 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Kalnų formos priežiūros valdymas maksimaliam našumui
TRUMPAI
Efektyvi štampavimo formų priežiūra priklauso nuo proaktyvaus, sistemingo požiūrio. Geriausios praktikos apima reguliarų valymą, apžiūrą, aštrinimą ir tinkamą tepimą, kad būtų išvengta gamybos gedimų dar iki jų pradžios. Ši strategija ne tik užtikrina pastovią detalių kokybę, bet taip pat ženkliai sumažina brangias prastovas ir pailgina įrenginių veikimo tarnavimo laiką.
Pagrindinis principas: proaktyvi prieš reaktyvią priežiūrą
Bet kokios sėkmingos kalibravimo formos priežiūros programos pagrindas yra perėjimas nuo reaktyvaus prie proaktyvaus požiūrio. Reaktyvi priežiūra – problemų sprendimas tik tada, kai jos iškyla – yra operacinės neefektyvumo receptas. Tai lemia netikėtus gedimus, skubius remontus, padidėjusį broko lygį ir brangius gamybos pristojimus, kurie sutrikdo grafikus ir žalingai veikia pelningumą. Prastai apibrėžtas priežiūros procesas gali labai sumažinti presų linijos našumą ir įvesti reikšmingas paslėptas išlaidas.
Priešingai, proaktyvi, arba prevencinė, priežiūra yra strateginis požiūris, nukreiptas į reguliarius patikrinimus ir numatytą aptarnavimą, siekiant nustatyti ir ištaisyti nedidelius trūkumus, kol jie nesunkiai paaštrėja. Kaip detaliai aprašė ekspertai JV Manufacturing Co. , šis metodas užtikrina, kad įrankiai išliktų puikiame būklėje, padidinant jų ilgaamžiškumą ir pratęsiant tarnavimo laiką. Spręsdami dėl nusidėvėjimo planuotu prastovos metu, gamintojai gali palaikyti nuolatinį darbo eigą, pasiekti stabiliau prognozuojamas techninės priežiūros išlaidas ir išvengti finansinės naštos, susijusios su skubiais remontais.
Operaciniai ir finansiniai skirtumai tarp šių dviejų strategijų yra ryškūs. Proaktyvus požiūris pagerina įrangos patikimumą, sumažina brangių detalių keitimo poreikį ir užtikrina saugesnę gamybos aplinką, mažindamas įrangos gedimų riziką. Proaktyvi pozicija tai ne tik apie detalių taisymą; tai reiškia viso gamybos proceso kontrolę, siekiant užtikrinti nuoseklumą ir kokybę.
Proaktyvi ir reaktyvi priežiūra: palyginimas
| Gamintojas | Proaktyvi priežiūra | Reaktyvioji priežiūra |
|---|---|---|
| Kaina | Numatomi, biudžetu numatyti planinės aptarnavimo sąnaudos. | Didelės, nenuspėjamos sąnaudos skubiems remontams ir viršvalandžiams. |
| Spausdinimo įrenginio veikimo laikas | Maksimizuota, remontas planuojamas numatytu prastovų laiku. | Dažnos, nenuspėjamos prastovos, stabdančios gamybą. |
| Detalių kokybė | Nuosekli ir aukšta, atitinkanti kokybės standartus. | Nenuosekli, su didesniu broku ir šiukšlių kiekiu. |
| Įrankio tarnavimo laikas | Ženkliai pailginta dėl reguliarios priežiūros. | Sutrumpinta dėl didelio nusidėvėjimo ir netikėtų gedimų. |
Svarbiausi formų priežiūros darbai: išsami kontrolinė sąraša
Visapusiška priežiūros rutina grindžiama specifiniais, kartojamais veiksmais. Dažniausios formų priežiūros rūšys apima valymą, aštrinimą, plonų plokštelių reguliavimą bei komponentų apžiūrą ar keitimą. Šių procedūrų valdymas būtinas siekiant išlaikyti formos vientisumą ir užtikrinti kiekvienos gaminamos detalės kokybę. Gerai prižiūrima forma užtikrina nuoseklų rezultatą, kuris yra kokybiško darbo esmė.
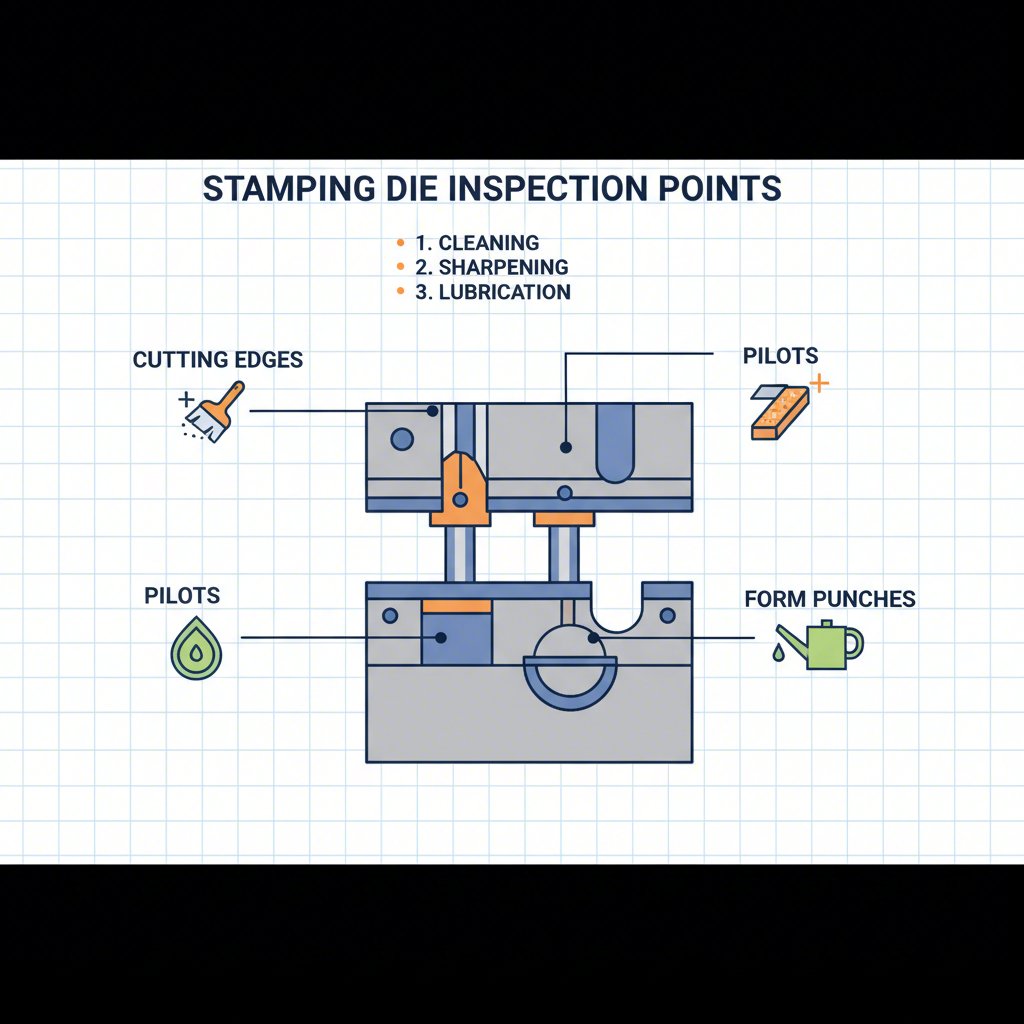
Reguliarus valymas ir apžiūra yra pirmosios apsaugos linija. Atlikdami šiuos patikrinimus, technikai turėtų ieškoti būdingų gedimų požymių, tokių kaip laisvi tvirtinimo elementai, trūkstamos detalės, perteklinis šiukšlių kiekis, pavyzdžiui, metalo drožlės, ar nepakankamas tepimas, kurį rodo juodas tepalas. Šie vizualiniai požymiai gali padėti užkirsti kelią tam, kad mažos problemos nevirstų rimtomis gamybos sutrikimais. Sudėtingam įrankiui, pvz., naudojamam automobilių pramonėje, svarbu bendradarbiauti su specialistais, kad priežiūra atitiktų pradinį konstrukcinį sumanymą. Pavyzdžiui, tokios įmonės kaip Shaoyi (Ningbo) Metal Technology Co., Ltd. , kurios specializuojasi individualiuose automobilių formavimo įrankiuose, suteikia ekspertizę, padedančią išlaikyti tikslumą, reikalingą aukšto rizikos gamybai.
Aštrinimas yra dar vienas svarbus uždavinys. Iškirpimo dalys ir išspaudimo kraštai natūraliai susidėvi laikui bėgant, dėl ko gali atsirasti užklotai ir netikslumai išspaudžiamose detalėse. Periodiškas aštrinimas naudojant šlifuoklį atkuria pradinę geometriją ir tikslumą, neleidžiant šiems defektams paveikti gamybos ciklą. Panašiai, gali prireikti pluošto plokštelių (shimming), kad būtų užtikrinta tinkama kiekvieno stovos laiko ir derinimo taisymas progresyviojoje iškirpoje, kas yra labai svarbu sudėtingoms operacijoms.
Visapusi iškirpų apžiūros kontrolinis sąrašas
- Valymas: Nuimkite visus šiukšles, metalines traušas, dumblą ir kaupiamą tepalą nuo iškirpų paviršių. Įsitikinkite, kad visos detalės būtų laisvos nuo teršalų prieš ir po techninės priežiūros.
-
Inspekcija:
- Patikrinkite, ar nėra atsileidusių ar sugadintų tvirtinimo detalių, susidėvėjusių spyruoklių ir susidėvėjusių pakėlimo mechanizmų.
- Išnagrinėkite die padavėjų guolių stiebus dėl įbrėžimų ar nelygaus susidėvėjimo.
- Patikrinkite pilotus dėl susidėvėjimo ir tinkamo ilgio.
- Peržiūrėkite visas formavimo smaigas ir iškirpų sekcijas dėl matomo susidėvėjimo, įskilimų ar šoninių įbrėžimų.
- Patikrinkite smaigų ilgius ir aukščius, kad užtikrintumėte tinkamą sinchronizaciją ir konfigūraciją.
-
Aštrinimas:
- Peržiūrėkite visas pjovimo dalis dėl nusidėvėjimo ir aštrinkite pagal poreikį, kad išlaikytumėte švarius, tiksliai pjūvius.
- Užtikrinkite, kad šlifavimo procesas atstatytų pradinę geometriją, nepašalinant per didelio medžiagos kiekio.
-
Riebalavimas:
- Įsitikinkite, kad visos judančios dalys yra tinkamai tepamos pagal gamintojo nurodymus.
- Ieškokite požymių, rodančių nepakankamą tepimą, pvz., pernelyg didelio šilumos išsiskyrimo ar korozijos.
Tvirtos priežiūros tvarkaraščio ir dokumentavimo įgyvendinimas
Be fizinio darbo, geriausios klasės formų priežiūra priklauso nuo sisteminio tvarkaraščio ir dokumentavimo proceso. Struktūruotos programos sukūrimas yra veiksmingos priežiūros pagrindas, užtikrinantis, kad visi įrenginiai būtų reguliariai tikrinami. Priežiūros dažnumas turėtų būti grindžiamas naudojimu, gamybos apimtimis ir formos sudėtingumu. Forma, naudojama kasdien didelės apimties gamybai, žinoma, reikalauja griežtesnio grafiko nei ta, kuri naudojama retai.
Svarbiausia šios sistemos dalis yra darbo užsakymas. Kaip paaiškina „Phoenix Group“, darbo užsakymų sistema leidžia organizacijai dokumentuoti, stebėti, nustatyti prioritetus ir planuoti visas formų taisymo bei techninės priežiūros veiklas. Ji tarnauja kaip svarbus bendravimo įrankis, nustatantis pagrindinę problemą, apibrėžiantis taisomąsias priemones ir fiksuojantis atliktus darbus. Ši dokumentacija yra nepakankamai vertinga kartojamų problemų stebėjimui ir būsimų gedimų prevencijai. Phoenix Group paaiškina, darbo užsakymų sistema leidžia organizacijai dokumentuoti, stebėti, nustatyti prioritetus ir planuoti visas formų taisymo bei techninės priežiūros veiklas. Ji tarnauja kaip svarbus bendravimo įrankis, nustatantis pagrindinę problemą, apibrėžiantis taisomąsias priemones ir fiksuojantis atliktus darbus. Ši dokumentacija yra nepakankamai vertinga kartojamų problemų stebėjimui ir būsimų gedimų prevencijai.
Kita būtina praktika – kurti ir vesti išsamią techninės priežiūros žurnalą. Šiame žurnale turi būti fiksuojama aptarnavimo data, atlikti darbai, pakeistos detalės ir pastebėjimai apie formos būklę. Laikui bėgant, šie duomenys padeda nustatyti dėvėjimosi modelius ir leidžia tiksliau planuoti numatytąją techninę priežiūrą, kad komandos galėtų išspręsti galimus gedimus dar iki jų įvykimo. Nuoseklus dokumentavimas užtikrina, kad kiekvienas techninis aptarnavimo meistras atliktų užduotis vienodai, dėl ko pasiekiami numatomi ir patikimi rezultatai.
Techninės priežiūros žurnalo pavyzdys
| Data | Įrankio ID | Atlikti darbai | Pakeisti dalys | Meistras | Stebėjimai / pastabos |
|---|---|---|---|---|---|
| YYYY-MM-DD | DIE-123-A | Išvalyta, atnaujinti pjovimo kraštai, patikrinti pilotai. | Pilotas Nr. 4 (nusidėvėjęs) | J. Doe | Nedidelis dėvėjimas formos skaldykle; stebėti kitame cikle. |
| YYYY-MM-DD | DIE-456-B | Visiška apžiūra, tepimas ir sinchronizavimo reguliavimas. | Nėra | S. Smith | Įranga veikia pagal nustatytus reikalavimus. |

Išplėstiniai mokymai: tepimas, saugojimas ir nuolatinis tobulėjimas
Kompleksinis požiūris į įrangos priežiūrą išeina už preso ir įrankių patalpos ribų. Tinkamas tepimas, saugojimas ir pasišvęsimas nuolatiniam tobulėjimui yra išplėstiniai metodai, kurie skiria gerą techninę priežiūrą nuo puikios. Tepimas yra būtinas judančių paviršių trinties mažinimui, kad būtų išvengta per didelio šilumos susidarymo, kuris sukelia medžiagų nuovargį ir gedimus. Taip pat apsaugoma nuo korozijos ir užterštumo.
Tepalo pasirinkimas nėra menkniekis; skirtingi tipai tinka skirtingoms eksploatacinėms sąlygoms. Pavyzdžiui, aliejai tinka įvairiai įrangai, o riebalai – guoliams ir jungtims, kur skysčio tepalai yra nepraktiški. Sausi tepalai, tokie kaip PTFE, yra idealūs taikymams, kai aliejus ar riebalai gali sukelti užterštumą.
Tinkamas saugojimas yra vienodai svarbus išlaikant formos būklę, kai ji nenaudojama. Formas visada reikia išvalyti ir sutep ti prieš saugant kontroliuojamoje aplinkoje, kurioje reguliuojama temperatūra ir drėgmė. Kaip pabrėžia Lijian Stamping Mold , apsauginės lentynos ar dėžės gali apsaugoti nuo fizinio pažeidimo ir užteršimo saugojimo metu, užtikrindamos, kad forma būtų optimalioje būklėje kitam gamybos ciklui.
Galiausiai, techninės priežiūros programos galutinis tikslas turėtų būti nuolatinis tobulėjimas. Kaip pastebi Tomas Vaka Gaminantis įmonė , kai pasiekiate nuoseklius, matuojamus rezultatus, galite pradėti gerinti įrankio patvarumą, pailginti jo tarnavimo laiką ir padidinti presavimo greitį. Tam reikia nustatyti SMART tikslus (konkretūs, matuojami, pasiekiami, aktualūs, riboti laiku), kad būtų galima stebėti gerėjimą ir išlikti konkurencingiems.
Geriausios tepimo ir saugojimo praktikos
-
Geresnės smarčių praktikos
- Pasirinkite tinkamą tepimo rūšį (aliejus, tepalas, sausas) pagal taikymą ir medžiagą.
- Taikykite tepalus pagal gamintojo nurodymus, kad išvengtumėte per didelio ar per mažo sutepanimo.
- Reguliariai tikrinkite tepimo sistemas, kad užtikrintumėte jų tinkamą veikimą.
-
Geriausios formų saugojimo praktikos
- Prieš saugojant, kruopščiai išvalykite formą ir ant jos užtepkite apsauginį tepalą.
- Saugokite formas kontroliuojamo klimato aplinkoje, kad būtų išvengta rūdijimo ir korozijos dėl drėgmės.
- Naudokite patikimus stalčius ar dėklus, kad apsaugotumėte formas nuo atsitiktinių pažeidimų.
- Aiškiai žymėkite visas saugomas formas, kad būtų lengva jas identifikuoti ir stebėti.
Dažniausiai užduodami klausimai
1. Kaip dažnai reikia prižiūrėti štampos formą?
Štampos formos prižiūrimumo dažnumas priklauso nuo kelių veiksnių, įskaitant gamybos apimtis, štampuojamą medžiagą ir formos sudėtingumą. Didesnėms serijoms formos gali reikalauti patikros ir valymo po kiekvienos gamybos eigos. Bendra geriausia praktika – sukurti grafiko pagrindu paremtą techninės priežiūros programą, remiantis smūgių skaičiumi arba darbo valandomis, ir ją koreguoti pagal našumo duomenis bei patikros rezultatus.
2. Kokie pirmieji požymiai, kad formai reikia techninės priežiūros?
Ankstyvieji įspėjamieji požymiai apima detalės kokybės pablogėjimą, tokius kaip užlaidos pjovimo kraštuose, matmenų neatitikimai ar paviršiaus defektai. Taip pat galite pastebėti pokyčius spaudo garso metu darbo. Matomi požymiai ant paties formavimo įrankio, tokie kaip metalo šiukšlės, juodas ar purvinas tepalas, ar pastebimas dėvėjimasis pjovimo kraštuose ir vedikliuose, yra aiškus ženklas, kad reikalinga techninė priežiūra.
3. Ar netinkama techninė priežiūra gali pažeisti presavimo formą?
Žinoma. Apleista techninė priežiūra sukelia pernelyg didelį dėvėjimąsi, komponentų gedimą ir galbūt net katastrofišką formos pažeidimą. Taip pat netinkama techninė priežiūra, tokia kaip per daug medžiagos nuėmimas aštrinant, netinkamo tepalo naudojimas ar neteisingas pakavimas, taip pat gali pabloginti našumą, sutrumpinti formos tarnavimo laiką ir sukelti blogos kokybės dalių gamybą.