 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Slēgšanas matricās izmantojamie slāpekļa gāzes atspoles: inženiera rokasgrāmata par spēku un precizitāti
TL;DR
Slāpekļa gāzes atsperes spiedformās ir augsta spiediena hidrauliskie komponenti, kas izmanto inerto slāpekļa gāzi, lai nodrošinātu ievērojamu spēku kompaktā cilindrā, tādējādi pārsniedzot tradicionālo mehānisko spirālveida atspere spējas. Saglabājot pastāvīgu spiedienu visā gaitā, tās ievērojami uzlabo izstrādājumu kvalitāti un samazina formas fizisko izmēru.
Automobiļu un rūpniecības ražotājiem galvenais priekšrocība ir to spēka blīvums un ilgmūžība. Atšķirībā no spirālveida atspere, kas nogurst un zaudē sākotnējo piepūli, slāpekļa atsperes nodrošina nekavējoties kontaktspēku un tās var regulēt, lai atbilstu precīziem tonnāžas prasījumiem, tādējādi kļūstot par standartu mūsdienu lielapjomu metāla štampēšanai.
Pamati: Mehānisms un funkcija spiedformās
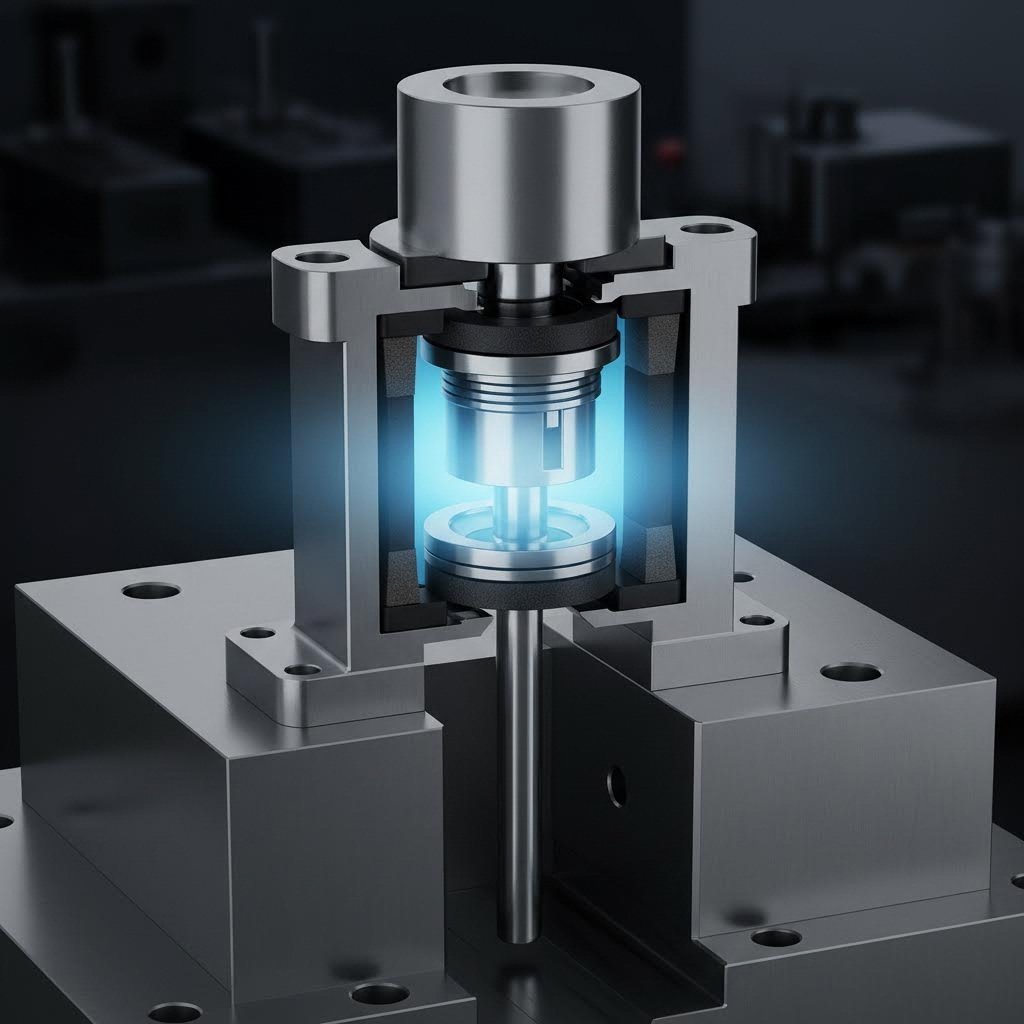
Būtībā slēgts slāpekļa gāzes atsperis satur spiediena pakļautu slāpekļa gāzi, virzu, un speciālu cilindru. Kad prese aizveras, virzus saspiež gāzi, uzkrājot potenciālo enerģiju, kas tiek atbrīvota, kad prese atveras. Šis mehānisms ļauj sasniegt daudz augstāku spēka blīvums nekā mehāniskiem alternatīviem risinājumiem, kas nozīmē, ka neliela gāzes atspere var attīstīt tādu pašu spēku kā daudz lielāka spirālveida atspere.
Slāpekļa izvēle nav nejauša; tas ir inerts gāze , kas ir būtiski komponenta ilgmūžībai. Kā norāda Special Springs , slāpekļa inerces dēļ cilindrā nenotiek oksidēšanās un korozija, nodrošinot iekšējo blīvējumu un eļļu stabilitāti pat intensīva pēkšņa temperatūras pieauguma apstākļos, ko rada straujie žāvēšanas cikli. Ja tiktos izmantots skābeklis vai saspiests gaiss, eļļas un siltuma kombinācija varētu izraisīt degšanu vai ātru blīvējumu sabrukšanu.
Tipiskā štancēšanas matricas iekārtā šie atspoles tiek novietotas starp matricas plātnēm — bieži vien turēkļa vai izmešanas plātnē —, lai metāllapas materiālu cieši noturētu vietā pirms veidošanas puņķa saskares ar materiālu. Šī „piespiedplātnes fiksācijas” funkcija ir vitāli svarīga. Tā novērš metāla raušanu vai pārrāvumu dziļražņa procesā. Tā kā slāpekļa atspoles nodrošina regulējams spiediens , inženieri var precīzi regulēt fiksācijas spēku, vienkārši regulējot gāzes spiedienu, kas ir elastība, kādu mehāniskas atspoles nevar piedāvāt.
Svarīgs salīdzinājums: slāpekļa gāzes atspoles pret mehāniskām spirālveida atspolēm
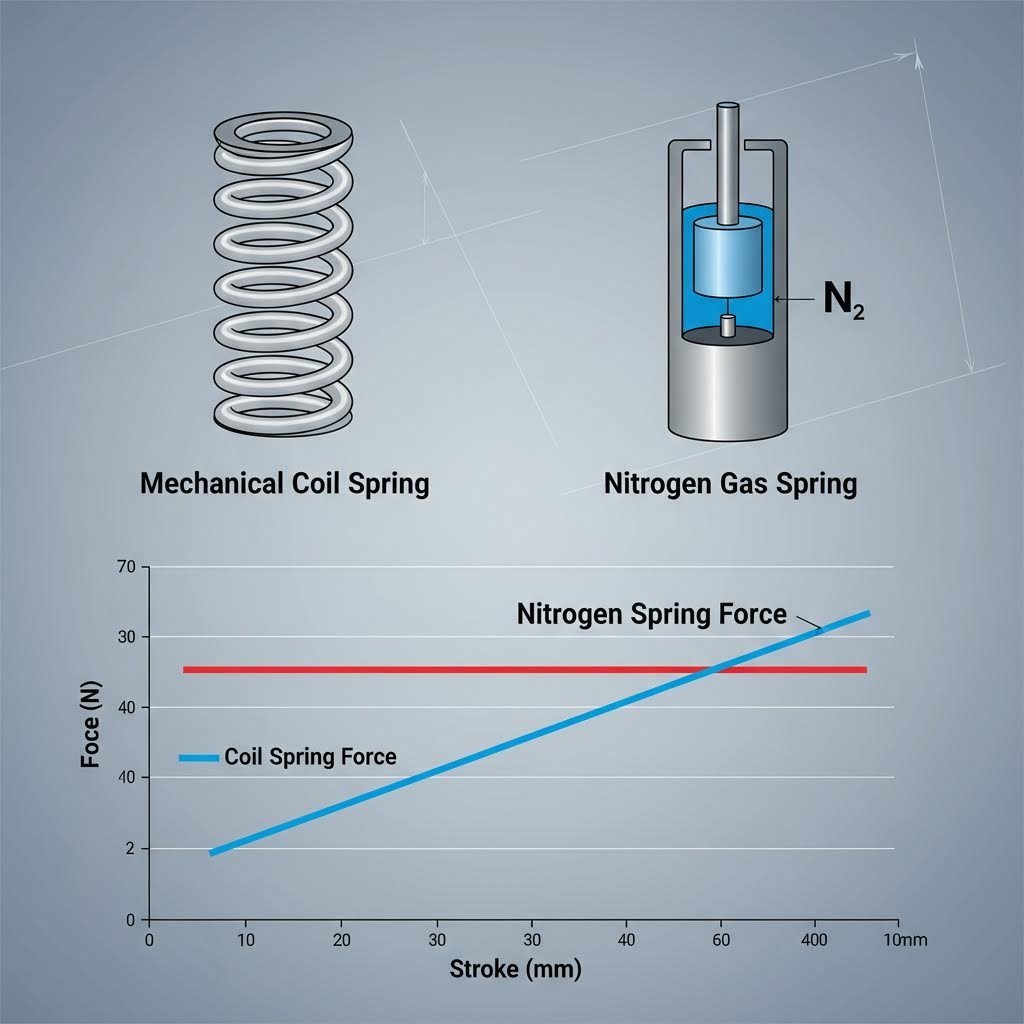
Pāreja no mehāniskām spirālveida atspolēm uz slāpekļa gāzes atspolēm bieži tiek motivēta ar augstākas precizitātes un telpas izmantošanas efektivitātes vajadzību. Lai gan spirālveida atspoles ir lētas un vienkāršas, tām piemīt lineāra spēka līkne — tās nodrošina ļoti mazu spēku sākotnējā kontaktā (priekšslodze) un maksimālo spēku tikai pilnīgā saspiešanā. Slāpekļa atspoles savukārt nodrošina gandrīz maksimālo spēku jau uzreiz pēc kontakta.
| Iezīme | Mehāniskas spirālveida atspoles | Slāpekļa gāzes atsperes |
|---|---|---|
| Spēka līkne | Lineāra (Zems sākotnējais, augsts beigu spēks) | Plakana (Augsts sākotnējais spēks, stabils pieaugums) |
| Telpas efektivitāte | Zems (Nepieciešamas lielas kabatas/daudzas atsperes) | Augsts (Kompakts, augsta spēka blīvums) |
| Diencelšanas ilgums | Ierobežots (Tendence uz nogurumu/lūzumiem) | Ilgstošs (Miljoniem ciklu ar apkopi) |
| Pielāgotība | Nav (Jāaizstāj atspere) | Augsts (Regulējams gāzes spiediens) |
| Sākotnējais maksājums | Zemi | Vidēji līdz augstam |
Telpas ierobežojumi bieži vien ir izšķirošais faktors. Sarežģītās automašīnu matricēs „aizvēršanās augstums“ (telpa, kas pieejama, kad matrice ir aizvērta) ir ļoti vērtīga. Vienas slākļa gāzes cilindrs bieži var aizstāt 5–10 atslegu saišķi, ievērojami samazinot matrices tilpumu. Tas ļauj ievietot vairāk staciju progresīvajā matricē vai vienkārši izmantot mazāku, vieglāku rīku, kuru ir lētāk apstrādāt un uzglabāt.
Turklāt uzticamība ir liels atšķirības faktors. Atslegas var negaidīti pārtrūkt, izsviežot metāla fragmentus instrumentā un izraisot katastrofālu kaitējumu. Slākļa gāzes atslegas, ja tiek pareizi uzturētas, noārdās pakāpeniski. Mūsdienīgi dizaini no ražotājiem kā Ready Technology ir aprīkoti ar „hermētiski noslēgtiem“ sistēmām un peldošajām vadības stieniem, kas pretojas sānslodzes kaitējumam, nodrošinot miljoniem ciešu, pirms nepieciešams remonts.
Izvēles ceļvedis: Spēka un gaitas aprēķināšana
Lai izvēlētos pareizo slāpekļa gāzu atveri, ir nepieciešama precīza inženierzinātņu matemātika. Mērķis ir līdzsvarot vajadzīgo turēšanas spēku ar pieejamo telpu un presēšanas jaudu. Kopējais pieeja, lai noteiktu vajadzīgo sprādzienus daudzumu, ir dalīt kopējo vajadzīgo spēku ar maksimālo spēku, kas ir pieejams izvēlētajam sprādzienam.
Šķiršanās garuma aprēķins
Saskaņā ar Harslepress , nekad nedrīkst izvēlēties atstarpes, kuru trieciena garums ir tieši vienāds ar stūres ceļu. Lai novērstu, ka stūres nokļūst uz leju, kas var izraisīt tūlītēju bojājumu, ir nepieciešama drošības robeža.
- Formula: Minimālais trieciens = trieciena brauciens + 10% drošības robeža.
- Piemērs: Ja grīdas garums ir 50 mm, neizmantojiet 50 mm atstarpi. Izvēlieties atvases ar vismaz 55 mm strāvu (dažreiz aplūkoto līdz standarta 60 mm vai 63 mm modelim).
Spēka sadalījums
Nepietiek tikai ar kopējās spēka prasības izpildi; spēkam jābūt vienmērīgi sadalītam pa visu spiediena plāksni, lai novērstu pārkritīšanu vai iestrēgšanu. Inženieri parasti ievēro ISO vai VDI standartus (piemēram, VDI 3003), lai nodrošinātu savietojamību. Veicot pārbūvi, iespējams, būs jāizvēlas "kompaktā" vai "superkompaktā" sērija, ja formas augstums ir ierobežots, kaut arī šādām sērijām bieži piemīt īsāki maksimālā gaitas robežlielumi salīdzinājumā ar ISO standarta modeļiem.
Uzstādīšana, apkope un drošības standarti
Drošība ir vispirmām kārtām darboties ar augsta spiediena cilindriem. Slāpekļa atspere efektīvi ir spiedkatls, un nepareiza apiešanās var būt bīstama. Svarīgākais uzstādīšanas noteikums ir nodrošināt, ka kabatas dziļums ir pietiekams, lai atbalstītu cilindra korpusu. Parasti kabatas dziļumam vajadzētu būt vismaz 50% no balona garuma lai nodrošinātu stabilitāti un perpendikularitāti.
Instalācijas labākās prakses
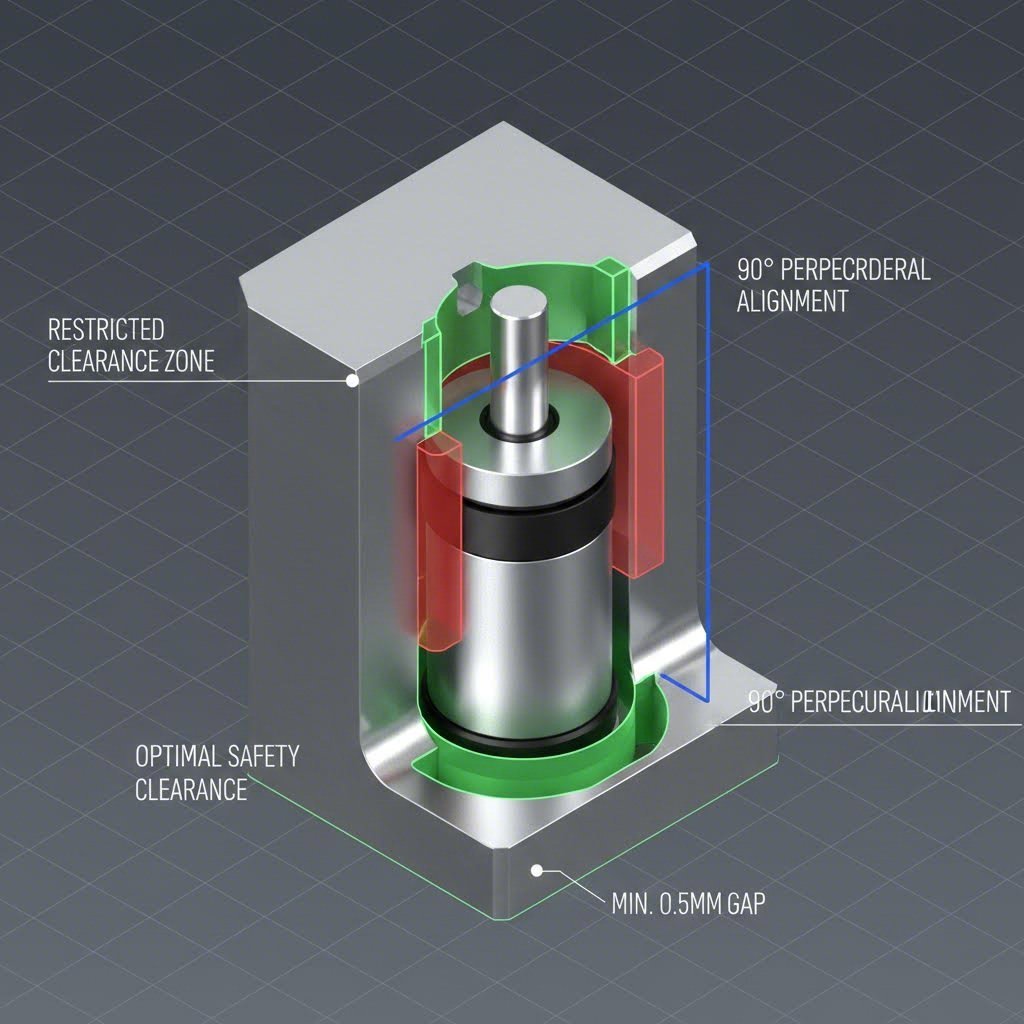
- Perpendikularitāte: Pavasari jāpiestiprina 90 grādos pret kontaktvirsmu. Pat neliels leņķis var izraisīt sānslodzi, kas pārāk agrīni nodilē blīvējumus.
- Izplešanās: Uzgriezna atverē jāsaglabā 0,5 mm līdz 1,0 mm atstarpe. Ciešs pieguļs var izraisīt cilindra bloķēšanos, ja darbības laikā notiek termālā izplešanās.
- Atkritumu novirtne: Ja veidnis izmanto smagus eļļojlīdzekļus, nodrošiniet, ka uzgriezna atverēs ir drenāžas kanāli. Noķerto šķidrumu hidrostatiskais spiediens var sasmalcēt cilindru.
Demontācija rada lielāko risku. Nekad mēģināt atvērt gāzspiediena atsperu, nepirms pilnībā izlaižot slēgtu slākni. Lielākā daļa ražotāju iekļauj īpašu atslābuma vārstu vai skrūvi. Kā ieteic Harslepress, izmantojiet sešstūri, lai lēnām nospiedu vārsta serdi (norādot to no sevis), līdz pārstāj šņākst, pirms noņemat jebkurus fiksējošus gredzenus.
Vadošie ražotāji un savstarpēja aizstājamība
Tirku apkalpo vairāki izveidojušies ražotāji, to starpā DADCO , Hyson , Kaller , un Special Springs . Daudzas no šīm markām atbilst ISO 11901 standartam, kas ļauj noteiktu aizvietojamību. Piemēram, DADCO ISO sērijas atsperi bieži var nomainīt ar līdzvērtīgu modeļa atsperi no Kaller vai Hyson, nekā mainot matriču kabini, kas vienkāršo uzturēšanu globālajos spiedformu programmu darbībā.
Tomēr, lai gan ārējie izmēri var būt identiski, iekšējās tehnoloģijas, piemēram, hermētizācijas sistēmas un stieņa vadība, atšķiras. DADCO UltraPak kasetes un Ready Technology Design-Tite sistēmas ir proprietāras funkcijas, kuru mērķis ir pagarināt kalpošanas laiku netīros spiedformu apstākļos. Iepirkumu komandām vajadzētu svērt sākotnējo cenu pret "izmaksām uz sitiena" — lētāka atspere, kas izdodas katru 500 000 ciklu, faktiski ir dārgāka par augstākas klases atsperi, kas kalpo 2 miljonus ciklu, ņemot vērā pārtraukumu izmaksas.
Kad formas un komponenti ir galīgi noteikti, uzmanība pāriet uz ražošanu. Ražotājiem, kuri no prototipu izstrādes pāriet uz lielapjomu ražošanu, ir būtiski sadarboties ar pieredzes bagātu stempēšanas pakalpojumu sniedzēju, lai efektīvi izmantotu šīs tehnoloģijas. Paātriniet savu automobiļu ražošanu ar Shaoyi Metal Technology pilnīgajiem stempēšanas risinājumiem , kas izmanto jaunākās rīkojuma standartas, lai ražotu precīzus komponentus, piemēram, regulēšanas rokas un apakšrāmis. Šo kompetenču klātienē tiek pārmēgt plaisa starp komponentu izvēli un lielapjomu IATF 16949 sertificēto ražošanu.
Secinājums
Slāpekļa gāzes atsperes ir revolucionizējušas metālu štampēšanas rūpniecību, atdalot spēku no tilpuma. Tās ļauj inženieriem izstrādāt kompaktus, augstas veiktspējas matricas, kas ražo augstākas kvalitātes detaļas ar mazāk atkritumiem. Izprotot spēka blīvuma pamatus, ievērojot stingras uzstādīšanas drošības procedūras un izvēloties autoritatīvas ISO atbilstības zīmoli, ražotāji var ievērojami samazināt pārtraukumus un pagarināt savu instrumentu kalpošanas laiku.
Sākotnējie ieguldījumi slāpekļa tehnoloģijā atmaksājas caur pastāvīgu detaļu kvalitāti un samazinātu uzturēšanu. Vai nu modernizējot veco mehānisko matricu, vai projektējot jaunu progresīvu instrumentu, slāpekļa gāzes atspere ir neatņemama līdzeklis mūsdienu ražošanā.
Bieži uzdotie jautājumi
1. Vai es varu tieši aizstāt spirāles atsperes ar slāpekļa gāzes atsperēm?
Jā, bet tas prasa aprēķinus. Jūs nevarat vienkārši aizstāt tos viens pret vienu tikai pēc izmēra. Jums jāaprēķina kopējais spēks, ko nodrošina spirālveida atsperas, un jāizvēlas slāpekļa atsperes, kas atbilst šim spēkam. Bieži vien ir nepieciešamas mazāk slāpekļa atsperes, lai veiktu darbu, ko veic vairākas spirālveida atsperes, kas var prasīt modificēt matricas spiediena pagaidu, lai vienmērīgi sadalītu spēku.
2. Cik bieži jāuzpilda slāpekļa gāzes atsperes?
Rūpīgi uzturētā matricā slāpekļa atsperes var izturēt miljoniem ciklu, nepievienojot uzpildi. Tomēr neliels spiediena zudums (aptuveni 10% gadā) ir normāls. Ieteicams pārbaudīt spiedienu rutīnās matricas apkopes intervālos, parasti reizi 6 līdz 12 mēnešos, atkarībā no lietošanas apjoma.
3. Kāda ir atšķirība starp pašpietiekamajiem un savienotajiem sistēmām?
Pašdarbības atspera darbojas neatkarīgi ar savu iekšējo gāzes lādiņu. Saistītā sistēma savieno vairākas atsperes ar caurulēm ar vadības paneli un ārējo tvertni. Saistītās sistēmas ļauj vienlaikus no preses ārpuses uzraudzīt un regulēt visas atsperu spiedienu, kas ir ideāli piemēroti lieliem automašīnu veidņu, kuriem bieži nepieciešamas spiediena regulēšanas.