 Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —
Mažas partijas, augsti standarti. Mūsu ātra prototipēšanas pakalpojums padara validāciju ātrāku un vieglāku —

Automobiļu sēdekļu rāmju štampēšana: ražošanas tehnoloģijas un vieglāku konstrukciju tendences
TL;DR
Automobiļu sēdekļu rāmju štampēšana ir precīzas izgatavošanas procesa metode, kas izmanto liela tilpuma progresīvās un pārnesešanas veidņu tehnoloģijas (parasti 100–1200+ tonnas), lai izgatavotu strukturālos transportlīdzekļu komponentus no augstas izturības materiāliem. Tā kā automobiļu rūpniecība virzās uz elektriskajiem transportlīdzekļiem (EV), galvenais uzmanības centrs ir pārvietojies uz smaguma samazināšana —tradicionālā tērauda aizvietošanu ar Augstas izturības tēraudu (AHSS), alumīniju un magnija sakausējumiem, lai pagarinātu baterijas darbības ilgumu, nekompromitējot drošību.
Mūsdienu sēdekļu rāmju ražošana vairs nav tikai metāla formēšana; tajā ir jāiekļauj stieņu liekšana, cauruļu izgatavošana un sarežģītas montāžas metodes, piemēram, lāzeru metināšana. OEM ražotājiem un pirmā līmeņa piegādātājiem panākumi ir atkarīgi no pareizā ražošanas procesa izvēles — balansējot progresīvo štancēšanu ar materiālu efektivitāti pārneses sistēmās — vienlaikus ievērojot stingrus drošības standartus, piemēram, FMVSS un IATF 16949.
Galvenās tehnoloģijas: progresīvā pret pārneses štancēšanu
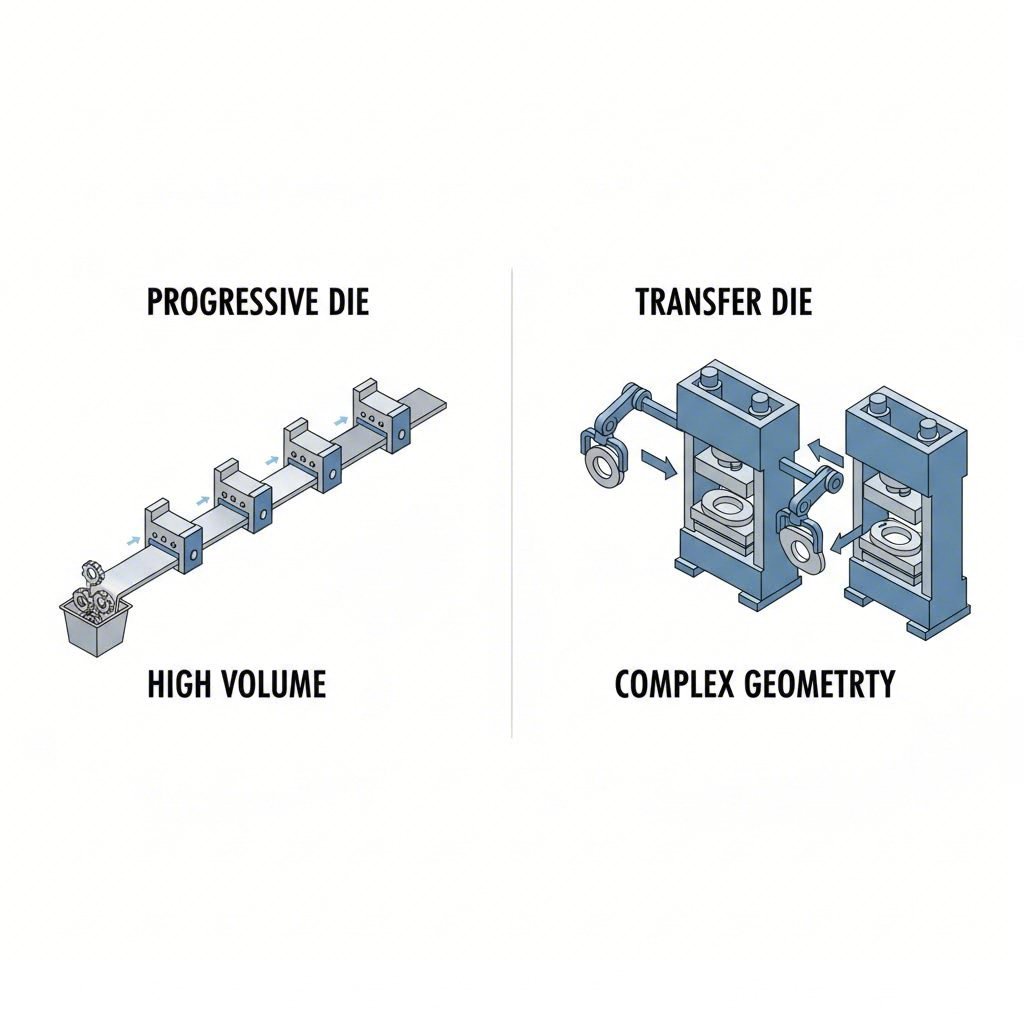
Lēmums starp progresīvo un pārneses štancēšanu ir pamata inženierijas izvēle sēdekļu rāmju ražošanā. Šis lēmums nosaka veidņu izmaksas, ražošanas ātrumu un detaļu sarežģītību.
Paaugstošā spiešana ir nozares standarts lielā apjomā ražotiem maziem komponentiem. Šajā procesā nepārtraukta metāla lente tiek padota caur vairākām stacijām vienā matricā. Katrs spiediena darbs veic citu operāciju — griešanu, liekšanu, kalšanu — līdz pabeigtā detaļa tiek atdalīta no lentas pēdējā stacijā. Šī metode ir ideāla komponentu ražošanai, piemēram, atpūtas krēslu gredzeni, vadības riepas un savienojošie stiprinājumi kur ātrums ir galvenais faktors.
Pārvietošanas formēšana , gluži pretēji, ir nepieciešama lielākām, dziļākām vai sarežģītākām detaļām, kuras nevar palikt pievienotas nesējlentai. Šeit mehāniski pirksti vai robotu rokas pārvieto atsevišķus заготовки starp dažādām matricu stacijām. Šo metodi parasti izmanto būtiskiem strukturāliem elementiem, piemēram, dziļi velmēti sēdekļu pamati, sānu rāmji un biezas konstrukcijas pacēlāji . Lēnāka nekā progresīvā žonglēšana, tā nodrošina lielāku brīvību sarežģītām ģeometrijām un samazina materiāla zudumus — svarīgs faktors, strādājot ar dārgiem vieglās sakausējumiem.
| Iezīme | Paaugstošā spiešana | Pārvietošanas formēšana |
|---|---|---|
| Pareizākais risinājums | Mazi līdz vidēji daļas (Izstrānes, Riežu, Gredzeni) | Lielas strukturālas daļas (Sēdekļu paneļi, Sānu rāmis) |
| Ātrums | Augsta (Nepārtraukts barības avots) | Mērena (Nepieciešama daļu manipulācija) |
| Materiālu atkritumi | Augstāks (nepieciešama nesošā lente) | Zemāka (Optimizēts izkārtojums) |
| Rīkojuma izmaksas | Augsts sākotnējais investīciju apjoms | Parasti zemāka, bet preses izmaksas ir augstākas |
| Sarežģītība | Ierobežota ar lentes pievienošanu | Augsta ģeometriskā elastība |
Materiālu inovācija: Tieksme uz vieglākiem materiāliem
EV darbasaules pagarināšanas un CO2 emisiju samazināšanas prasība ir revolucionizējusi sēdekļu struktūras materiālu izvēli. Ražotāji pāriet no mīkstā tērauda uz materiāliem, kas nodrošina augstāku izturības attiecību pret svaru.
Augstas izturības tērauds (AHSS) un UHSS tagad ir dominējošs. Markas, piemēram, Dual-Phase (DP) un deformācijas ierosinātās plastiskuma (TRIP) tērauds ļauj inženieriem izmantot plānākus biezumus, nezaudējot sadzīves drošumu. Vadošie ražotāji, piemēram, Proma Group, izmanto patentētas viena gājiena štancēšanas procesus, lai veidotu šos grūtos materiālus par izturīgām sēdekļu balstplāksnēm un atzveltnes rāmja konstrukcijām.
Alumīnija un magnija sakausējumi pārstāv nākamo priekšējo līniju. Alumīnija rāmji var nodrošināt svaru samazinājumu aptuveni 28% salīdzinājumā ar tēraudu, savukārt magnijs var sniegt ietaupījumu līdz 35%. Tomēr šie materiāli rada ražošanas problēmas, piemēram, palielinātu atgriešanos un nepieciešamību pēc speciālas eļļošanas. Šo problēmu risināšanai bieži nepieciešamas servo piedziņas preses, kas programmiski var regulēt slīdņa ātrumu zīmēšanas fāzē, lai novērstu plaisas.
Aiz štancēšanas: montāža un komponentu integrācija
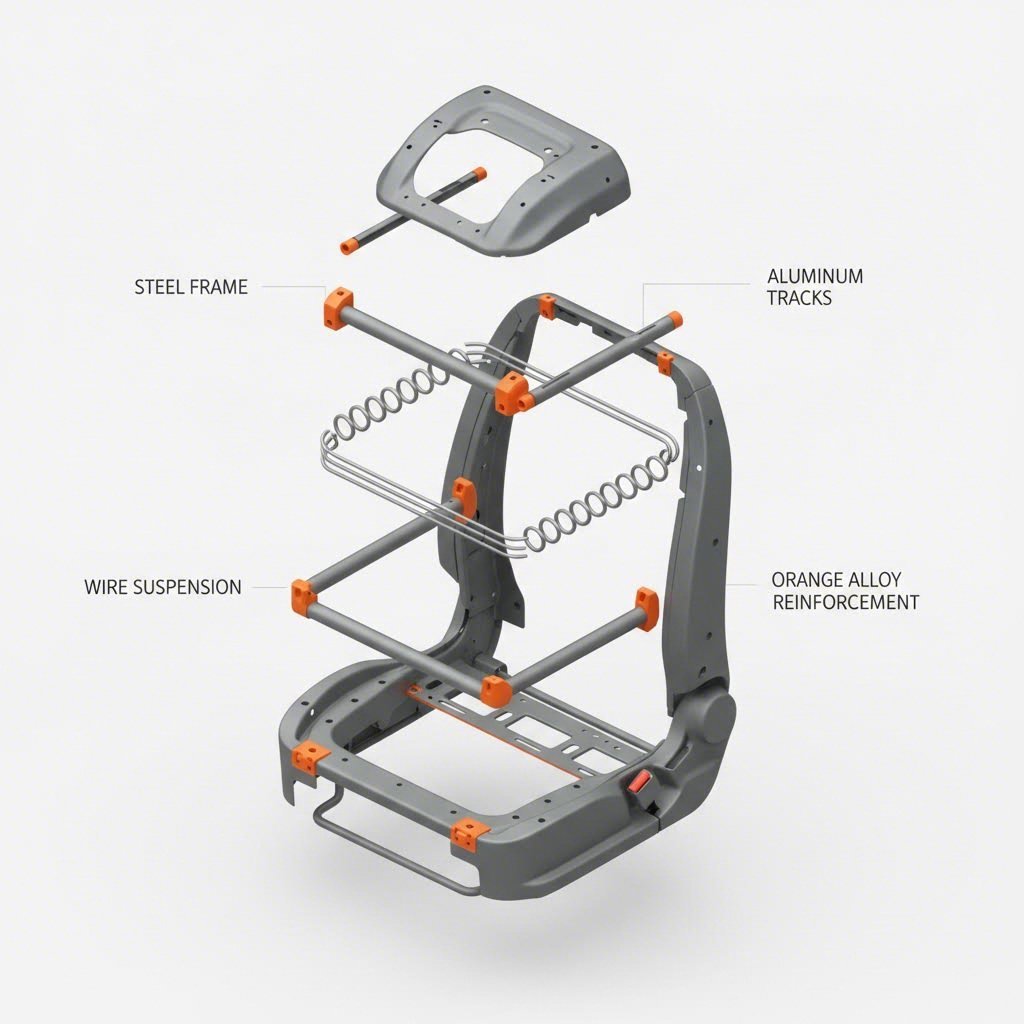
Izspiests metāla daļas reti ir galaprodukts. Mūsdienu automašīnu sēdekļiem nepieciešamas pilnībā integrētas komplektes piegāde. Piegādātāji, piemēram, Guelph Manufacturing un Hatch Stamping, ir kļuvuši par sistēmu integratoriem, apvienojot izspiestās detaļas ar stieņu formām un cauruļveida struktūrām.
- Cauruļu liekšana un stieņu formēšana: Sēdekļu konstrukcijas bieži balstās uz saliektām cauruļu rāmjiem atzveltnēm un stieņu formām suspensijas paklājiem. Šiem procesiem jābūt sinhronizētiem ar izspiešanas operācijām, lai nodrošinātu precīzu savienojumu.
- Savienošanas tehnoloģijas: Pāreja uz dažādiem materiāliem (piemēram, tērauda riteņu savienošanu ar alumīnija paneļiem) dažos pielietojumos ir padarījusi tradicionālo punktveida metināšanu nepietiekamu. Ražotāji aizvien biežāk izmanto MIG metināšanu, lāzera metināšanu un mehānisku stiprināšanu lai nodrošinātu strukturālu integritāti starp dažādiem metāliem.
- Mehānisma integrācija: Rāmis ir jānodrošina sarežģītiem elektromehāniskiem sistēmām, tostarp ceļgalu bremzēm, manuālajiem un elektriskajiem sēdekļu sliežu mehānismiem un atzveltņu regulēšanas iekārtām . Šeit ir būtiska precīza štancēšana; pat mikronu novirzes sēdekļa slīdenē var izraisīt trokšņa, vibrācijas un raupjuma (NVH) problēmas galīgajā transportlīdzeklī.
Kvalitātes kontrole un procesa optimizācija
Drošībai kritiskos pielietojumos, piemēram, automašīnu sēdekļos, defektu novēršana ir obligāta. Kvalitāte sākas jau pirms spiedpresse saskaras ar metālu. Precīzas atmošanas iekārtas, piemēram, Henli Machine aprakstītās, veic būtisku lomu. Iezīmes, piemēram, pneimatiskie spiediena sviras un vadības sviru sistēmas, novērš materiāla izplešanos un aizsargā tinuma virsmu no skrāpējumiem — defektiem, kas var izraisīt kosmētisku noraidīšanu vai strukturālu nogurumu.
Bezonsho elementu analīzi (BEA) ir vēl viens būtisks rīks, ko izmanto vadošie piegādātāji, lai simulētu štancēšanas procesu pirms veidņu izgatavošanas. GPE palīdz inženieriem paredzēt plānēšanu, rievu veidošanos un atspirgt, ļaujot veikt matricu kompensāciju jau projektēšanas fāzē, nevis dārgiem mēģinājumiem un kļūdām ražotnē.
Kad izvēlaties ražošanas partneri, sertifikācija ir minimums. Meklējiet piegādātājus, kuriem ir IATF 16949 sertifikāts, kas garantē atbilstību stingrām automašīnu kvalitātes vadības standartiem. Turklāt ir būtiski pārvarēt attālumu starp izstrādi un ražošanu. OEM ražotājiem, kuriem nepieciešama elastība, Shaoyi Metal Technology piedāvā plašas štampēšanas risinājumu kas spēj pāriet no ātrās prototipēšanas (piegādājot vairāk nekā 50 daļas jau piecās dienās) līdz lielapjomu masu ražošanai ar 600 tonnu prešiem, nodrošinot, ka dizaina izpildāmība tiek pārbaudīta jau programmas sākumposmā.
Sēdekļu nākotnes inženierija
Automobiļu sēdekļu rāmju tirgus attīstās no vienkāršas metāla liekšanas līdz augsto tehnoloģiju strukturālajai inženierijai. Kļūstot par autonomām un elektriskām, transporta līdzekļu sēdeklis kļūst par pasažiera pieredzes centru, prasot vieglāku svaru, augstāku drošību un lielāku funkcionalitāti. Inženieriem un iepirkumu vadītājiem mērķis ir sadarboties ar tādiem ražotājiem, kuri piedāvā ne tikai presēšanas kapacitāti, bet arī visaptverošu izpratni par materiālu zinātni, savienošanas tehnoloģijām un precīzu kvalitātes kontroli.
Bieži uzdotie jautājumi
1. Kāda ir atšķirība starp progresīvo un pārnēsājamo veidņu iecirtīšanu sēdekļu rāmjiem?
Progresīvās veidņu iecirtīšanas procesā nepārtraukta metāla lente tiek padota caur vairākām stacijām, kas padara to ātrāku un piemērotu mazākiem daļām, piemēram, stiprinājumiem un savienotājelementiem. Pārnēsājamās veidņu iecirtīšanas procesā atsevišķi izgrieztas заготовки tiek pārvietotas starp stacijām, kas ir piemērotāk lieliem, dziļi velmētiem izstrādājumiem, piemēram, sēdekļu paneļiem un sānu rāmjiem, kuriem nepieciešamas sarežģītas formas veidošanas operācijas.
2. Kāpēc magnijs tiek izmantots automašīnu sēdekļu rāmjos?
Magnijs tiek izmantots galvenokārt tā izcilības dēļ attiecībā starp stiprumu un svaru. Tas ir aptuveni 33% vieglāks par alumīniju un 75% vieglāks par tēraudu, tādējādi tas ir ideāls elektrisko transportlīdzekļu darbības rādītāju pagarināšanai. Tomēr tam nepieciešami specializēti die casting vai iecirtīšanas procesi, ņemot vērā tā unikālās materiāla īpašības.
3. Kas ir lielākie pasaules ražotāji automašīnu sēdekļu struktūrām?
Lielie autoresortu nozares spēlētāji ir Lear Corporation, Adient, Faurecia (Forvia), Toyota Boshoku, Tachi-S un Magna International. Šīs uzņēmumus parasti raksturo kā pirmā līmeņa piegādētājus, kas OEM ražotājiem piegāda pilnvērtīgus sēdekļu sistēmas.