 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Lietātais dzelzs automašīnu veidņu izgatavošanai: stiprības zinātne

TL;DR
Čuguns, jo īpaši pelēkais un elastīgais (nodulārais) veidi, ir iecienītākais materiāls lielu automobiļu štancēšanas matricu izgatavošanai. Tam ir izcila kombinācija no augstas spiedes izturības, lieliskas vibrāciju slāpēšanas, pārākas nodilumizturības un vispārējas izmaksu efektivitātes. Lai sasniegtu ilgmūžību un bezvainīgu virsmas apdarē nepieciešamo modernu automašīnu korpusa paneļu štancēšanai, ir būtiski speciāli ražošanas procesi un uzlabotas virsmas apstrādes metodes, piemēram, jonu nitrēšana.
Kāpēc čuguns ir izvēlētais materiāls automobiļu matricām
Augstspiediena automašīnu ražošanas pasaulē rīki, kas veido transportlīdzekļu korpusus, ir jāiztur milzīgi un atkārtoti spēki. Lielas štancēšanas formas, kas iepresē plāksni sarežģītās formās, piemēram, durvīs un pārsegos, prasa materiālu, kurš ir gan ārkārtīgi izturīgs, gan ļoti stabils. Ilgu laiku liešanas čuguns ir bijis nozares standarts šai prasīgajai lietojumprogrammai, nodrošinot unikālu īpašību kombināciju, ko grūti atdarināt ar citiem metāliem, tostarp daudziem tēraudiem. Tā piemērotība rodas no pamata raksturojošajām īpašībām, kas tieši pārtop augstākas kvalitātes detaļās un efektīvākā ražošanas līnijā.
Pamatā čuguna priekšrocība ir tā ievērojamā spiedes izturība, kas ļauj izturēt smagus slodzes bez deformēšanās. Kā norādīts nozares analīzēs, ko veikuši avoti, piemēram, Sinoway Industry , šis parametrs ir svarīgs zāģēšanas operācijās, kur gaidāms miljoniem ciklu kalendārā laikā. Turklāt lietie dzelzs ir pārāka vibrāciju slāpēšanas spēja. Dūra preses straujā iedarbība tā absorbē enerģiju un samazina dunoņu, kas ir būtiski, lai uzturētu izmēru precizitāti un panāktu gludu virsmas apdari galīgajā automašīnas daļā. Šī iedzimtā stabilitāte minimizē rīku nolietojumu un palīdz novērst trūkumus zāģētajos paneļos.
Papildus tās mehāniskajām īpašībām, čuguns nodrošina ievērojamas ekonomiskas un ražošanas priekšrocības. Salīdzinājumā ar veltņu tērauda bluķiem līdzīga izmēra tas parasti ir lētāks ražošanā, kas ir svarīgs aspekts automašīnu ražošanā izmantojamajiem milzīgajiem matricām. Materiāls arī demonstrē lielisku liešanas piemērotību, kas nozīmē, ka to var ielej sarežģītās veidņu formās, lai izveidotu gandrīz galīgā izmēra matricas, samazinot nepieciešamību pēc turpmākas apstrādes. Šis kombinētais sniegums un vērtība padara to par neatņemamu materiālu automašīnu nozarē.
- Augsta spiedes izturība: Iztur ekstremālas spiedforma spēku, nezaudējot savu formu, nodrošinot konsekventu detaļu kvalitāti.
- Pārāka vibrācijas slāpēšana: Absorbē ekspluatācijas vibrācijas, nodrošinot lielāku stabilitāti, samazinātu rīku nolietojumu un labāku virsmas apdarējumu.
- Izcila nodilumizturība: Materiāla cietība nodrošina ilgu kalpošanas mūžu pat abrazīvos apstākļos ar augstu metāla pret metālu berzi.
- Izmaksu efektivitāte: Salīdzinājumā ar materiāliem, piemēram, veltņu tēraudu, piedāvā ļoti konkurētspējīgu līdzsvaru starp sniegumu un pieejamību.
- Laba apstrādājamība: Var efektīvi apstrādāt, lai sasniegtu precīzus galapakāpju izmērus un sarežģītas detaļas, kas nepieciešamas mūsdienu automobiļu konstrukcijām.
Galvenie čuguna veidi, ko izmanto matricu ražošanā
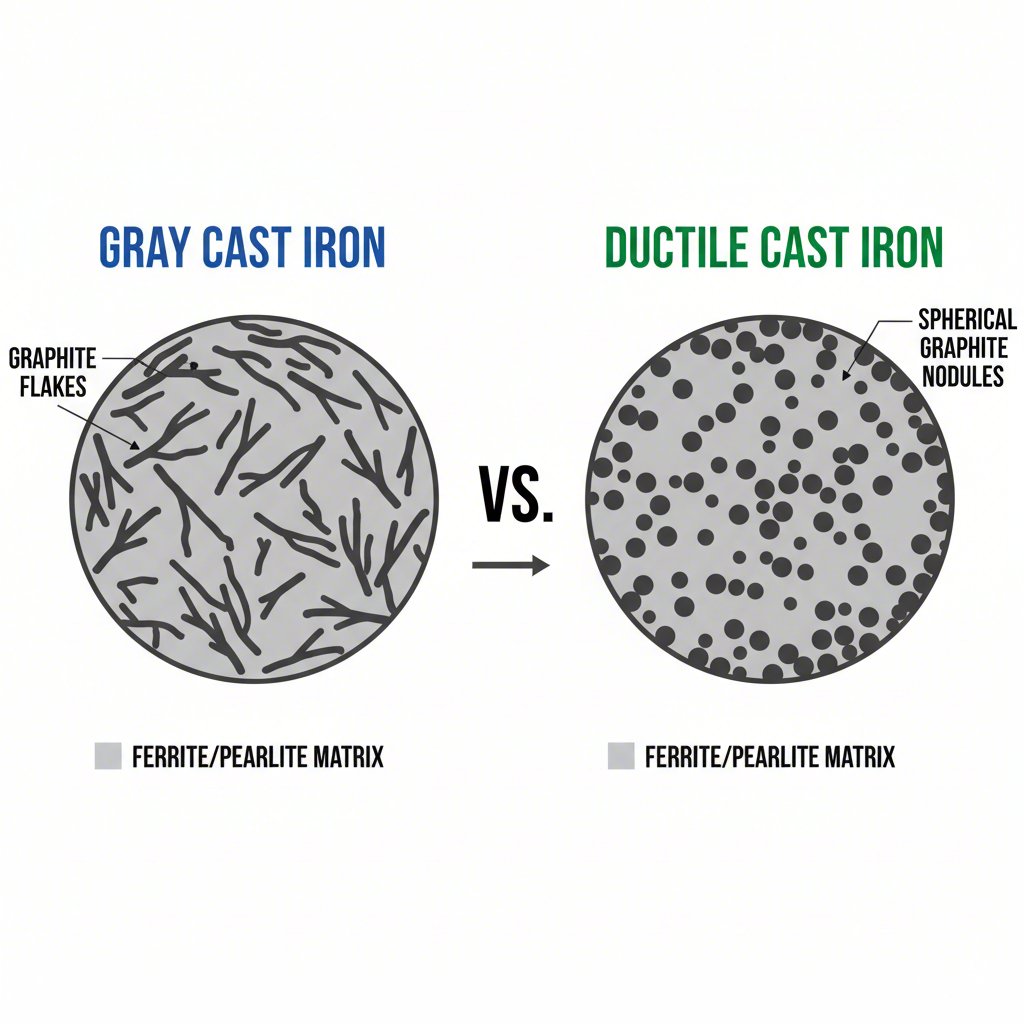
Ne visi čuguni ir vienādi. Konkrētās čuguna sakausējuma īpašības nosaka tā mikrostruktūra, jo īpaši brīvā oglekļa (grafīta) forma dzelzs matricā. Lielām automašīnu matricām dominē divi galvenie veidi: pelēkais čuguns un elastīgais čuguns (arī zināms kā mezglveida vai sfēroidālā grafīta čuguns). Izvēle starp tiem ir atkarīga no konkrētās lietošanas, iesaistītajiem spriegumiem un vajadzīgo snieguma un izmaksu līdzsvara.
Pelēkais čuguns ir tradicionālākais un visplašāk izmantotais veids. Tā nosaukums cēlies no šķautnes pelēcīgā izskata, ko rada grafīta plāksnīšu klātbūtne. Saskaņā ar detalizētu salīdzinājumu, ko veikusi MAT Foundry Group , šie strukturētie daļiņas nodrošina lielisku griešanas apstrādājamību un neaizstājamu vibrāciju slāpēšanas spēju. Tomēr tie paši asās malas daļiņas darbojas kā iekšējo saspriegumu koncentrācijas punkti, tādējādi padarot pelēkā čuguna materiālu trauslu un piešķirot tam salīdzinoši zemu stiepes izturību un triecienu izturību. Tas vislabāk piemērots matricu komponentiem, kuri ir pakļauti lieliem spiedes slodzēm, bet nepiedzīvo būtiskas stiepes slodzes vai asus triecienus, piemēram, matricas komplekta galvenajai korpusa daļai vai pamatnei.
Vilkšņu ciets, mūsdienīgāka inovācija, ar magnija veida inkubatoru pievienošanu pārvērš grafītu mazos, sfēriskos mezglos. Šī šķietami nelielā izmaiņa ietekmē tā mehāniskās īpašības. Noapaļotā forma noziedzē nodules iekšējos saspīlējuma punktus, kas raksturīgi pelēkajam cietai, padarot materiālu daudz stiprāku, izturīgāku un, kā liecina nosaukums, arī vilkšņaināku. Tas var būtiski liekties un deformēties pirms plaisāšanas, nodrošinot labāku stiepes izturību un trieciencietību. Tādēļ vilkšņu ciets ir ideāls izvēles variants svarīgiem matricas komponentiem, kuriem jāiztur lielākas slodzes, piemēram, dēļiem, fiksatoriem un iekļautajām daļām, kas veic galvenos formas un griešanas darbus.
Pelēkais ciets pret Vilkšņu ciestu: Tehniska salīdzinājuma
| Īpašība | Pelēks degtinieks | Vilkšņu (mezglu) čuguns |
|---|---|---|
| Grafīta struktūra | Plankiņi | Sfēras (mezgli) |
| Vidējais izturības spēks | Zema (piemēram, līdz 276 N/mm²) | Augsta (piemēram, līdz 827 N/mm²) |
| Vilkšņainība un pagarinājums | Ļoti zema (trausls) | Augsta (var deformēties, nepārtrūkstot) |
| Ietekmes pretestība | Slikta | Ērti |
| Vibrāciju nomierināšana | Ērti | Laba |
| Kopīgas prasības | Veidņu apavi, mašīnbāzes, dzinēju korpusi | Veidņu spieģi, zobrati, augstspiediena caurules |
Ražošanas un virsmas apstrādes process
Lielas automašīnu veidnes izgatavošana no lieta čuguna ir daudzposmu process, kas prasa ievērojamas zināšanas metalurģijā, liešanā, apstrādē un virsmas inženierijā. Ceļš no izejvielas līdz gatavai, presē gatavai rīkam ietver vairākus būtiskus soļus, no kuriem katrs ietekmē veidnes galīgo veiktspēju un kalpošanas laiku. Pirmajā fāzē notiek liešana, kurā kausēts dzelzs tiek ielejts smilšu formā, kas izveidota pēc veidnes modeļa. Šis process, bieži vien smilšu liešana lieliem komponentiem, kā to apraksta liešanas speciālisti no Metco , veido veidnes pamata, pārmērīgi lielo formu.
Kad liešana ir atdzisusi un sacietējusi, tā pāriet uz apstrādes posmu. Kā norāda rīku speciālisti no Sandvik Coromant , tas prasa augstas klases metālapstrādes prasmes, lai no rupja lējuma izgatavotu precīzas galīgās dimensijas. Daudzas asis CNC frēzēšanas mašīnas tiek izmantotas sarežģītu, izliektu virsmu izveidošanai, kas veidos transportlīdzekļa korpusa paneļus. Šis ir laikietilpīgs un rūpīgs process, jo gala virsmai jābūt ideāli gludai un precīzai līdz daļām no milimetra. Svarīgi atrast ražošanas partneri ar pierādītu pieredzi. Piemēram, piegādātāji kā Shaoyi (Ningbo) Metal Technology Co., Ltd. specializējas pielāgotu automašīnu štancēšanas matricu izgatavošanā, izmantojot modernas simulācijas un projekta pārvaldību, lai piegādātu augstas kvalitātes rīkus OEM ražotājiem un Tier 1 piegādātājiem.
Pēdējais un iespējams svarīgākais solis, lai nodrošinātu veiktspēju, ir virsmas apstrāde. Neapstrādāta čuguna virsma, lai arī tā ir cietā, ir uzņēmīga pret pielipšanu (galling) un nolietojas, štancējot pārklātus vai augstas izturības tēraudus. Lai ar to cīnītos, matricas darba virsmas tiek pakļautas cietināšanas procesam. Saskaņā ar Advanced Heat Treat Corp. , viena no vadošajām metodēm ir jonu nitrēšana, termoķīmiska apstrāde, kas difundē slāpekli virsmā. Tas rada ārkārtīgi cietu, nodilumizturīgu un viegli eļļojošu virsmas kārtu, kas novērš metāla berzi pret metālu, samazina skrāpējumus un ļauj veidnē saglabāt augstas klases A finižu visā lielapjomu ražošanas procesā.
- Formēšana: Kausēts pelēkais vai plastiskais čuguns tiek ielejts smilšformā, lai izveidotu veidnes sākotnējo, gandrīz galīgo formu.
- Sprieguma novēršana: Pamata lējums tiek termoapstrādāts, lai novērstu iekšējos saspriegumus, kas radušies atdzišanas laikā, nodrošinot dimensiju stabilitāti.
- Precīza izgatavošana: Lējums tiek frēzēts, urbjams un slīpēts, izmantojot CNC mašīnas, lai iegūtu precīzu galīgo ģeometriju un virsmas kontūras.
- Virsmas cietināšana: Pabeigtās virsmas tiek pakļautas jonu nitrēšanai vai līdzīgai apstrādei, lai izveidotu izturīgu, zemas berzes virsmas kārtu, kas pretojas nodilumam un saplēsumiem.
- Galīgā polierēšana un montāža: Apstrādātās virsmas tiek noslīpētas līdz spoguļblāvumam, un veidnes dažādas sastāvdaļas tiek savienotas un pārbaudītas.
Pareizas materiāla izvēles veikšana ilgmūžībai
Kopsavilkumā lielu automašīnu štancēšanas matricu izgatavošanai čuguna izvēle ir apzināts inženierijas lēmums, kas balstīts uz dziļu materiālzinātnes un ražošanas ekonomikas izpratni. Materiāla iedzimtā spiedes izturība, vibrāciju slāpēšanas spēja un izcila nodilumizturība nodrošina izturīgu pamatu rīkiem, kuriem jādarbojas uzticami ārkārtējos apstākļos. Izvēloties starp pelēko čugunu tā stabilitātes un izmaksu efektivitātes dēļ un elastīgo čugunu tā pārākās izturības un triecienuizturības dēļ, inženieri var optimizēt katras sastāvdaļas veiktspēju un kalpošanas laiku matricu komplektā.
Tomēr izejviela ir tikai daļa no vienādojuma. Tieši precīzas apstrādes sarežģītie procesi un uzlabotās virsmas apstrādes, piemēram, jonu nitrēšana, atslēdz čuguna pilno potenciālu. Šie soļi pārvērš rupju lietu par augstas veiktspējas rīku, kas spēj ražot miljoniem bezvainīgu automašīnu sastāvdaļu. Galu galā, čuguna turpmāko dominēšanu šajā pielietojumā apliecina tā nepiesātināmā kombinācija no veiktspējas, ražošanas viegluma un vērtības.
Bieži uzdotie jautājumi
1. Kāds ir piemērotākais materiāls lieliem stampēšanas matricām?
Lielām automašīnu stampēšanas matricām piemērotākais un visplašāk izmantotais materiāls ir čuguns, konkrēti pelēkčuguns pamatnēm un elastīgais (lodveida grafīta) čuguns augsta slodzes sastāvdaļām. Tas ir saistīts ar tā izcilo spiedes izturību, vibrāciju dzēšanu, nodilumizturību un izmaksu efektivitāti šādu lielu rīku ražošanā.
2. Kāpēc čuguna matricām ir nepieciešama virsmas apstrāde?
Virsmas apstrāde, piemēram, jonu nitrēšana, ir nepieciešama, lai ievērojami palielinātu virsmas cietību un samazinātu berzi. Tas novērš bieži sastopamas problēmas, piemēram, aizķeršanos (adheziju) un svītrojumus, velkot mūsdienu pārklātus vai augstas izturības tēraļus. Tas nodrošina, ka veidne saglabā augstākas kvalitātes virsmas apdari un pagarinās tās ekspluatācijas ilgumu.
3. Vai lējuma čuguns joprojām ir aktuals mūsdienu automašīnu ražošanā?
Noteikti. Neraugoties uz moderno tēraļu un citu sakausējumu pieejamību, lējuma čuguns joprojām ir ļoti aktuals lietojumiem, piemēram, lielas izmēra stampēšanas veidņu un dzinēju korpusu ražošanā. Tā unikālā mehānisko īpašību kombinācija, izcila liešanas spēja sarežģītos formas, kā arī vispārējie ekonomiskie priekšrocības padara to par ideālu izvēli daudziem liela apjoma automašīnu komponentiem.