 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

Шойын құю құрал-жабдығының шынайы құны қандай?
ҚЫСҚАША
Құйма формаларының құны - бір реттік, бірақ маңызды инвестиция болып табылады және үлкен, күрделі, жоғары өнімділікті құралдар үшін 60 000 доллардан 500 000 долларға дейінгі ауқымда болады. Формалар құю процесінің экстремалды қысымы мен температурасына шыдайтындай етіп жоғары сапалы, берік құрал болатынан жасалатындықтан, бұл алғашқы жоғары шығын қажет. Бастапқы инвестиция үлкен болса да, бұйымдардың төменгі бағасымен қамтамасыз етілетінінен, құю массалық өндірісте өте пайдалы болып табылады.
Құю формаларының жоғары құнын түсіну
Құю формаларының құны туралы түсінетін бірінші нәрсе - бұл үлкен, бірақ қажетті алғашқы инвестиция. Басқа өндірістік процестерден өзгеше, құюда қолданылатын форма немесе қалып өте ауыр жұмыс жағдайларына ұшырайды. Төмендегіге сәйкес Солтүстік Американың матрицалық құю ассоциациясы (NADCA) мұндай матрицалар мөлдір металдан және инъекциялау кезінде жоғары қысымдардан туындайтын экстремалды жылулық соққыға шыдай алуы керек, бұл жоғары сапалы, қымбат материалдар мен дәлдік инженериясын қажет етеді.
Бұл әртүрлі баға диапазонына әкеледі. Үлкенірек, күрделі бөлшектер немесе жоғары көлемді өндіріс үшін арналған көп орынды матрицалар үшін баға 60 000 доллардан 500 000 доллардан астам болуы мүмкін. Бұл құрал-жабдық шығыны әдетте тапсырыс беруші тарапынан бір рет төленетін шығын болып табылады, содан кейін матрица құю зауытында сақталып және қадағаланса да, оның иесі тапсырыс беруші болып қала береді.
Бұл жоғары бастапқы шығынның дәлелі масштаб экономикасында жатыр. Құрал-жабдықтың беріктігі ондаған мыңдаған, тіпті жүз мыңдаған дәлме-дәл және жылдам өндірілетін бөлшектерді шығаруға мүмкіндік береді. Бұл бастапқы құрал-жабдық шығынын өндірістің барлық кезеңіне бөледі, нәтижесінде жеке бөлшекке келетін шығын өте төмен болады және жоғары көлемді өндіріс үшін ең тиімді әдіс болып табылады.
Сіздің құрал-жабдық бағасыңызға әсер ететін негізгі факторлар
Дөңгелек құю құрал-жабдығыңыздың соңғы бағасы кездейсоқ емес; ол бірнеше өзара байланысқан конструкциялық және өндірістік айнымалылардың тікелей нәтижесі. Инженерлер мен өнімдерді құрастырушылар үшін өз бөлшектерін өндіруге оптимизациялау және бюджетті тиімді басқару мақсатында осы факторларды түсіну өте маңызды. Әрбір элемент қалыптың қажет ететін күрделілігі мен беріктігіне үлес қосады, ал бұл өз кезегінде шығындарды анықтайды.
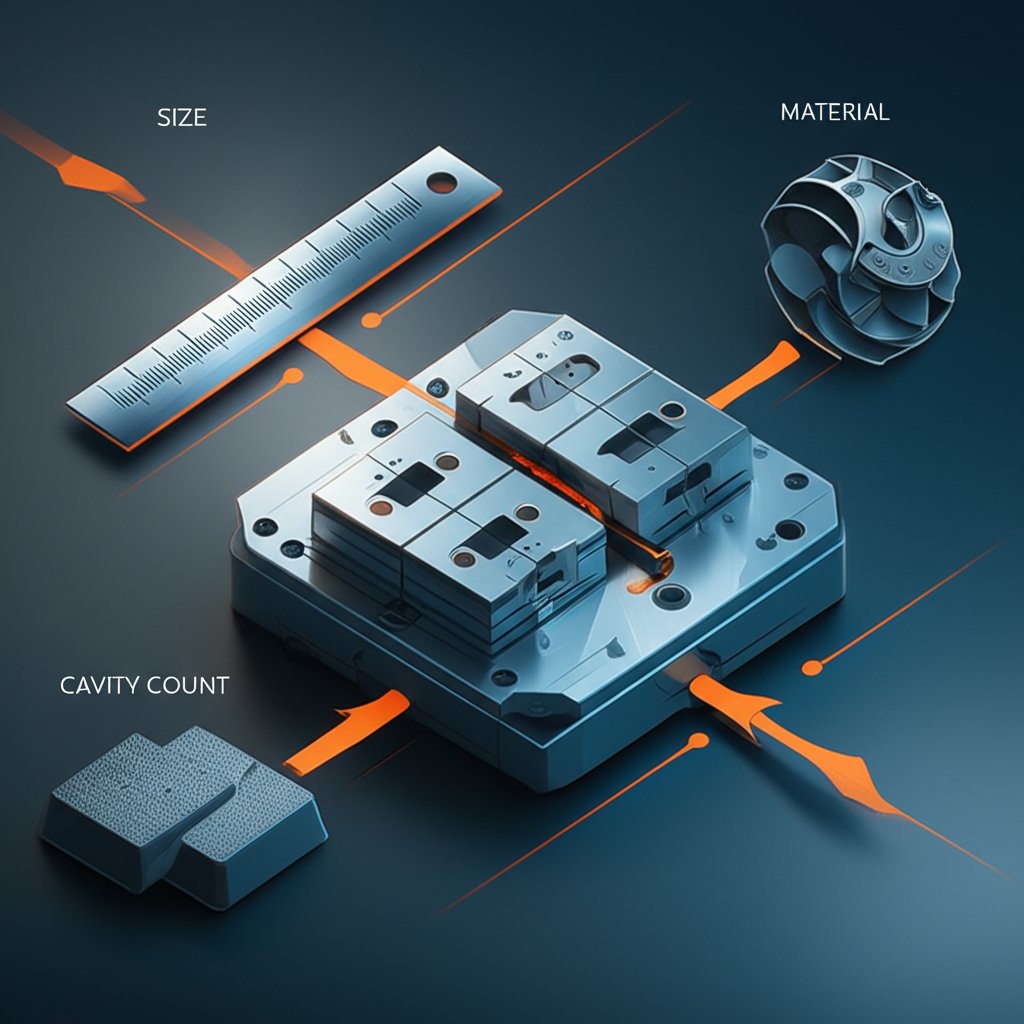
Құрал-жабдық шығындарының негізгі қозғалтқыштары келесі негізгі салаларға бөлінуі мүмкін:
- Бөлшектің өлшемі мен салмағы: Бұл ең түсінікті фактор. Үлкенірек және ауырырақ бөлшектер үлкенірек, массалырақ қалыптарды қажет етеді. Бұл қымбат құрал болатының көлемін арттырады және қалып жасау үшін, сондай-ақ құю процесі үшін үлкенірек, қуаттырақ машиналарды қажет етеді, бұл тікелей шығындарды көтереді.
- Бөлшек күрделілігі: Бөлшектің геометриялық күрделілігі шығындардың негізгі себебі болып табылады. Терең ойықтар, сүйір бұрыштар, ең аз конустылық бұрыштар және әсіресе сыртқа шығатын бөліктер сияқты элементтер престің қалыбының құрылымы мен жиналуына қосымша күрделілік әкеледі. Қалыптағы әрбір қозғалмалы бөлшек өңдеу уақытын, жинау еңбегін және техникалық қызмет көрсетуге деген қажеттілікті арттырады.
- Қалып материалы: Құю қалыптары әдетте балқытылған металдан пайда болатын жылулық шаршау мен эрозияға төзімді болу үшін H13 сияқты жоғары сортты құрал-жабдық болатынан жасалады. Болаттың нақты маркасы және қажет болатын беттік өңдеулері немесе қаптамалары құйылатын қорытпаның түріне (мысалы, алюминий немесе мырыш) және күтілетін өндірістік көлемге байланысты болады, бұл барлығы материалдың құнына әсер етеді.
- Қуыстар саны: Қалып бір циклда бір бөлшек шығаратындай жолмен жобалануы немесе бір мезгілде бірнеше бөлшектерді шығару үшін көп ойықты болуы мүмкін. Көп ойықты қалыптың алдын-ала шығыны төтенше жоғары, бірақ өндіріс тиімділігін едәуір арттырады және әр бөлшектің бағасын төмендетеді, сондықтан ол өте жоғары көлемдегі сериялар үшін идеалды.
- Допусстар мен бет бетінің өңделуі: Өте дәл өлшемдік допусстар немесе құю кезіндегі жоғары сапалы бет өңдеуін қажет ететін бөлшектерге дәлірек өңделген және полирленген қалып қажет. Бұл дәлдік деңгейіне күрделі өңдеу әдістері мен білікті еңбек қажет, бұл құрал-жабдық шығынына қосымша қосылады.
Құю құрылғысының құнын қалай есептеуге болады
Құю құрылғысының жалпы құнын есептеу екі негізгі компоненттен тұрады: бір реттік құрал-жабдық шығыны мен әр бөлшекке шаққандағы тұрақты шығын. Өндірушіден алынатын толық смета осы элементтерді жеке-жеке көрсетеді. Онлайн есептеу құралдары шамалы баға беруі мүмкін, бірақ нақты бюджет жасау үшін толық дизайн негізінде ресми смета қажет.
Талдау негізінде Neway Precision форманың өзі бірнеше бөліктерден тұрады: жобалау ақысы, құрал болаты үшін шикізат құны, өңдеу мен жасау құны (CNC-пен өңдеу мен жылулық өңдеу сияқты), сонымен қоса сынақ ақысы. Бөлшектің бағасы содан кейін металдық қорытпаның құнына, литейлік машинадағы цикл уақытына және кесу, механикалық өңдеу немесе бетінің өңделуі сияқты қосымша операцияларға негізделіп есептеледі.
Жобаңызға дәл және сенімді баға алу үшін мына негізгі қадамдарды орындаңыз:
- Егжей-тегжейлі 3D CAD Файлын Дайындаңыз: Бұл — ең маңызды құжат. Сіздің 3D модельдеуіңіз финалданған болуы керек және сіз өндіруге дайындалып отырған бөлшектің нақты геометриясын көрсетуі керек.
- Материал Қорытпасын Көрсетіңіз: Қажетті қорытпаны анық көрсетіңіз (мысалы, A380 алюминий, Zamak 3 цинк). Материалдың таңдауы бөлшек бағасына да, құрал-жабдық талаптарына да тікелей әсер етеді.
- Өндірістік Көлемді Анықтаңыз: Бөлшектің жылдық пайдалану бағасын (ЕАU) немесе барлық жұмыс істеу мерзіміне арналған көлемді көрсетіңіз. Бұл өндірушіге ең тиімді қалыптау стратегиясын (мысалы, бір камералы немесе көп камералы) анықтауға көмектеседі.
- Жабдықтау және дәлдік талаптарын көрсетіңіз: Порошоктық бояу немесе анодтау сияқты қажетті өлшемдерді, дәлдікті және бетінің жабдықталуын немесе соңғы өңдеу сатыларын нақтылаңыз.
- Ресми баға сұрауын жіберіңіз: Толық техникалық пакетіңізді бірнеше білікті құйма өндірушілерге жіберіп, құнының егжей-тегжейлі бөлінуін алыңыз.
Қалыптау құнының салыстыруы: Құю мен басқа процестер
Дұрыс өндірістік процесті таңдау қалыптау құнын, бөлшек бойынша бағаны және өндіріс көлемін теңестіруге негізделеді. Құю жоғары көлемде өте тиімді болуымен танымал, бірақ бастапқы қалып құнының жоғары болуы оны прототиптеу немесе шағын сериялар үшін тиімсіз етеді. Оның басқа жиі қолданылатын металл өңдеу процестерімен салыстырмалы айырмашылығын түсіну — тиімді шешім қабылдау кілті болып табылады.
CNC механикалық өңдеу нақты құрал-жабдық шығынын қамтымайды, бірақ көлемге қарамастан бөлшектің бағасы әлі де жоғары және салыстырмалы түрде тұрақты болып қала береді, осылайша ол прототиптер мен аз мөлшердегі өндіріске идеалды келеді. Екінші жағынан, құмды құюдың құрал-жабдық шығыны төмен, бірақ ол матрицалық құюға қарағанда бөлшек бірлігіне шаққандағы бағасы жоғары және бетінің өңделуі қаттылау болатын бөлшектерді шығарады. Өндіріс сарапшыларының айтуынша Batesville Products , негізгі мәселе - матрицалық құю құрал-жабдығына жұмсалатын жоғары бастапқы инвестицияны әрбір шығарылған бөлшек бойынша үнемдеумен қамтамасыз ететін шығындарды қайтару нүктесін табу.
Әрбір үдерістің құрал-жабдық шығындары мен ең жақсы қолданылуына жалпы салыстыру мынадай:
| Процесс | Қалыпты құрал-жабдық шығыны | Өндіріс көлемі үшін ең жақсы | Бөлшек құны (масштабта) |
|---|---|---|---|
| Штамповке под давлением | $60,000 - $500,000+ | Жоғары (10,000+ дана) | Өте төмен |
| Тұрақты қалыпта құю арқылы | $10,000 - $90,000 | Орташа (1,000 - 20,000 дана) | Төмен |
| Құмды құю | $6 000 - $20 000 | Төмен (1 - 5 000 бірлік) | Орташа |
| CNC Машиналық өңдеу | $0 | Өте төмен (1 - 100+ бірлік) | Жогары |
Жиі қойылатын сұрақтар
1. Құмды құю үшін қалыптың құны қанша?
Құмға құю үшін қажетті қалып, жиі оны «үлгі» деп атайды, ол дайы құюдағыдай қымбат болмайды. Құрылымының күрделілігіне және өлшеміне байланысты құны жалпы алғанда $6 000 мен $20 000 аралығында болады. Бұл төменгі бастапқы шығындар прототиптер мен шағын сериялы өндіріс үшін құмға құю әдісін тиімді нұсқаға айналдырады.
2. Неліктен дайы құю қымбат?
Дайы құюдың қымбат болуы негізінен қалыптарға байланысты. Осы қалыптар он мыңдаған өндірістік циклдардан өту үшін өте жоғары температура мен қысымға шыдайтын, сапалы қатайтылған құрал-жабдық болаттан жасалуы керек. Дәлме-дәл механикалық өңдеуден өткізу, қыздыру және осы тұрақты қалыптарды жинау күрделі де қымбат шаруа, бұл іске үлкен бастапқы инвестиция қажет етеді.
3. CNC-ге қарағанда шаблондық құю арзан ба?
Бұл толығымен өндіріс көлеміне байланысты. Жалғыз прототип немесе өте аз детальдар партиясы үшін CNC өңдеу құрал-жабдықтарға инвестицияны талап етпейтіндіктен, анағұрлым арзан болып табылады. Дегенмен, өндіріс көлемі мыңдаған деңгейге жеткенде, матрицалық құю әлдеқайда тиімді болады. Бастапқы жоғары құрал-жабдық құны көптеген бөлшектерге бөлінеді, нәтижесінде бір бөлшекке шаққандағы құны CNC өңдеудің тұрақты және жоғары бір өнімге шаққандағы құнынан анағұрлым төмен болады.