 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Kaip aukštos kokybės liejimas formomis skatina automobilių inovacijas

TRUMPAI
Aukštos kokybės automobilių liejimas formomis yra gamybos procesas, kai į formas esantis degintas metalas, toks kaip aliuminis ar cinkas, į formas įpurškiamas labai dideliu slėgiu. Šis metodas gamina stiprius, lengvus ir itin tiksliai pagamintus komponentus, būtinus šiuolaikinėms transporto priemonėms. Ši technologija yra svarbi kuro efektyvumui gerinti, bendram našumui stiprinti ir sudėtingų konstrukcijų diegimui tiek vidaus degimo variklių (ICE), tiek elektrinių transporto priemonių (EV) modeliams.
Suprasti aukštos kokybės automobilių liejimą formomis
Automobilių liejimas forma yra pagrindinis gamybos procesas, kurio metu ištirpintas metalas įterpiamas į pakartotinai naudojamą plieninę formą, vadinamą kalte, kad būtų sukurti sudėtingi ir tiksliai matmenys turintys metaliniai komponentai. Aukšto našumo taikymo srityse šis procesas tobulinamas, kad būtų gaminami komponentai, atitinkantys griežtus reikalavimus stiprumui, svoriui ir tikslumui. Dėl didelio slėgio užtikrinama, kad ištirpintas metalas užpildytų kiekvieną formos detalę, todėl gaunamas beveik galutinės formos gaminys, kuriam reikia minimalaus papildomo apdirbimo.
Ši technologija yra svarbi daugelio kritiškai svarbių automobilio komponentų gamybai. Automobilių gamintojai pasitelkia liejimą forma detales, kurios yra lengvos ir patvarios, tiesiogiai prisidedančios prie transporto priemonės saugos ir efektyvumo. Kaip teigia ekspertai Autocast Inc. , šis procesas yra svarbus gaminti viską – nuo variklių blokų ir pavarų dėžių korpusų iki konstrukcinių rėmo detalių. Pavyzdžiui, formos liejimo būdu gaminami aliumininiai variklio blokai sumažina bendrą variklio svorį, kas pagerina pagreitį ir kuro ekonomiją, o jų tikslus dizainas padeda efektyviai išsklaidyti šilumą.
Taikymo sritys apima visą automobilį. Pagrindiniai die-lietingo dalių pavyzdžiai, pabrėžti pramonės analizės iš Transvalor apima:
- Variklio komponentai: Cilindrų galvutės ir variklio blokai, kurie yra lengvi ir patvarūs.
- Pavarų dėžių korpusai: Standžios ir matmeniškai stabilios movos efektyviai perduoti galiai.
- Rėmo ir konstrukcinių dalių: Suspendavimo tvirtinimo detalės ir vairo sukimo velenai su aukštu stiprumo ir svorio santykiu.
- Elektronikos korpusai: Apsaugos dangčiai jutikliams, pavarų dėžėms ir varikliams.
- Stabdžių komponentai: Stabdžių žarnklampės, reikalaujančios didelio stiprumo ir tikslumo saugai.
Aukštosios našumo liejimo forma naudojimas suteikia daugybę privalumų, kurie tiesiogiai lemia geresnius automobilius. Kuriant lengvus komponentus, sumažinamas automobilio masės svoris, kas yra pagrindinis veiksnys, padedantis pagerinti kuro efektyvumą ir mažinti išmetamų teršalų kiekį. Be to, liejimo formos tikslumas užtikrina sklandesnį variklio darbą, reaktyvesnį valdymą ir padidina bendrą ilgaamžiškumą. Šis procesas taip pat yra labai efektyvus, leidžiantis greitai vykdyti gamybos ciklus ir efektyviai pagal kainą gaminti didelius detalių kiekius.
Pagrindiniai procesai ir gamybos aspektai
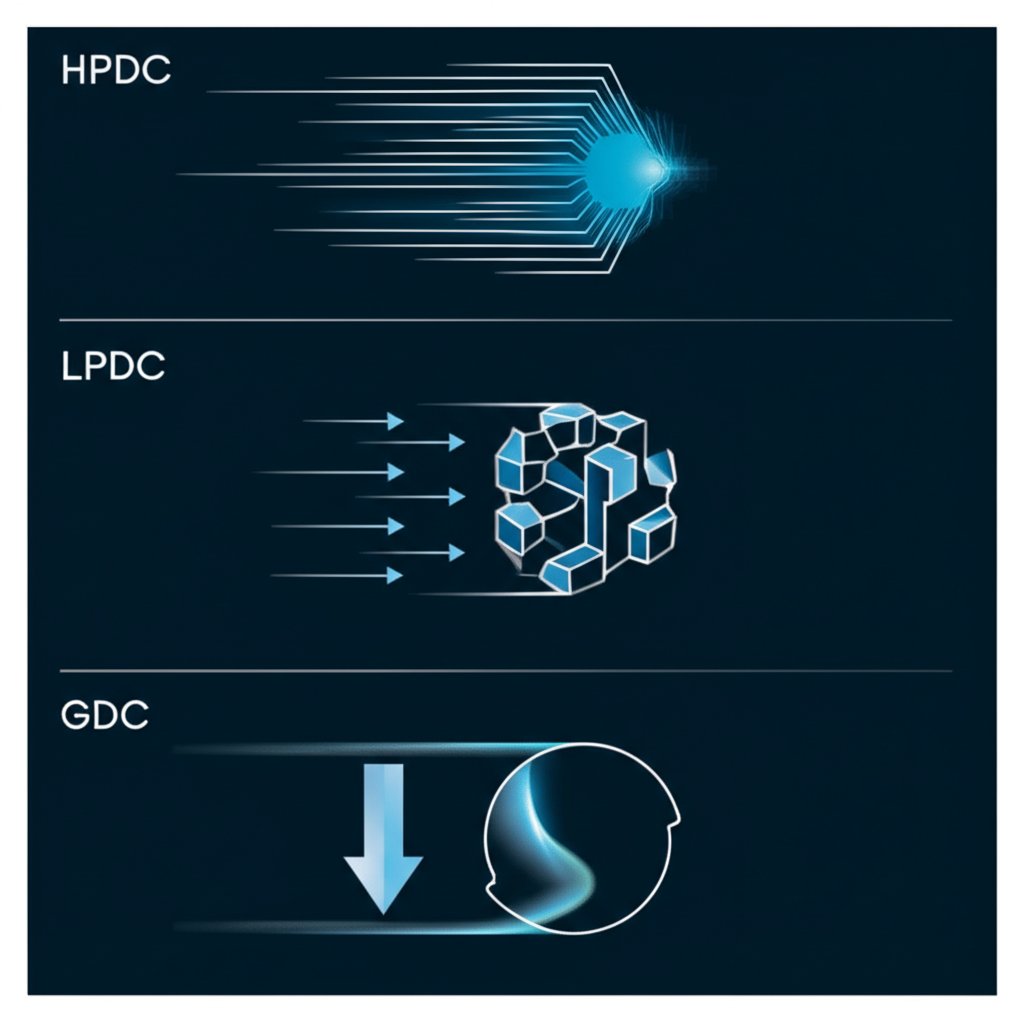
Liejimo formavimo pasaulis nėra vienodas; egzistuoja keletas skirtingų procesų, kiekvienas pritaikytas skirtingiems medžiagoms ir komponentų reikalavimams. Trys pagrindiniai metodai yra aukšto slėgio liejimas forma (HPDC), žemo slėgio liejimas forma (LPDC) ir gravitacinis liejimas forma (GDC). Jų skirtumų supratimas yra svarbus siekiant įvertinti, kodėl HPDC yra toks paplitęs aukšto našumo automobilių taikymuose.
HPDC, kaip rodo pavadinimas, įpurškia lydytą metalą labai dideliais greičiais ir slėgiu. Pagal DyCast Specialties Corporation , šis metodas yra idealus sudėtingų, plonų sienelių detalių su puikiu matmenų tikslumu ir lygiomis paviršių apdailomis dideliam kiekiui gaminti. Pačios HPDC skirstomos į dvi pagrindines kategorijas: karštojo kameros procesą, naudojamą žemo lydymosi taško lydalams, tokiems kaip cinkas, ir šaltojo kameros procesą, naudojamą aukšto lydymosi taško lydalams, tokiems kaip aliuminis. Šaltojo kameros metodas automobilių pramonėje yra dominuojantis stambioms konstrukcinėms detalėms, tokioms kaip variklio blokai ir pavarų dėžių korpusai, gaminti.
Nors formavimas matricoje puikiai tinka sudėtingoms, galutinės formos detalėms, kitos aukštosios našumo gamybos technologijos, tokios kaip liejimas, yra būtinos komponentams, reikalaujantiems maksimalios stiprybės ir atsparumo nuovargiui. Pavyzdžiui, tokios bendrovės kaip Shaoyi (Ningbo) Metal Technology specializuojasi automobilių liejime, siūlydamos kitą kelią patvarioms transporto priemonių detalėms kurti – procesą, kuriame metalas formuojamas naudojant spaudimo jėgas.
Tačiau HPDC turi ir iššūkių. Pagrindinis trūkumas – galima porėtis, kai lydinyje susidaro mažos tuštumos ar skylės dėl užstrigusių dujų. Tai gali pakenkti detalės mechaniniams savybėms. Tam pašalinti naudojamos pažangios technikos, pvz., perėjimo srauto liejimo metodas (TFFM), kaip nurodo AdvanTech International . Žemiau pateikta pagrindinių liejimo procesų palyginimo lentelė:
| Apdorojimas | Pagrindiniai charakteristika | Tinkamiausias | Dažniausiai naudojamos automobilių pramonėje |
|---|---|---|---|
| Aukštos spaudos formuojamoji aliejimo (HPDC) | Labai didelis greitis, aukšta tikslumas, glotnus paviršius, galimas porėtis. | Didelės apimties, sudėtingos ir plonasienės detalės. | Variklio blokai, pavarų dėžių korpusai, elektronikos korpusai, konstrukciniai komponentai. |
| Mažo slėgio lydinio liejimas (LPDC) | Lėtesnis užpildymo greitis, gera struktūrinė vientisumas, mažiau turbulencijos. | Dideli, simetriški ir tvirti komponentai, reikalaujantys aukšto vientisumo. | Ratai, pakabos detalės ir kitos saugos kritinės paskirties detalės. |
| Liejimas į formą dėl sunkio jėgos (GDC) | Naudojamas gravitacinis formos užpildymas, paprastas procesas, gaunamos tankios detalės. | Gaminant stiprius, aukštos vientisumo dalis su minimalia porėtumu. | Stabdžių žarnyklės, stūmokliai ir kitos detalės, reikalaujančios didelės stiprybės. |
Pagrindiniai medžiagų tipai aukštos kokybės presavime
Medžiagos pasirinkimas yra ne mažiau svarbus nei pats liejimo procesas. Automobilių presavimo procese inžinieriai dažniausiai renkasi iš įvairių negeležinių lydinių, kuriais labiausiai išsiskiria aliuminis, cinkas ir magnis. Kiekviena medžiaga pasižymi unikaliomis savybėmis, dėl kurių tinka specifinėms aplikacijoms ir tiesiogiai veikia transporto priemonės našumą, svorį bei ilgaamžiškumą.
Aliuminis yra pagrindinė automobilių die litavimo pramonės medžiaga. Jo lengvas svoris, didelė stiprybė, puiki korozijos atsparumas ir geras šilumos laidumas daro jį idealų pasirinkimą įvairioms detalėms. Kaip išsamiai nurodo gamybos ekspertai Gyvūniniai transliuotojai , plonasieniai aliuminio liejiniai gali išlaikyti aukščiausias eksploatacijos temperatūras iš visų presformėmis liejamių lydinių, todėl jie puikiai tinka variklių blokams, pavarų dėžių korpusams ir šilumos atsklaidams. Siekis lengvinti konstrukcijas, kad būtų pagerinta kuro efektyvumas, padarė aliuminį nepakeičiamą medžiagą.
Cinko lydiniai yra dar viena populiaru pasirinkimas, ypač detalėms, reikalaujančioms sudėtingos struktūros ir aukštos kokybės paviršiaus apdorojimo. Dėl cinko tekštumo jis gali itin tiksliai užpildyti plonasienius, sudėtingus presformės skyrius, dažnai pašalinant poreikį antriniams apdirbimo etapams. Jis dažnai naudojamas mažesnėms, detalioms dalims, tokioms kaip elektronikos korpusai, salonų dekoratyvinės detalės ir sudėtingi jutiklių korpusai. Be to, cinko liejimui naudojamos formos tarnauja žymiai ilgiau nei aliuminiui, todėl tai yra ekonomiškesnis variantas didelės apimties gamybai.
Magnis išsiskiria kaip lengviausias iš visų konstrukcinių metalų. Jo pagrindinis privalumas – išskirtinis stiprumo ir svorio santykis, dėl kurio jis tampa aukščiausios kokybės pasirinkimu ten, kur svorio mažinimas yra absoliuti prioritetinė užduotis. Magnio komponentai dažnai naudojami aukščiausios klasės automobiliuose, pavyzdžiui, vidaus rėmuose, vairo ratų šerdyse ir prietaisų skyliuose. Pažangūs procesai, tokie kaip Thixomolding, gali dar labiau patobulinti magnio detalių kokybę ir taikymo sritį.
| Medžiaga | Pagrindinės savybės | Kaina | Dažni automobilių naudojimo atvejai |
|---|---|---|---|
| Aliuminio | Lengvas, didelis stiprumas, puikus šilumos išsklaidymas, atsparus korozijai. | Vidutinis | Variklio blokai, pavarų dėžių korpusai, važiuoklės komponentai, šilumos sklaidytuvai, EV variklių korpusai. |
| Cinkas | Didelis tekštumas sudėtingoms formoms, puikus paviršiaus apdorojimas, didelis ilgaamžiškumas. | Žemesnė (atsižvelgiant į įrankių tarnavimo laiką) | Elektronikos korpusai, jutikliai, vidiniai komponentai, jungtys, pavaros. |
| Magnis | Ypač lengvas, puikus stiprumo ir svorio santykis, geras standumas. | Aukštesnis | Prietaisų skydai, vairo rato rėmai, sėdynių rėmai, papildomi rėmai. |

Automobilių liejimo ateitis: inovacijos EV ir elektronikai
Automobilių pramonė patiria milžinišką perėjimą į elektrifikaciją ir autonominį važiavimą, o liejimo technologija sparčiai vystosi, kad atitiktų šiuos naujus iššūkius. Aukštos kokybės liejimo ateitis neišardomai susijusi su Elektrinių Transporto Priemonių (EV) reikalavimais ir pažangių elektronikos sistemų plitimu. Šis vystymasis nėra tik apie tai, kaip pagerinti esamus komponentus; tai reiškia visiškai naujų transporto priemonių architektūrų sukūrimą.
Elektriniams automobiliams (EV) svorio mažinimas yra dar svarbesnis nei tradiciniams automobiliams, nes tai tiesiogiai veikia nuvažiuojamą atstumą ir našumą. Formavimas liejimu atlieka svarbiausią vaidmenį gamintant didelius vieno gabalo konstrukcinius komponentus – reiškinys, dažnai vadinamas „gigaliejimu“. Tai apima milžiniškų detalių, tokių kaip viso automobilio dugno dalis ar baterijos padėklas, liejimą kaip vieną vienetą. Šis požiūris sujungia šimtus mažesnių išspaudytų ir suvirintų dalių į vieną, radikaliai supaprastindamas surinkimą, mažindamas svorį ir kainą. Šie dideli aliuminio liejiniai būtini sunkiems baterijų paketams talpinti ir apsaugoti, kartu prisidedant prie automobilio konstrukcinio standumo.
Tuo pačiu metu pažangios vairuotojo pagalbos sistemos (ADAS) ir automobilio vidaus ryšių sistemų plėtra lemia vis didesnį jutiklių, kamerų ir elektroninių valdymo blokų (ECU) skaičių viename transporto priemonės modelyje. Kiekvienam iš šių komponentų reikalingos tiksliai pagamintos, elektromagnetinio skydo apsaugotos korpuso detalės. Lietavimas į formas, ypač naudojant cinko ir aliuminio lydinius, yra idealus būdas gaminti šiuos sudėtingus, plonasienius korpusus. Lietavimo į formas galimybė gauti gatavos formos detales leidžia tiesiogiai integruoti sudėtingas konstrukcines savybes, tokias kaip šilumos atsklaidos elementai ir tvirtinimo taškai, taupyti vietą bei gerinti šiluminę valdymo sistemą jautriai elektronikai.
Technologiniai pasiekimai liejimo procese taip pat išstumia tai, kas įmanoma. Tokios naujovės kaip vakuumu pagelbėjamas liejimas ir pažangios formos tekėjimo simuliacijos programinė įranga leidžia gaminti dalis su mažesniu poringumu, didesniu stiprumu ir net su suvirinamomis savybėmis. Šie pasiekimai yra esminiai saugos kritiškoms konstrukcinėms detalėms ir sandariems baterijų korpusams EV automobiliams kurti. Judant į priekį, formavimas matricomis toliau liks pagrindiniu saugesnių, efektyvesnių ir tvaresnių automobilių galimybių suteikėju.
Dažniausiai užduodami klausimai
1. Kokie yra HPDC trūkumai?
Pagrindinis aukšto slėgio presavimo lyjeimo (HPDC) trūkumas yra poringumo rizika. Kadangi įlydomasis metalas įleidžiamas labai dideliu greičiu, formoje gali užstrigti dujos, kurios baigtame gaminyje sukuria mažytes tuštumėles. Šis poringumas gali susilpninti detalę ir padaryti ją netinkama taikymui ten, kur reikalingas terminis apdorojimas arba suvirinimas. Tačiau šiuolaikinės technologijos, tokios kaip vakuuminė pagalba ir pažangus formų projektavimas, padeda šią problemą sumažinti.
2. Kuo skiriasi HPDC, LPDC ir GDC?
Kaip išsamiai aprašyta straipsnyje, pagrindinis skirtumas slypi slėgyje ir greityje, naudojamuose formai užpildyti. HPDC naudoja labai aukštą slėgį greitam, didelio kiekio sudėtingų detalių gamybai. LPDC naudoja žemesnį slėgį lėtesniam, kontroliuojamesniam pripildymui, kuris idealiai tinka struktūriškai patvarioms detalėms, tokioms kaip ratai. GDC remiasi tik gravitacija, todėl gaunamos tankios, stiprios detalės, tačiau gamybos ciklas yra daug lėtesnis.
3. Koks yra HPDC užpildymo koeficientas?
Kaitinimo santykis HPDC apibrėžiamas kaip įleidžiamo į siurbimo cilindrą išlydyto metalo tūrio santykis su bendru cilindro tūriu. Tyrimai rodo, kad dažnai rekomenduojamas kaitinimo santykis yra 60–70%. Tai padeda sumažinti orą, kuris kartu su metale patenka į formos ertmę, taip mažinant dujų užtrappingą ir porėtumą galutiniame komponente.