 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Automobilių liejimas forma: šasi komponentų ateitis
TRUMPAI
Automobilių liejimas forma yra aukšto slėgio gamybos procesas, kai įpilamas išlydytas metalas, dažniausiai aliuminio, cinko ar magnio lydiniai, į plieninę formą, kad būtų sukurtos stiprios, lengvos ir sudėtingos šasi detalės. Ši technologija yra labai svarbi šiuolaikiniam automobilio dizainui, nes leidžia žymiai sumažinti svorį, sujungti kelias dalis į vieną komponentą ir pagerinti bendrą konstrukcinį vientisumą bei našumą.
Automobilių liejimo formomis technologijos pagrindai
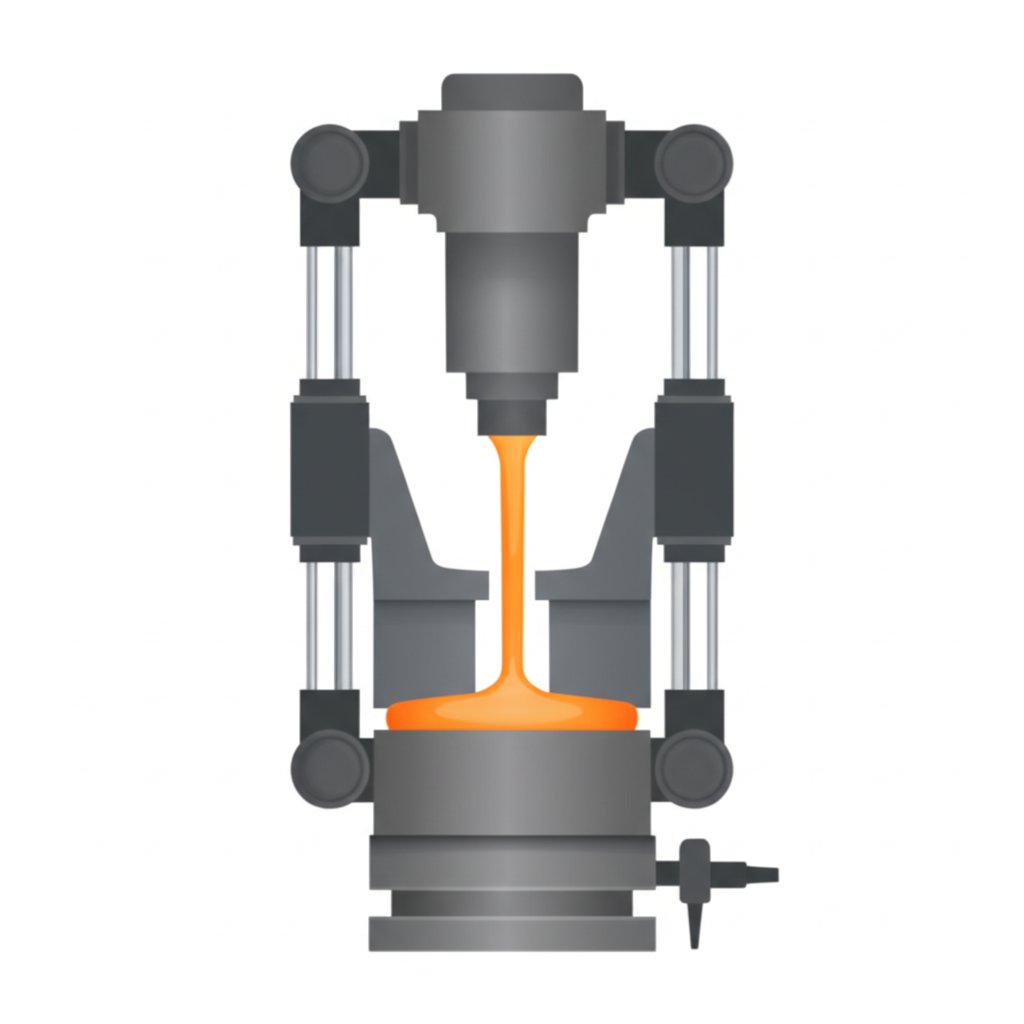
Pagrindinis automobilių liejimo forma pagrindas yra labai automatizuotas ir efektyvus gamybos procesas, skirtas didelės apimties sudėtingų metalinių detalių gamybai. Ši technika apima įkaitintą nerūdijantį metalą, kuris aukštu slėgiu įpurškiamas į pakartotinai naudojamą plieninę formą, vadinamą matrica. Šis slėgis išlaikomas, kol metalas atvėsta ir sukietėja, taip sukuriant detalę, kuri tiksliai atitinka formos sudėtingą geometriją. Šis metodas ypač tinka gaminti didelį kiekį mažų ir vidutinio dydžio atlievų, todėl tai yra vienas labiausiai paplitusių liejimo procesų automobilių pramonėje.
Liejimo į formas įrenginio komponentai yra svarbūs jo sėkmei. Pagrindiniai elementai apima dviejų dalių plieninę formą (dangčio formą ir išstūmimo formą), lydytą metalo lydalį ir įpurškimo mašiną. Šios mašinos skirstomos į du pagrindinius tipus: karštakamerių ir šaltakamerių. Karštakamerių mašinos, naudojamos lydymosi temperatūrai esant žemesnėms lydalėms, pvz., cinkui, turi integruotą krosnį. Šaltakamerių mašinos naudojamos aukštos lydymosi temperatūros lydalėms, tokioms kaip aliuminis, kur metalas lydomas atskiroje krosnyje, o po to perkeliamas į įpurškimo sistemą. Pasirinkimas tarp jų priklauso nuo liejamo medžiagos tipo ir konkretaus komponento reikalavimų.
Aukšto slėgio liejimo į formas procesas vyksta tikslia seka, kad būtų užtikrintas kokybės ir vientisumas. Šis automatizuotas ciklas leidžia greitai gaminti, kas yra būtina tenkinant automobilių pramonės poreikius. Pagrindiniai etapai yra tokie:
- Matričių paruošimas: Abiejų formos pusių vidinės paviršiaus dalys išvalomos ir apipurškiamos tepalu. Šis tepalas padeda kontroliuoti formos temperatūrą ir palengvina galutinio gaminio išėmimą.
- Formos uždarymas: Abi formos pusės tvirtai uždaromos ir suklijuojamos kartu naudojant liejimo mašinos stiprią hidraulinę presą.
- Įdejimas: Įlydomas metalas įpurškiamas į formos ertmę dideliu greičiu ir labai aukštu slėgiu, paprastai svyruojančiu nuo 1 500 iki 25 400 psi. Toks greitas užpildymas užtikrina, kad net ploniausios komponento sienelės visiškai susidarytų, kol metalas nesušąlą.
- Inkštymas ir Sankarstymas: Kai ertmė užpildoma, slėgis išlaikomas pastovus, kol įlydomas metalas atvėsta ir sustingsta, įgydamas formos formą.
- Išstūmimas: Formos pusės atidaromos, o sustingęs liejinys, vadinamas šūviu, išstumiamas iš išmetimo formos pusės naudojant seriją išmetimo adatų.
- Šokotai: Galutinis gaminys atskiriamas nuo perteklinės medžiagos, tokios kaip kanalai, angos ir liejinių perteklius, kuris vėliau perdirbamas, būdamas ištirpintas pakartotinai naudoti.
Šis metodas skiriasi nuo kitų gamybos technikų, tokių kaip pjaustymas ir suvirinimas, kurioms reikia surinkti kelias atskiras dalis. Kuriant vieną integruotą komponentą, formavimo liejimu metodu sumažinamas surinkimo laikas ir galimi gedimai. Kitiems kritiniams komponentams, reikalaujantiems didelės stiprybės, taip pat naudojamas kalvavimas. Pavyzdžiui, kai kurie gamintojai specializuojasi ištisai suprojektuotos automobilių kalėjimo dalys gaminant komponentus, kuriuose yra itin svarbi ilgaamžiškumas.
Pagrindiniai šasi komponentų medžiagų palyginamoji analizė
Teisingos medžiagos pasirinkimas yra esminis sėkmingam automobilių šasi komponentų liejimui formomis. Dažniausiai naudojamos negeležinės metalų lydalos, vertinamos dėl jų unikalaus savybių derinio, kuris atitinka pramonės tikslus dėl lengvesnių konstrukcijų ir geresnio našumo. Pagrindinės naudojamos lydalos – aliuminis, cinkas ir magnis, kiekviena siūlanti specifines privalumus tam tikroms automobilio šasi ir korpuso aplikacijoms.
Aliuminio lydiniai yra labiausiai paplitęs pasirinkimas automobilių liejimui formomis dėl jų puikios stiprumo ir svorio santykio, korozijos atsparumo bei aukšto šilumos laidumo. Šios savybės daro juos idealiais konstrukciniams komponentams, tokiems kaip rėmo karkasai, pakabos tvirtinimo detalės ir variklio blokai, kur būtina sumažinti svorį, nesumažinant stiprumo. Kaip pažymėjo pramonės ekspertai, specializuoti procesai, tokie kaip spaustinis liejimas, ypač veiksmingi gaminant didelės tankio aliuminio rėmų karkasus ir priekinius vairo sukimo pleištus.
Cinko lydiniai vertinami dėl išskirtinės jų tekštumos, leidžiančios juos lieti labai plonose sienose ir sudėtingose formose su dideliu tikslumu bei glotnia paviršiaus apdorojimu. Pagal Bruschi, cinko liejimo formomis lyderį , šis medžiaga taip pat pasižymi dideliu smūginio stiprumo ir plastiškumu, todėl yra tinkama detalių, reikalaujančių ilgaamžiškumo ir kokybiško paviršiaus apdorojimo, tokių kaip korpusai jutikliams ir elektroniniams moduliams rėmo agregate. Jos lengvas liejimas ir gebėjimas užtikrinti ilgą formos tarnavimo laiką taip pat daro ją ekonomišku pasirinkimu mažoms, sudėtingoms detalėms.
Magnis išsiskiria kaip lengviausias iš įprastų konstrukcinių metalų, siūlydamas geriausią stiprumo ir svorio santykį. Dėl to jis yra aukščiausios kokybės pasirinkimas tiems sprendimams, kuriuose svorio mažinimas yra absoliučiai svarbiausias, pavyzdžiui, aukštos našumo transporto priemonėse ar elektromobilių komponentuose, kai būtina kompensuoti sunkius baterijų blokus. Magnis lengvai apdirbamas ir užtikrina gerą matmeninę stabilumą, todėl tinka sudėtingoms detalėms, tokioms kaip vairo ratų rėmai ir prietaisų skydelio atramos.
Medžiagų atrankai palengvinti, ši lentelė pateikia tiesioginį pagrindinių lydinių palyginimą:
| Medžiaga | Pagrindinės savybės | Santykinis svoris | Santykinė kaina | Dažninės rėmo paskirtys |
|---|---|---|---|---|
| Aliuminio lydiniai | Puikus stiprumo ir svorio santykis, atsparumas korozijai, aukšta šiluminė laidumas. | Vidutinis | Mažas | Važiuoklės rėmai, pakabos komponentai, variklio blokai, pavarų dėžių korpusai. |
| Cinko lydai | Didelis plastiškumas ir smūginis stipris, puiki tekštumas plonoms sienelėms, pranašus paviršiaus apdorojimas. | Aukštas | Mažas | Jutiklių korpusai, elektronikos dangteliai, ritinėlių krumpliaračiai, tvirtinimo detalės. |
| Magnio lydai | Lengviausias konstrukcinis metalas, aukščiausias stiprumo ir svorio santykis, puikus apdirbiamumas. | Labai žemas | Aukštas | Prietaisų skydelio rėmai, vairo valdymo komponentai, pavarų perjungimo dėžės. |
Pagrindiniai privalumai: kaip presavimas formose revoliucionizuoja važiuoklės našumą ir efektyvumą
Automobilių šasi komponentų liejimas siūlo permainas sukeliančius pranašumus, kurie tiesiogiai sprendžia svarbiausias pramonės problemas: kuro efektyvumo gerinimą, našumą ir gamybos greičio didinimą. Leidžiant gaminti lengvus, stiprius ir geometriškai sudėtingus detalių elementus, ši technologija tapo nepakeičiama šiuolaikinei automobilių inžinerijai. Pranašumai tęsiasi nuo dizaino etapo iki automobilio kelio našumo ir bendros ilgaamžiškumo.
Svarbiausias pranašumas yra reikšmingas svorio mažinimas. Lengvesniems automobiliams reikia mažiau energijos pagreitinti ir palaikyti greitį, kas tiesiogiai lemia geresnį kuro ekonomiškumą vidaus degimo varikliuose ir didesnį nuvažiuojamą atstumą elektriniuose automobiliuose (EV). Liejimas leidžia inžinieriams sunkias, daugiadalių plieno konstrukcijas pakeisti vienomis, lengvesnėmis aliuminio ar magnio detalėmis. Pagal Proterial America, Ltd. , naudojant aukšto vakuumo aliuminio liejimą į formas, automobilio masė sumažėja maždaug 30 %, palyginti su tradiciniais gamybos metodais. Šis sumažėjimas yra svarbus veiksnys, siekiant atitikti griežtus išmetamų teršalų standartus ir vartotojų lūkesčius dėl efektyvumo.
Kitas revoliucingas pranašumas – detalių konsolidavimas. Tradiciniai šasi rėmai dažnai gaminami iš daugelio atskirų plieno dalių, kurios išspaudžiamos ir suvirinamos kartu. Šis daugiapakopis procesas reikalauja daug darbo jėgos ir sukuria kelis potencialius silpnus taškus sąryšiuose. Lietavimas į formas leidžia konstruktoriams sukurti vieną sudėtingą detalę, kuri integruoja daugelio mažesnių dalių funkcijas. Proterial taip pat pastebi, kad priekinio rėmo detalių skaičius gali būti žymiai sumažintas, supaprastinant surinkimą, mažinant gamybos kaštus ir gerinant šasi konstrukcinį vientisumą bei standumą. Tai padeda pagerinti automobilio valdymą, važiavimo komfortą ir saugumą.
Automobilių presavimo liejimo būdu nauda šassi komponentams gali būti apibendrinta taip:
- Geroves kuro efektyvumas ir EV nuvažiuojamas atstumas: Žymus svorio sumažėjimas tiesiogiai lemia mažesnį energijos suvartojimą.
- Pagerintas konstrukcinis našumas: Vienapjūčiai komponentai siūlo didesnį stiprumą, standumą ir matmeninę stabilumą lyginant su suvirintomis detalėmis.
- Dizaino lankstumas: Procesas leidžia kurti sudėtingas ir intrikuotas geometrijas, kurios būtų neįmanomos ar per brangios kitais metodais, optimizuojant detales pagal stiprumą ir svorį.
- Ekonomiškas gamybos procesas: Dėl aukšto automatizavimo, greitų ciklų ir sumažėjusios surinkimo reikmės, bendra vienos detalės savikaina masinėje gamyboje yra žemesnė.
- Padidėjęs ilgaamžiškumas: Presuotos detalės yra labai atsparios dilimui ir nusidėvėjimui, todėl prisideda prie ilgalaikės automobilio patikimumo, kaip išsamiai aprašyta Autocast Inc .
Galutinai šios privalumos susideda į geresnį automobilį. Lengvesnis, standesnis šassi gerina valdymą ir pagreitį, o presavimo detalių tikslūs matmenys užtikrina nuoseklų kokybę ir idealų prigludimą. Ši technologija suteikia galimybę automobilių gamintojams kurti saugesnius, efektyvesnius ir geresnį našumą rodančius automobilius, atitinkančius besikeičiančias pasaulinės rinkos reikalavimus.
Rinkos tendencijos ir presavimo ateitis automobilių sektoriuje
Automobilių presavimo rinka yra ne tik subrendusi gamybos procedūra; tai dinamiškas ir sparčiai augantis sektorius, pasirengęs dideliam plėtimuisi, kurį daugiausia skatina pačios automobilių pramonės permainos. Elektrinių automobilių (EV) populiarėjimas ir nuolatinis gamybos efektyvumo siekis sukuria stiprius veiksnius, skatinančius presavimo technologijų vystymąsi. Judant į priekį, keletas pagrindinių tendencijų formuoja šio sektoriaus ateitį, žadėdamos tolesnę inovacijas medžiagose, procesuose ir taikymuose.
Rinkos augimo prognozės atspindi šį palankų vertinimą. Metastat Insight ataskaita prognozuoja, kad Automobilių dalių aliuminio liejimo forma rinka iki 2031 m. pasieks 45 249,2 mln. JAV dolerių, o jos sudėtinis metinis augimo tempas (CAGR) sieks 6,9 %. Šis augimas skatinamas didėjančios automobilių gamybos visame pasaulyje ir didėjančio poreikio lengvosioms detalėms, skirtoms pagerinti kuro ekonomiją bei EV baterijų veikimo spindulį. Baterijų blokų didelės masės kompensavimo poreikis padarė aliuminio liejimą formomis esminiu technologiniu elektrinio judėjimo revoliucijos pagrindu.
Technologiniai pokyčiai taip pat verčia tai, kas įmanoma. Vis didesnį dėmesį sulaukia naujos technikos, tokios kaip vakuumo pagalba atliekamas ir spaustinis lydinio liejimas. Šios pažangios metodikos mažina galutinio produkto porėtumą, todėl gaunami komponentai su geresniais mechaniniais parametrais ir struktūrine vientisumu. Kaip pabrėžia Mordor Intelligence, spaustinis lydinio liejimas ypač tinka gaminti aukštos tankio dalis, pvz., aliuminio šassi rėmus, kurie derina stiprumą ir mažą svorį. Šios inovacijos leidžia naudoti lydinius dar labiau saugumui kritiškoms sritims, kuriose anksčiau buvo naudojamos sunkesnės, kovotos ar apdirbtos detalės.
Be to, integruoto liejimo forma revoliucionizuoja transporto priemonių architektūrą. Šį metodą, kuriam vadovauja tokios įmonės kaip Tesla su savo „Giga Press“, naudojant milžiniškus liejimo formas gaminami labai dideli vieno gabalo komponentai, pavyzdžiui, visą priekinę ar užpakalinę transporto priemonės apačią. Tai sujungia dešimtis ar net šimtus mažesnių štampuotų ir suvirintų detalių į vieną. Privalumai apima žymiai supaprastintas surinkimo linijas, sumažintas gamybos išlaidas, mažesnį transporto priemonės svorį ir geroves struktūrinį standumą. Ši tendencija link didelio masto integracijos atstovauja paradigmos pasikeitimą automobilių pramonės gamyboje ir tikėtina, kad ji bus plačiau taikoma visoje pramonėje.
Žvelgiant į priekį, automobilių liejimo forma ateitį apibrėš pažangiosių aliažų tobulinimas, proto gamybos (Industrija 4.0) principų integravimas realaus laiko proceso valdymui bei didesnis dėmesys tvarumui per perdirbimą ir energiją taupančias operacijas. Šios tendencijos užtikrina, kad liejimas forma išliks pagrindine technologija kurdinant naujos kartos efektyvius, aukšto našumo ir tvarius automobilius.

Automobilių konstrukcinių komponentų kelias į priekį
Apibendrinant, automobilių šassi komponentų liejimas forma yra daug daugiau nei paprastas gamybos metodas; tai pagrindinė technologija, leidžianti pasiekti šiuolaikinės automobilių pramonės pagrindinius tikslus. Suteikdama galimybę masiškai gaminti lengvus, stiprius ir sudėtingos formos komponentus, ji tiesiogiai prisideda prie geresnio transporto priemonių našumo, padidinto kuro efektyvumo ir didesnės dizaino laisvės. Galimybė sujungti daugybę detalių į vieną vientisą struktūrą ne tik supaprastina gamybą, bet ir sukurią patikimesnį bei tvirtesnį automobilį nuo pat pamatų.
Nuolatinis inovacijų diegimas – nuo aliuminio iki magnio – ir procesų tobulinimas, tokie kaip aukšto vakuumo ir integruoto liejimo forma, rodo pramonės pasiryžimą kelti ribas. Kaip rodo rinkos tendencijos, šių technologijų paklausa tik auga, ypač dėl visuotinio pereinamojo prie elektrinės mobilumo formos. Automobilių inžinieriams ir dizaineriams būtina išmanyti liejimo formomis principus, kad galėtų kurti naujos kartos transporto priemones, kurios būtų saugesnės, efektyvesnės ir tvariau nei anksčiau. Automobilių šasi konstrukcijos ateitis neišskiriamai susijusi su šio galingo proceso raida.
Dažniausiai užduodami klausimai
1. Iš ko susideda liejimas formomis?
Pagrindiniai liejimo formomis proceso komponentai apima liejimo mašiną (karštakamerę arba šaltakamerę), dviejų dalių plieninę formą arba įrangą bei lydytą metalo lydinį. Pagrindiniai liejimo formomis lydiniai dažniausiai yra negeležiniai metalai, tokie kaip cinkas, aliuminis ir magnis, kaip nurodyta Vikipedijos apžvalga . Procesui reikia taip pat tepimų, kurie palengvina detalių išstūmimą ir valdo formos temperatūrą.
2. Kokios automobilio detalės gaminamos liejimu?
Lietavimo būdu gaminama įvairi automobilių dalių įranga. Slėgio liejimas dažniausiai naudojamas tikslumo ir sudėtingumo reikalaujančioms detalėms, tokioms kaip variklio blokai, pavarų dėžių korpusai, pakabos tvirtinimo elementai, vairo sukimo šarnyrai bei įvairūs elektronikos ir jutiklių korpusai. Kitos lietimo technologijos naudojamos tokios kaip pistoniai, o vožtuvų dangteliai dažnai liejami slėgiu.
3. Kokie yra pagrindiniai automobilio rėmo komponentai?
Automobilio rėmas yra transporto priemonės pagrindinė konstrukcija. Jo pagrindiniai komponentai paprastai apima pagrindinę rėmo struktūrą, pakabos sistemą (įskaitant valdymo svirtis, šarnyrus ir amortizatorius), vairavimo sistemą ir stabdymo sistemą. Vis dažniau šios konstrukcinės ir pakabos detalės gaminamos naudojant pažangias slėginio liejimo technologijas, kad būtų sumažinta masė ir pagerinta standumas.