 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Vienpakāpes salīdzinājumā ar progresīvo veidni: tehnisks salīdzinājums

TL;DR
Vienpakāpes matricas veic vienu noteiktu metāla štampēšanas operāciju katrā prešformas gaitā, tādējādi tās ir izdevīga izvēle vienkāršiem daļām, prototipiem un zema apjoma ražošanai. Savukārt progresīvās matricas izmanto pilnībā automatizētu sistēmu, kas pārved nepārtrauktu metāla ruļļa strēmi caur vairākām stacijām, veicot vairākas operācijas vienā prešformas gaitā. Šī metode ir ārkārtīgi efektīva un ideāla sarežģītu detaļu ražošanai lielos apjomos ar augstu atkārtojamību.
Pamatu izpratne: Kas ir vienpakāpes matrica?
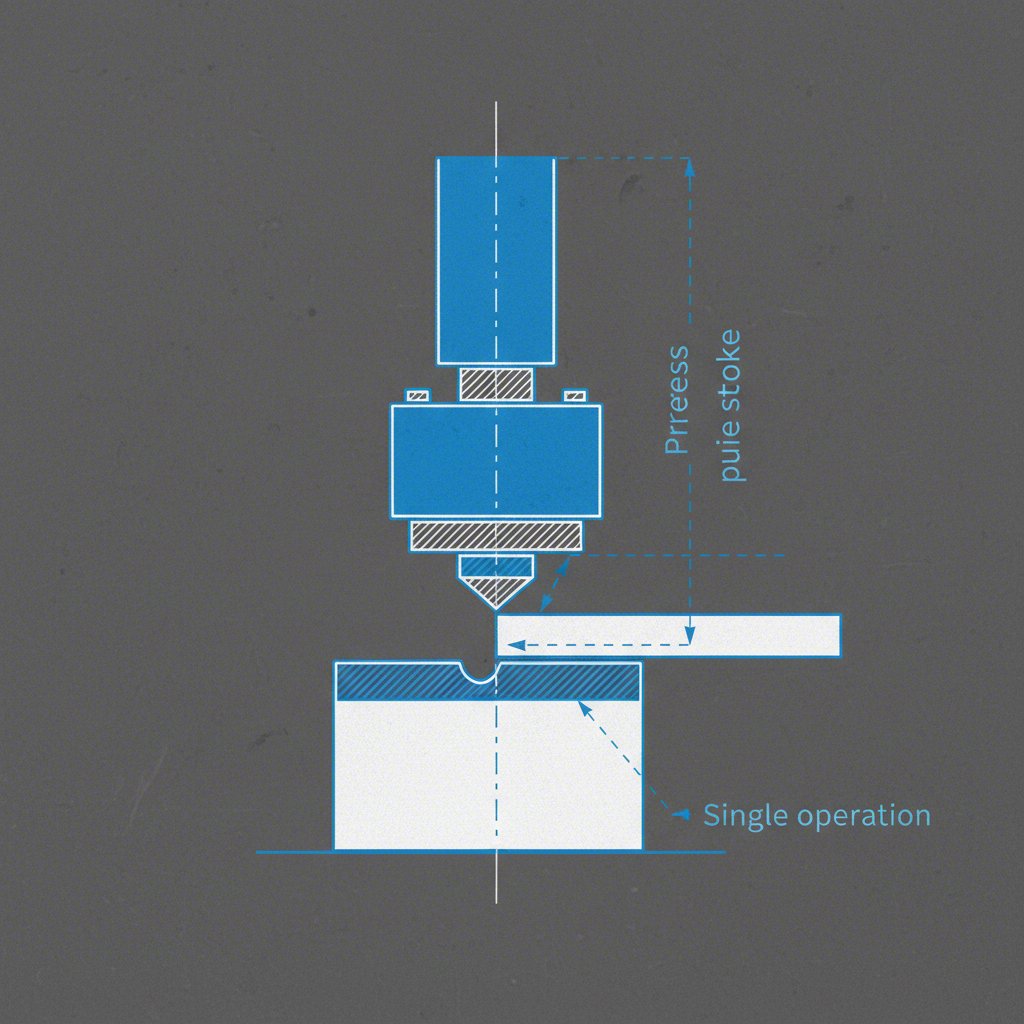
Vienpakāpju veidne, ko bieži sauc par manuālo vai vienas darbības veidni, ir pamatpieeja metāla štampēšanā. Tās pamatprincips ir vienkāršība: veidne ir izstrādāta, lai ar katra spiedpresse gājienu veiktu vienu konkrētu darbību. Tas var būt vienkāršs uzdevums, piemēram, izurbt caurumu, veikt vienu nolieci vai izgriezt detaļu no lielākas metāla loksnes. Šis process parasti ietver operatora manuālu materiāla vai detaļas ievadīšanu presē katrā operācijā, lai gan ir iespējama arī pusautomātiska iekraušana.
Vienpakāpes instrumenta konstrukcija ir vienkārša, kas nozīmē ievērojamas priekšrocības noteiktos ražošanas scenārijos. Tā kā instrumentam jāveic tikai viena uzdevums, tā izstrāde, izgatavošana un uzstādīšana ir salīdzinoši ātra un lēta. Tas padara to par lielisku izvēli projektos, kuros ir būtiska sasniegt tirgu ātri, piemēram, prototipu izstrādē vai jaunas konstrukcijas pārbaudē testa sērijās. Arī elastība ātri mainīt instrumentus dažādām operācijām ļauj veikt konstrukcijas iterācijas ar minimālu darbības pārtraukumu un izmaksām.
Tomēr vienpakāpes matricu vienkāršība nāk kopā ar ierobežojumiem, galvenokārt saistītiem ar ražošanas ātrumu un darbietilpību. Tā kā katra operācija prasa atsevišķu preses ciklu un bieži manuālu apstrādi, kopējais caurplūdums ir ievērojami zemāks salīdzinājumā ar automatizētām alternatīvām. Sloksnēm, kas prasa vairākas darbības — piemēram, vairākas liekšanas, caurumu urbšanu un griešanu — process kļūst par atsevišķu operāciju secību, kas palielina gan laiku, gan kļūdu iespējamību. Tādēļ tas ir mazāk piemērots lielapjomu ražošanai, kur efektivitāte un vienības izmaksas ir galvenie faktori.
Galvenās vienpakāpes matricu īpašības ietver:
- Priekšrocības: Zemas sākotnējās instrumentu izmaksas, īsa sagatavošanas laiks instrumentu izgatavošanai, vienkārša un viegli uzstādāma struktūra, kā arī liela elastība dizaina izmaiņām.
- Kaitējošas puses: Lēnākas ražošanas ātrums, augstākas darbaspēka izmaksas, kas saistītas ar manuālu daļu apstrādi, un neefektivitāte sarežģītām detaļām, kas prasa vairākas operācijas.
Lielapjoma ražošanas spēks: Kas ir progresīvā matrica?
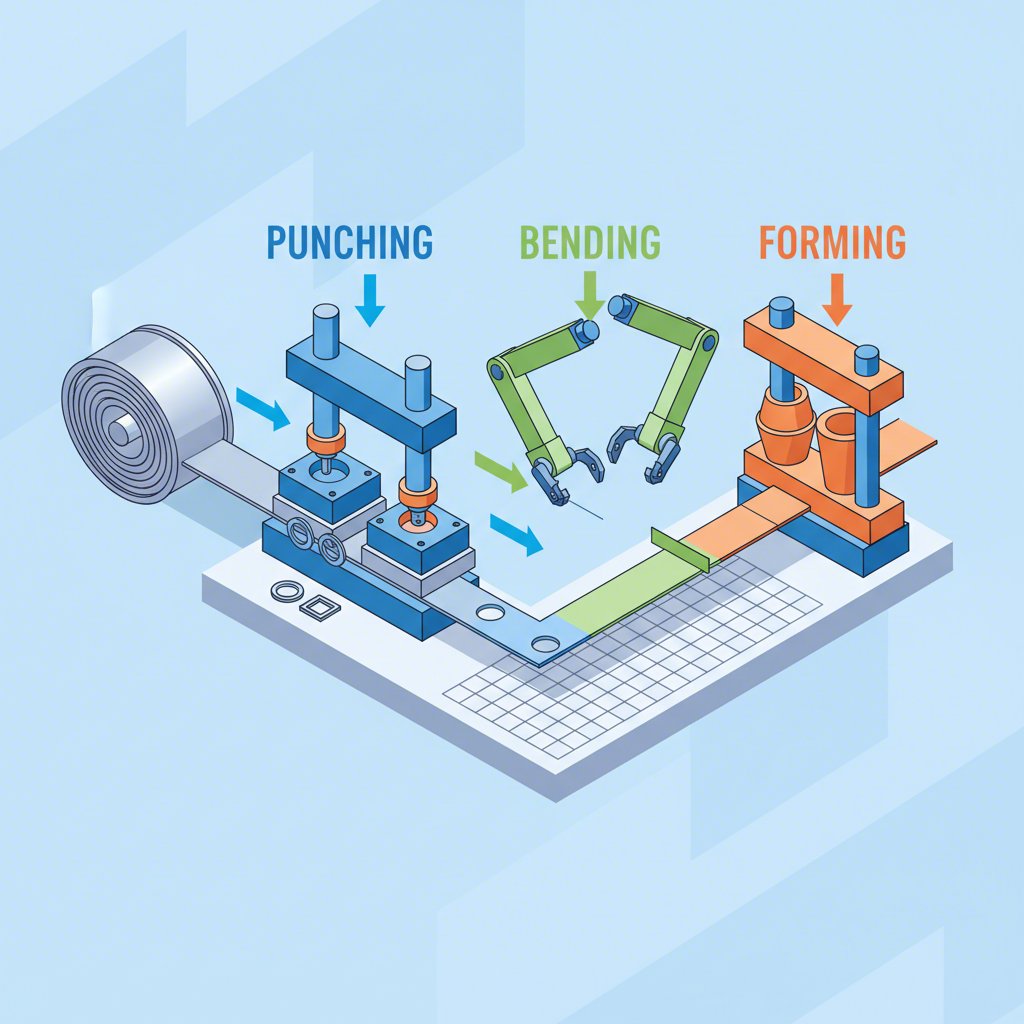
Progresīvā matricu štampēšana ir ļoti efektīvs, automatizēts ražošanas process, kas paredzēts masveida ražošanai. Atšķirībā no vienpakāpes analogiem, progresīvā matrica vienlaikus veic vairākas operācijas vairākās integrētās stacijās, kas iekļautas vienā rīkā. Process sākas ar nepārtrauktu loksnes metāla ruļļa automātisku padoti presē. Tā kā šis metāla strēmeņs 'progredzējas' caur matricu, katra stacija veic atsevišķu operāciju — piemēram, griešanu, urbšanu, liekšanu vai kalšanu — precīzā secībā.
Šī procesa izgudrojums slēpjas tā automatizācijā un precizitātē. Metāla lente paliek savienota visā secībā, nostiprināta ar vadotnēm, kas nodrošina ideālu izvietojumu, pārvietojoties no vienas stacijas uz otru. Kad lente sasniedz pēdējo staciju, no tās tiek izgriezts pabeigts izstrādājums. Šis nepārtrauktais, nepārtrauktais darbs ļauj sasniegt ļoti augstu ražošanas apjomu, padarot iespējamu ražot tūkstošiem vai pat miljoniem identisku daļu ar izcilu vienveidību un ciešiem toleranču robežām. Šāda atkārtojamība ir būtiska nozarēs, piemēram, automašīnu, elektronikas un aviācijas rūpniecībā.
Galvenā kompromisa cena par šo neiedomājamo efektivitāti ir rīka sarežģītība un izmaksas. Progresīvās matricas ir sarežģītas, prasa ekspertu projektēšanu un precīzu inženieriju, kas noved pie augstākām sākotnējām izmaksām un ilgāka ražošanas laika matricu izgatavošanai. Jebkāda kļūme vienā stacijā var prasīt visu matricu komplektu noņemt remontam, potenciāli izraisot ievērojamus pārtraukumus darbā. Ņemot vērā šos faktorus, progresīvās matricas presēšana vislabāk piemērota lielapjomu pasūtījumiem, kuros sākotnējās rīku izmaksas var atgūt caur lielu detaļu skaitu, rezultātā nodrošinot ļoti zemas izmaksas vienībai ilgtermiņā.
Progresīvo matricu galvenās raksturojošās iezīmes ietver:
- Priekšrocības: Īpaši augstas ražošanas ātrums, samazinātas darbaspēka izmaksas dēļ automatizācijas, augsta atkārtojamība un konsekvence, kā arī minimālie materiāla zudumi.
- Kaitējošas puses: Augstas sākotnējās rīku izmaksas, ilgāks ražošanas laiks matricu izgatavošanai un lielāka sarežģītība projektēšanā un uzturēšanā.
Salīdzinājums: Vienpakāpes pret Progresīvo Matricu
Izlēmums starp vienpakāpes un progresīvo matricu pilnībā ir atkarīgs no konkrēta projekta prasībām. Kaut arī abas formas veido metālu, tās kalpo dažādiem ražošanas spektra aspektiem. Tieša salīdzināšana pēc galvenajiem faktoriem uzrāda to atšķirīgās priekšrocības un ideālos pielietojuma gadījumus. Kā atzīmējuši eksperti no Chia Chang , pamata atšķirība ir tāda, ka vienpakāpes matricas veic vienu operāciju katrā prešē, savukārt progresīvās matricas izmanto vairākas stacijas nepārtrauktai, automatizētai ražošanai. Šī būtiskā atšķirība nosaka visas pārējās atšķirības izmaksās, ātrumā un pielietojumā.
Šajā tabulā apkopotas būtiskākās atšķirības starp abām procesa metodēm:
| Faktors | Vienpakāpes matrica | Progresīvs matražs |
|---|---|---|
| Procesus | Veic vienu operāciju katrā prešē. Parasti nepieciešama manuāla vai pusautomātiska detaļu padeve. | Veic vairākas secīgas operācijas vienā prešē, izmantojot automatizētu ruļļu padeves sistēmu. |
| Ražotāja apjoms | Ideāla zema apjoma sērijām, prototipiem un pilotprojektiem. | Vispiemērotākais lielapjomu masveida ražošanai (tūkstoši līdz miljoniem daļu). |
| Ātrums | Lēnāks kopējais caurplūdums, jo operācijas un detaļu apstrāde notiek atsevišķi. | Īpaši augsta ražošanas ātruma dēļ nepārtrauktas, automatizētas darbības. |
| Daļas sarežģītība | Vispiemērotākais vienkāršām detaļām ar vienu vai divām iezīmēm. Sloksnes detaļām vajadzīgas vairākas uzstādīšanas reizes. | Izcili piemērots sarežģītām detaļām, kurām viena cikla laikā nepieciešami vairāki liekumi, griezumi un formas. |
| Instrumentu izmaksas un piegādes laiks | Zemas sākotnējās izmaksas un īss piegādes laiks (parasti 3–4 nedēļas). | Augstas sākotnējās investīcijas un garāks piegādes laiks (parasti 4–6 nedēļas vai vairāk). |
| Darba izmaksas | Augstākas darba izmaksas uz vienu detaļu, jo nepieciešama manuāla apstrāde un vairākas uzstādīšanas reizes. | Ļoti zemas darbaspēka izmaksas, jo mašīnas darbojas bez uzraudzības un ir automatizētas. |
| Materiālu atkritumi | Var būt augstāks, ja sarežģītam izstrādājumam nepieciešami vairāki iestatījumi. | Parasti zemāks, jo lentes izkārtojums ir optimizēts, lai gan nepieciešama nesošā lente. |
| Ideālās lietojumvieetas | Prototipi, mazi sērijas pasūtījumi, vienkārši stiprinājumi un izstrādājumi ar vienu liekumu. | Automobiļu komponenti, elektriskie savienotāji, mājsaimniecības tehnikas daļas un citi lielserijas, sarežģīti izstrādājumi. |
Būtībā lēmums ir klasiska kompromisa starp sākotnējiem izdevumiem un ilgtermiņa darbības izmaksām jautājums. Vienpakāpes veidne piedāvā zemu ieejas barjeru ražošanā, tādējādi tā ir ideāla dizaina testēšanai vai neliela pasūtījuma izpildei. Savukārt progresīvā veidne ir ilgtermiņa efektivitātes investīcija, kas paredzēta izstrādājumu ražošanai apjomos un ātrumā, ko vienpakāpes instrumenti nevar sasniegt, lielās sērijās galu galā ievērojami samazinot izstrādājuma vienības izmaksas.
Kā izvēlēties piemērotu štampēšanas procesu savam projektam
Pareizas štampēšanas matrices izvēle ir kritiski svarīgs lēmums, kas tieši ietekmē ražošanas efektivitāti, daļu kvalitāti un vispārējās projekta izmaksas. Izvēle nav tikai par to, kurš process ir „labāks”, bet gan par to, kurš labāk atbilst jūsu konkrētajām vajadzībām. Galvenie apsvērumi, kā to norāda ražošanas eksperti pie JV Manufacturing Co. , ietver ražošanas apjomu, detaļu sarežģītību un budžetu. Rūpīgi novērtējot šos faktorus, jūs varat pieņemt informētu lēmumu, kas optimizēs jūsu ražošanas rezultātus.
Ražošanas apjoms un projekta ilgums
Pirmais un svarīgākais jautājums, ko uzdot: cik daudz detaļu jums nepieciešams? Prototipiem, pirmajām palaišanām vai zema apjoma ražošanai (parasti simtiem vai tūkstošiem) vienpakāpes matrica gandrīz vienmēr ir visrentablākais risinājums. Zemās rīkojuma izmaksas nodrošina ātru ieguldījumu atmaksāšanos. Savukārt liela apjoma sērijām, kas sniedzas līdz desmitiem tūkstošu vai miljoniem, progresīvās matricas augstā ātruma, automatizētā daba nodrošinās daudz zemākas izmaksas par katru detaļu, viegli attaisnojot ievērojami augstākas sākotnējās rīkojuma izmaksas.
Detaļas sarežģītība un ģeometrija
Cik sarežģīta ir jūsu daļas konstrukcija? Vienpakāpes matricas ir piemērotas vienkāršām ģeometrijām — plakaniem izstrādājumiem, detaļām ar vienu liekumu vai izstrādājumiem, kam nepieciešama pamata urbšana. Ja jūsu dizains ietver vairākus liekumus, sarežģītus griezumus un kompleksas formas, progresīvā matrica ir labāka. Tā spēj veikt visas šīs darbības vienā, ļoti precīzā secībā, nodrošinot ciešas tolerances un viendabīgumu, kuru būtu grūti un laikietilpīgi sasniegt, izmantojot vairākas vienpakāpes iestatīšanas operācijas.
Budžets un ieguldījumu atdeve (ROI)
Jūsu budžets būtiski ietekmēs jūsu izvēli. Ja jums ir ierobežoti sākotnējie kapitāli, vienpakāpes instrumenta zemās sākotnējās izmaksas ir ļoti pievilcīgas. Tomēr jums arī jāņem vērā kopējās īpašuma izmaksas. Ilgtermiņa, liela apjoma projektam vienpakāpes štampēšanas augstākas darbaspēka izmaksas uz detaļu var beigās pārsniegt sākotnējo taupījumu. Progresīvais štampts, lai gan sākotnēji dārgs, ilgtermiņā piedāvā daudz labāku ieguldījuma atdevi masveida ražošanai, nodrošinot automatizāciju un ātrumu. Nozarēm ar stingrām prasībām, piemēram, automašīnu rūpniecībai, ir būtiski sadarboties ar speciālistu pielāgotu štampēšanas matricu jomā. Piemēram, Shaoyi (Ningbo) Metal Technology Co., Ltd. nodrošina visaptverošus risinājumus no prototipēšanas līdz masveida ražošanai OEM ražotājiem, izmantojot modernas simulācijas, lai optimizētu matricu dizainu efektivitātei un kvalitātei.
Materiāla veids un biezums
Visbeidzot, ņemiet vērā materiālu, ar kuru strādājat. Lai gan abas procesu veidi spēj apstrādāt dažādas metālu šķirnes, materiāla īpašības var ietekmēt matricas dizainu. Rupjāki materiāli, piemēram, nerūsējošais tērauds, var prasīt izturīgākas un nodilumizturīgākas matricas, kas palielina gan vienpakāpes, gan progresīvo matricu izmaksas un sarežģītību. Biezāki materiāli arī prasa lielāku spēku, kas atsevišķos pielietojumos var būt iemesls izvēlēties vienkāršāku un izturīgāku vienpakāpes iekārtu vai nepieciešamību pēc jaudīgākas un dārgākas progresīvas matricas sistēmas.
Bieži uzdotie jautājumi
1. Kāda ir atšķirība starp vienpakāpes matricu un progresīvo matricu?
Vienpakāpes matrica veic tikai vienu štampēšanas procesu (piemēram, griešanu vai liekšanu) katrā prešformas ciklā. Savukārt progresīvā matrica pabeidz vairākus štampēšanas procesus vairākās dažādās stacijās vienā rīkā, kamēr nepārtraukts metāla strips tiek padots cauri tai.
2. Kādi ir dažādie spiedformu veidi?
Papildus vienpakāpes un progresīvajiem matricēm, citi bieži sastopami veidi ir saliktās matricas, kas veic vairākas griešanas operācijas vienā stacijā, un pārnešanas matricas, kas pārvieto atsevišķu daļu no vienas stacijas uz otru secīgām operācijām. Katrs veids ir piemērots dažāda līmeņa detaļu sarežģītībai un ražošanas apjomam.
3. Kāda ir atšķirība starp posmu aparatūru un progresīvo aparatūru?
Posmu aparatūra ir cits termins vienpakāpes aparatūrai. Galvenā atšķirība ir ātrumā un apjomā. Posmu aparatūra ir lēnāka un piemērotāka nelielām, zema apjoma ražošanas partijām, savukārt progresīvā aparatūra (vai progresīvā matricēšana) ir ļoti ātra un paredzēta liela mēroga ražošanai.
4. Cik maksā progresīvā matrica?
Progresīvās matricas izmaksas ievērojami atšķiras atkarībā no detaļas lieluma un sarežģītības. Veidņu izmaksas var svārstīties no zem 10 000 USD par nelielām, vienkāršām detaļām līdz vairāk nekā 100 000 USD par lielām, sarežģītām konstrukcijām. Augstās izmaksas atspoguļo sarežģīto inženierijas darbu, kas nepieciešams, lai nodrošinātu visu staciju ideālu saskaņu.