 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Įspaudimo pagalvės funkcija: tikslus valdymas presuojant

TRUMPAI
Pagrindinė įspaudimo pagalvės funkcija presuojant yra užtikrinti lankstų, kontroliuojamą priešlėkį, dažnai vadinamą ruošinio laikiklio jėga, ant apdirbamo darbo gaminio. Ši tiksli jėgos reguliacija yra būtina medžiagos tekėjimui valdyti formavimo metu, ypač giliuoju traširavimu. Užtikrinant tinkamą medžiagos laikymą, įspaudimo pagalvė prevencijuoja dažnus defektus, tokius kaip raukšlės, plyšimai ir trūkinėjimai, dėl ko gaunamos aukštesnės kokybės galutinės detalės ir didesnis proceso stabilumas.
Pagrindinės įspaudimo pagalvės funkcijos ir reikšmės supratimas
Įveržimo pagalvė yra būtina detalė galios presui, paprastai hidraulinė, pneumatinė arba servo-mechaninė sistema, integruota į preso lovą arba stūmoklį. Jos pagrindinis tikslas – generuoti kontroliuojamą ir reguliuojamą priešpriešą ruošiniui formavimo ciklo metu. Ši jėga, vadinama laikiklio jėga, užtikrina lakštinio metalo ruošinio fiksavimą tarp viršutinės formos ir ruošinio laikiklio, kad medžiaga lygiai ir sklandžiai įsitrauktų į formos ertmę, kai veikia presas. Be šios kontrolės medžiaga gali susiraukšlėti arba netolygiai ištempti, dėl ko atsiranda brangūs defektai.
Įveržimo pagalvės svarba tampa akivaizdi lyginant su senesniais, mažiau patikimais metodais. Istoriniu požiūriu presų įrankiai remdavosi detaliais, tokiomis kaip spiraliniai spyruoklių ar dujiniai amortizatoriai, kurie teikdavo ruošinio laikymo jėgą. Tačiau tokios sistemos dažnai pasižymi nevienodais rezultatais. Kaip nurodo ekspertai iš N2-Tech , netgi nedidelis skirtumas tarp atskirų spyruoklių gali sukelti nuokrypius formavimo procese, dėl ko atsiranda raukšlės, plyšiai ar kiti formos defektai. Formos pagalvė, būdama vientisa ir reguliuojama sistema, pašalina šiuos apribojimus, užtikrindama stabilų ir pakartojamą jėgos kreivę nepaisant įrankio konstrukcijos, ciklo trukmės ar temperatūros svyravimų.
Būtent tikslus medžiagos srauto valdymas daro formos pagalvę nepakeičiama sudėtingoms formavimo užduotims. Atlikus operaciją, tokią kaip gilus ištraukimas, medžiaga patiria didelį tempimą ir deformaciją. Formos pagalvė taikoma tik tiek jėgos, kad būtų užkirstas kelias ruošinio flanšui susiraukti, tuo pačiu leidžiant jį įtraukti į formą. Per maža jėga sukelia raukšles, o per didelė jėga riboja medžiagos srautą ir sukelia detalės plyšimą ar lūžį. Galimybė operatoriams tiksliai sureguliuoti šią jėgą tiesiogiai prisideda prie aukštesnės detalių kokybės, sumažintos atliekų normos ir pagerinto įrankių ilgaamžiškumo.
Įvairūs diezelių pagalvėlių sistemos tipai: hidraulinė, pneumatinė ir servomechaninė
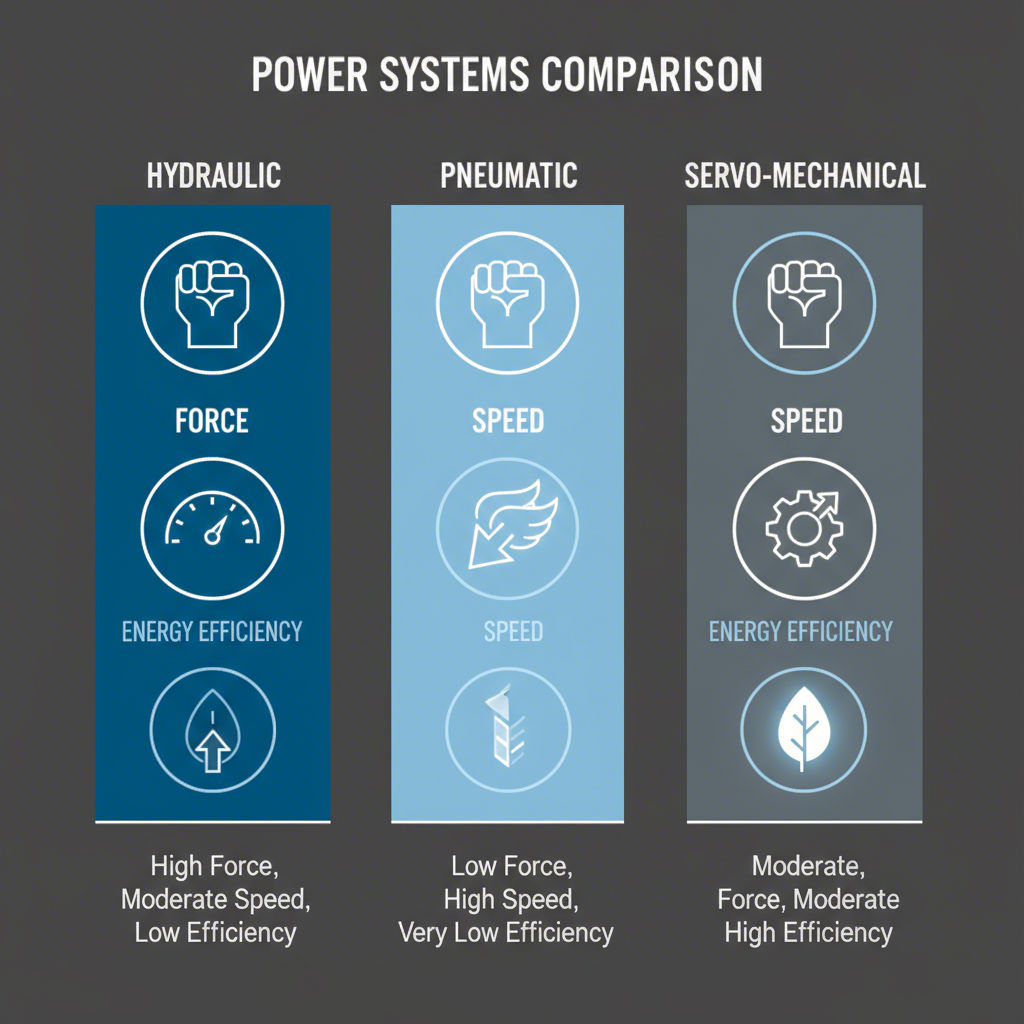
Diezelių pagalvėlės nėra universali priemonė; jos yra kelių skirtingų tipų, kiekviena su unikaliomis savybėmis, tinkančiomis skirtingoms sritims. Dažniausios sistemos yra hidraulinė, pneumatinė ir naujesnės servomechaninės konstrukcijos. Svarbu suprasti jų skirtumus, kad būtų galima optimizuoti presavimo operacijas konkrečioms medžiagoms, detalių sudėtingumui ir gamybos reikalavimams.
Hidraulinės diezelių pagalvėlės yra labiausiai paplitęs tipas, ypač sunkiasvorių taikymų srityse. Jos naudoja hidraulinį skystį, kurį valdo proporciniai vožtuvai, kad generuotų didelę jėgą itin tiksliai. Kaip išsamiai aprašo pramonės lyderis Gaminantis įmonė , šiuolaikinės hidraulinės sistemos leidžia programuoti jėgos profilius, tai reiškia, kad ruošinio laikymo jėga gali kisti visą ištraukimo eigą, kad atitiktų besikeičiančius detalių geometrijos poreikius. Toks valdymo lygis yra būtinas aukštos stiprybės plienams ar sudėtingoms automobilių detalėms formuoti.
Pneumatiniai įvoriniai amortizatoriai naudoja suspaustą orą jėgai generuoti. Jie paprastai yra paprastesni ir pigesni už savo hidraulinius atitikmenis, todėl tinka lengvesnėms užduotims, kur reikalinga mažesnė jėga ir tikslumo reikalavimai yra mažiau griežti. Nors jie siūlo gerą greitį, jų jėgos valdymas dėl oro suspaudžiamumo paprastai yra mažiau tikslus nei hidraulinėse sistemose.
Servomechaniniai įvoriniai amortizatoriai , dažnai vadinami „e-amortizatoriais“, atstovauja naujausią šios technologijos raidą. Šios sistemos hidraulinius ar pneumatinio komponentus pakeičia elektriniais servo varikliais ir mechaniniais aktuatoriais, tokiais kaip krumpliaračių ir bėgelio sistemos. Pagal inovatorių iš Fagor Arrasate , elektriniai amortizatoriai siūlo aukščiausią valdymo laipsnį, greitį ir energijos naudojimo efektyvumą. Jie net gali taikyti laikymo jėgą slankiklio kilimo metu, kas yra svarbi savybė pažangiomis medžiagomis valdant atsitraukimą. Nors pradinės investicijos yra didesnės, sumažėjęs energijos suvartojimas ir mažesnė priežiūros kaina gali užtikrinti greitą grąžinamumą.
Norint paaiškinti šiuos skirtumus, žemiau pateikta lentelė pateikia tiesioginį palyginimą:
| Ypatybė | Hidraulinis podas | Pneumatinis amortizatorius | Servomechaninis (E-amortizatorius) |
|---|---|---|---|
| Jėgos valdymas | Aukštas ir tikslus; programuojamos charakteristikos | Vidutinis; mažiau tikslus | Aukščiausias tikslumas; dinaminis valdymas |
| Energetinė efektyvumas | Vidutinis; gali būti patobulintas su pažangiomis sistemomis | Nuo žemo iki vidutinio | Labai aukštas; regeneracinės galimybės |
| Greitis | Gerai; geba atlikti išankstinį pagreitėjimą | Gera | Labai aukštas ir labai gerai reguliuojamas |
| Kaina | Nuo vidutinio iki didelio | Mažas | Didelė pradinė investicija |
| Ideali taikymo sritis | Stipriai apkrautas gilusis formavimas, sudėtingos detalės | Lengvesnio tipo formavimas, paprastesnės detalės | Greitoji gamyba, pažangios medžiagos, energiją taupančios operacijos |
Įrankių pagalvės svarbus vaidmuo giliąjame formavime
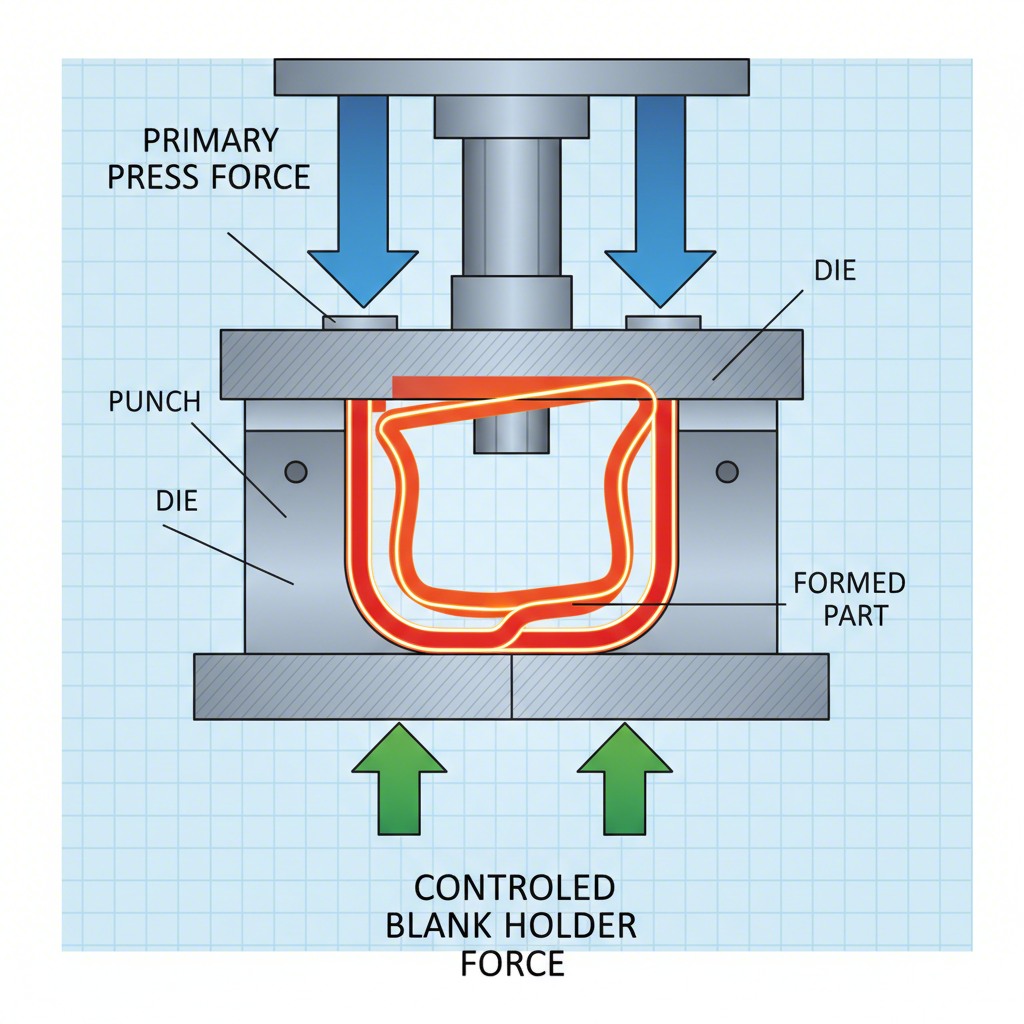
Nors įrankių pagalvės naudingos daugelyje presavimo operacijų, jos yra absoliučiai būtinos sėkmingam giliajam formavimui. Šis procesas, naudojamas gaminant tokias dalis kaip automobilių karoserijos plokštės, virtuvės kriauklės ar sudėtingi korpusai, apima plokščios metalo lakštinės заготовки ištempimą į trimačią formą. Medžiaga patiria labai didelę deformaciją, ir be tikslaus valdymo, kaip ji įsitraukia į įrankį, gedimas beveik neišvengiamas.
Giluminio formavimo mechanika pabrėžia pagalvės svarbą. Kai preso stūmiklis įstumia заготовkę į formos kamerą, išorinė заготовkės dalis, vadinama flanču, turi galimybę slysti į vidų. Formos pagalvės funkcija – taikyti tiksliai sukalibruotą laikiklio jėgą šiam flančui. Ši jėga yra delikatus balansas: ji turi būti pakankamai stipri, kad užkirstų kelią raukšlėms dėl suspaudimo įtempių flanče, bet pakankamai švelni, kad leistų medžiagai sklandžiai tekėti be plyšimų, kurie atsiranda dėl per didelio tempiamo įtempio. Dėl šios priežasties tokie šaltiniai kaip Pressmachine-World.com pabrėžia jų būtinybę giluminiam formavimui.
Šiuolaikinės išspaudimo pagalvės siūlo programuojamas jėgos charakteristikas, kurios ypač naudingos sudėtingiems išspaudimams. Reikalinga laikomoji jėga dažnai nėra pastovi per visą ėjimą. Pavyzdžiui, išspaudimo pradžioje gali reikėti didesnės jėgos, kad būtų išvengta raukšlių, o kai išspaudimas gilėja, jėga turi mažėti, kad nebūtų plyšinama. Pažangios pagalvės gali vykdyti šias sudėtingas jėgos kreives su labai aukšta kartojamumo tikslumu, užtikrindamos nuoseklią detalių kokybę nuo pirmos iki paskutinės detalės.
Šis tikslumas yra itin svarbus tokiose srityse kaip automobilių pramonė, kur gilieji išspaudimai turi atitikti griežtus matmenų ribinius nuokrypius. Įmonės, specializuojantis šioje srityje, pasikliauja pažangia presų technologija, kad pasiektų tokius rezultatus. Pavyzdžiui, pasirinktinių automobilių štampavimo formų tiekėjai, tokie kaip Shaoyi (Ningbo) Metal Technology Co., Ltd. , naudoja sudėtingus procesus aukštos kokybės detalių gamybai OEM ir Tier 1 tiekėjams, ką dažnai leidžia tikslus šiuolaikinių formų pagalvių sistemų valdymas.
Pažangios funkcijos ir moderni matricų pagalvės technologija
Šiuolaikinės matricų pagalvės sistemos išsivystė toli už paprastų slėgio plokščių ribų. Dabar tai yra sudėtingos, programuojamos mechatroninės sistemos, siūlančios platų pažangių funkcijų asortimentą, kurios operatoriams suteikia beprecedentį valdymą formavimo procesu. Šios naujovės yra būtinos dirbant su sudėtingais medžiagomis, tokiais kaip didelės stiprybės plienas ir aliuminis, taip pat siekiant griežtų tarpinių verčių, kurių reikalauja šiuolaikinė gamyba.
Vienas svarbiausių pasiekimų yra galimybė programuoti visą pagalvėlės ciklą. Kaip aprašyta išsamiame analizės straipsnyje žurnale The Fabricator, šiuolaikinės pagalvėlės veikimas gali būti suskirstytas į kelias pagrindines fazes, kurių kiekviena gali būti valdoma atskirai. Tai apima išankstinį pagreitį, kai pagalvėlė juda, kad prieš pat smūgį priderintų savo greitį prie preso slankiklio greičio. Ši funkcija sumažina smūgio jėgą, mažindama triukšmą bei dėvėjimąsi tiek formai, tiek pačiam presui. Po to sekma sparčiai didėjantis slėgis iki reikiamo laikymo jėgos lygio.
Braižymo proceso metu jėga gali būti programuojama kaip daugiapakopis profilis, kintantis, kai įspaudas nusileidžia. Be to, kai kurios sistemos siūlo traukimo funkciją apatinėje negyvojo taško (BDC) padėtyje. Šis trumpas žemyn judėjimas neleidžia daliai būti pažeistai dėl pagalvėlės tampriosios jėgos, kai preso slankiklis pradeda atsitraukti. Galiausiai, atgalinio ėjimo metu galima kontroliuoti, kad baigtas gaminys būtų atvestas į tam tikrą paėmimo poziciją automatizavimui, prieš grįžtant į pradinę padėtį kitam ciklui.
Kitas svarbus vystymasis yra moduliškumas ir daugiapakotė kontrolė. Vietoj vienos didelės pagalvėlės sistemos gali būti statomos iš kelių nepriklausomai valdomų cilindrinių modulių. Tai leidžia derinti jėgos pasiskirstymą per visą įrankį. Operatorius gali taikyti didesnę ar mažesnę jėgą tam tikriems plokštės laikiklio kampams ar sritims, suteikdamas galingą priemonę taisyti medžiagos tekėjimo problemas asimetrinėms ar neįprastai formuotoms detalėms. Ši daugiapakotė slėgio kontrolė yra būtina sudėtingų detalių gamybai optimizuoti ir sumažinti bandymo su naujais įrankiais laiką.
Dažniausiai užduodami klausimai
1. Kas yra įrankio pagalvėlė?
Įvorės pagalvė yra komponentas spaudoje, kuris paprastai yra varomas hidraulinės, pneumatinės arba servo-elektrinės sistemos ir yra sumontuotas spaudoje. Jos funkcija – suteikti reguliuojamą kylančią jėgą (priešslėgį) į laikiklį formavimo metu. Ši kontroliuojama jėga yra būtina valdant lakštinio metalo plovimą į įvorę, taip užkertant kelią defektams, tokiems kaip raukšlės ir plyšiai, ypač giliame ištraukime.
2. Kas yra pagalvės slėgis spaudoje?
Pagalvės slėgis reiškia jėgą, kurią sukuria įvorės pagalvės sistema. Šis slėgis yra reguliuojamas ir dažnai gali būti programuojamas keistis per visą spaudo eigos ciklą. Tai yra svarbus parametras lakštinio metalo formavime, nes jis tiesiogiai kontroliuoja trintį ir medžiagos tėkmę blanko laikiklyje. Tinkamas pagalvės slėgis užtikrina, kad ruošinys būtų suformuotas į pageidaujamą formą be defektų.
3. Kas yra įvorė spaudo įrankyje?
Spaudos įrankyje formą sudaro specializuota įranga, kuri formuoja ruošinį. Ji paprastai susideda iš vyriškosios dalies (stūmoklio) ir moteriškosios dalies (formos ertmė arba formos blokas). Skardos lakštas dedamas tarp šių dalių, o kai spaudas užsidaro, stūmoklis priverčia metalą į formos ertmę, suteikdamas detalei galutinę formą. Formos pagalvė dirba kartu su forma, kad kontroliuotų formavimo procesą.