 Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —
Maži serijos dydžiai, aukšti standartai. Mūsų greito prototipavimo paslauga leidžia patvirtinti rezultatus greičiau ir lengviau —

Automatizacija metalo štampavimo pramonėje: centrinė nervų sistema
TRUMPAI
Metalinių detalių štampavimo automatizacija iš paprastos mechaninės apdorojimo priemonės išsivystė į modernių gamybos įrenginių „centrinę nervų sistemą“. Tai jau nebe tik greitesnė gamyba; tai visapusi trimis pagrindiniais stulpais integruota sistema: pažangios įrangos (servo presai ir robotai), protingos programinės įrangos (IIoT ir prognozuojantys duomenys) bei optimizuotų procesų (vaizdo tikrinimas ir saugumas). Ši gairė nagrinėja, kaip šios technologijos veikia kartu siekiant nulio defektų kokybės ir maksimalaus grąžinamo investicijų pelno.
Gamyklos vadovams ir inžinieriams pereinant prie automatizacijos reiškia judėjimą tolyn nuo atskirų mašinų link visiškai sinchronizuotos ekosistemos. Panaudojant technologijas, tokias kaip tandeminių presų tarpusavio perdavimo sistemos ir realaus laiko vaizdinės kontrolės patvirtinimas, gamintojai gali įveikti darbo trūkumą, padidinti saugą, pašalinant operatorius iš pavojingų zonų, bei pasiekti tikslumą, kurio reikalauja automobilių ir aviacijos standartai.
Technologinė ekosistema: daugiau nei tik robotai
Bet kuri automatizuota štampavimo linija remiasi savo aparatine įranga. Nors robotai yra matomiausias komponentas, tikrąją galią suteikia specializuotos įrangos integracija, kuri be trukdžių bendrauja tarpusavyje. Suprantant konkretų servo technologijos ir perdavimo sistemų vaidmenį, yra būtina norint tinkamai parinkti įrangą savo įmonei.
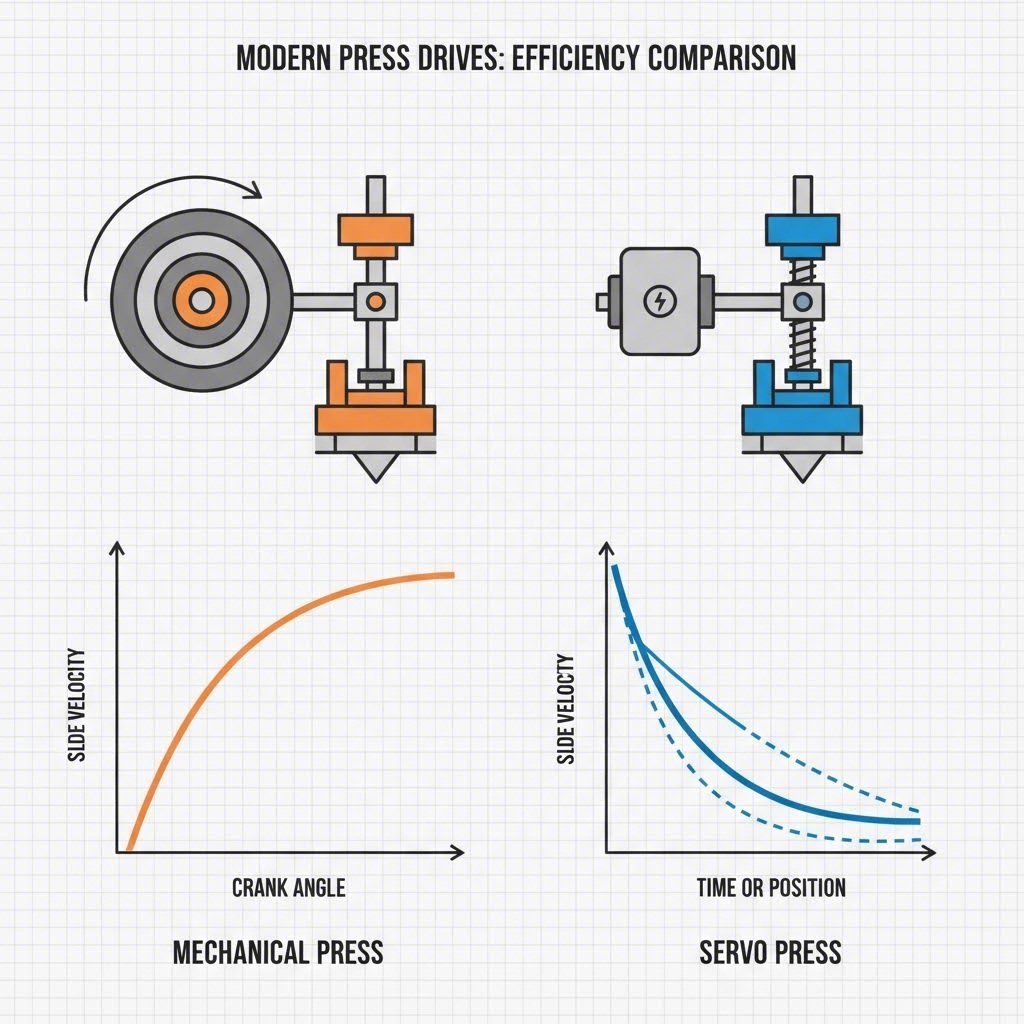
Servovaldžiai presai prieš mechanines sistemas
Tradiciniai mechaniniai presai veikia pagal fiksuotą skriemulio sistemą, kuri riboja lankstumą. Priešingai, servo presų technologija leidžia tiksliai kontroliuoti slydimo greitį ir padėtį bet kuriame ėmimo taške. Ši galimybė leidžia gamintojams reguliuoti laiką, per kurį formuojamas gaminys išlieka tam tikroje padėtyje konkrečioms formavimo operacijoms, sumažinant atsitraukimą po formavimo ir gerinant gaminio kokybę. Kontroliuodami įrankio judėjimo greitį ir slėgį realiuoju metu, servospaudos gali gaminti sudėtingas geometrijas, kurios būtų neįmanomos su standartinėmis mechaninėmis sistemomis.
Eilės pradžios (FOL) skyrimo sprendimai
Automatizacija prasideda eilės pradžioje. Skyrimo procesas – žaliavinių plokštelių atskyrimas ir jų padavimas į pirmąjį presą – reikalauja absoliučios patikimumo, kad būtų išvengta dvigubo blanko padavimo, kuris gali sukelti katastrofiškus įrankių avarijas. Šioje srityje dominuoja dvi pagrindinės technologijos:
- Magnetiniai sklaidyklės: Veiksmingi geležiniams medžiagoms, tačiau linkę pakelti kelias plokšteles, jei tepalo sluoksnis per storas.
- Vakuumo siurblio sistemos: Pageidaujamos dėl jų tikslumo. Kaip pastebėjo ekspertai JR Automation , vakuumo siurbliukai sumažina dvigubo lapo padavimo riziką ir užtikrina vieno lapo padavimą, todėl jie yra standartas aukštos spartos linijose.
Robotizuotas tandeminių presų perdavimas iš preso į presą (P2P)
Detalių pervežimas tarp stočių tandemine linija dažnai yra didžiausias suspaudimas. Šiuolaikinės P2P perdavimo sistemos naudoja didelio greičio daugiakanalius robotus, kurie sinchronizuojami su preso ciklu. Skirtingai nuo standžios kietosios automatikos, šios robotinės sistemos suteikia lankstumo galimybę apdoroti didelį detalių asortimentą mažomis serijomis. Jos gali būti perkoduojamos per kelias minutes, kad būtų galima prisitaikyti prie skirtingų detalių geometrijų, žymiai sumažinant paruošimo laiką – tai svarbus efektyvumo rodiklis šiuolaikinėse presavimo įmonėse.
Išmanusis gamybos sektorius ir duomenys: „Skaitmeninė nervų sistema"
Viena tik įranga be proto, kuris ja vadovautų, yra nepakankama. Protinga gamyba transformuoja presavimo gamyklą į duomenimis valdomą įmonę, dažnai vadinamą Pramonės 4.0. Ši „skaitmeninė nervų sistema“ remiasi jutikliais ir ryšiais, kad realiuoju laiku stebėtų mašinų būklę ir procesų stabilumą.
Prognozuojamoji techninė priežiūra ir IIoT
Reaktyvi techninė priežiūra – taisymas po gedimų – yra brangi ir neefektyvi. Integravus pramoninius dalykų interneto (IIoT) jutiklius, gamintojai gali stebėti kritines kintamąsias, tokias kaip variklio vibracija, alyvos temperatūros ir preso apkrova. Ulbrich pabrėžia, kaip prognozuojamosios techninės priežiūros algoritmai analizuoja šiuos duomenis, kad numatyti įrangos gedimus dienas ar savaites iki jų įvykimo. Šis poslinkis leidžia techninės priežiūros komandoms planuoti remontus per numatytą sustojimą, ženkliai pagerinant bendrą įrangos veiksmingumą (OEE).
Skaitmeninių dvynių vaidmuo
„Skaitmeninis dvynys“ yra virtuali fizinio presavimo proceso kopija. Prieš presuojant vieną metalo lakštą, inžinieriai gali imituoti visą gamybos ciklą virtualioje aplinkoje. Tai leidžia jiems nustatyti galimus susidūrimus, optimizuoti robotų judėjimo trajektorijas ir patvirtinti ciklo trukmę. Skaitmeniniai dvyniai sumažina bandymų ir klaidų etapą fizinei sistemai paleidžiant, užtikrindami, kad automatizuota linija nuo pirmos dienos veiktų maksimaliai efektyviai.
Svarbiausi integracijos taškai: detalių dėjimas į rėmus ir apžiūra
Sudėtingiausi automatinio valdymo iššūkiai dažnai kyla linijos pabaigoje (EOL). Kai pagamintos detalės išeina iš preso, jos turi būti patikrintos, sudėtos į rėmus ir paruoštos siuntimui, nekurdamos kamščių.
Linijos pabaigos (EOL) detalių dėjimo į rėmus strategijos
Detalių dėjimo į rėmus procesą automatizuoti yra itin sunku dėl vežimui skirtų konteinerių kintamumo. Paprastai naudojami du požiūriai:
- Visiškai automatinis dėjimas į rėmus: Robotai rankomis paima pagamintas dalis ir jas tiesiogiai deda į vežimėlius siuntimui. Tam reikalingas tikslus dėklų ir rėmelių pozicionavimas.
- Hibridinės sistemos: Šios sistemos leidžia atlikti tiek rankinį, tiek automatinį krovimą į rėmelius, užtikrindamos lankstumą. Tačiau jos reikalauja sudėtingos saugos zoninės apsaugos (naudojant šviesos uždangas ir skenerius), kad būtų užtikrinta, jog žmonės galėtų saugiai dirbti šalia robotų.
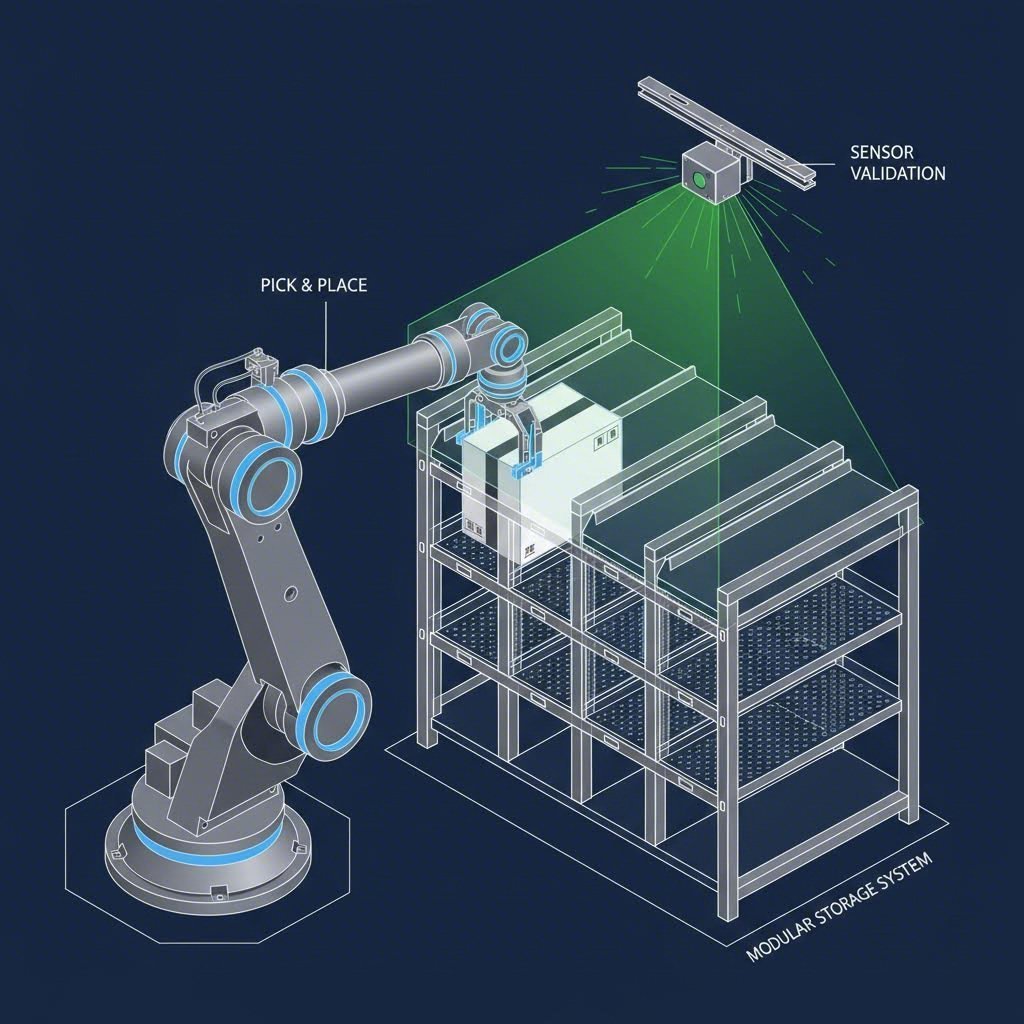
Vaizdo patvirtinimo sistemos
Robotas negali „pamatyti“ netinkamai išdėsto rėmelio ar šiukšlės be pagalbos. Išplėstinių 3D vaizdo sistemų reikia, kad prieš dedant detalę būtų patvirtinta rėmelio padėtis ir vientisumas. Šios sistemos nuskaito konteinerį, kad įsitikintų, jog jame nėra kliūčių ir jis tinkamai orientuotas. Be to, eilutės viduje esanti vaizdinė apžiūra tikrina detales dėl paviršiaus defektų, įtrūkimų ar matmenų nuokrypių nedelsiant po presavimo, užtikrindama, kad klientui pasiektų tik be defektų detalės.
Verslo argumentas: grąžinto pelningumo, saugos ir pajėgumų analizė
Investicijos į automatizaciją reiškia didelius kapitalinius išlaidas, tačiau grąža iš investicijų (ROI) priklauso nuo matomų efektyvumo, kokybės ir darbo jėgos panaudojimo gerinimų.
Sauga ir darbo jėgos kvalifikacijos kėlimas
Vienas svarbiausių argumentų naudai automatizacijai – sauga. Pašalinus operatorius iš presavimo linijos, gamintojai pašalina rimtų rankų ir galūnių sužalojimų riziką. Be to, Manor Tool pabrėžiama, kad automatizacija nebūtinai panaikina darbo vietas; ji veikiau padidina darbo jėgos kvalifikaciją. Operatoriai pereina nuo pasikartojančių rankinių įkrovimo užduočių prie aukštesnę vertę atnešančių vaidmenų, tokių kaip sistemos programavimas, kokybės kontrolė ir techninės priežiūros technikų pareigos.
Partnerystė didelio pajėgumo sėkmei
Automobilių ir pramonės OEM gamintojams spaudimo partnerio pasirinkimas dažnai priklauso nuo jų automatizacijos galimybių ir kokybės sertifikatų. Visiškai automatizuota įmonė gali garantuoti masinei gamybai būtiną perdirbamumą, išlaikant griežtus tolerancijos reikalavimus. Pavyzdžiui, Shaoyi Metal Technology naudoja IATF 16949 sertifikuotą tikslumą ir iki 600 tonų presavimo galimybes, kad užtikrintų perėjimą nuo greito prototipavimo prie didelės apimties gamybos. Jų požiūris parodo, kaip pažangios gamybos paslaugos gali pristatyti kritiškai svarbius komponentus, tokius kaip valdymo svirtys ir pagrindiniai rėmai, atitinkančius griežtus globalinius standartus.
Ateitis yra sinchronizuota
Metalo štampavimo pramonėje automatizacija jau seniai tapo ne konkurencine pranaša, o būtina veiklos norma. Ateitis priklauso įmonėms, kurios geba sinchronizuoti servo valdomą tikslumą su duomenimis paremtomis žiniomis. Laikant štampavimo liniją vientisu, protingu sisteminiu vienetu, gamintojai gali pasiekti gamybos šventąją graalį: didesnį greitį, mažesnes išlaidas ir tobulybę kokybėje. Švelėjant technologijoms, galima tikėtis dar gilesnio dirbtinio intelekto ir mašininio mokymosi integravimo, dar labiau ištrynus ribas tarp fizinės gamybos ir skaitmeninės optimizacijos.
Dažniausiai užduodami klausimai
1. Kuo skiriasi kietoji automatizacija ir robotinė perdavimo sistema?
Kietoji automatizacija naudoja fiksuotas mechanines sistemas detalių perkėlimui tarp presų. Ji yra labai greita, tačiau trūksta lankstumo, todėl idealiai tinka didelės apimties ir mažo įvairovės gamybai. Robotinis perdavimas naudoja programuojamus robotų rankos mechanizmus, siūlydamas šiek tiek lėtesnį greitį, bet didžiulį lankstumą detales dažnai keičiantiems aukštos įvairovės procesams.
2. Kaip servo presų technologija pagerina detalės kokybę?
Servo presai leidžia programuoti slydimo judesį, tai reiškia, kad ėjimo metu galima reguliuoti greitį ir slėgį. Tai leidžia naudoti „pabūnavimo“ funkcijas, kurios sumažina medžiagos atšokimą ir užtikrina geresnį metalo tekėjimą, rezultatuose pasiekiant aukštesnį matmenų tikslumą ir geresnį paviršiaus apdorojimą, palyginti su tradiciniais mechaniniais presais.
3. Kokie yra pagrindiniai saugumo pranašumai, automatinant presavimo liniją?
Pagrindinis saugos pranašumas – tai operatoriaus fizinis atskyrimas nuo preso įrangos. Automatizuotos sistemos atlieka sunkių, aštrių metalinių detalių įkrovimą, pernešimą ir iškrovimą, žymiai sumažindamos suspaudimo sužalojimų, pjūvių bei ergonominių apkrovų riziką, susijusią su rankiniu tvarkymu.