 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

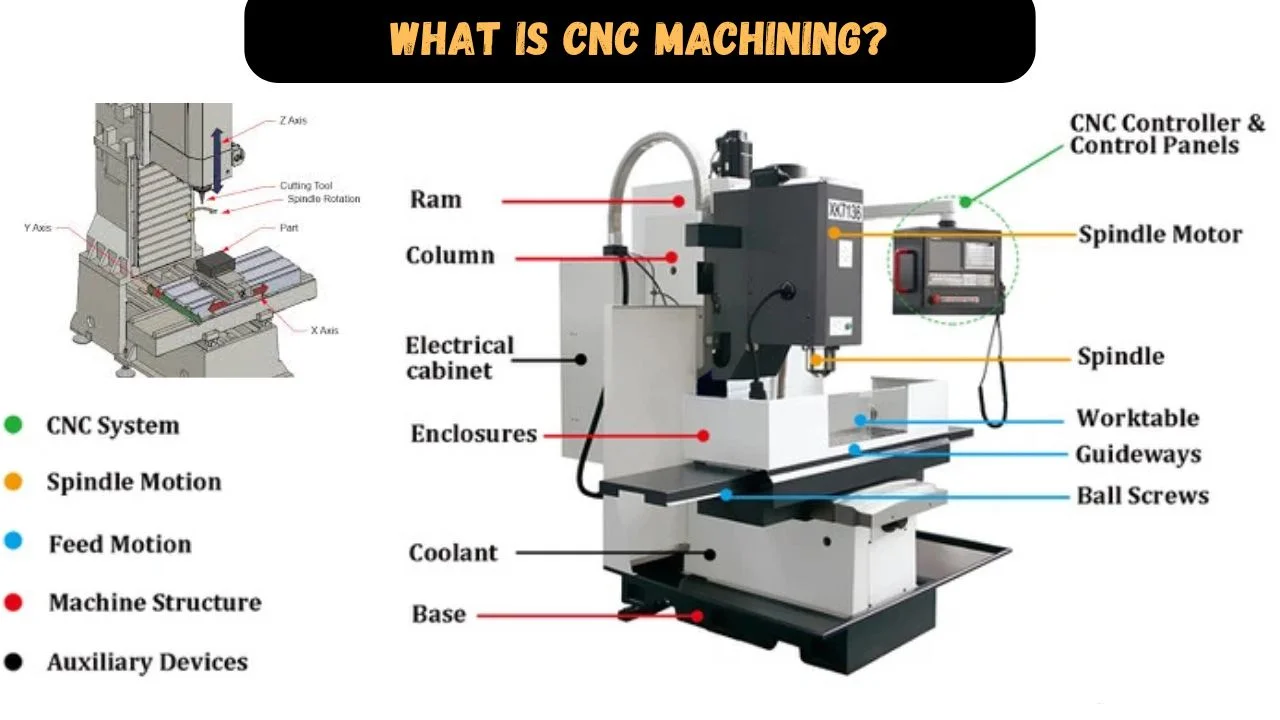
CNC өңдеу дегеніміз не? Қалайша шикізаттан дәлдік бөлшектер алынады?
Қарапайым ағылшын тілінде CNC өңдеу дегеніміз не
Қарапайым ағылшын тілінде CNC дегеніміз не
CNC — бұл Компьютерлік сандық басқару. Қарапайым түрде айтқанда, бұл компьютердің станоктың қозғалысы мен жұмысын қалай басқаратынын білдіреді. Егер сіз ізденген болсаңыз cnc машинасы дегеніміз не немесе тіпті терген болсаңыз cnc машинасы дегеніміз не , қысқаша жауап мынадай: бұл тек қолмен басқаруға емес, бағдарламаланған нұсқауларға сүйенетін машина.
CNC өңдеу — бұл компьютермен басқарылатын станоктардың шикізат (мысалы, металл немесе пластик) бойынша материалды алып тастап, дайын бөлшектерді жасайтын кемітетін өндіріс процесі.
CNC өңдеу шынымен не істейді
Бұл айырым маңызды. CNC — бұл басқару әдісі. CNC өңдеу — бұл өзінде кесу процесі. . Бағдарламалық нұсқаулар фрезерлеу станоктарын, токарь станоктарын, фрезерлеу қондырғыларын және басқа да станоктарды қатты блоктан, пластиналардан немесе стерженьдерден материалды алып тастауға бағыттайды. Бөлшекті материал қосу арқылы жасау орнына, станок қажетсіз бөліктерді кесіп тастайды. Осылайша цехтар кронштейндер, корпуслар және валдар сияқты кеңінен қолданылатын компоненттерді дайындайды.
Адамдар сұрайды cNC өңдеу дегеніміз не , олар әдетте осы практикалық көріністі күтеді: цифрлық нұсқаулар арқылы шикі металл немесе пластиктен дәл бөлшек алу. Ал сұрақ cNC өңдеу дегеніміз не , ең анық жауап — бақыланатын материалды алып тастау.
Жарнамалық терминдерсіз: CNC және CNC өңдеу
Адамдар сұрайды cNC станогы дегеніміз не немесе cNC станогы дегеніміз не дегенді білдіреді бұл негізгі терминдер тақырыпты түсіндіруді әлдеқайда оңайлатады:
- CAD: Бөлшектің сызбасын немесе 3D-моделін жасау үшін қолданылатын компьютерлік көмекші дизайн бағдарламасы.
- CAM: Дизайнды өңдеу нұсқауларына айналдыратын компьютерлік көмекші өндіріс бағдарламасы.
- G-код: Жабдықтың қалай қозғалуын және қалай жұмыс істеуін көрсететін машиналық тіл.
- Сыртқы траекториялар: Кесу құралының материал бойымен өтетін жолдары.
- Толеранс: Мақсатты өлшемнен рұқсат етілген ауытқу шамасы.
- Жұмысты ұстау: Бөлшекті кесу кезінде оны қатты ұстап тұратын айналдырғыш, патрон, қысқыш немесе қондырғы.
Осы терминдер әрбір дайын бөлшектің негізін құрайды. Алайда, ең қызығы — олардың цифрлық файлдан бастап соңғы өңделген бөлшекке дейін қалай байланысатынын көру.
CNC өңдеу процесі қадамдап қалай жүзеге асады
Осы негізгі терминдер бірінен кейін бірі қолданылған кезде түсінікті бола бастайды. Егер сіз « cNC станогы дегеніміз не және ол қалай жұмыс істейді?» деп сұраған болсаңыз, ең анық жауап — бір бөлшекті цифрлық файлдан дайын бөлшекке дейін бақылау.
CAD моделінен CAM құрал жолдарына дейін
- Бөлшекті CAD-та анықтаңыз. Бұл процесс 2D сызба немесе 3D модельден басталады. Бұл дизайн геометрияны, негізгі сипаттамаларды, материалдың таңдалуын және дәлдік талаптарын қамтиды.
- CAM-да құрал жолдарын жасаңыз. CAM бағдарламалық жасақтамасы машина бөлшегін қалай жасайтынын жоспарлайды. Ол операцияларды, құралдарды және кесу ретін таңдайды, содан кейін қиғыштың қозғалатын траекториясын – яғни қиғыштың ұстанатын бағыттарын – құрады. Бұл жерде сонымен қатар берілу жылдамдығы мен айналу жылдамдығы таңдалады. Берілу – бұл құралдың материал ішінде қандай жылдамдықпен алға жылжуы. Айналу жылдамдығы әдетте шпиндельдің айналу жылдамдығын білдіреді, яғни шпиндель қандай жылдамдықпен айналады.
- Машина оқи алатын кодқа постпроцессорлау. Бұл жерде CNC машинасын бағдарламалау тәжірибеде қолданысқа ие болады. CAM шығысы басқару жүйесі оқи алатын кодқа түрлендіріледі. Егер сіз CNC машинасында G-код деген не екенін іздеген болсаңыз, G-код – бұл машинаға қайда және қалай қозғалу керектігін көрсететін нұсқау тілі. Кейде адамдар CNC машинасында G-код пен M-код деген не екенін сұрайды. Қарапайым түрде айтқанда, G-кодтар қозғалысты басқарады, ал M-кодтар шпиндельді іске қосу, суыту сұйығын қосу, тоқтату және құралды ауыстыру сияқты машина функцияларын басқарады. Егер сұрақ CNC машинасында M-код деген не екені болса, оны кесу траекториясын емес, машина функциясын басқаратын команда ретінде қабылдаңыз.
G-код машинаға қалай бағыт береді
- Машинаға орнату және дайындықты бекіту. Оператор құралдарды жүктееді, қалдық материалды қысқышқа, патронға немесе қондырғыға орнатады және өңдеу кезіндегі бекітуге арналған құрылғыларды орнатады. Содан кейін орын ауысу мәндері енгізіледі. Орын ауысу — бұл басқару жүйесіне деталь нөлдік нүктесі қайда орналасқанын және әрбір құралдың ұшы нақты қайда орналасқанын көрсететін сақталған мән.
- Құрғақ іске қосу және тексеру. Нағыз кесу әрекетінен бұрын бағдарлама жиі бөлшек үстінде сынақтан өткізіледі. Егер сіз CNC өңдеудегі құрғақ іске қосу дегеніміз не екенін сұрасаңыз, бұл — жаман қозғалыстарды, нашар аралықтарды немесе орнату қателерін қауіпсіз табу үшін қолданылатын кесусіз тексеру өтісі.
Орнату, кесу, бақылау және аяқтау
- Материалды кесу. Машина бағдарламаның нұсқауы бойынша қалдық материалды фрезерлеу, тесу, иілу немесе іштей кесу арқылы мақсатты пішінге келтіреді.
- Өңдеу кезінде сипаттамаларды тексеру. Операторлар өңдеу процесінде маңызды өлшемдерді өлшейді және қажет болса, құралдың тозуын немесе орын ауысу мәндерін реттейді. Бұл белгіленген дәлдікті сақтауға көмектеседі.
- Дайын бөлшекті тексеріңіз. Соңғы тексерулерде калipers, микрометрлер, биіктік сызғыштары немесе координаталық өлшеу машинасы (CMM) қолданылуы мүмкін. Бұл міндетті емес қосымша емес. Бұл өндіріс жұмыс процесінің бір бөлігі.
- Кесіктерді алып тастау, тазарту және жабдықтау. Сүйір қырлар алынып тасталады, стружкалар мен салқындатқыш тазартылады, сонымен қатар бөлшек қауіпсіз және пайдалануға жарамды болу үшін қажетті барлық жабдықтау операциялары орындалады.
- G-код: Құралдың қозғалысы үшін командалар, мысалы, тез қозғалыстар, түзу кесулер және доғалар.
- M-код: Станоктың функциялары үшін командалар, мысалы, шпиндельді іске қосу, салқындатқышты іске қосу немесе бағдарламаны тоқтату.
- Оффсеттер: Құралдың ұзындығы мен жұмыс орны үшін сақталған орын мәндері.
- Беру: Кесу кезіндегі құралдың бағдарланған ілгерілеу жылдамдығы.
- Тезілік: Операция үшін қолданылатын шпиндельдің айналу жылдамдығы.
- Құрғақ сынақ: Детальды кеспейтін тексеру жүргізу.
Бұл — практикада CNC өңдеу процесінің мәні. Тізбектің реті цехтар бойынша тұрақты қалады, бірақ жұмыс істейтін станок әртүрлі болуы мүмкін, сонымен қатар осьтер саны құралдың нақты қандай аймаққа жететінін анықтайды.
CNC фрезерлеу станогы, токарь станогы және өңдеу орталығы дегеніміз не?
Осьтер саны қандай станоктың шынымен жұмыс істейтінін білгеннен кейін ғана мағынаға ие болады. Осы жерде көптеген бастаушылар қателеседі. Фрезерлеу станогы, токарь станогы, фрезерлеу маршрутизаторы және өңдеу орталығы — барлығы CNC жабдықтары , бірақ олар бір-бірімен ауыстырылмайды және әрқайсысы әртүрлі детальдарға арналған.
Сіз еститін негізгі CNC станок түрлері
Егер сіздің сұрағыңыз cNC фрезерлеу станогы дегеніміз не , айналып тұрған фрезаның қозғалмайтын детальды өңдейтінін елестетіңіз. Фрезерлеу станоктары жиі жазық беттері, қуыстары, ойықтары және тесілген элементтері бар детальдарды өңдеу үшін қолданылады. Токарь станогы осы қатынасты керісінше өзгертеді. Осында cNC токарь станогы дегеніміз не шарттарға сәйкес, өңделетін бұйым айналады, ал кесу құралы материалды алып тастайды, сондықтан токарь станоктары валдар, втулкалар, қосылу элементтері және басқа да дөңгелек бөлшектерді өңдеуге табиғи түрде сәйкес келеді.
Егер сіз іздеген болсаңыз cNC фрезерлеу станогы дегеніміз не фрезерлеу станогына ұқсас, бірақ негізінен жазық парақты материалдар мен ағаш, пластик және кейбір алюминий сияқты жұмсақ материалдарда қолданылатын станокты елестетіңіз — бұл айырманы Rex Plastics түсіндіреді. CNC өңдеу орталығы әдетте бірнеше операцияны өте дәл қайталауға қабілетті фрезерлеуге бағытталған станок болып табылады, сондықтан көп қырлы призматикалық бөлшектерді өңдеуге кеңінен қолданылады.
| Машина түрі | Типтік бөлшек пішіні | Қозғалыс стилі | Қашан қолданылады |
|---|---|---|---|
| CNC қорылығышы | Блоктар, кронштейндер, корпустар | Айналатын фреза сызықты осьтер бойымен қозғалады | Жазық беттер, тереңдетілген аймақтар, контурлар, тесіктер |
| Cnc токарлық станок | Осьтер, втулкалар, дөңгелек қоспалар | Деталь айналады, ал құрал кеседі | Цилиндрлі немесе айналу симметриялы бөлшектер |
| CNC ӨҢДЕУ ОРТАЛЫҒЫ | Көпфункциялы үшбұрышты бөлшектер | Фрезерлеуге негізделген кесу, жиі аз сандағы орнатулар үшін орналастырылады | Қайталанушылығы қажет болатын бірнеше фрезерленген элементтері бар бөлшектер |
| CNC фрезерлегіш | Панельдер, корпустар, парақ тәрізді пішіндер | Жазық материал бойынша жоғары жылдамдықта кесу | жұмсақ материалдарда 2D және 2,5D жұмыстар |
3 осьті, 4 осьті және 5 осьті деген не
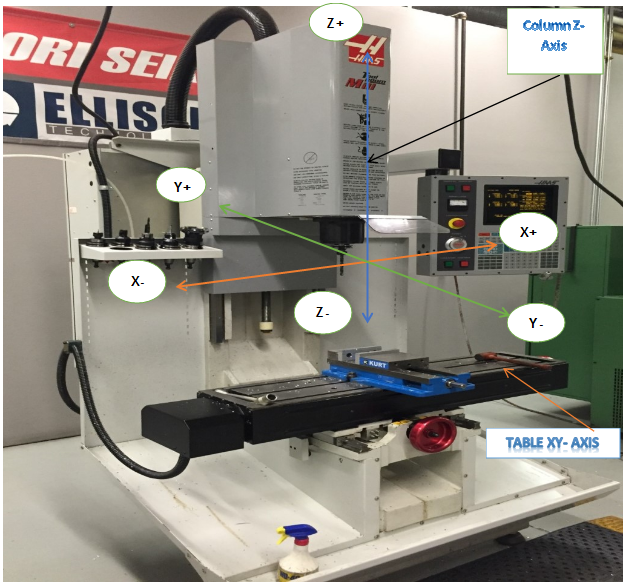
Негізгі координаталық жүйе X, Y және Z осьтерінен тұрады. A&M EDM компаниясының сипаттамасынша, X және Y осьтері горизонталь қозғалыс, ал Z осі вертикаль қозғалыс болып табылады. Сондықтан, егер сіз ойланған болсаңызз cNC машинасында Z осі қандай бағытта орналасқан? қарапайым жауап: типтік тік фрезерлеу станогында — жоғары және төмен.
3 осьті станок осы үш сызықты бағытта қозғалады. 4 осьті станок айналмалы қозғалыс қосады. Көбінесе фрезерлеу бойынша талқылауларда cNC машинасындағы 4-ші ось дегеніміз не? бұл А-осі деп аталады, яғни X осінің айналасында айналады, оның түсіндірмесін CNC пісірме кітабы береді. Бұл қосымша көлем бөлшекті бірнеше рет алып тастап, қайтадан орналастырудың қажетін азайтады. Егер сіз 5 осьті CNC машинасы дегеніміз не? деп сұрасаңыз, онда екінші айналмалы ось қосылады, бұл кескішке немесе өңделетін бөлшекке күрделі беттер мен көпжақты сипаттамалар үшін көбірек жақындау бұрыштарын береді.
Спиндель, подача және Z осі сияқты негізгі қозғалыс терминдері
- Мандар: Фрезерлеу немесе фрезерлеу станогында кесу құралын іске қосатын айналмалы құрылғы.
- Беру: Құралдың материал арқылы қозғалу жылдамдығы.
- Z-осі: Типтік тік фрезерлеу орнатуындағы тік кесу бағыты.
- Айналмалы ось: Бөлшекті немесе құралды бұру үшін қосымша орнатылған ось, бұл қатысуға ыңғайлылықты жақсартады.
Осы машина санаттары мүмкін болатын қозғалысты түсіндіреді. Келесі практикалық сұрақ басқаша: сіздің алдыңызда дұрыс машина болса да, дүкен өзі үшін қандай кесу процесін таңдауы керек?

Негізгі CNC операцияларының анық салыстырмалы кестесі
Машина типі қозғалыс қалай жүзеге асатынын көрсетеді. Операцияны таңдау бөлшек қалай шығарылатынын көрсетеді. Көптеген дүкендерде процесті таңдаудың ең жылдам әдісі — біріншіден бөлшектің пішініне қарау, содан кейін материалға, жабдықтау қажеттіліктеріне және сипаттамалардың күрделілігіне назар аудару. Сондықтан бір компонент фрезерленеді, екіншісі иіледі, ал үшіншісі шлифтау немесе ЭҚК (электр-қоздыру кесуі) арқылы жабдықталады.
Фрезерлеу ең тиімді таңдау болған кезде
Егер сіз сұрасаңыз cNC фрезерлеу станогы деген не мысалы, призматикалық бөлшектер үшін жалпы мақсаттағы опцияны қарастырыңыз. Фрезерлеу — бұл айналмалы фрезамен қозғалмайтын дайындаманы өңдеу арқылы жазық беттерді, тереңдетілген орындарды, ойықтарды, контурларды және көпжақты сипаттамаларды жасау әдісі. Бұл әдіс көбінесе кронштейндерге, корпусқа, пластиналарға және әртүрлі геометриялық пішіндері бар бөлшектерге ең қолайлы болып табылады. RapidDirect сонымен қатар фрезерлеудің күрделі 3D пішіндерді өңдеуге де жарамды екендігін атап өтеді, бірақ шынымен дөңгелек бөлшектерді өңдеу үшін ол ең тиімді таңдау емес.
Токарьлау мен бұрғылау қайда ең жақсы қолданылады
Ішінде cNC айналу машинасы қандай? тұрғысынан айтқанда, дайындама айналады да, құрал кеседі. Сондықтан токарьлау ось бойынша салынған біліктерге, шыбықтарға, втулкаларға, резьбаларға, ойықтарға және басқа да орталық сызыққа негізделген сипаттамаларға табиғи сәйкестік болып табылады. Цилиндрлік бөлшектерді әр жағынан фрезерлеуге тырысуға қарағанда, оларды токарьлау әдетте тезірек және экономиялығырақ болады.
Тесік жасау үшін cNC бұрғылау станогы деген не қарапайым жауап береді: ол тесіктерді тез жасайды. Бұрғылау көбінесе бастапқы кезең болып табылады, соңғы сөз емес. Егер тесіктің өлшемі, орналасуы немесе бетінің сапасы маңызды болса, цехтар RapidDirect түсіндіргендей, одан кейін кеңейту (борлау) немесе тегістеу (реймдеу) операцияларын жүргізуі мүмкін.
Неге маршрутизация, ЭҚӨ және тегіс өңдеу маңызды
Маршрутизация фрезерлеуге ұқсас, бірақ ол негізінен жұмсақ материалдар мен жазық парақ тәрізді бұйымдар үшін таңдалады. ЭҚӨ басқаша. Егер сіз іздеген болсаңыз cNC ЭҚӨ станогы дегеніміз не немесе cNC сымдық кесу станогы дегеніміз не , бұл әдетте электр разрядтары арқылы өткізгіш материалды кесуге арналған сымдық ЭҚӨ-ны көрсетеді. RivCut өте қатты материалдар, сүйір ішкі бұрыштар және айналмалы құралдардың жетуі қиын болатын кішкентай немесе терең элементтер үшін ЭҚӨ-ны ерекшелейді.
CNC тегіс өңдеу станогы дегеніміз не бұл негізінен аяқтау процесі ретінде түсіндіріледі. Тегіс өңдеу — критикалық элементтердің өлшемдерін дәлірек бақылау мен беттің сапасын жақсарту үшін абразивті дискпен өте аз мөлшерде материалды алып тастау процесі.
Мысалы, cNC кесу станогы дегеніміз не деген іздеу осы айырмашылықтарды шатастыруы мүмкін. Бұл маршрутизация немесе профильді кесу жабдығын, соның ішінде cNC плазмалық кесу машинасы дегеніміз не сұрақтар, мәселесінде осы процестер тереңдетілген орындарды, дәл тесіктерді немесе айналдырылатын валдарды жасауға қарағанда басқа жұмыстарды шешеді.
| Операция | Материал қалай алынып тасталады | Ең жақсы сәйкес геометрия | Типтік нәтижелер | Негізгі компромисстар |
|---|---|---|---|---|
| Шлифовка | Айналып тұрған кескіш қозғалмайтын бөліктен стружкаларды алады | Жазық беттер, тереңдетілген орындар, ойыстар, контурлар, көпжақты бөліктер | Иілгіш пішіндеу: қолдағыштар, корпусы, күрделі 3D пішіндер үшін | Қарапайым дөңгелек бөліктер үшін азырақ тиімді |
| Айналдыру | Айналып тұрған бөлік тығыз немесе берілетін құралмен кесіледі | Валдар, сақиналар, втулкалар, резьбалар, ойыстар | Жылдам, қайталанатын цилиндрлік сипаттамалар | Жазық немесе өте күрделі геометриялық пішіндерде шектеулі |
| Жинау | Айналып тұратын бұрғы тесіктерді жасайды немесе олардың жасалуын бастайды | Көптеген бөлшек түрлерінде түзу тесіктер | Тез тесік жасау | Дәлдікті және беттің сапасын жақсарту үшін кейде іштей тегістеу немесе тесікке тегістеу қажет болады |
| Маршрутизация | Жоғары жылдамдықта айналып тұратын кескіш қатты емес материалдарды кеседі немесе кесіп тастайды | Жазық профильдер, панельдер, парақ тәрізді бөлшектер | Қатты емес материалдарда тез кесу | Әдетте қатты металлдармен дәл жұмыс істеуге арналған қаттылығы төмен және сәйкесінше аз жарамды |
| ЭДМ | Электр разрядтары өткізгіш материалды тозады | Сүйір ішкі бұрыштар, кішкентай ойықтар, қол жетпейтін ішкі элементтер | Қатты материалдар мен күрделі детальдар үшін өте жақсы | Дәстүрлі кесумен салыстырғанда баяу және арнайылау |
| Жиып алу | Аbrasivті диск өте аз мөлшерде материал кеседі | Тиімді жазық немесе дөңгелек беттер | Дәлірек өлшемдік бақылау және тегісірек жабыны | Әдетте негізгі пішіндеу процесі емес, соңғы өңдеу қадамы |
Дұрыс операцияны таңдау геометрияны қажетті шектерге келтіреді. Бөлшек шынымен пайдалануға жарамды болатыны — одан да практикалық нәрселерге байланысты: материал қалай ұстағаны, дәлдік шегі қаншалықты қатаң болуы керек және бөлшек кесілгеннен кейін қалай тексеріліп және өңделетіні.
Дәлдік CNC өңдеуіндегі материалдар мен сапа
Фрезерлеу, токарьлау немесе электрлік разрядты өңдеу (EDM) әдістерін таңдау геометрияның басталуын қамтамасыз етеді, бірақ пайдалануға жарамды бөлшек тек қиып алу әдісіне ғана емес, сонымен қатар материалдың қасиеттеріне, дәлдік талаптарына, бақылау рәсіміне және кейінгі өңдеуге де байланысты. дәлдікпен орындалатын CNC өңдеу дегеніміз не түсіну оңай болады. Бұл тек дәл қию емес. Бұл дәл қию, сондай-ақ қолданылатын материалдың, сенімді өлшеулердің және қажетті жабынның дұрыс таңдалуын қамтиды.
CNC өңдеуде жиі қолданылатын материалдар
Материалдың таңдалуы беріктікке, салмаққа, коррозияға төзімділікке, өткізгіштікке, өңделуге қолайлылыққа, беттің жағдайына және құнына әсер етеді. Lindel компаниясының нұсқаулығында алюминийдің жеңіл салмағы мен жоғары өңделуге қолайлылығы оның кеңінен қолданылуын түсіндіреді, ал коррозияға төзімділік пен тұрақтылық маңызды болған жағдайда негізінен шойын және титан қолданылады. Қалайы-мыс қоспасы (латунь) таза өңделеді және жақсы жылу мен электр өткізгіштігін қамтамасыз етеді. PEEK, Delrin және UHMW сияқты инженерлік пластмассалар салмақты азайтуға және химиялық немесе ылғалға төзімділікті арттыруға мүмкіндік береді. Болат пен құралдық болаттар қаттылық пен беріктік қасиеттерімен ерекшеленеді, бірақ олар алюминийге немесе қалайы-мыс қоспасына қарағанда өңдеуге қиын.
Егер сіз қашанда болмасын ойланған болсаңыз cNC өңделген деген не , практикалық жауап — бұл шикізаттан кесілген және пайдалануға дайын күйге келтірілген бөлшек. Бұрыштық кронштейн, корпус немесе валдың құрал кесуді тоқтатқаннан кейін ғана аяқталғанын айтуға болмайды.
Допустимдіктерді бақылау, бақылау және статистикалық процесті бақылау (SPC) сапаға қалай әсер етеді
Егер сіз анықтауға тырыссаңыз cNC өңдеу мен өндіріс деген не бұл — кеңірек көрініс. Дәлдік шектері қолданысқа байланысты, сондықтан маңызды сұрақ — олар қаншалықты тар болуы мүмкін емес, ал қаншалықты тар болуы қажет. PTSMAKE қиын қолданыстардағы тар дәлдікпен жұмыс істеу шамамен ±0,0001 дюймнен ±0,005 дюймге дейінгі аралықта жүруі мүмкін деп белгілейді, бірақ бұл аралық әрбір сипаттама үшін әдеттегі ереже емес.
Сапа бақылауы бірінші үлгіні тексеруден басталады, одан кейін микрометрлер, координаталық өлшеу машиналары (КӨМ) және оптикалық жүйелер сияқты құралдарды пайдаланып, процеске аралық өлшеу мен соңғы метрология арқылы жалғасады. Статистикалық процесстерді бақылау (СПБ) бүкіл партияның салыстырмалы шектерден шығып кетуіне дейінгі ауытқуларды бақылауға көмектеседі. Машина күйі де маңызды. Бастаушы қатысушы cNC машинасындағы люфт деген не? осьтің жетек жүйесіндегі жоғалған қозғалыс туралы сұрайды, бұл қайталанымдылыққа зиян келтіруі мүмкін. Сол сияқты, cNC машинасындағы шарлық винт деген не? осьті дәл және тұрақты қозғалысқа ие етуге көмектесетін дәлдік жетегі компонентіне қатысты сұрақ.
Технологиялық өңдеу сапасына тек кесу уақыты ғана емес, сонымен қатар өлшеу, жиектің күйі және жабдықтау да кіреді.
Кесуден кейін жасалатын аяқтау қадамдары
Соңғы өңдеу жұмыстары бөлшектің қолдануға қауіпсіз болуын, дұрыс отыруын және пайдалану кезінде төзімділігін анықтайды. « CNC пісірме кітабы » басылымындағы практикалық аяқтау нұсқаулары осы қадамдардың қаншалықты кең таралғанын көрсетеді:
- Кенеттен кесу (Deburring): Қиықтарды алып тастайды және сүйір қырларды жуықтайды.
- Дәнекерлеу шашырату: Бетті тазартады және біркелкірек пішін береді.
- Анодтау: Алюминий үшін жиі қолданылады — қосымша беттік қорғаныс немесе түс қажет болған кезде.
- Қорықтыру: Қорғаныс немесе функционалдық қасиеттерді жақсарту үшін металл қабатын қолданады.
- Тілеу: Бояу немесе порошкті бояу сияқты опцияларды қамтиды.
- Ыстырма әдістері: Негізінен болаттарда қаттылықты өзгертеді, бірақ деформация болса, одан кейін қосымша өңдеу қажет болуы мүмкін.
- Тегістеу немесе полировка: Қосымша өлшемдік бақылау немесе беттің жақсартылуы қажет болған кезде қолданылады.
Тәжірибелік деңгейде, cNC өңдеу технологиясы дегеніміз не бұл толық жүйеге — кесуге, өлшеуге және жетілдіруге келеді. Дәл осы нақтылық, қайталанғыштық пен материалдың икемділігі CNC-тің нақты бөлшектер мен әртүрлі салаларда кеңінен қолданылуына себепші болады.

Нақты өндірісте CNC өңдеу қандай мақсатта қолданылады
Дәлме-дәл, жақсылап жетілдірілген бөлшек маңызды, өйткені оның атқаратын нақты жұмысы бар. Егер сіз cNC машинасы қандай мақсатта қолданылады немесе cNC өңдеу қандай мақсатта қолданылады , деп сұрасаңыз, жауап бір ғана цех немесе бір типті компонентке шектелмейді. CNC машиналары бөлшектің сенімді өлшемдерін, қайталанғыш нәтижелерін және металл немесе пластиктен таңдалған нақты материалды қажет еткен кезде ең тиімді болады.
Тәжірибеде CNC өңдеу қандай мақсатта қолданылады
Прототиптық жобалар механикалық өңдеудің прототип бөлшектер мен аз тиражды бөлшектерге қаншалықты жақсы сәйкес келетінін түсіндіреді: оған арнайы құрал-саймандар қажет емес, кең ауқымды материалдар мен жабын түрлерін қолдайды және бөлшек пен бөлшек арасындағы қайталанушылық деңгейі жоғары. Бұл оны мыналарға қолайлы етеді:
- Құрама, қызмет көрсету немесе жинау үшін сынақтан өткізілетін прототип бөлшектер
- Басқа өңдеу әдісі тиімді болғанша өндірістің алғашқы кезеңі мен аз көлемді шығарылымдарын қамтамасыз ету
- Ескі жабдықтарға немесе жөндеуге арналған ауыстырмалы бөлшектер
- Өндіріс ішінде қолданылатын құрылғылар, қондырғылар және сынақ құрылғылары
- Қайталанушы қолданысқа арналған бөлшектер, мысалы, кронштейндер, корпустар, коллекторлар, валдар және қосымша корпуслар
CNC бөлшектеріне сүйенетін салалар
Сіз теріп жатырсыз cNC өңдеу қай салада қолданылады іздеу жолағына енгізген кезде, жалғыз жауап жоқ. Жиналған мысалдар: Жоба MFG әдетте әуе-ғарыш, автокөлік, медициналық құрылғылар, электроника, роботтектесу және автоматтандыру, теңіз, қорғаныс, қайта қалпына келтірілетін энергия салаларын қамтиды. Күндік өндірісте бұл әдетте мынадай бөлшектерді білдіреді:
- Автокөлік корпуслары, тісті берілістер, валдар және прототиптік қозғалтқышқа қатысты бөлшектер
- Әуе-ғарыш және авиациялық кронштейндер, конструкциялық бөлшектер және қозғалтқышқа қатысты бөлшектер
- Медициналық құрылғылар бөлшектері — аспаптар, имплантаттар, протез бөлшектері және стоматологиялық бөлшектер
- Электроника корпуслары, жылу басқару бөлшектері және ішкі кіші элементтер
- Индустриялық жабдық бөлшектері — коллекторлар, кронштейндер, қысқыштар және машина бөлшектері
- Энергетикалық бөлшектер — турбинаға қатысты валдар, дөңгелек орталықтары, кронштейндер және корпуслар
Прототиптік, аз тиражды және сериялық өндіріс қолданыс жағдайлары
Егер сіз ойланып қалсаңыз cNC фрезерлеу станогы қандай мақсатта қолданылады , ойлаңыз: жазық беттер, тереңдетілген орындар, тесіктер және призматикалық бөлшектердегі қосымша қорғаныс элементтері. Дөңгелек бөлшектер үшін cNC токарь станогы қандай мақсатта қолданылады одан да тікелей: валдар, сақиналар, қашаулар, тісті беттер және басқа да айналдырылатын элементтер. Осы кең қолданылу аясы CNC-тің бірінші прототиптен қайталанатын соңғы өнімді шығаруға дейін пайдалы болуына себепші болады, әсіресе дәлдік, қайталанғыштық және материалдың икемділігі бір уақытта маңызды болған кезде. Осы күшті жақтар нағыз, бірақ универсал емес, сондықтан әрқашан процесті таңдауға теңдестірілген талдау қажет.
CNC станогы қандай мақсатта қолданылады және оның шектеулері
Адамдар жиі мынадай сөз тіркестерін іздейді: cNC станогы қандай мақсатта қолданылады немесе cNC станогы қандай мақсатта қолданылады олар шынымен практикалық сұраққа жауап беруге тырысады: бұл бөлшек үшін CNC – дұрыс процесс пе. Тіпті қиын іздеу сұрақтарында да cNC станогы не істейді әдетте бірдей мәселеге қатысты болады. CNC қуатты, бірақ ол әрбір геометрия, көлем немесе бюджет үшін автоматты түрде ең жақсы шешім емес.
Неге CNC өңдеу қолданылуы соншалықты кең таралған?
American Micro Industries және Protolabs компанияларының нұсқаулары CNC-ті прототиптер, аз көлемді өндіріс пен дәл бөлшектер үшін қолдануға дүкендердің сенімін негіздейді.
Жақсы жақтары
- Жоғары дәлдік пен нақтылық: CNC дизайнға өте жақын сәйкес келетін бөлшектерді өңдеуге қолайлы.
- Қайталануы мүмкін: Бір рет бағдарлама мен орнату басқарылғаннан кейін, бірдей бөлшек тұрақты түрде өндіріле алады.
- Материалдық гибділік: Ол тек бір материал тобына ғана емес, көптеген металдар мен пластиктерге қолданылады.
- Сандық жұмыс істеу құрылымы: CAD, CAM және сақталған бағдарламалар дизайнын сақтауға және қайталанатын тапсырыстарды қолдауға көмектеседі.
- Күрделі, бірақ қолжетімді сипаттамалар үшін қолайлы: Құралдар оларға қол жеткізе алатын болса, қалташалар, тесіктер, контурлар және көпжақты сипаттамалар өте жеңіл басқарылады.
- Тәжірибелік үлгілер мен шағын партиялар үшін берік: Ол арнайы формалы қалыптау құралдарын қолданбай-ақ бір бөлшек немесе шағын серия жасай алады.
Фрезерлеу әдісі аз қолданылатын жағдайлар
Шектеулер де соншалықты маңызды. Aeron құралға қол жеткізу, ішкі сүйір бұрыштар және үдерістің шығынды (субтрактивті) сипатымен байланысты жиі кездесетін шектеулерді атап өтеді.
Жағымсыз жақтары
- Өте көп көлемде өндіріс жасағанда құны жоғары: Үлкен өндіріс көлемі үшін инжекциялық қалыптау сияқты әдістер бірлік бойынша тиімдірек экономикалық көрсеткіштер береді.
- Құралға қол жеткізу шектеулері: Фреза физикалық түрде сипаттамаға жетуі керек, бұл кейбір ішкі геометрияны шектейді.
- Ішкі бұрыштар табиғи түрде сүйір емес: Дөңгелек кесу құралдары ішкі бұрыштарды радиусты қалдырады, егер қосымша өңдеу әдісі қолданылмаса.
- Материалдардың қалдықтары: Себебі материал шикізаттан кесіледі, сондықтан шығындар әдетте қосу әдістерімен салыстырғанда жоғары болады.
- Цикл уақыты қосылуы мүмкін: Көптеген операциялар, орнатулар және аяқтау қадамдары күрделі бөлшектерді өндіруді баяулатуы мүмкін.
- Әлі де орнату сапасына тәуелді: Бағдарламалау, бекіту құрылғылары, құралдың жағдайы және бақылау дисциплиналары әлі де маңызды.
Басқа өндіріс әдісі тиімдірек болған жағдайлар
Ең жақсы әдіс геометрияға, санына, материалға, дәлдікке және беттің сапасына негізделеді, ал модаға немесе шуға емес.
Сондықтан 3D-баспа күрделі пішіндер мен тез итерация үшін тартымды болуы мүмкін, ал инъекциялық формалау көлемі көтерілгенде және бір бөлшекке кететін шығын маңызды болғанда тартымды бола бастайды. Көптеген CNC-шектеулер машина деңгейінен басталмайды. Олар бөлшек дизайнында басталады — мұнда қабырға қалыңдығы, бұрыштардың радиусы, тесік тереңдігі және құралға қатынас құпиясын сақтай отырып, құны мен қаупін анықтайды.

CNC бөлшектерін өңдеуді жеңілдететін дизайн ережелері
Сол дизайнға тәуелділік сызбада өте жылдам көрінеді. Бір бөлшек толығымен өңделуге болатын болса да, оның элементтері құралдарға қарсы болса, ол қымбат, баяу немесе қауіпті болуы мүмкін. Makerstage-тың нұсқауларына сәйкес, геометриялық параметрлер CNC бөлшектерінің құнының шамамен 60%-80%-ын анықтайды, ал материалдың үлесі жиі 20%-40% құрайды. Практикада ең қиын элементтер қымбат тұрады, себебі олар іске асыруға мүмкіндік бермейді, бірақ кішірек құралдарды, төмендетілген берілісті, қосымша орнатуларды, цикл уақытын ұзартуды немесе қосымша бақылауды талап етеді.
Бөлшектерді өңдеуді жеңілдететін дизайн ережелері
- Дәлдік шектерін тек функционалдық қажеттіліктерге сай қолданыңыз. Қатаң шектер өңдеу уақытын және тексеру уақытын арттырады. PCBWay қатаң шектердің артық болуы жиі қиындықтарды тудырады: бұл баяу қиылу, дәлірек құрал жолдары және қосымша бақылау дегенді білдіреді. Дәлдікті тек отырғызу беттерінде, тығыздау беттерінде және орналасу элементтерінде сақтаңыз, әрбір бетте емес.
- Қабырға қалыңдығын қорғаңыз. Металлдар үшін Makerstage тәжірибелік ең аз мән ретінде шамамен 0,040 дюйм (1,016 мм), ал көптеген пластиктер үшін шамамен 0,060 дюйм (1,524 мм) ұсынады. Жеткілікті қолдауы жоқ қабырғаның биіктігі мен қалыңдығының қатынасы құйылған металдарда құйылған металлдарда дірілді және иілуін азайту үшін әдетте 4:1 немесе одан төмен болуы керек.
- Ішкі бұрыштарға кең ішкі радиустар қолданыңыз. Айналатын фреза идеалды сүйір ішкі бұрыш жасай алмайды. Ең аз ішкі радиус фреза радиусына тең. Makerstage таза кесілген беттер алу үшін кемінде фреза радиусының 130%-ын, ал паз тереңдігінің кемінде үштен бір бөлігін ішкі бұрыш радиусы ретінде қолдануды ұсынады.
- Паз бен тесік тереңдігін бақылаңыз. Стандартты паз тереңдігі әдетте тереңдік пен енінің қатынасы 3:1 болатындай етіп сақталады. Стандартты бұрғыланған тесіктердің ең тиімді диаметрі шамамен 4 есе көп, ал тереңірек тесіктердің жасалуы үшін қадамды бұрғылау, баяу циклдар немесе арнайы әдістер қажет болуы мүмкін.
- Тісті бекітпе дизайнын нақтылыққа сай құрыңыз. Минималды өндіріс-бағытталған тілік өлшемі әдетте #4-40 UNC немесе M3. Тіліктің қосылу ұзындығы дәстүрден гөрі материалға сәйкес болуы керек. Makerstage алюминий үшін номинал диаметрдің 1,5 еселігін, ал көптеген болат және шойын болаттар үшін шамамен 1,0 еселігін көрсетеді.
- Мәтінді және гравюраларды қарапайым етіңіз. Кішкентай, тығыз гравюралық детальдар жиі өте кішкентай құралдар мен баяу өтуді талап етеді. Ірі, анық белгілер әдетте декоративті жіңішке мәтінге қарағанда арзандау және сенімдірек болады.
- Шамферлер мен жиектердің қиылуын стандарттаңыз. Шамфер өлшемдерінің көп болуы құралдардың жиі ауысуын және орналастыру уақытын ұзартады. Сыртқы жиектердің қиылуы жиі 0,005–0,015 дюйм (шамамен 0,13–0,38 мм) аралығында көрсетіледі, бұл көптеген бөлшектерде қолдану қауіпсіздігі үшін жеткілікті.
- Құралға қатынас үшін жобалаңыз. Терең, тар ойықтар, ішкі қисықтар және жасырын беттер жиі ұзын құралдарды немесе арнайы фрезаларды қажет етеді. Егер құрал белгілі бір элементке таза жетіп алмаса, құны тез өседі.
- Ориентация туралы ерте ойланыңыз. Бірнеше жақта орналасқан сипаттамалар көп рет айналдыруды талап етуі мүмкін. Негізгі беттерді бір жақта немесе көршілес жақтарда топтау жиі қайта бекітуді азайтады және дәлме-дәл орналасуды жақсартады.
- Өңдеу құрылғысын құрметтеу керек. Сығыш, жұмсақ жақтар, патрон немесе құрылғы тұрақты тірекке ие болуы керек. Жұқа, биік немесе қолайсыз пішіндегі бөлшектерді кесу кезінде қаттылығын сақтау үшін арнайы қолдау қажет болуы мүмкін.
Жиі құны мен қаупін көтеретін сипаттамалар
- Өте жұқа қабырғалар мен биік, қолдаусыз ребрлер
- Стандартты құралдардың қол жетімділігінен тыс терең қуыстар
- Шынымен рельефті ойық, тістелу немесе электрлік разрядты өңдеу (EDM) қажет ететін сүйір ішкі бұрыштар
- Кішкентай тісті резьбалар және өте кішкентай тесілген тесіктер
- Стандартты емес ойық ендері мен қосымша тесік өлшемдері
- Көп сандағы фаска өлшемдері немесе декоративті жиек детальдары
- Артқы жағындағы көп рет орнату қажет ететін сипаттамалар
- Арнайы кескіштерді талап ететін ішкі ойықтар
Егер сіз қашанда болмасын ойланған болсаңыз cNC машинасындағы ось деген не? , бұл жерде осьтер санының практикалық маңызы пайда болады. Көбірек осьтер қол жеткізу мүмкіндігін жақсартуы мүмкін, бірақ жақсы бөлшек дизайнын әлі де ескеру қажет. Бұрандалы қабілеті бар болса да, қол жетпейтін сипаттамалар баяу өтулер мен қосымша тексерулерді талап етеді. Сол логика сіз cNC машинасындағы C осі деген не? деп сұрасаңыз да қолданылады. Токарьлық және фрезерлеу-токарьлық құрылғыларда C осі — бұл бөлшектің айналасындағы сипаттамаларды орналастыруға көмектесетін, бірақ геометриялық қателерді жоюға қабілетсіз, шпиндельдің осінің айналасындағы бақыланатын айналу.
Программалау орнатуы мен ығысуы өндірістік қасиетке қалай әсер етеді
Программалау ерекшеліктері маңызды, өйткені сызба машина қозғалысына айналады. Егер сіз cNC машинасындағы ығысу деген не? деп сұрасаңыз, ығысу — бұл басқару жүйесіне деталь нөлдік нүктесі қайда орналасқанын және құрал нақты қайда орналасқанын хабарлайтын сақталған мән. Жаман негіз таңдаулары немесе қолданысқа қиын құралдар осы ығысу мәндерін орнату мен тексеруді қиындатады. Егер сіз ізденген болсаңыз cNC машинасындағы шпиндель дегеніміз не , шпиндель — фрезерде құралды айналдыратын бұралатын бөлім. Ал cNC машинасындағы берілу жылдамдығы дегеніміз не , немесе қысқаша cNC машинасындағы берілу дегеніміз не , бұл құралдың материал ішінде қаншалықты тез жылжуын білдіреді. Кіші құралдар, ұзын шығыңқылықтар және әлсіз ұстау әдетте төмен берілу жылдамдығын және сақтықпен қолданылатын шпиндельді қажет етеді.
Басқаша айтқанда, өндірістік жарамдылық тек пішінге ғана емес, сонымен қатар бөлшекті орналастыруға, бекітуге, бағдарламалауға және өлшеуге кедергісіз болуға да байланысты. Бұл екі цех бірдей сызбаны қарастырып, қауіптер, бақылау және өндіріске дайындық туралы өте әртүрлі сұрақтар қойған кезде айқын көрінеді.
Дұрыс CNC машина цехын таңдау әдістері
Егер сіз ізденген болсаңыз cNC машина цехы дегеніміз не немесе cNC станок цехы дегеніміз не , қарапайым жауап: бұл сызбаларды қайталанатын бөлшектерге айналдыру үшін станоктар, адамдар, бақылау және үдеріс басқаруын біріктіретін өндірістік орын. Алайда, сатып алушылар үшін шынайы сынақ — цехтың қауіптерді ерте кезде қарастыра алуы, қазір сәйкес бөлшектерді дайындай алуы және көлемі өскен сайын сапаны тұрақты ұстай алуы.
CNC станок цехын таңдағанда неге назар аудару керек
- Инженерлік шолу: Цех бөлшек берілуінен бұрын анық емес допустимдіктерді, базалық нүктелерді, беттің жағдайын және өңдеу кезіндегі бекіту қауіптерін сұрайтын болуы керек.
- Процесске сайлығы: Тақырыптық құрал-жабдықтардың нақты сіздің бөлшектің геометриясыңызға сәйкес келетінін растаңыз. Мысалы, іздеулер: cNC өңдеу орталығы дегеніміз не , cNC өңдеу орталығы дегеніміз не және cNC иілу станогы дегеніміз не әдетте бір сатып алу мәселесіне көрсетеді: қабілеттіліктің сәйкестігі.
- Материалдар мен жабдықтау диапазоны: Тағамдық қоспаларыңыз немесе пластиктеріңізбен тұрақты түрде жұмыс істейтін және қажетті қосымша өңдеу процестерін басқара алатын тараптың болуына көз жеткізіңіз.
- Тексеру жоспары: Бастапқы қабылдау тексерісі (FAI), координаталық өлшеу машинасына (CMM) қатысу мүмкіндігі, калибрлеу жағдайы, өндіріс процесінің ортасындағы тексерістер мен өлшемдік есептер туралы сұраңыз.
- Документация: Нұсқаларды бақылау, материалдық сертификаттар, іздегіштік және өзгерістерді басқару түсінікті болуы керек.
- Жауапкершілік: Сотып алу бағасын анықтау жылдамдығы мен кейінгі сұрақтардың сапасы өндірістік әрекеттердің алғашқы белгілері болып табылады.
Сапа жүйелерінің прототиптен өндіріске дейінгі маңызы
MakerStage-тің тараптарды бекіту бойынша нұсқаулығында дұрыс бекіту әдетте 4–8 аптаға созылады және жабдықтарды қарау, сертификаттарды тексеру, сынақ тапсырысын беру және үнемі жаңартылатын бағалау парақтарын қамтуы керек деп айтылады. Сонымен қатар, жеткізу мерзімін, ақаулық деңгейін және түзетуші іс-әрекеттерге жауап беруді бақылауға да назар аударылады, себебі төмен баға сапаның әлдеқайда жоғары құнын жасыруы мүмкін.
Адамдар сонымен қатар адамдық қабатты ұмытады. Күшті жауап cNC станогын басқаратын оператор дегеніміз не бұл тек қана сақталған өнімдерді орналастыратын адам емес. Жақсы операторлар қондырғының дұрыс орнатылуын тексереді, құралдың тозуын бақылайды, өлшемдерді жазып алады және нашар бөлшектер көбейіп кетпес бұрын ауытқуларды жоғары деңгейге хабарлайды.
Автомобильдік өңдеу қажеттіліктері үшін серіктес таңдау
Автомобильдік бағдарламалар талаптарды көтереді. IATF 16949 aPQP, PPAP, SPC, MSA және FMEA бойынша қатаңдықты қосады, сондықтан сатып алушылар негізгі станок қуатынан тыс қарауы керек. Мысалы, Shaoyi Metal Technology , ол өзінің автомобильдік өңдеу қызметін IATF 16949 стандарты бойынша дайындалған бөлшектерді өңдеу, статистикалық процесті бақылау (SPC) және жедел прототиптаудан автоматтандырылған массалық өндіріске дейінгі қолдау арқылы ұсынады. Бұл — сатуға бағытталған пікір емес, бірақ көптеген автомобильдік сатып алушыларға қажетті үздіксіздіктің нақты мысалы.
Қабілеттілікті, бақылауды және масштабтауды анық түсіндіре алатын серіктесті таңдаңыз, тек жылдам баға беруге ғана қабілетті емес.
ЖИІ: CNC өңдеу дегеніміз не?
1. Қарапайым тілде CNC өңдеу дегеніміз не?
CNC өңдеу — металдан немесе пластиктен жасалған дайын құрылымдардан материалды кесіп алу үшін компьютермен басқарылатын станоктарды қолдану арқылы бөлшектерді жасау әдісі. Компьютер бағдарламаланған нұсқауларды орындайды, сондықтан станок қайталанатын пішіндерді, мысалы, кронштейндерді, корпусларды, валдарды және басқа да дәлдік бөлшектерді жасай алады. Қысқаша айтқанда, бұл цифрлық бағдарламалау мен физикалық кесу қосындысы.
2. CNC және CNC өңдеу арасындағы айырмашылық неде?
CNC — «Компьютерлік сандық басқару» дегенді білдіреді, яғни басқару әдісі. CNC өңдеу — бұл фрезерлеу станоктары, токарь станоктары, фрезерлеу құрылғылары сияқты құралдардың көмегімен материалды кесіп алу үшін осы басқару жүйесін қолданатын өндірістік процесі. Оның қарапайым түсіндірмесі: CNC — бұл «ми», ал CNC өңдеу — нақты кесу жұмысы.
3. CNC станогы деген не және ол қалай жұмыс істейді?
CNC машинасы — бұл бағдарламаланған нұсқауларды оқып, құралдарды дәлме-дәл басқаратын жабдық. Жұмыс процесі әдетте CAD моделінен басталады, сосын CAM бағдарламалық жасақтамасы құралдың қозғалыс траекториясын (toolpath) құрады, ал содан кейін осы нұсқаулар машина кодына айналдырылады. Орнату мен сынақтық жұмыс (dry run) аяқталғаннан кейін машина детальды кеседі, операторлар маңызды сипаттамаларды тексереді, ал деталь одан әрі қажет болған жағдайда бақыланады, кесінділері тазартылады және өңделеді.
4. CNC өңдеуде қандай материалдар қолданылуы мүмкін?
CNC өңдеу әдетте алюминий, болат, коррозияға төзімді болат, титан, латунь және инженерлік пластиктермен жұмыс істейді. Ең тиімді материалды таңдау детальдың қызметіне, яғни беріктігіне, коррозияға төзімділігіне, салмағына, бетінің сапасына және құнына байланысты. Материалдың таңдалуы сонымен қатар детальдың өңделу оңайлығын және қаншалықты көп кейінгі өңдеу қажет болатынын да анықтайды.
5. Дұрыс CNC машина цехын қалай таңдайды?
Бастапқыда инженерлік бағалаудың сапасын, станоктың қабілеттілігін, материалдар бойынша тәжірибені, бақылау жоспарын, жабдықтау қолдауын және құжаттарды бақылауды қарастырыңыз. Күшті цех өнімнің толеранцияларын прототиптен бастап сериялық өндіріске дейін қалай басқаратынын түсіндіре алуы керек, тек жылдам баға берумен шектелмеуі керек. Автомобильдік жұмыстар үшін сатып алушылар жиі IATF 16949 сапа жүйесіне ие және белсенді статистикалық процесті бақылау (SPC) тәжірибесін қолданатын тәжірибелі тұтынушыларды қолдайды; Shaoyi Metal Technology — осындай масштабтау дисциплинына негізделген қамтамасыз етушілердің бір мысалы.