 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Būtiskākie automašīnu veidņu remontdarbu paņēmieni maksimālai veiktspējai
TL;DR
Automobiļu veidņu remonts aptver plašu darbību loku, sākot no proaktīvas, preventīvas apkopes līdz reaģējošiem, sarežģītiem remontdarbiem. Galvenais princips ir sistēmiska veidņu pārbaude, tīrīšana, asināšana un optimizēšana, lai novērstu to izgāšanos. Kad rodas bojājumi, tiek izmantotas metodes, piemēram, precīzā slīpēšana, lasersavienošana un komponentu nomaiņa, lai atjaunotu funkcionalitāti, nodrošinot maksimālu ražošanas produktivitāti un pastāvīgu detaļu kvalitāti.
Veidņu apkope pret veidņu remontu
Automobiļu ražošanas pasaulē terminus „veidņu apkope” un „veidņu remonts” bieži lieto viena otrā vietā, taču tie apzīmē būtiski atšķirīgas filozofijas un praksi. Šīs atšķirības izpratne ir pirmais solis, lai izveidotu efektīvu sistēmu, kas minimizē pārtraukumus un maksimāli pagarinātu kritiskas iekārtu kalpošanas laiku. Viena pieeja ir proaktīva un plānota, savukārt otra — reaģējoša un bieži steidzama.
Mirstņu apkope ir sistēmiska, preventīva stratēģija. Tās galvenais mērķis ir novērst problēmas, pirms tās rodas. Kā norāda eksperti, šim nolūkam ietilpst ikdienas, plānotas darbības, piemēram, griešanas sekciju asināšana, mirstņu tīrīšana, vaļīgu sastāvdaļu, piemēram, vāciņu vai skrūvju, pārbaude un detaļu, piemēram, atslēgu, nomaiņa pirms tās sasniedz savu izdegušanas punktu. Mērķis ir uzturēt mirstni darbībā tās optimālos parametros, nodrošinot pastāvīgu detaļu kvalitāti un novēršot negaidītas ražošanas pārtraukšanas. Rūpīgi izpildīts apkopes programma ir efektīvas ražošanas pamatnostādne, tieši veicinot uzlabotu aprīkojuma uzticamību un samazinot ar bērniem un defektiem saistītos izdevumus.
Pretēji tam, veidņu remonts ir reaktīvs process. Tas notiek tad, kad veidne jau ir izgājusi no ierindas vai ražo detaļas ārpus specifikācijas robežām. Tas var ietvert plaisājušas veidnes daļas salabošanu, bojātas virsmas metināšanu pēc komponenta izkrišanas vai smagas grauzējizmaiņu novēršanu. Kaut arī remonts ir nepieciešams, pārmērīga atkarība no tā liecina par dziļākiem problēmu cēloņiem dizainā, uzstādē vai pat pašā uzturēšanas programmā. Bieži remonti ir dārgi ne tikai darbaspēka un materiālu ziņā, bet arī zaudētā presēšanas laika un ražošanas kavējumu dēļ. Ražošanas operācija, kas pastāvīgi atrodas „remonta režīmā”, bieži cīnās ar neefektivitāti un neparedzamu ražošanas apjomu.
Lai labāk ilustrētu stratēģiskos atšķirības, apsveriet šādu salīdzinājumu:
| Aspekts | Matriču uzturēšana | Veidņu remonts |
|---|---|---|
| Laiks | Proaktīvs un plānots | Reaktīvs un neplānots |
| Mērķis | Novērst izgāšanos, nodrošināt kvalitāti | Atjaunot funkcionalitāti pēc izgāšanās |
| Izmaksas | Zemāks, paredzams operatīvais izdevums | Augstāks, neparedzams ārkārtas izdevums |
| Ietekme uz ražošanu | Minimizē traucējumus | Izraisa ievērojamu darbības pārtraukumu |
| Tipiskas darbības | Tīrīšana, asināšana, pārbaude, eļļošana | Metināšana, plaisu slīpēšana, bojāto daļu nomaiņa |
Galarezultātā veiksmīga darbība prioritāti piešķir uzturēšanai, lai minimizētu remonta nepieciešamību. Ieviešot stingru preventīvās uzturēšanas grafiku, ražotāji var identificēt un novērst nodilumu, pirms tas izraisa katastrofālu sabrukumu. Šis datubāzēts pieeja, ko bieži pārvalda caur formālu darba uzdevumu sistēmu , pārvērš veidņu darbnīcu no reaktīvas ugunsdzēsēju vienības par proaktīvu kvalitātes un produktivitātes faktoru.
Galvenās metodes veidņu remontam un uzturēšanai
Kompleksa veidņu kopšanas programma balstās uz vairākām pamatmetodēm, kas risina visbiežāk sastopamos nodiluma un izgāšanās cēloņus. Šīs metodes, pareizi un konsekventi piemērojot, veido gan preventīvās apkopes, gan nelielu remontdarbu pamatu. Tās nodrošina, ka veidņu griezējmalas paliek asas, tās ir pareizi savietotas un brīvas no piesārņojumiem, kas var izraisīt bojājumus vai defektus izstrādājumos.
Asmeņu asināšana ir viena no svarīgākajām uzturēšanas darbībām. Laika gaitā matricas griešanas malas un puņča virsmas dabiski noasinās, kas rada apmetumus uz izspiestajām detaļām un palielina slodzi uz rīku un presi. Pareiza asināšana ietver vairāk nekā tikai virsmas noslīpēšanu. Tā prasa izmantot pareizu slīpēšanas riņķa tipu atkarībā no konkrētā rīka tērauda, lai novērstu pārkaršanu, kas var aptumšot metālu un izraisīt plaisas. Turklāt ir būtiski noslīpēt pareizo griezēja leņķi — leņķi griešanas sekcijās —, lai samazinātu griešanas spēku, mazinātu triecienslodzi un pagarinātu gan matricas, gan preses kalpošanas laiku.
Vēl viena svarīga tehnika, ko izmanto matricu komponentu precīzai sinhronizācijai un izvietojumam, ir kalibrēšana. Kalibrēšanas plāksnītes ir tievas metāla plāksnītes, ko novieto zem matricas sekcijām, lai regulētu to augstumu. Tomēr šo darbību jāveic uzmanīgi. Pārāk daudzas plānas kalibrēšanas plāksnītes var radīt „spraiguma” efektu, ļaujot nevēlamu kustību, kas var izraisīt nestabilu detaļu kvalitāti. Labākā prakse ir ikreiz, kad iespējams, izmantot mazāk, bet biezākas kalibrēšanas plāksnītes. Šajā procesā ir ārkārtīgi svarīgi nodrošināt, ka visas kalibrēšanas plāksnītes ir brīvas no uzkalniņiem un ka ir pietiekama brīvā vieta skrūvēm, vāciņiem un atkritumu izmešanas caurumiem, lai novērstu traucējumus.
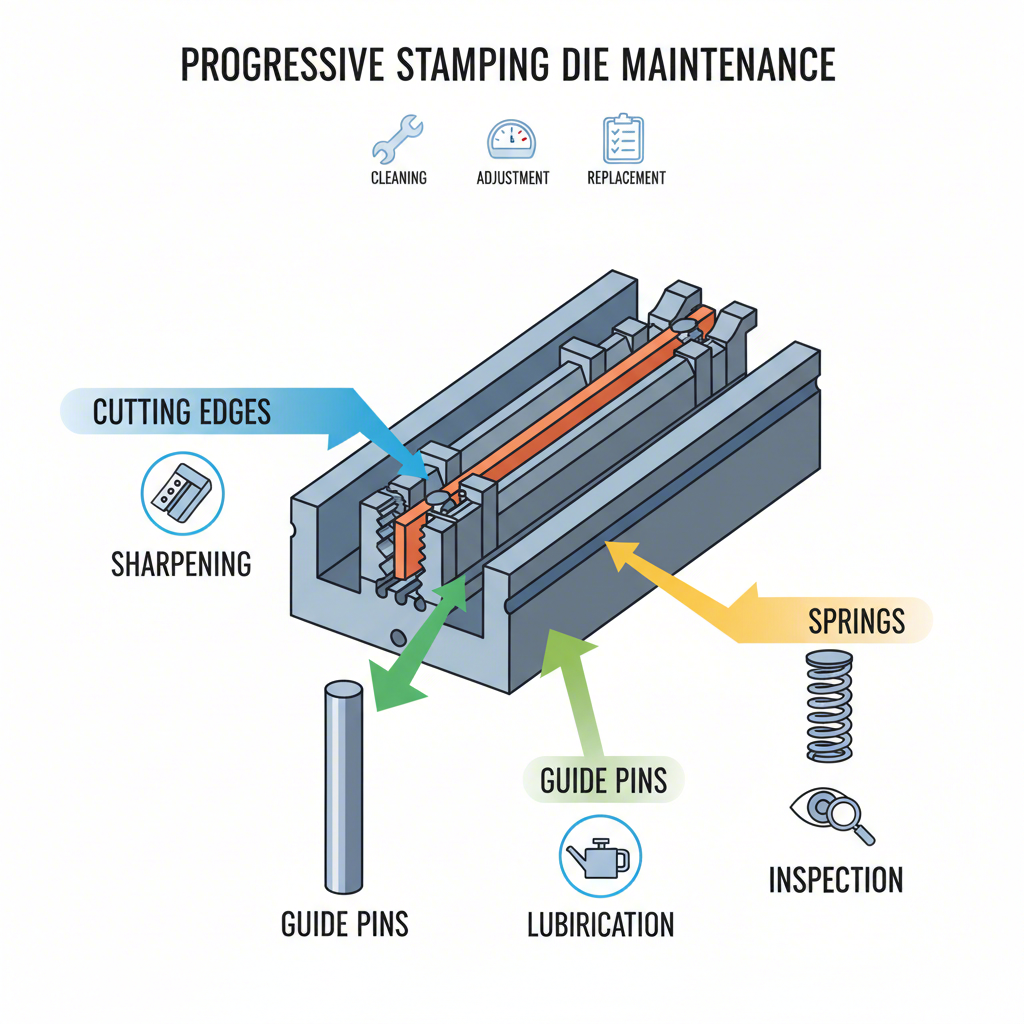
Sistemātiska tīrīšanas un pārbaudes rutīna ir, iespējams, svarīgākais profilaktiskais pasākums. Regulāras pārbaudes ļauj tehniciem noteikt potenciālas problēmas, pirms tās pāraugas lielākos remontos. Rūpīgā procedūrā ietilpst vairāki galveni soļi:
- Pārbaudiet, vai nav vaļīgu stiprinājumu: Sistēmiski pārbaudiet, vai visi skrūves un vadi ir cieši un savā vietā. Vaļīgs komponents var izraisīt nolīdzinājuma zudumu un katastrofālu veidņu sabrukšanu.
- Pārbaude nodilumam un bojājumiem: Meklējiet pazīmes par saskarēs rašanos (nodiluma forma, ko izraisa līmējošanās starp slīdošām virsmām), kā arī par plaisājušām vai salauztām veidņu daļām, kuras, iespējams, būs jānomaina.
- Pārbaudiet atsperes un komponentus: Pārbaudiet, vai atsperes nav salūzušas, un nomainiet tās, ja tās ir tuvu paredzamajam kalpošanas laikam. Pārliecinieties, ka visi griešanas puņķi ir droši fiksēti savos turētājos.
- Notīriet un eļļojiet: Noņemiet visus atkritumus, čipsus un eļļas uzkrāšanos no veidnes. Pēc tīrīšanas eļļojiet visas nepieciešamās saskares virsmas, lai nodrošinātu gludu darbību.
Šiem uzdevumiem nepieciešamie rīki var būt gan pamata, gan speciāli. Tipiska veidņu uzturēšanas rīku komplekts ietvertu:
- Precizitātes šķērējošās riņķus (izvēlēti konkrētai instrumentu tēraudam)
- Oļakmeni un dimanta failus precīzai pabeigšanai
- Precīzijas mērierīki, piemēram, šķēres un mikrometri
- Momentsatslēgas, lai nodrošinātu, ka savienojumi tiek pievilkts saskaņā ar specifikāciju
- Tīrīšanas līdzekļi un atbilstoši smērvielas
Apguvuši šīs pamatmetodes, veidņu serviss var ievērojami samazināt biežumu, ar kādu nepieciešams veikt lielus remontdarbus, pagarināt veidņu kalpošanas laiku un nodrošināt pastāvīgu augstas kvalitātes automašīnu daļu ražošanu.
Uzlabotas un ātras remonttehnoloģijas
Kaut arī ikdienas apkope var novērst daudzas problēmas, dažu veidu nolietojums vai bojājumi prasa sarežģītāku tehnoloģisko iejaukšanos. Sloksnes veidnēm sarežģītiem automašīnu paneļiem, kur precizitāte ir ļoti svarīga un apstāšanās laiks ļoti dārgs, ir būtiski svarīgi izmantot uzlabotas un ātras remonttehnoloģijas. Šīs metodes iet tālāk par tradicionālo slīpēšanu un fiksāciju, izmantojot sarežģītu tehnoloģiju, lai ar lielu precizitāti atjaunotu veidnes oriģinālo ģeometriju un virsmas īpašības.
Viena no efektīvākajām modernajām metodēm ir **lāzera metināšana vai apklāšana**. Šī tehnika izmanto augstas enerģijas lāzera staru, lai izkausētu pildvielu (bieži sakausējuma pulveri vai vītni) uz veidņa bojātās vai nodilušās vietas. Šis process rada blīvu, metalurģiski saistītu remonta kārtu, kas ir ārkārtīgi izturīga un ilgmūžīga. Galvenā lāzera metināšanas priekšrocība ir minimāla siltuma ietekmes zona (SIZ). Atšķirībā no tradicionālās metināšanas, kas var uzsildīt lielu teritoriju un radīt risku deformēt visu veidņa sekciju, lāzers koncentrē intensīvu enerģiju ļoti mazā punktā. Šī precizitāte ļauj veikt remontu sarežģītos elementos, neapdraudot apkārt esošā instrumenta tērauda integritāti.
Vēl viena augstas precizitātes metode ir **elektroerosijas apstrāde (EDM)**. EDM bieži tiek izmantota, lai remontētu šķembas, plaisas vai citus lokālus bojājumus ar ķirurģisku precizitāti. Šis process izmanto elektriskos izlādes veidā, lai noņemtu metālu, ļaujot tehnisko speciālistam noņemt bojāto materiālu vai pievienot jaunu materiālu, izmantojot mikro-EDM pārklāšanu. Tāpat kā laseru metināšana, EDM rada ļoti mazu siltuma ietekmēto zonu, tādējādi to padarot par ideālu metodi augstas precizitātes matricu remontam, kur ir būtiski saglabāt izmēru stabilitāti.
Papildus ģeometrijas remontam, ir vienādi svarīgi atjaunot matricas virsmas īpašības. Šeit lietā nāk **virsmas inženierijas un cietināšanas** tehnoloģijas. Ja matricas virsma ir zaudējusi savu cietību no nodiluma, to var atjaunot, piemēram, pārkarsējot vai atkausējot. Vēl lielākai izturībai var uzklāt modernus virsmas pārklājumus. Fiziskās tvaika nogulsnēšanas (PVD) pārklājumi, piemēram, titāna nitrīds (TiN) vai hroma nitrīds (CrN), veido ārkārtīgi cietu, zemu berzi radošu kārtu uz matricas virsmas. Tas ne tikai uzlabo nodilumizturību, bet arī var uzlabot materiāla plūsmu žāvēšanas procesa laikā, ievērojami pagarinot matricas darbības mūžu. Līderi automašīnu ražošanas nozarē bieži paļaujas uz partneriem, kuriem ir dziļas zināšanas šajās jomās. Piemēram, speciālisti kā Shaoyi (Ningbo) Metal Technology Co., Ltd. izmantojot jaunākās tehnoloģijas un precīzu inženieriju, tiek ražoti augstas kvalitātes pasūtījuma automašīnu stempļu veidņu remontdarbi, kuros šie remonta un apkopes principi ir būtiski, lai sasniegtu nepieciešamo ilgmūžību un veiktspēju OEM ražotājiem un Tier 1 piegādātājiem.
Pareizās modernās tehnoloģijas izvēle ir atkarīga no konkrētās problēmas. Uzņēmums var izvēlēties lasersavienošanu, lai remontētu stipri nodilušu stūri formas veidnē, kam sekos precīza NC (skaitļo vadības) apstrāde, lai atjaunotu precīzu ģeometriju. Lēmums ieguldīt šajās tehnoloģijās, nevis izmantot tradicionālas metodes, bieži balstās uz tādiem faktoriem kā veidnes sarežģītība, ražošanas apjoms un milzīgie izmaksas, ko rada negaidīts darba pārtraukums.

Veidņu apkopes speciālista loma un atbildības
Aiz katra rūpīgi uzturētā veidņa un veiksmīgas ražošanas ir kompetents veidņu uzturēšanas speciālists. Šai lomai bieži tiek piešķirts nosaukums Veidņu un stiprinājumu meistars vai Veidņu uzturēšanas tehniskais speciālists, un tā ir būtiska visam ražošanas ekosistēmai. Šie speciālisti nav vienkārši mehāniķi; tie ir augsti kvalificēti amata meistari, kuri apvieno mehānisko izpratni ar dziļām zināšanām metalurģijā, precīzajā apstrādē un pašā stampēšanas procesā. Viņu ekspertīze tieši ietekmē ražošanas efektivitāti, detaļu kvalitāti un darbības rentabilitāti.
Mirstnes uzturēšanas tehnika pamatpienākumi ir daudzveidīgi. Viņu galvenais pienākums ir veikt grafikā iekļautu preventīvo uzturēšanu un veikt nepieciešamos remontdarbus pie mirstnēm. Tas ietver problēmu novēršanu, kas rodas ražošanas laikā, problēmas pamatcēloņa diagnosticēšanu — vai nu tostarp novalkājusies punches, nesakārtots komponents vai nodilis formēšanas posms — un atbilstoša remonta veikšanu. Lai nodrošinātu, ka katra mirstnes sastāvdaļa darbojas tā, kā paredzēts, viņi izmanto plašu specializētu rīku klāstu, sākot no precīzijas slīpmašīnām un frēzgaldiem līdz sarežģītām diagnostikas iekārtām.
Tipisks dienas laiks veidņu uzturēšanas speciālistam ietver dažādas uzdevumu. Viņi var sākt, pārskatot darba rīkojumus no iepriekšējās ražošanas maiņas, lai noteiktu prioritātes savam darbam. Tas var novest pie rūpīgas veidnes izjaukšanas, visu tās griešanas sekciju asināšanas, komponentu pielāgošanas, lai atjaunotu precizitāti, un pārbūvēt to nākamajai darbībai. Viņi ir arī atbildīgi par visu veikto darbu dokumentēšanu, kas rada vērtīgu vēsturi, ko var izmantot, lai paredzētu nākotnes uzturēšanas nepieciešamības un identificētu atkārtotas problēmas, kas var norādīt uz trūkumu veidnes dizainā.
Lai kļūtu par kompetentu veidņu uzturēšanas tehniku, nepieciešams unikāls prasmju komplekts. Galvenie atribūti ietver:
- Mehāniskā aptitūde: Intuitīva izpratne par to, kā darbojas mehāniskās sistēmas, ir pamatā.
- Uzmanība detaļām: Darbs ir precīzs, bieži saistīts ar tolerancēm, kas mērītas tūkstošdaļdaļās collās. Neliela kļūda var izraisīt lielas ražošanas problēmas.
- Problēmu risināšanas prasmes: Tehniķiem jābūt spējīgiem analizēt problēmu, noteikt tās pamatcēloni un izstrādāt efektīvu risinājumu, bieži vien spiediena apstākļos.
- Prasme ar rīkiem: Ir būtiski pārvaldīt gan rokas rīkus, gan sarežģītāko mašīnāriju, tostarp slīpmašīnas, skrūpētājus un dažreiz arī CNC mašīnas.
Bieži uzdotie jautājumi
1. Kas ir veidņu remonts?
Mirstīļu remonts ietver mirstīļu uzturēšanu un remontu, kas ir specializēti rīki, ko ražošanā izmanto materiālu griešanai vai formēšanai. Mirstīļu remontdarbu veicēja pienākumi ietver problēmu novēršanu, kas rodas ražošanas laikā, defekta vai kļūmes cēloņa diagnosticēšanu un atbilstošu rīku un metožu izmantošanu, lai atjaunotu mirstīli tās pareizajā darba stāvoklī.
2. Ko dara mirstīļu uzturēšanas tehniskais speciālists?
Mirstīļu uzturēšanas tehniskais speciālists ir kvalificēts speciālists, kas atbild par inženierijas instrumentu ražošanu un uzturēšanu, kas tiek izmantoti komponentu ražošanā. Viņa darbs ietver grafikā noteiktu preventīvo uzturēšanu, piemēram, tīrīšanu un asināšanu, kā arī sarežģītu remontdarbu veikšanu, lai nodrošinātu, ka mirstīļi darbojas pareizi, ražo labas kvalitātes detaļas un ilgstoši kalpo.
3. Kas ir instrumentu un mirstīļu uzturēšana?
Instrumentu un matricu apkope ir sistēmiska procesa aprūpe, lai nodrošinātu to ilgmūžību un veiktspēju. Tas ietver ikdienas darbības, piemēram, nolietojuma pārbaudi, sastāvdaļu tīrīšanu, kustīgo daļu eļļošanu, griešanas malu asināšanu un nodilušu vai bojātu daļu nomaiņu. Matricu apkopes mērķis ir novērst negaidītus bojājumus un uzturēt ražošanas līnijas nepārtrauktību un kvalitāti.