilumizturībai), pulverkrāsu pārklājs izturīgam krāsai un ķīmiskai aizsardzībai, e-pārklājs vienmērīgai korozijizturībai sarežģītos formās un mīles beznosacījumu ar grunti un krāsu ekonomiskai elastībai. Katra apstrāde piedāvā konkrētas priekšrocības attiecībā uz izturību, izskatu un saderību ar automobiļu ražošanas standartiem.
2. Kā izvēlēties pareizo pārklājumu savam automobiļu alumīnija ekstrūzijas projektam?
Labākā pabeigšana izvēlē ir atkarīga no jūsu projekta prasībām attiecībā uz korozijas izturību, izskatu, nodiluma izturību un budžetu. Dekoratīvā anodēšana ir ideāla redzamajai apdarei, cietā anodēšana piemērota liela nodiluma detaļām, pulvera pārklājums nodrošina spilgtu, izturīgu krāsu, e-pārklājums ir vispiemērotākais sarežģītiem profiliem, kuriem nepieciešama vienmērīga aizsardzība, bet rūpnīcas pabeigšana kombinācijā ar krāsu ir izmaksu ziņā izdevīga paslēptām vai remontējamām detaļām. Ņemiet vērā detaļas eksponēšanu, montāžas vajadzības un kvalitātes standartus, lai pieņemtu pareizo lēmumu.
3. Kāda ir atšķirība starp anodēšanu un pulvera pārklājumu uz alumīnija ekstrūzijām?
Anodēšana rada oksīda slāni uz alumīnija virsmas, palielinot korozijizturību un piedāvājot dažādas metāliska izskata iespējas. II veida anodēšana tiek vērtēta tās dekoratīvā izskata dēļ, bet III veida (cietā anodēšana) nodrošina lielāku nodilumizturību. Pulverkrāsu pārklājums savukārt ir organiska pārklājuma veids, ko uzklāj kā pulveri un cietina, lai izveidotu aizsargājošu, krāsainu un izturīgu slāni. Pulverkrāsu pārklājums ļauj izvēlēties vairāk krāsu un tekstūru, taču optimālai saķerei ir nepieciešama rūpīga priekšapstrāde.
4. Kāpēc ir svarīgi veikt priekšapstrādi pirms jebkāda virsmas apdare uz alumīnija ekstrūzijām?
Priekšapstrāde ir svarīga, jo tā noņem piesārņojumu, uzlabo saķemi un palielina korozijas izturību. Pareiza tīrīšana un pārveidošanas pārklājums (bieži vien bez hromātiem) nodrošina, ka izvēlētais pārklājums – vai nu anodēšana, pulvera pārklājums, e-pārklājums vai krāsa – būtu droši piestiprināts un darbotos tā, kā paredzēts. Priekšapstrādes izlaišana vai nepietiekama veikšana var izraisīt agrīnu bojājumu, piemēram, lūžņus, burbuļus vai koroziju.
5. Kādi ir priekšrocības, izmantojot integrētu piegādātāju, piemēram, Shaoyi alumīnija ekstrūzijas virsmas apstrādes jomā?
Saduroties ar integrētu piegādātāju, piemēram, Shaoyi, pabeigšanas process tiek vienkāršots, piedāvājot visas galvenās virsmas apstrādes, kvalitātes kontroli un piegādes ķēdes pārvaldību vienā jumta zem. Šāds pieeja samazina piegādes laiku, minimizē kļūdu risku no vairākiem piegādātājiem, nodrošina atbilstību automobiļu standartiem un sniedz ekspertu padomus, izvēloties pareizo sakausējuma, ģeometrijas un pārklājuma kombināciju jūsu lietojumprogrammai.