 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Vējstikla tīrītāju sviru kalšana: inženierijas un identifikācijas ceļvedis
TL;DR
Attiecībā uz automašīnu komponentiem, priekšējās bākuguns svārsta sviru štampēšana attiecas uz diviem atšķirīgiem jēdzieniem: augstas ātruma paaugstošā spiešana ražošanas procesu, ko izmanto metāla konstrukcijas veidošanai, un identifikācijas kodiem, kas ietēsti uz sviras, lai verificētu detaļu. Mūsdienu ražošanā lielā mērā ir pāreja no metāla lējuma uz štampēšanu, kas ļauj sasniegt ražošanas ātrumu līdz 60 gabaliem minūtē ar augstāku precizitāti.
Automašīnu īpašniekiem un restaurētājiem šie ietēstie apzīmējumi (piemēram, ražotāju logotipi, piemēram, Trico, vai virzienu norādījumi, piemēram, 55L/55R) ir būtiski OEM daļu identificēšanai un pareizas piegriešanas nodrošināšanai. Vai nu meklējat ražotāju masveida ražošanai vai dekodējat vecmodīgu detaļas numuru, svarīgi ir saprast štampēšanas procesu.
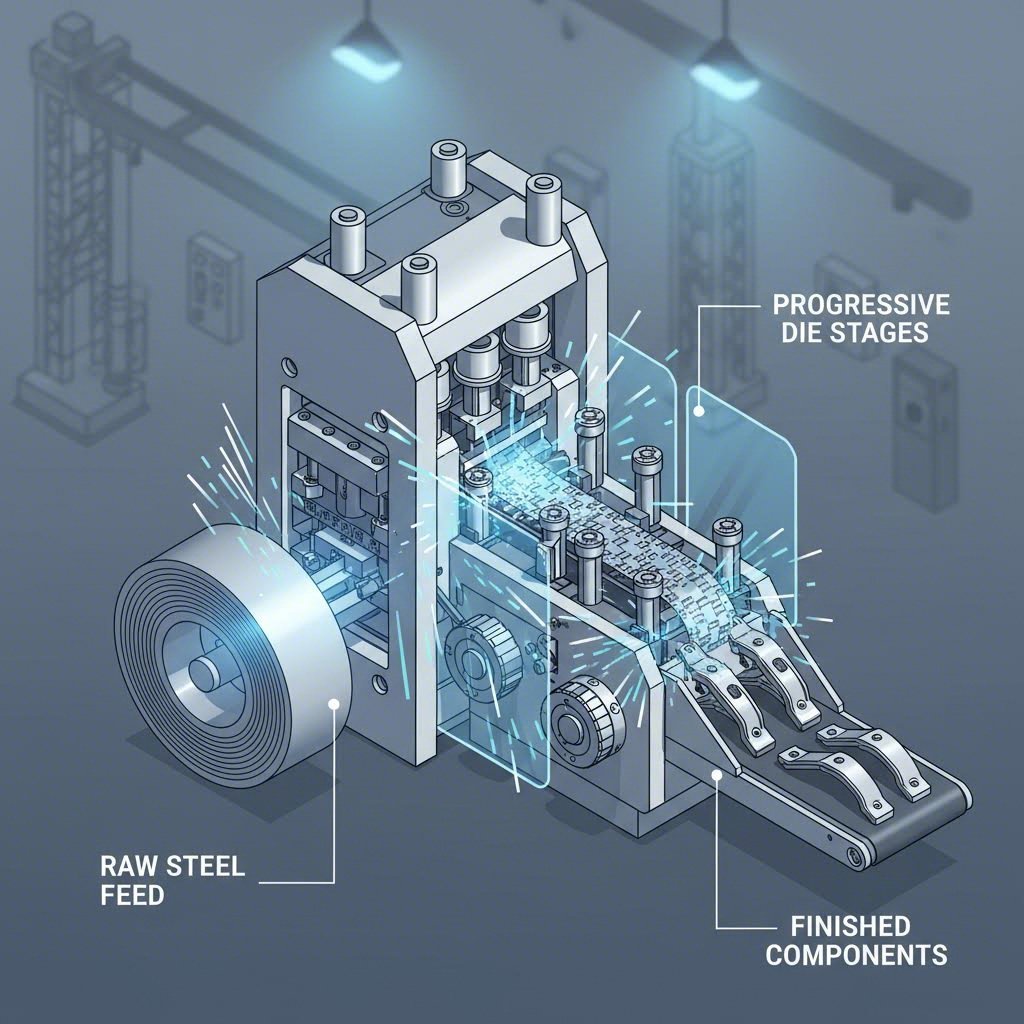
Ražošanas process: progresīvā matricas štampēšana
Vējstikla mētāju plecu ražošana ir ievērojami attīstījusies, lai atbilstu automašīnu rūpniecības prasībām. Tradicionāli daudzas mētāju sastāvdaļas tika izgatavotas, izmantojot metāla liešanu. Tomēr mūsdienu inženierijā ir izvēlēta paaugstošā spiešana , metode, kas plakanus metāla ruļļus pārveido sarežģītos, izturīgos izstrādājumos nepārtrauktā secībā.
Šis pāreja nodrošina būtiskus efektivitātes ieguvumus. Saskaņā ar nozares izpētēm, piemēram, Penne , pāreja uz progresīvo štancēšanu ļauj ražotājiem izgatavot līdz pat 60 mētāju pleciem minūtē. Atšķirībā no liešanas, kurai bieži nepieciešama sekundāra apstrāde, lai noņemtu pārākumu vai nolīdzinātu asas malas, štancēti izstrādājumi presē izej gandrīz pabeigtā veidā. Procesā cinkota tērauda vai alumīnija sloksnes tiek padotas presē, kur vairākas matricas griež, saliecas un veido metāla stiprinājumus un kanālus ar mikronu precizitāti.
Autoražotājiem, kuriem nepieciešams šāds caurplūdums un precizitāte, ir būtiski izvēlēties partneri ar stabiliem spēkiem. Shaoyi Metal Technology kompleksie štampēšanas risinājumi pārvarēt plaisu no ātrās prototipēšanas līdz lieltirgo ražošanai, izmantojot IATF 16949 sertificētu precizitāti un spiedspēku līdz 600 tonnām, lai piegādātu kritiski svarīgus komponentus, kas atbilst stingrām globālajām standartiem. Lielas tonnības spiedes nodrošina, ka pat bieza šķēluma tērauds, ko izmanto izturīgiem sliņķu rokturiem, saglabā strukturālu integritāti bez metāla noguruma.
Sliņķu rokturu piespiedes: Kodu un identifikācijas atšifrēšana
Entuziastiem un mehāniķiem termins „piespiede” bieži attiecas uz alfa numeriskajiem kodiem, kas iepiesti metāla rokturī. Šīs piespiedes nav tikai dekoratīvas; tās kalpo kā galvenais pielāgošanas un īstenības identifikācijas līdzeklis, īpaši klasisko automašīnu restaurācijā.
Visbiežāk sastopamie piespiedzīmējumi norāda ražotāju un uzstādīšanas pusi. Piemēram, klasisko transportlīdzekļu kopienas bieži atsaucas uz konkrētiem kodiem, piemēram, "55L" (pa kreisi/vadītāja puse) un "55R" (pa labi/pasažieru puse), kas atrodami sviras apakšpusē. Šo marķējumu identificēšana ir ļoti svarīga, jo kreisajām un labajām slitasvītrām bieži piemīt nelielas atšķirības leņķos vai garumos, kuras ar neapbruņotu aci nav iespējams pamanīt, taču tās ir būtiskas tīrīšanas veiktspējai.
Turklāt oriģinālā aprīkojuma ražotāja (OEM) sviras, piemēram, Trico ražotas sviras, bieži iezīmējas ar Trico patentētiem zīmējumiem vai specifiskiem datuma kodiem. Šie apzīmējumi atšķir īstas OEM detaļas no vispārīgiem aizmugures tirgus aizstājējiem, kuriem parasti trūkst detalizētu zīmējumu vai tie izmanto vienkāršotus detaļu numurus. Iegādājoties aizstājējus, pārliecinieties, ka piespiestā „rozetes” vai „ķekara” savienojuma veids atbilst Jūsu transportlīdzekļa specifikācijām, lai izvairītos no mehāniskiem bojājumiem.
Virsmas pabeiguma apstrāde: krāsošana un korozijas aizsardzība
Nestandarta presētais tērauds ir ļoti uzņēmīgs pret koroziju, tāpēc to nekavējoties pēc formas veidošanas nepieciešams rūpīgi pārklāt ar virsmas pārklājumu. Rūpnieciskos apstākļos wiper rokturi parasti apstrādā ar elektro-nokrišņu pārklājumu (E-pārklājums) vai pulvera pārklājumu, lai nodrošinātu izturīgu, pret vēderību noturīgu barjeru. Šim pārklājumam jāiztur pastāvīga UV starojuma iedarbība, mitrums un ceļa sāls, nepielobojoties.
DIY atjaunošanas entuziastiem šī pārklājuma uzturēšana ir bieži sastopama problēma. Laika gaitā oriģinālais pārklājums var nobālēt vai lobīties, kas rada rūsu, jo īpaši ap presētajām eņģēm. Lai efektīvi atjaunotu presētu wiper roku, vecais krāsas slānis jānoņem, neizsledzot identifikācijas kodu. Izmantojiet smalku abrazīvu papīru (apmēram 400–600 grit), lai viegli sabojātu virsmu, pēc tam to rūpīgi jānotīra ar šķīdinātāju.
Augstas kvalitātes pusmatētu vai satīna melnu krāsu uzklāšana ir nozares standarts, lai atjaunotu rūpnīcas izskatu. Jāizvairās no biezām kārtām, kas var aizsprostot presētos ciparus vai atsperes mehānismu. Sīki izstrādāti mācību materiāli platformās, piemēram, GM-Trucks.com akcentēt sagatavošanās nozīmi — ja neizņem rūsu no iegravētajiem spraugām, jaunais krāsojums mēnešu laikā sāks pūst.
Iespējamo problēmu novēršana un iegravēto rokturu uzturēšana
Lai gan iegravētie metāla rokturi ir izturīgi, tie nav pasargāti no mehāniskām problēmām. Biežākās kļūmes rodas uz zobratiem — tas ir iegravētie rievotie apmetumi montāžas caurumā, kas tur wiper transmisijas stieni. Ja wiper rokturi piespiež vai uzstāda bez pareizā griezes momenta, šie mīkstā metāla zobi var izdilis, kā rezultātā rokturis slīdēs un nespēs pārvietot lāpstiņu, pat ja motors darbojas.
Vēl viens jautājums ir fiziska deformācija. Tā kā presētajam tēraudam ir "atmiņa", saliekts svirslis dažkārt var tikt izlabots, taču tas prasa rūpīgu manipulāciju. Lai novērstu „trīsēšanu” (kad lapa pārslīd pa stiklu), var izmantot divus atslēgas, lai pagrieztu sviru atpakaļ pareizajā pozīcijā, taču pārmērīgs spēks var nolauzt metālu vai samazināt atsperei raksturīgo pretestību. Ja iekšējā atspere — bieži piestiprināta pie presētas uzmavas — zaudē saspīlējumu, lapa nepielietos pietiekamu spiedienu uz vējlodzi, padarot to neefektīvu neatkarīgi no tā, cik jauna ir gumeņu lapa.
Pēdējie secinājumi par wiper arm stamping
Izpratne par zīmogo dubulto dabu — gan kā augstas precizitātes ražošanas metodi, gan kā būtisku identifikācijas sistēmu — dod iespējas gan inženieriem, gan transportlīdzekļu īpašniekiem. Ražotājiem pāreja uz progresīvo matricu zīmogošanu nozīmē lēcienu efektivitātē un vienveidībā. Patērētājiem prasme nolasīt zīmogotos kodus no veltņa sviras var nozīmēt atšķirību starp ideālu restaurāciju un neveiksmīgu piestiprināšanas problēmu. Vai nu jūs norādāt ražošanas sēriju vai veicat klasikas restaurāciju, detaļā iezīmogotie dati pastāsta pilnu stāstu par šīs daļas izcelsmi un funkciju.

Bieži uzdotie jautājumi
1. Vai var nanēs pulvera pārklājumu uz veltņa svirām?
Jā, pulvera pārklājums ir lielisks variants veltņa svirām, jo tas nodrošina biezāku un izturīgāku virsmu salīdzinājumā ar standarta aerozola krāsu. Tas ir ļoti izturīgs pret nobrukumiem un UV bojājumiem. Tomēr jāpārliecinās, ka pārklājums neietekmē pagrieziena eņģi vai nepiepilda montāžas ribas, kas varētu novērst sviras pareizu uzstādīšanu uz transportlīdzekļa.
2. Kā noteikt savu sūcējsprūža tipu?
Lai noteiktu savu sūcējsprūžu tipu, uz apakšējās puses vai pamatnes meklējiet iegravētus alfabētiski ciparu kodus. Kodiem, kas beidzas ar "L" vai "R", parasti norāda kreiso vai labo pusi. Turklāt aplūkojiet savienojuma punktu, kur piestiprinās lapa; bieži sastopamie iegravētie veidi ietver „ķeksīti”, „bajoneti” vai „sānu pin”. Šo iegravējumu salīdzināšana ar OEM diagrammām ir visuzticamākais veids.
3. Kāda ir atšķirība starp iegravētajiem un lietajiem sūcējsprūžiem?
Iegravētie sūcējsprūži tiek izgatavoti no plāksnes metāla, izmantojot augstspiediena preses, rezultātā iegūstot vieglāku, vienveidīgāku daļu ar gludu virsmas apdarējumu. Lietos sprūžus izgatavo, kaļot kausētu metālu veidnē, kas var radīt smagāku, trauslāku komponenti, kam, iespējams, nepieciešams papildu pārstrādes process, lai noņemtu šuvju un nepilnību nelīdzenumus.