 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

Тапсырыс бойынша ұсталып жасалған коленвалдарды алуды: Бірінші бағадан соңғы жеткізуге дейін

Тапсырыс бойынша жасалған ұсталып жасалған кривошиптерді түсіну және оларды қашан қажет ететіні
Чемпионатты жеңіп алатын двигатель мен қысым астында істен шығатын двигательдің арасындағы айырмашылықты ең алғаш ойланып көрдіңіз бе? Жиі жауап маңызды компонентте жатыр: кривошип. Егер сіз жоғары өнімді двигатель жинау, ескі қозғалтқышты қалпына келтіру немесе арнайы өнеркәсіптік машиналар әзірлеумен айналысқан болсаңыз, дүкеннен сатып алынған бөлшектердің жарамсыздығын түсінесіз. Дәл осындай жағдайларда тапсырыс бойынша ұсталып жасалған кривошиптерді сатып алу маңызды болып табылады.
Сонымен, кралкалық білік дегеніміз не? Қарапайым түрде айтқанда, бұл поршеньдердің сызықтық қозғалысын доңғалақтарды немесе машиналарды іске қосатын айналмалы қуатқа түрлендіретін қозғалтқыштың негізгі тірегі. Тапсырыс бойынша жасалған шаблондық білік бұл негізгі компонентті алады да оны сіздің нақты қолданылуыңызға сәйкес өңдейді, мысалы, жүріс ұзындығының өзгеруі, ерекше журнал өлшемдері немесе экстремалды кернеуді шыдай алатын материалдар болуы мүмкін.
Бұл нұсқаулық сізді алғашқы зерттеуден бастап техникалық талаптарды жинау және соңғы жеткізу кезеңіне дейінгі тапсырыс беру циклімен таныстырады. Сіз өндірушілерді қалай бағалау керектігін, баға белгілеу факторларын түсінуді және барлық кезеңдерде сапа стандарттарының орындалуын қамтамасыз етуді үйренесіз.
Кралкалық білікті шынымен тапсырыс бойынша жасалған ететін нәрсе
Стандарттық біліктер әртүрлі қолданыстарға сәйкес келетіндей етіп жасалған, яғни олар нақты сіздің қажеттіліктеріңізге емес, орташа жағдайларға арналған. Алайда шынымен сәндік білік сіздің нақты двигатель сипаттамаларыңызға, RPM диапазонына және өнімділік мақсаттарыңызға сәйкес түгелдей жаңадан жасалады.
Завод спецификацияларынан ұзынрақ шығындалу ұзындығын талап ететін строукер двигатель жинақталып жатыр деп елестетіңіз. Стандартты компонент жұмыс істемейді. Тапсырыс бойынша жасау сізге дәл журнал орындарын, тепе-теңдік орналасуын және материал құрамын көрсетуге мүмкіндік береді. Бұл деңгейдегі тапсырыс бойынша жасау оптималды тепе-теңдікті, дірілдің азаюын және максималды қуат беруді қамтамасыз етеді, бұл элементтер двигательдерді бастапқы дизайн параметрлерінен тыс жұмыс істеуге итермелегенде маңызды болып табылады.
Неліктен Созу Маңызды Критикалық Двигатель Компоненттері Үшін
Құйма және шөгінді білік нұсқаларын салыстырғанда, өндіру процесі айтарлықтай айырмашылық жасайды. Кривошип білігін құю күйдірілген металды қалыпқа құюды қамтиды, бұл әдіс қол жетімді тұрғыдан тиімді, бірақ азырақ жетілдірілген дән құрылымын құрады. Ал шөгінді процесс, керісінше, қыздырылған болатты пішіндеуге жоғары қысымды компрессияны қолданып, механикалық қасиеттерді едәуір жақсарту үшін металл ішкі дән құрылымын туралайды.
Жоғары талаптар қойылатын қолданбаларда шөгінді кривошип білігін алға орналастыратын негізгі артықшылықтар:
- Жоғары күші: Шөгінді процесс құрамдас бөлшектің пішінімен сәйкес келетін металл дәндерін туралайды және 4340 болат сияқты материалдарды қолданған кезде мынадай созылу беріктігін қамтамасыз етеді 140,000 to 165,000 psi 4340 болат сияқты материалдарды қолданған кезде.
- Қажуға төзімділіктің артуы: Шөгінді құрамдас бөлшектер 750 ат күшінен аса өндіретін қозғалтқыштар үшін маңызды болатын, жарылудан немесе деформацияланудан жоғары RPM, қатты тербелістер және қайталанатын кернеу циклдарын көтереді.
- Жақсартылған дән құрылымы: Жоғары қысымды шабулау болаттың ішкі құрылымын жетілдіреді, сондықтан соққыға төзімділік және жүкті көтеру қабілеті жақсаяды.
- Беріктіктің артуы: Нитрлеу сияқты жылулық өңдеу процестері бетін одан әрі қатайтады және серіппенің шойын аналогтарымен салыстырғанда қызмет ету мерзімін айтарлықтай ұзартады.
Ауыр жүкті қозғалтқыштармен немесе жоғары өнімді құрылымдармен жұмыс істейтін, соның ішінде жарыс мақсаттары үшін шабуланған коленвалды жаңартуға бағытталған әркім үшін, бұл артықшылықтар ең маңызды уақытта тікелей сенімділікке айналады. Шойын коленвалдар жеңіл техниканың қажеттіліктерін қанағаттандыруы мүмкін, бірақ жағдайлар қиындайтын кезде оларға қажетті құрылымдық беріктік жоқ.
Тапсырыс бойынша жасалған шабуланған коленвалдарды талап ететін қолданыстар
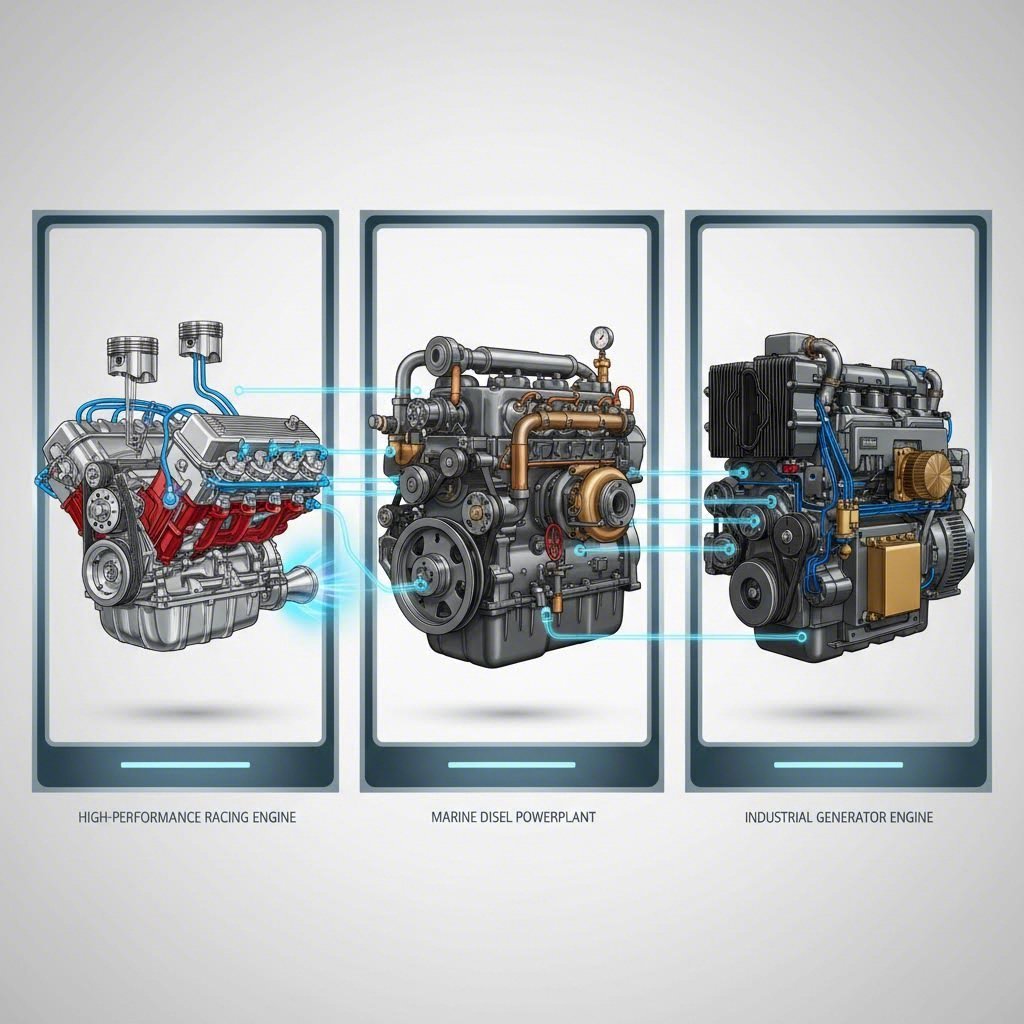
Бақылауыштар туралы ойлаған кезде көптеген адамдар жоғары октанды драг-жарыстар немесе NASCAR қозғалтқыштарын елестетеді. Бірақ шындық мынада: батып жасалған компоненттерге деген сұраныс автожолдан әлдеқайда асып түседі. Калифорнияның жағалау суларында жүзетін теңіз құралдарынан бастап, винтаж мотоциклдерді қалпына келтіру мен өнеркәсіптік генераторларға дейінгі мамандандырылған қолданыстар өзіндік жұмыс жағдайларына сәйкес жобаланған бақылауыштарды талап етеді.
Жобаңыздың қай санатқа жататынын түсіну өндірушілермен тиімді қарым-қатынас жасауға және нақты өнім талаптарыңызбен сәйкес келетін техникалық сипаттамаларды қамтамасыз етуге көмектеседі.
Жарыс және өнімділік қолданбалары
Өнімділік біліктік нарық ең көрінетін сектор болып табылады, онда өндірушілер кәсіби жарыс командаларынан бастап үй жобаларын жасау үшін аптаның соңында жұмыс істейтіндерге дейінгі барлық түрлі сұранысты қамтамасыз етеді. Қашықтықты арттыру үшін строкер біліктік немесе жоғары айналу санына арналған жеңіл бірлікті дамытудың қайсысын қарастырып отырғанымыздың маңызы жоқ, жарыс құрамдарын шекті деңгейге дейін жеткізеді.
Мотоцикл біліктік сегменті өзіндік қиыншылықтарды келтіреді. V-тәрізді өнімділік жобасы үшін харлей біліктік мотокрос үшін қолданылатын шаңға батқан мотоцикл біліктік қарағанда басқа инженерлік шешімдерді талап етеді. Харлей Дэвидсон біліктік, ерекше екі кам біліктік конфигурацияларында, үлкен төменгі жиіліктегі бұрылуды өткізуі керек және сондай уақытта сәйкес жылдамдықта теңдестіруін сақтауы керек. Алайда, жарыс шаңға батқан мотоцикл бірліктері агрессивті жүріс кезінде экстремал айналу санын және кенеттен жүктеме өзгерістерінде тірішілікті сақтауы керек.
Автомобильдік өнімдердің қолданылуы да соншалықты кең тараған. Pro Mod драг жарыстарындағы моторлар қысқа уақыт бойы 4000 немесе одан да көп әсер етуші күшке шыдайтын иінді біліктерді қажет етеді, ал шыдамдылық жарыстарында компоненттер 24 сағат бойы жұмыс істеуге шыдай алуы керек. Көше өнімдерін жинақтау кезінде максималды қуаттан гөрі беріктік пен көшені пайдалануға ыңғайлылық басым болып саналады.
Өнеркәсіптік және теңіз иінді біліктерінің талаптары
Мұнда қызықтырақ жағдайлар пайда болады: өнеркәсіптік және теңіз қолданыстары жиі ең қатаң жұмыс ортасын қажет етсе де, мамандандырылған өндірушілерден әлдеқайда аз назар алады. Калифорниядағы қайық жасаушының көрсеткен теңіз иінді білігі тұрақты тербеліске, тұзды су әсеріне және жүктеме астында ұзақ уақыт жұмыс істеуге шыдай алуы керек. Моторлар қысқа мерзімге жұмыс істейтін жарыс қолданыстарынан өзгеше, теңіз қозғалтқыштары белгілі бір қуат деңгейінде сағаттар бойы үздіксіз жұмыс істеуі мүмкін.
Өнеркәсіптік генераторлар, компрессорлар және сорғылау жабдықтары ұқсас қиыншылықтар туғызады. Бұл коленвалдар жөндеу аралықтарында мыңдаған сағат бойы сенімді жұмыс істеуі тиіс, жиі кездесетін қатаң жағдайларда дұрыс жұмыс істемеу ұзақ тоқтап қалуға және қымбатқа түсуіне әкеледі.
Қалпына келтіру жобалары мүлдем басқа бағыт қосады. Ескі ұшақтың қозғалтқышын немесе классикалық камаздың қозғалтқышын қайта құру кезінде түпнұсқа сипаттамалар дәл сәйкестендірілуі тиіс, алайда материалдарды ұзақ пайдалану үшін жаңарту мүмкіндігі болуы тиіс. Бұл өндірушілердің тарихи конструкцияларды түсінуін және оларды заманауи ұсталық әдістерін қолданып дәл көшіруін талап етеді.
| Бағдарламалық түрі | Типтік шток ауқымы | Жиі қолданылатын материал маркалары | Күтілетін RPM ауқымы | Негізгі талаптар |
|---|---|---|---|---|
| Дрэг-рейсинг | 3,5" - 5,0" | 4340, EN30B | 7 500 - 10 000+ | Максималды беріктік, жеңіл салмақ |
| Шеңберлі трек жарысы | 3,0" - 4,0" | 4340, 5140 | 6 500 - 9 000 | Бағдарламаның сенімділігі, тұрақты тепе-теңдік |
| Мотоциклдың өнімділігі | 2,5" - 4,5" | 4340, Биллет болаты | 8 000 - 14 000 | Ықшам конструкция, жоғары айналу жылдамдығының мүмкіндігі |
| Деніз қолданбалары | 3,5" - 6,0" | 4140, 4340 | 3 500 - 6 000 | Коррозияға төзімділік, ұзақ қызмет ету мерзімі |
| Өнеркәсіптік/Генератор | 4,0" - 8,0"+ | 4140, 4340, Балқытылған көміртегі | 1 800 - 4 000 | Ұзақ қызмет ету мерзімі, тербелісті жұтудың болуы |
| Винтаждың қалпына келтіруі | Бастапқы спецификацияға байланысты өзгереді | Мерзімге сәйкес немесе жаңартылған | Қолдану саласына арналған | Өлшемдік дәлдік, шынайылық |
Қолдану санатыңызды анықтағаннан және оның типтік талаптарын түсінгеннен кейін сіңір белдеуінің тауар өндірушілері талап ететін дәл техникалық сипаттамаларды жинауыңыз қажет. Келесі бөлімде кез-келген иінді біліктің тауар өндірушісіне жақындау алдында дайындайтын өлшемдер мен мәліметтер туралы нақты айтылады.
Тапсырыс берген кезде сіз ұсынуыңыз керек техникалық сипаттамалар
Техникалық мәліметтерден шаршаған сезінесіз бе? Сіз жалғыз емессіз. Көптеген алғаш рет сатып алушылар өндірушілерге қандай ақпаратты ұсыну керектігін білмей, жақындай алмайды. Мұнда жақсы жаңалық: спецификацияларыңызды жинау жүйелі тәсілмен жасаған кезде оңай болады.
Тапсырыс бойынша ұсталып жасалған иінді біліктерді тапсырыс бергенде, өндірушілер дәл нақты өлшемдер мен материал таңдауыңызбен қамтамасыз етуі қажет, сонда ғана олар сіздің жобаңызға дәл баға беруі мүмкін. Кейбір спецификациялардың болмауы немесе қате көрсетілуі қайта жасауды, әлдеқайда ұзақ уақытты, сонымен қатар пайдалануға болмайтын бөлшектер алуға әкеледі. Сіз ls иінді біліктің строукер жинағын жинақтап жатсаңыз немесе винтажты қалпына келтіру үшін тапсырыс бойынша sbc иінді білігін жасап жатсаңыз да, дайындық процесі негізінен бірдей болып қала береді.
Сіздің тапсырыс бойынша жасалатын иінді білік үшін қажетті өлшемдер
Сіздің техникалық шартыңызды әрбір өндірістік шешімге бағыт беретін сызба ретінде қарастырыңыз. Бастапқы құжаттамаңыз неғұрлым толық болса, тапсырыс беру процесі соғұрлым тегіс өтеді. Саладағы қосымша заттарды жеткізушілері қолданатын кәсіби иінді білік тапсырыс беру формалары әдетте қозғалтқыш параметрлері, өлшемдік сипаттамалар және қолдану талаптары .
Спецификацияларыңызды жинау үшін қадамдық процесс:
- Қозғалтқыш конфигурацияңызды тіркеңіз: Қозғалтқыштың маркасын, типін және кодын жазып алыңыз. Цилиндрлер санын, болжанатын максималды айналым санын, болжанатын қуатын және момент көрсеткіштерін қоса беріңіз. Турбиналы немесе компрессорлы қолданулар үшін қысу қысымы мен жану қысымының техникалық талаптарын көрсетіңіз.
- Жүріс пен журнал өлшемдерін өлшеу: Түпкі жүріс ұзындығыңызды және жинағыңыз үшін қажетті жүрісті анықтаңыз. Анықтама үшін, Small Block Chevrolet иінді біліктері 3,00" жүрістен (265/283 қозғалтқыштар) 3,75" жүріске дейін (400 қозғалтқыштар) жетеді. Sbc иінді біліктің анықтау процесі сіздің кіші, орташа немесе үлкен журнал өлшемімен жұмыс жасайтыныңызды растауы керек.
- Цилиндрлердің орналасу қашықтығын жазып алу: Бұл маңызды өлшем иінді біліктегі журналдардың орналасуын анықтайды. Дәлме-дәл арақашықтық үшін цилиндр бөшкесінің центрлік сызығынан центрлік сызыққа дейін өлшеңіз.
- Шатундық журнал талаптарын көрсету: Шатундарыңызға қажетті диаметрді (шатундық журнал диаметрі) және саусақ енін тіркеңіз. Бұл өлшемдер шатундық мойынтіректеріңізге дәл сәйкес келуі тиіс.
- Негізгі журнал сипаттамаларын анықтау: Негізгі журнал диаметрі мен енін өлшеңіз. Бір отбасының ішіндегі әртүрлі двигательдің буындары жиі әртүрлі негізгі подшипник өлшемдерін қолданатынын ескеріңіз. Мысалы, ls1 кривошиптық білік пен ls3 кривошиптық біліктің сипаттамалары бірдей ходқа ие, бірақ теңестірудің әртүрлі талаптары болуы мүмкін.
- Қарсы салмақ талаптарын есептеу: Двигательдің теңгеру талаптарына негізделе отырып, қажетті қарсы салмақ санын көрсетіңіз. Ішкі және сыртқы теңгеру конфигурациялары қарсы салмақ өлшемдеріне үлкен әсер етеді.
- Тербелмелі жинақтық салмақтарды қосу: Сақиналар мен саусақтармен қоса алғандағы поршендердің салмағын көрсетіңіз. Бұл деректер өндірушілерге дұрыс теңгеру үшін қарсы салмақ дизайндарын тиімдестіруге мүмкіндік береді.
Егерме параметрлері бойынша нақтылық болмаса, тәжірибелі егерме жинаушы немесе станок цехымен бірге жұмыс істей аласыз. Олар бар компоненттерді өлшей алады, зауыт спецификацияларына сілтеме жасай алады немесе сіздің өнімділік мақсаттарыңызға сәйкес оптималды өлшемдерді анықтауға көмектеседі. Көптеген өндірушілер құжаттама болмаған кезде кері инженерия үшін үлгі ретінде еріншек валдарды қабылдайды.
Материалды таңдау және жылу өңдеу спецификациялары
Өлшемдік талаптардан тыс, материалды таңдау еріншек валдың өнімділік сипаттамаларына үлкен әсер етеді. Жоғары өнімділікті қолданбалар үшін ең кең тараған таңдау — 4340 хроммоли болаты, оны keomit сияқты өндірушілер ұсталған еріншек валдар жинағын шығару үшін қолданады. Бұл материал өте жақсы беріктік-салмақ қатынасын ұсынады және жылу өңдеуге жақсы жауап береді.
Материалдарды анықтаған кезде мына факторларды ескеріңіз:
- 4340 болаты: Өнеркәсіп стандарты — өнімділік пен жарыс қолданбалары үшін. Дұрыс жылу өңделген кезде созылу беріктігі мен шаршауға төзімділігі жоғары болады.
- 4140 болаты: Шектеулі жүктемелер күтілмеген орташа өнімділікпен жинау және өнеркәсіптік қолданыстар үшін тиімді шешім.
- EN30B: 4340-пен ұқсас қасиеттерге ие, бірақ өңдеу сипаттамалары жағынан сәл өзгеше болғандықтан, Еуропалық жарыс қолданыстарында кеңінен тараған.
- Білеттік коленвал материалдары: Құйылғаннан гөрі біліктің қатты білеушесінен өңделген білеттік коленвалды тапсырыс берген кезде, әдеттен өзгеше дайындау мерзімдері мен баға құрылымын күту керек. Бұл өндіріс кезінде дөңгелек білеушеден көп мөлшерде өңдеу қажет етеді және көбірек уақыт пен құрал-жабдықтың тозуын талап етеді.
Жылулық өңдеу сипаттамаларына бетін қатайту талаптары енгізілуі керек. Нитрлеу опоралық мойындарда тозуға төзімді өте қатты беттік қабат тудырады, ал негізгі бөлігі серпімділігін сақтайды. Қолданылуыңыз белгілі тозу сипаттамаларын талап ететін болса, мойынның қатайту деңгейін көрсетіңіз.
LS stroker crank жобасы сияқты stroker жобалар үшін, сонымен қоса цилиндр диаметрінің өлшемін, сығылу дәрежесін, отын түрін және азот тотығының қолданылатын-қолданылмайтынын құжаттау керек. Бұл факторлар материалдарға арналған ұсыныстар мен жобалау шешімдеріне әсер етеді. Журалды майлау жабдықтарына әсер ететіндіктен, май шашатын сорғыштың болуын айтпау керек.
Сіздің сипаттамаларыңыз құжатталғаннан кейін, өндірушілер шикі болатты дәлме-дәл бөлшектерге қалай түрлендіретінін түсінуге дайын боласыз. Келесі бөлім өзінде өңдеу процесін зерттеп, өндіру әдісі материалды таңдауға қанша әсер ететін түсіндіреді.

Таңдаулы Тұтас Сығылатын Қозғалыс Білігінің Жасалуы
Сіздің сипаттамаларыңыз жиналғаннан кейін, өндіруші сіздің тапсырысыңызды алған кезде нақты не болатынын таң қалуы мүмкін. Қозғалыс білігінің бөлшектерін өңдеу процесін түсіну сізге күрделі сұрақтар қоюға және потенциалды жеткізушілерді тиімді бағалауға көмектеседі. Мұнда ғылым шеберлікпен кездеседі.
Сіз таңдайтын өндіру әдісі принципиалды түрде сілтеме білігінің өнімділік сипаттамаларын анықтайды. Бәсекелестер жиі түсіндірмесіз «ұсталған» немесе «білет» деген сөзді айтса да, айырмашылықтарды білу сіздің жобаңызға сәйкес келетін шешімдер қабылдауға мүмкіндік береді.
Ашық матрицамен ұстау процесі түсіндірілді
Қызғылт-сары түсті, балқып тұрған температураға дейін қыздырылған қатты болаттан жасалған таяқшаны елестетіңіз, ол түрленуге дайын. Ашық матрицамен ұстау кезінде бұл қыздырылған жұмыс беті жазық немесе қарапайым пішінді матрицалардың арасына орнатылады да, үлкен күшпен соғылады немесе престеледі. Металл алдын ала пішінделген қуысқа толатын тұйық матрицамен ұстаудан өзгеше, ашық матрицамен ұстау кезінде материал қажетті пішінге дейін біртіндеп пісірілген кезде еркін ағуына мүмкіндік береді.
Бұл процесс сілтеме білігін өндіру үшін бірнеше айқын артықшылықтар ұсынады. Төмендегілерге сәйкес Great Lakes Forge , ашық шаньдалу өндіріс процесінің барлық кезеңінде тиесімдестірілуі мүмкін болатын бөлшектерді жасауда үстемдік етеді. Бұл әдіс ерекше пішіндегі жалғыз немесе шағын сериялы бөлшектерді қабылдайды, сондықтан арнайы қолданыстағы қисық біліктің тапсырыс беру үшін идеалды нұсқа болып табылады.
Шаньдалу кезеңінде не болатыны:
- Жылу: Болат білеті 1900°F пен 2300°F арасындағы температураға дейін қыздырылады, осылайша ол пішінге келтіруге икемді болып қалады, бірақ құрылымдық бүтіндігі сақталады.
- Алдын-ала өңдеу: Бастапқы деформация болаттың бастапқы қатаюынан қалған ішкі бос кеңістіктерді жояды және материалды тығыздау мен біркелкі болуға ықпал етеді.
- Біртіндеп пішіндеу: Тостаған немесе престің бірнеше операциялары біртіндеп лоғардың грубтік профилін, соның ішінде шайбалар, журналдар мен қарсы салмақтардың орнын қалыптастырады.
- Басқарылатын салқындату: Шаншылған қисық білік ішкі кернеуді болдырмау және дәнекер құрылымды оптималдау үшін бақыланатын жылдамдықпен суыйды.
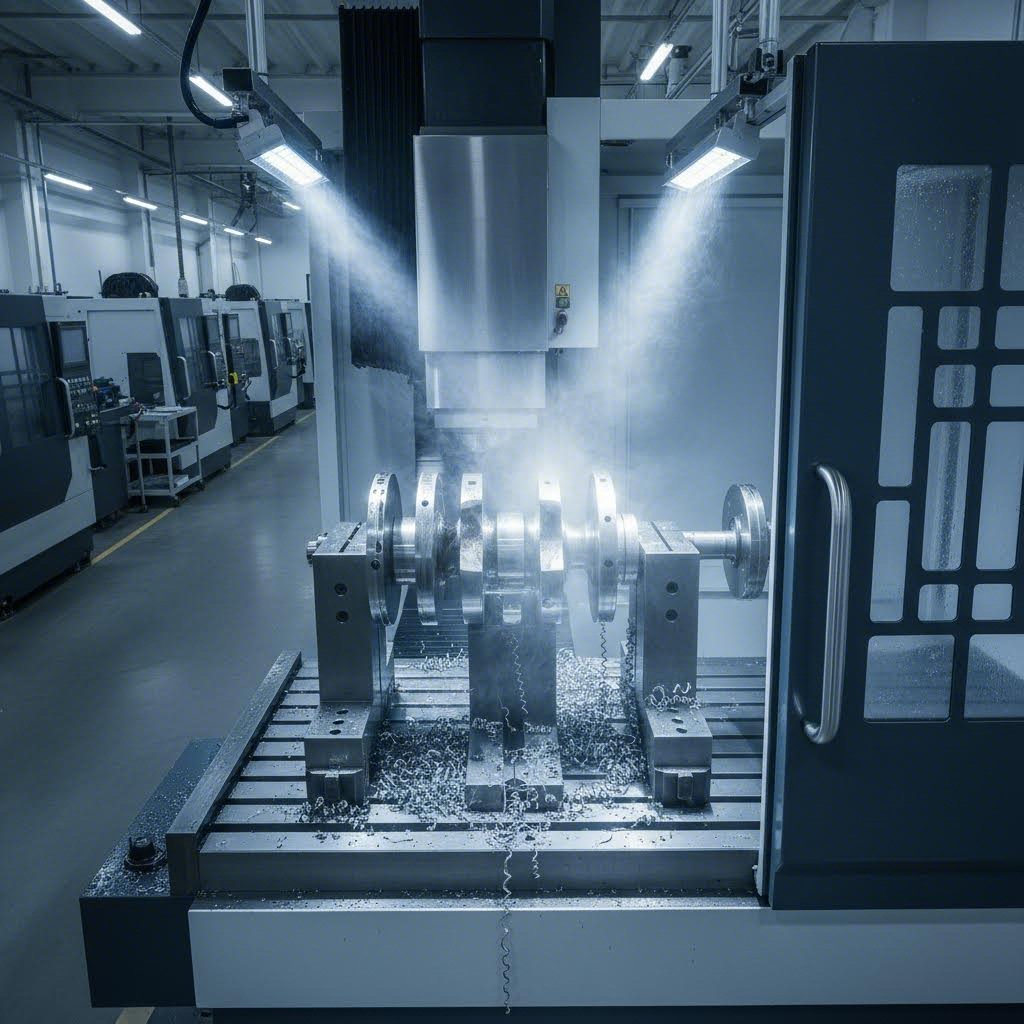
- Қорытынды механикалық өңдеу: CNC станогы шаншылған қуысты дәл өлшемдерге жеткізіп, дәлдік шектерін қамтамасыз етеді.
Контейнерлік шөмілу, керісінше, жұмыс бетін толығымен қоршап тұратын сәйкес келетін матрицаларды пайдаланады. Бұл әдіс шөмілуден тікелей дәлірек допусстар алуға мүмкіндік береді, бірақ жоғары көлемдегі өндірісте ғана экономикалық тиімді болатын қымбат құрал-жабдықты талап етеді. Тапсырыс бойынша жасалған жалғыз қақпақты немесе шағын сериялық шынжыртартқыштар үшін ашық матрицамен шөмілу, әдетте, тиімдірек және икемдірек болып табылады.
Шөмілген және білеттен жасалған шынжыртартқыш өндірісі
Қозғалтқыш жинаушылар арасында шөмілген және білеттен жасалған шынжыртартқыш өндірісі туралы пікірталас жиі қатты пікірлер туғызады. Екі әдісті де түсіну нақты қолданыңыз үшін дұрыс таңдау жасауға көмектеседі.
Білеттен жасалатын шынжыртартқыш әдетте 4340 маркалы жоғары сортты болаттан жасалған қатты дөңгелек сырықтан басталады да, соңғы пішініне дейін толығымен CNC-пен өңделеді. Оған қыздыру немесе соққы әсер ету кірмейді. Аналық материалдан журналдар, сақтандырғыштар мен барлық беттер дәлме-дәл өңделіп жасалады. Бұл процесс мүмкіндігінше дәл таңдауға мүмкіндік береді, себебі KingTec Racing түсіндіреді , құрырушылар нақты шток ұзындықтарын, журнал диаметрлерін, сақтандырғыш салмақтарының пішіндерін және майлау өткізу жолдарының орналасуын толық икемділікпен көрсете алады.
Дегенмен, материалдар ғылымы осы жерде түсіндірмесіне енеді. Балқытылған күйден болат қатаятын кезде, ол дәнекес құрылымын қалыптастырады. Крекшаның құю процестері қуыстары бар біртекті емес дәндерді тудырады. Білетті өңдеу барысында бұл бар дән құрылымы арқылы кесіледі, соның салдары ретінде кернеулердің шоғырлану нүктелеріне әкелетін дәннің ұшы ашылуы мүмкін.
Бұйымдардың соғуы дәндердің максималды беріктік бағытымен мақсатты түрде туралануын қамтамасыз етеді, соның салдары ретінде өте жақсы шаршауға және соққыға қарсы төзімділік пайда болады. Бұл үздіксіз дән ағысы крекшаның пішінін қабылдайды және жаңа әлсіздік нүктелерді жасамай, әлсіз нүктелерден кернеуді айналдырып өткізеді.
Сәйкес Trenton Forging пайдалану кезінде деформациялау компоненттің геометриясымен сәйкес келетін дәнекер құрылымдарды бағыттайды. Трещиналар дән бағытына параллель тезірек тарайды, сондықтан кернеу нүктелеріне перпендикуляр бағытталған дәндердің болуы төзімділікті едәуір арттырады. Бұл шыдамдылық маңызды болатын шыдамдылық жарыстары мен жоғары күшейту қолданыстарында шаблондық біліктер неге басымдық танытатынын түсіндіреді.
Сонда қайсысын таңдау керек? Шешім сіздің басымдықтарыңызға байланысты:
| Фактор | Шаблондық білік | Білеттік білік |
|---|---|---|
| Дән құрылымы | Компоненттің геометриясымен сәйкес келеді | Біркелкі, бірақ бағытталмаған |
| Шаршауға қарсылық | Қайталанатын кернеу кезінде жоғарырақ | Дұрыс жылумен өңдеу кезінде өте жақсы |
| ПЕРСОНАЛДЫҚ | Шаблондау шектеулерінде жақсы | Шектеулі дизайн гибкілігін ұстауға тырысады |
| Ең жақсы қолданулар | Шыдамдылық жарыстары, көше өнімділігі, жоғары күшейту жинақтары | Тартылу жарыстары, прототип қозғалтқыштары, экстремалды строкер жинақтары |
| Әдеттегі әкелу уақыты | Бастапқы орнату ұзағырақ, қайталама тапсырыстар тезірек | Әрбір бірлік үшін өңдеу уақыты тұрақты |
Көпшілік өнімділік қолданыстары үшін шойыннан жасалған коленвалдар беріктік, сенімділік және құнының ең тиімді тепе-теңдігін қамтамасыз етеді. Сізге абсолютті өлшемдік еркіндік қажет болғанда немесе дәнекер ағымының мәселелері дәлдікпен инженериялау және жоғары сортты материалдармен компенсацияланатын уникалды прототип жасаған кезде болаттан жасалған коленвалдар жақсы көрінеді.
Осы өндірістік негіздерді түсіну сізді тәуелсіз түрде жеткізушілерді бағалауға дайындайды. Бірақ қатаң сапа басқарусыз өндірістік мүмкіндіктердің маңызы жоқ. Келесі бөлім сенімді өндірушілерді қалғандарынан ажырататын сертификаттаулар, тексерулер мен сынақ протоколдарын қарастырады.

Күтілетін сапаны қамтамасыз ету және тексеру стандарттары
Сіз өндірушіні таңдап, нақты спецификацияларды жібердіңіз. Бірақ дайын біліктің шынымен осы талаптарға сәйкес келетінін қалай білесіз? Дәл осы жерде сапаны қамтамасыз ету сенімді жеткізушілерді қауіпті ойыннан бөліп тұрады. Бірақ таңқаларлық жағдай, көбінесе ақаулар пайда болғанша сатып алушылар тексеру протоколдары туралы сұрамайды.
Тапсырыс бойынша ұсталып жасалған иінді біліктерді сатып алған кезде, сапаны бақылау процесі ұстау процесіне дәл соншалықты маңызды. Жүктеме астында ірі аварияға әкелуі мүмкін көзге көрінбейтін ақауларға ие болуы мүмкін көрінісі бойынша дәлме-дәл болып көрінетін иінді білік болуы мүмкін. Қандай сертификаттарға назар аудару керектігін және қандай сынақ әдістерін талап ету керектігін түсіну инвестицияңызды қорғайды және қозғалтқышыңыздың сенімді жұмыс істеуін қамтамасыз етеді.
Маңызды сапа сертификаттары
Автокөлік иінді білік өнеркәсібінде барлық сертификаттардың салмағы бірдей емес. Кейбіреулер сапа жүйелеріне шынайы байланыстылықты білдірсе, кейбіреулері тек қағаз жұмыстарынан ғана тұрады. Айырмашылығын білу потенциалды иінді білік жеткізуші компаниялардың нұсқаларын тиімді бағалауға көмектеседі.
Автокөлік бөлшектерін өндірудің алтын стандарты IATF 16949 Сертификаттау жылдамдықпен жұмыс істеуге қабілетті Брудер престері сияқты арнайы жабдықтарды пайдаланады. Аталған DEKRA Сертификаттау , бұл стандарт халықаралық автомобильдік тапсырма күші (International Automotive Task Force) глобалды автомобиль жеткізу тізбегі бойынша сапа талаптарын жеңілдету мақсатында әзірлеген. IATF 16949 ISO 9001 негіздерін мынадай салалық талаптар арқылы кеңейтеді:
- Бағдарламалық жүйелер: Шикі болаттан бастап дайын өнімге дейінгі материалдарды толық құжаттамамен бақылау, нормативтік сәйкестікті және кепілдік басқаруды қамтамасыз ету.
- Қауіпсіздікке қатысты процестік бақылаулар: Сынуы қауіп-қатер туғызатын бөлшектер үшін арнайы протоколдар, дәл осы серіппелі валдар жататын санат.
- Тапсырышыға тән талаптар: Бірнеше жеке сертификаттауды талап етпей, OEM және бірінші деңгейлі жеткізушілердің сапа талаптарын енгізу үшін икемділік.
- Үздіксіз жақсарту аясы: Уақыт өте келе ақаулардың себептерін анықтау және жою үшін құрылымдық тәсілдер.
Сатып алушылар үшін IATF 16949 сертификаты өндірушінің тәуелсіз аудиторлармен тексерілген толық сапа басқару жүйесіне инвестиция салғанын көрсетеді. Мысалы, IATF 16949 сертификаты бар Shaoyi (Ningbo) Metal Technology бұл ұстанымды сырттай тексерулер арқылы көрсетеді және сапа бақылауы нарықтастырудың тұжырымдамаларынан тыс, құжатталған, тексеруге болатын процестерге дейінгі сенімді қамтамасыз етеді.
IATF 16949-дан басқа да, ілгерілеуіш вал цехын бағалаған кезде мына қосымша біліктіліктерді іздеңіз:
- ISO 9001: IATF 16949 стандарты негізделген негізгі сапа басқару стандарты.
- SAE Сәйкестігі: Автомобиль ілгерілеуіш валдарының өлшемдік және материалдық талаптары үшін SAE J431 және J1199 спецификацияларына сәйкестік.
- API 614: Мұнай, химиялық немесе газ өнеркәсібі қолданбалары үшін арналған ілгерілеуіш валдар үшін маңызды.
Өтініш ету үшін тексеру және сынақ протоколдары
Сертификаттау саласындағы негізгі шеңберді белгілейді; тексеру әдістері нәтижелерді береді. Тапсырысыңыз туралы сөйлескенде, әрбір өндірістік кезеңдегі сынақ протоколдары жөнінде нақты ақпарат алыңыз. Өндіріс процесінің барлық кезеңдерінде толық сапа бақылау мына түрде болады:
- Келіп түскен материалды растау: Шойын болаттың шикі құймаларының химиялық талдауы мен қаттылығын сынау, соғуды бастамас бұрын.
- Соғудан кейінгі тексеру: Соғу кемшіліктеріне визуалды тексеру, алғашқы соғындардың өлшемдерін растау және ішкі бос кеңістіктерді ультрадыбыстық тексеру.
- Жылулық өңдеуді растау: Дұрыс өңдеуін растау үшін әртүрлі орындарда қаттылықты сынау және пеш параметрлерін құжаттау.
- Магниттік Бөлшектер Арқылы Тексеру (МБАТ): Көздің көре алмайтын беткейлік және беткейге жақын трещинаны анықтау үшін маңызды.
- Өлшемдік тексеру: Координаттық өлшеу машинасы (CMM) көмегімен журнал диаметрлері, жүріс ұзындығы және қарсы салмақ профилдерін қоса алғандағы барлық маңызды өлшемдерді тексеру.
- Бетінің тегістігін өлшеу: Журнал бетінің кедір-бұдырылығы подшипник талаптарына сай екендігін растау үшін профилометр көрсеткіштері.
- Соңғы теңдестіру тексеруі: Құжаттандырылған көрсеткіштермен динамикалық теңестіруді тексеру.
Осы әдістердің ішінде магниттік бөлшектер арқылы тексеру ерекше назар аудару қажет. Әлбетте саладағы сарапшылар түсіндіреді mPI әдісі көріп тұрғандай, крекшайбылды магниттейді де, оның бетіне темір бөлшектерін жағады. Трещиндар немесе ақаулар магнит өрісінің бұзылуын тудырады, бұл бөлшектердің ақаулы жерде көрінетіндей жиналуына әкеледі. Бұл әдіс кернеу астында крекшайбылдың сынғанша байқалмайтын микроскопиялық трещиндардың болуын анықтайды.
MPI үдерісі екі негізгі магниттеу әдісін қамтиды:
- Тұрақты ток (DC): Магниттеу бағытымен параллель жүретін сызықтық ақауларды анықтау үшін тиімді тұрақты магнит өрісін жасайды.
- Айнымалы ток (AC): Тұрақты ток әдісінің өткізіп жіберуі мүмкін болатын кішігірікті беткі трещиндарды ұстап алу үшін беткі трещиндарға төзімді тербелмелі өріс тудырады.
Сенімді өндірушілер жиі ең сезімтал конфигурация болып табылатын УК жарықтағы ылғалды флуоресцентті бөлшектерді пайдаланып MPI орындалғанын растайтын құжаттарды сұрауды қамтитын екі әдісті біріктіреді.
Тексеру әдістерінен тыс, сіздің дайын білігіңізбен алуға тиіс құжаттаманы түсініңіз. Толық сапа жинағына мыналар кіреді:
- Жылу нөмірін іздестіруге мүмкіндік беретін материалды растау
- Қаттылық сынағының нәтижелерімен бірге жылумен өңдеу жазбалары
- CMM деректерімен өлшемдік тексеру туралы есеп
- Қабылдауға болмайтын көрсеткіштер жоқ екенін растайтын MPI сертификаты
- Динамикалық тепе-теңдік туралы есеп
- Подшипниктік журналдар үшін бетінің өңделуінің өлшемдері
Бұл құжаттама бірнеше мақсатқа ие. Ол сіздің білік бағасы шынымен сапаны басқаруға жұмсалған инвестицияны көрсететінін растайды. Кепілдік мәселелері туындаған жағдайда анықтама деректерін ұсынады. Сонымен қатар, сіздің қозғалтқыш жинағыңыз реттеу мақұлдауын талап ететін болса, саладағы стандарттарға сай келетінін көрсетеді.
Сізге түскен автомобильдің білік-бұлғақты бағалайтын болсаңыз, құжаттама сапасы жиі компоненттің өзінің сапасын көрсетеді. Техникалық тексеруге қатаң көңіл бөлетін өндірушілер жоғары сапалы өнім шығарады, ал тексеруден қаражат үнемдеуге тырысатын өндірушілер тұрақты нәтиже көрсетпейді.
Сапа стандарттары белгіленген соң, сіз өндірушілерді өздерін бағалауға дайынсыз. Келесі бөлімде сізге бағадан тыс, тауар әріптестік қатынасының ұзақ мерзімді қанағаттануын анықтайтын факторларды қарастыра отырып, Қазақстан мен шетелдегі өндірушілерді салыстыруды үйретеді.
Білік-бұлғақ өндірушілерін қалай бағалау керек және салыстыру керек
Сонымен, сіз өз талаптарыңызды түсіндіңіз және қандай сапа стандарттарын талап ету керектігін білесіз. Енді маңызды шешімге келдіңіз: қай сатып алушыға арналған иінді білік өндіруші шынымен сіздің бизнесіңізді лайықты? Бұл таңдау тек баға ұсыныстарын салыстырудан әлдеқайда кең. Сіз таңдаған өндіруші сіздің жобаңыздағы серіктес болып табылады, ал осы қарым-қатынастың сапасы иінді біліктің уақытылы келуіне, талаптарға сай келуіне және күтілгендей жұмыс істеуіне әсер етеді.
Сіз Eagle Specialty Products Inc сияқты белгілі отандық жеткізушілерді қарастырып жатсаңыз немесе халықаралық нұсқаларды зерттеп жатсаңыз да, бағалау процесі конкуренттер сирек талқылайтын факторларды қарастыруды талап етеді. Нұсқаларыңызды салыстырған кезде шынымен маңызды болатындарды талқылайық.
Отандық және халықаралық өндірушілерді бағалау
Отандық және шетелдік өндірушілерді таңдау мәселесі алғашқы көрінісінше қарапайым емес. Әрбір нұсқа сіздің нақты жобаңызға байланысты әртүрлі айқын артықшылықтар мен қиындықтарды ұсынады.
Ohio каретка осьлерінің жеткізгіштері, Molnar каретка осьлерін шығаратын компаниялар мен Crower cranks сияқты танымал атауларды қоса алғандағы өндіріс орындары әдетте бірнеше табиғи артықшылықтар ұсынады. Queen City Forging-тің айтуынша, Солтүстік Американың ұсталары әдетте алдын-ала өндірістік инженерлік көмек пен сатудан кейінгі қызметтерді ретті түрде ұсынады. Олар өндірістік талаптарға сай уақытпен жеткізу және тасымалдау қызметтерін ұсына алады, бұл көптеген жарыс бағдарламаларына қажет болатын дәл уақыттық жеткізу кестесін қамтамасыз етеді.
Тілдік кедергілер немесе уақыт белдеуінің күрделілігінсіз байланыс орнату әлдеқайда оңай. Сіз техникалық сұрақпен сағат 14:00-де хабарласқанда, электрондық хат 12 сағатқа жауапсыз қалмайды, бірақ адам жауап береді. Eagle каретка осьтің жаңартылған нұсқасын немесе арнайы қалпына келтіру бөлшегін тапсырыс берсеңіз де, американдық қозғалтқыш платформаларына мәдени таныстылық түсіндіруді аз қажет етеді.
Алайда, халықаралық өндірушілер де жойылмас артықшылықтар ұсынады, олардың пайдалануы терең ойластыруды талап етеді:
- Өркен құны: Төмен жалақы мен шығындар көбінесе үлкен тапсырыстарда елеулі баға артықшылықтарына айналады.
- Өндірістік қуат: Көптеген шетелдік кәсіпорындар әртүрлі өлшемдегі жобаларды өңдеуге қабілетті үлкен жабдықтармен жұмыс істейді.
- Материалдарға қол жеткізу: Кейбір халықаралық қосымша өндірушілер мамандандырылған болат зауыттарымен ынтымақтастықта болып, отандық нарықта алу қиын болатын материал маркаларын ұсынады.
Халықаралық сатып алу сәтті болуының кілті — дұрыс тексеруде. Сапа стандарттары шетелдік қосымша өндірушілер арасында әлдеқайда өзгеше болады және компоненттерді қайта жөндеу немесе ауыстыру қажет болған кезде баға артықшылықтары тез жоғалады. IATF 16949 немесе оған эквивалентті сертификаттарды сұраңыз, өндірістік тапсырыстар бермес бұрын үлгілік компоненттерді талап етіңіз және бастапқы әңгімелер кезінде байланыс мүмкіндіктерін тексеріңіз.
Негізгі теңіз порттарына жақындық халықаралық тапсырыстардың жеткізу уақытына едәуір әсер етеді. Қытайдағы Нинбо не Еуропадағы Роттердам сияқты нысандарға жақын орналасқан өндірушілер өнімдерді дүниежүзілік нарыққа сенімді транзиттік уақытпен жеткізе алады. Бұл географиялық артықшылық, алдын ала жоспарлауға дайын сатып алушылар үшін қашықтық факторын жоюға мүмкіндік береді.
Тапсырыс беруден бұрын сұрауға тиісті негізгі сұрақтар
Жергілікті немесе шетелдік болса да, кез келген өндірушіге тапсырыс беруден бұрын оның репутациясын жан-жақты тексеру сіздің инвестицияңызды қорғайды. Осы сұрақтар маркетинг материалдарында жасырылған өндірушінің мүмкіндіктерін ашып көрсетеді:
- Сізде тиімді тапсырыстар үшін әдеттегі әкелу уақытыңыз қандай? Диапазон емес, нақты жауап алыңыз. «4-6 апта» деп айтатын өндіруші мен «қазіргі қуаттылық деңгейіне қарай әдетте 5 апта» деп айтушының арасында өндірісті басқару деңгейі бойынша айырмашылық бар.
- Сіз маған ұқсас жобалар бойынша куәландыруларды ұсына аласыз ба? Кез келген белгілі өндіруші салыстырмалы тапсырыстарды орындаған байланыс орнатуға дайын болуы керек. Мұнда тербеліс — тревожный сигнал.
- Сипаттама сатысы кезінде сіз қандай инженерлік қолдау көрсетесіз? Ең жақсы жеткізушілер өндіруді бастамас бұрын сипаттама қателерін анықтап, уақыт пен ақшаны үнемдейді.
- Өндіру басталғаннан кейін сіз сипаттамадағы өзгерістерді қалай тіркеудесіз? Икемділікті және байланысты шығындарды түсіну күтпеген жағдайлардан сақтайды.
- Дайын бөлшектермен қоса берілетін тексеру құжаттары қандай? Алдыңғы бөлімде айтылғандай, толық құжаттама өндірістік тәртіпті көрсетеді.
Ace Crankshaft Inc немесе кіші мамандандырылған цехтар сияқты жеткізушілерді бағалай отырып, сонымен қатар нақты қолданылуыңыз туралы олардың тәжірибесін сұраңыз. Техникалық мүмкіндіктеріне қарамастан, драг жарысы үшін коленвалдармен жұмыс істеуде үздік компания су немесе өнеркәсіптегі қолданыстар бойынша сарапшылықтан айырылуы мүмкін.
| Бағалау критерийлері | Жергілікті өндірушілер | Халықаралық өндірушілер |
|---|---|---|
| Әдеттегі әкелу уақыты | 4-8 апта | 6-12 апта (жеткізу уақыты есепке алынғанда) |
| Аз есептік тапсырыс мөлшері | Жиі бір өлшемді қабілетті | 3-5 бірліктен кем болмауы талап етілуі мүмкін |
| Инженерлік қолдау | Тікелей кеңес беру жиі кездеседі | Жеткізушіге қарай әртүрлі болады |
| СЕРТИФИКАТТАР | IATF 16949, ISO 9001 стандарты | Тәуелсіз тексеріңіз |
| Байланыс | Бір уақыт белдеуінде, тілдік кедергілер жоқ | Кешігуі мүмкін, аударма қажет болуы мүмкін |
| Орналасу артықшылығы | Ішкі жеткізудің тез орындалуы | Құнын үнемдеу, портқа жақындығы маңызды |
| Баға | Типтік премиялық бағалау | Жиі 20-40% төменірек |
Өндірістік тапсырысқа келісім бермес бұрын үлгілерді сұрау әлі де маңызды, әсіресе танусыз тауарлық жеткізушілермен жағдайда. Дәл сипаттамаңызға сәйкес келмесе де, бір үлгі карындақ өңдеу сапасын, бетінің өңделу стандарттарын және құжаттама тәжірибесін көрсетеді. Үлгіге салған инвестиция өндірістегі әлдеқайда қымбат қателерді жиі болдырмақа мүмкіндік береді.
Мүмкіндігінше бұрынғы жұмыстарды тексеріңіз. Ұқсас аяқталған жобалардың суреттерін сұраңыз және зауытқа қонақтау мүмкін болмаса, бейне турды сұраңыз. Қазіргі заманғы байланыс құралдары виртуалды зауыт бағалауын оңай етеді, ал өзінің жұмысына сенімді өндірушілер мұндай тексеруді қуана қабылдайды.
Өндірушіңіз таңдалып, тексерілген соң, құны мен уақыттың практикалық сұрақтары басым орын алады. Келесі бөлім жобаңыздың жоспарлауын қалыптастыратын баға факторлары мен жеткізу мерзімінің күтілулерін қарастырады.
Баға факторлары мен жеткізу мерзімінің күтілулері
Сіз өндірушіні таңдап, сапа талаптарын түсіндіңіз. Енді болмаған жағдайда мынадай сұрақтар туындайды: иінді біліктің құны қанша болады және ол қашан келеді? Бұл практикалық мәселелер жобаны жоспарлауға әсер етеді, бірақ көбінесе сатып алушылар шынайы күтулерсіз келісім-шартқа кіреді. Иінді біліктің құнына әсер ететін айнымалыларды түсіну сізге бюджетті дәл есептеуге және баға ұсынысы келгенде баға шоғырауынан аулақ болуға көмектеседі.
Шындығына келсек, қолдан жасалған иінді білік бағасы кездейсоқ емес. Әрбір доллар нақты өндірістік шешімдерді, материалдардың таңдауын және өндірістің күрделілігін білдіреді. Сіз неге үшін төлейтініңізді түсінгенде, келіссөздер нәтижелі бола түседі және күтілетін нәтижелер жеткізумен сәйкес келеді.
Қолдан Жасалған Иінді Біліктің Бағасына Әсер Ететін Факторлар
Өндірушілер сіздің баға ұсынысыңызды есептегенде, олар бірнеше шығын факторларын бір уақытта бағалайды. Сәйкес саланың мамандары криықтық білік өндірісінің құны дәлдік инженериясын, дамымақшы металлургияны және ең мықты беріктік пен өнімділікті қамтамасыз ету үшін арнайы өндірістік үрдістерді білдіреді.
Ең әсерліден ең аз әсерліге дейін сұрыпталған соңғы бағаңызға әсер ететін негізгі факторлар:
- Материалды таңдау: Сіз көрсететін болат қорытпасы базалық құнға өте үлкен әсер етеді. 4340 болат стандарты оңтайлы бағаларда өте жақсы өнімділікті ұсынады, ал экстремалды моторлы спорт қолдануларында қолданылатын EN40B немесе 300M сияқты экзотикалық қорытпалар материалдық құнның әлдеқайда жоғары болуына әкеледі. Қаттырақ материалдар арнайы құрал-жабдықтарды қажет ететін көбірек өңдеу уақытын талап етеді, бұл шығындарды күрделендіреді.
- Дизайн күрделілігі: Тұтас өңдеу үрдісін ұзартатын күрделі құрал-жабдықтардың көп қозғалысын тудыратын қатаң төзімділіктері бар күрделі құрылымдар күрделірек өңдеу тәсілдерін және ұзағырақ өндірістік уақытты талап етеді. Стандартты емес жүріс ұзындықтары, әмбебап журналдардың конфигурациялары және оптималды көтергіштің құрылымдары барлығы инженерлік пен өндірістік сағаттарға қосылады.
- Тапсырыс мөлшері: Жеке бірліктерді тапсырыс беру кезінде бір өнімге шаққандағы ең жоғары құны пайда болады, себебі дайындау шығындары бірнеше бірлікке таралмайды. Үлкен өндірістік көлемдер масштабтық экономикаға ие болып, тұрақты дайындау шығындарын көбірек компоненттерге таратып, жеке бірліктің бағасын төмендетеді.
- Қорытындылау талаптары: Бетін өңдеу әдістеріне нитрлеу, арнайы журналдың айналуы немесе жоғары сапалы жылулық өңдеу тәртібі өңдеу сатыларын және құнын арттырады. Әрбір фиништік операция жабдық уақытын, білікті еңбекті және сапаны тексеруді талап етеді.
- Механикалық өңдеу уақыты: Механикалық өңдеуге кететін ұзақ уақыт электр энергиясының тұтынуы, құрал-жабдықтың тозуы және жабдықтарды пайдалану арқылы тікелей құнын арттырады. Пышақ тәрізді немесе бункерленген бас бөшкелер сияқты салмақты азайту элементтері механикалық өңдеуге қосымша уақытты талап етеді.
- Құрал-жабдық талаптары: Сіздің нақты дизайндаңызға қажет болатын арнайы кесу құралдары немесе қосымша қондырғылар қосымша шығындар тудырады. Құралдарды сатып алу, техникалық қызмет көрсету және ауыстыру құны, әсіресе ерекше конфигурациялар үшін, бағаға әсер етеді.
- Тепе-теңдікті реттеу: Жоғары RPM қолданбалар үшін идеалды динамикалық тепе-теңдікке қол жеткізу үшін ұқыпты жұмыс жасау қажет. Контрвесиялардан аз мөлшерде материалдарды алу немесе ауыр металл стерженьдерін қосу уақытқа тәуелді және білікті техниктерді қажет етеді.
Онда барлығын ескергенде, ішкі істік біліктің бағасы қанша? Қарапайым конструкциялар үшін стандартты материалдарды пайдаланатын сомалық шөмілген ішкі істік біліктердің бағасы бірнеше мың доллардан басталады, ал күрделі, экзотикалық материалдардан жасалған бөлшектер үшін он мыңнан аса болуы мүмкін. Материал шектеріне шек қоятын жарыс қолданбалары табиғи түрде жоғары баға талап етеді.
Ұсыныстарды бағалай отырып, ең арзан нұсқа сирек ең жақсы құндылықты беретінін есте ұстаңыз. Ішкі істік білігі - істен шыққан кезде двигательге фаталды зақым келтіретін маңызды компонент. Сапалы өндіріске инвестиция салу сенімділік пен ұзақ мерзімді өнімділік арқылы пайда әкеледі.
Дайындық уақыты және күтудің не болатыны
Уақыттың дұрыс болуы баға сияқты маңызды болуы мүмкін. Сіз жарыс мезгіліне дайындалып жатсаңыз немесе өндірістік кестеге сай келе жатсаңыз, шынайы алдын-ала дайындық уақытын түсіну жоспарлаудың сәтсіздігінен сақтайды.
Тапсырыс бойынша ұсталып жасалған иінтіректердің дайындалу уақытына әсер ететін бірнеше айнымалылар бар:
- Ағымдағы өндірістік қуат: Тапсырыстары толық фирмалар әдетте ұзағырақ алдын-ала дайындық уақытын көрсетеді. Жарысқа дайындалу маусымдарының шоғыры танымал жеткізушілерде кезектің ұзаюына әкеледі.
- Материалдың қолжетімділігі: Ерекше болат құймалары өндіруді бастамас бұрын оларды алу үшін уақыт талап етуі мүмкін. 4340 сияқты жиі қолданылатын материалдар әдетте қоймада бар болса, экзотикалық маркалар бірнеше апта қосуы мүмкін.
- Дизайн күрделілігі: Жаңа инженерлік жұмысты талап ететін толығымен тапсырыс бойынша жасалған конфигурацияларға қарағанда бар дизайндарға жасалған қарапайым өзгерістер тезірек жүзеге асады.
- Жылулық өңдеу мен соңғы өңдеу: Нитрлеу сияқты процестер сапасын төмендетпейінше тездетуге болмайтын нақты цикл уақытын талап етеді.
- Сапа тексеру талаптары: Құрамдас бөліктердің техникалық талаптарға сай келуін қамтамасыз ететін кең көлемді тестілеу протоколдары уақыт қосады.
Тізбек қамтамасыз ету бойынша мамандар Lasso Supply Chain әлдеқайда ертерек жеткізушілерді қосу өндіріс уақытын қысқартады деп атап өтеді. Өнім дамыту кезеңінде өндірушілермен бірлесіп жұмыс істеу оларға өндіріс қуаттылығын алдын ала брондауға және дәл уақыт шеңберін бағалауға мүмкіндік береді.
Сіз бір ғана тапсырыс бойынша иінті осьті тапсырыс беруіңізге бола ма? Мүмкін. Көбінесе мамандандырылған өндірушілер жеке даналы тапсырыстарды қабылдайды, бірақ бір дананың бағасы дайындау шығындарының жоғары болуын көрсетеді. Егер сіздің жобаңыз кейінірек қосымша бірліктерді қажет етуі мүмкін болса, бастапқы келісім-шарттар кезінде болашақтағы сан мүмкіндіктері туралы талқылау кейде жақсырақ баға құрылымын ашуға мүмкіндік береді.
Бағдарлама бойынша бюджет жоспарлау үшін, өзіңіздің еліңізде шығарылатын стандарттық емес иінді білікті тапсырыс бергеннен кейін оны дайындау мен жөнелтуге дейін төрттен сегізге дейін апта керек болады. Халықаралық тапсырыстар әдетте жеткізу уақытын қосады, сондықтан жалпы жеткізу мерзімі шығу және келу нүктелеріне байланысты алтыдан он екіге дейін аптаға созылуы мүмкін. Тездетілген тапсырыстар кейде мүмкін болады, бірақ өндіріс операциялары вице-президенті Джейсон МакКлюрдің айтуынша: «Қысқа әкелу мерзімдері материалдар мен өңдеуді тездету және қосымша смена есебінен құнын көтереді» деп, премиялық баға талап етеді.
Жобаңыздың кестесіне дайындық уақытын қосу күтпеген кешігулерден қорғайды. Материалдарды алу бойынша қиыншылықтар, жабдықтарды техникалық қызмет көрсету немесе қайта өңдеуді талап ететін сапа мәселелері бастапқы бағалаулардан тыс уақыт шеңберін ұзартуы мүмкін. Кәсіби қозғалтқыш жасаушылар әдетте маңызды компоненттерді бірнеше апта бұрын, соңғы мерзімге дейін орын қалдырып тапсырыс береді.
Баға мен уақыт шеңбері анықталғаннан кейін сіз бірінші сұраныстан бастап жеткізу координациясына дейінгі тапсырыс беру процесін орындауға дайынсыз.
Тапсырыс бойынша толық серіппелі валдардың тапсырыс процесі
Сіз қажетті дайындықты жасадыңыз. Техникалық талаптар құжатталды, өндірушілер тексерілді, ал бюджет күткендей. Енді шындық сәті келді: нақты тапсырысты орналастыру және оны өндірістен бастап жеткізуге дейін басшылыққа алу. Бұл процесс серіппелі валдардың алдыңғы қатарлық нұсқаларын дамытудың алғашқы кезеңдерінен бері қатты дамыды, онда eagle rotating assemblies және ұқсас өнімділік компоненттері қағаздағы сызбалар мен телефонмен болатын хабарласулар арқылы өндірушілермен көп ретті алма-кезек әрекеттестікті талап етті.
Бүгінгі тапсырыс беру процесі цифровалық байланыс, CAD файлдарын бөлісу және жеңілдетілген бекіту ағымдарынан пайда көреді. Дегенмен, сіз жергілікті кривошиптық шкив цехынан немесе халықаралық жеткізушіден тапсырыс берсеңіз де, негізгі кезеңдер тұрақты болып қала береді. Әрбір сатыны түсіну өндіріс барысында бақылауыңызды сақтауға және дайын бөлшектің күтілетін нәтижемен сәйкес келуіне көмектеседі.
Бастапқы сұраудан бастап дизайнды бекітуге дейін
Алғашқы байланыстан өндірісті ресмилендіруге дейінгі жол белгілі бір ретпен жүреді. По мнению Western of Texas Forge & Flange тараған тәртіп бойынша, құйма заттарды тапсырыс беру үдерісі бір-біріне байланысты бірнеше кезеңдерден тұрады.
Төменде ретімен келтірілген толық тапсырыс уақыт сызығы:
- Бастапқы сұрақтар мен кеңес беру: Өндірушінің инженерлік немесе сатылымдар тобымен бірінші сұхбат жобаның көлемін анықтайды. Сіздің техникалық талаптар құжатыңыз, қолдану ерекшеліктері мен уақыттық мерзімдеріңізбен дайын болыңыз. Саны, жеткізу мерзімдері және толық өндіруден бұрын прототиптеу қажет пе деп сұрақтар күтіңіз. Сапалы өндірушілер тәжірибелері негізінде ұсыныстардың реттелуін немесе ұсыныс беруі мүмкін.
- Ресми техникалық талаптарды ұсыну: Өлшемдер туралы толық ақпараты бар детальді сызбалар, CAD-модельдер немесе суреттерді ұсыныңыз. Материалдарға қойылатын талаптарды, сәйкес салалық стандарттарды (ASME, ASTM, SAE) және қосымша RPM диапазоны, қуат деңгейлері және қолданылатын болса, қысым көтеру сияқты жұмыс режимі талаптарын қосыңыз. Ұсынылған материал соғұрлым толық болса, бұл кезең соғұрлым тез аяқталады.
- Инженерлік бағалау: Өндірушінің инженерлік тобы сіздің ерекшеліктеріңізді іске асырылуы үшін қарайды. Олар жобаның өндіріс процестеріне сәйкес келетінін бағалайды, материалдың қол жетімділігін тексереді және кез келген ықтимал мәселелерді анықтайды. Бұл бағалау әдетте стандартты сұраулар үшін үштен жеті жұмыс күніне дейін, күрделі конфигурациялар үшін ұзаққа созылады.
- Санақтамалардың дамуы: Бағалаудан кейін сіз материалдардың құны, құрал-саймандар, өндіріс шығындары, жылумен өңдеу және өңдеу, болжамды жеткізу уақыты, жеткізу шарттары және төлем шарттары туралы егжей-тегжейлі баға ұсынысын аласыз. Осыны бюджет күтулеріңіз бен уақыт кестелеріңізбен салыстырып, мұқият қараңыз.
- Жобаны қайта қарау және жетілдіру: Көптеген өндірушілер жобаны аяқтау алдында оны ресми түрде тексереді. Бұл бірлескен сессияда өндіріс басталғанға дейін әлеуетті мәселелерді анықтауға болады. Толеранттылық жинақтауы, теңгерімдеу тәсілдері және қажетті нақтылаулар туралы талқылауларды күтіңіз. Қажет болған жағдайда, бекіту үшін прототип жасалуы мүмкін.
- Сатып алу тапсырысы мен шарттама: Талқыланған шарттарды енгізіп, ресми сатып алу тапсырысын беру арқылы тапсырысыңызды растаңыз. Үлкен көлемді жобалар үшін жауапкершіліктерді, кезеңдік төлемдерді, уақыт бойынша міндеттемелерді және кепілдік шарттарын баяндайтын шарттаманы қол қою керек.
- Материалдарды сатып алу: Бекіту алынғаннан кейін өндіруші сіздің техникалық талаптарыңызға сәйкес құрамдастырушы материалдарды сатып алады және тексереді. Болат сертификаттауы мен жылу нөмірі құжаттары осы кезеңде басталады және кривошип біліктің дайындалуы барысындағы іздестірілетін тізбекті қамтамасыз етеді.
- Қалыптау және матрица дайындығы: Егер сіздің дизайныңызға арнайы ұстау матрицалары немесе арнайы өңдеу қондырғылары қажет болса, оларды жасау басталады. Бұл кезең әдетте жеткізу уақытын ұзартады, бірақ құрал-жабдық дайын болғаннан кейін өндірістің тиімді жүруін қамтамасыз етеді.
Бұл кезеңдерде байланыс бойынша ең жақсы тәжірибелер шығарылымның сапасына үлкен әсер етеді. Өндірушілердің сұрақтарына уақытында жауап беріңіз, өйткені сіздің жағыңыздағы кешіктер өндірістің кестесіне әсер етеді. Телефон қоңырауы кезінде болса да, барлық техникалық сипаттамалар туралы талқылауларды жазбаша түрде құжаттаңыз. Түпнұсқа сұраныс немесе уақыт кестесіне енгізілген кез келген өзгерістерді жазбаша растау үшін өтініш жасаңыз.
Жобаларыңыз үшін жылдам уақыт кестесін қарастыратын сатып алушылар үшін, кейбір өндірушілер жылдам үлгілеу қызметтерін ұсынады. Мысалы, Shaoyi (Ningbo) Metal Technology түпнұсқа өндіріске кіріспес бұрын пішіні мен өлшемін бағалай алатындай етіп, үлгілеуді 10 күн ішінде ұсынады. Өндіріс аяқталғаннан кейін Нинбо портына жақын орналасуы әлемдік масштабта тез жеткізуге мүмкіндік береді, бұл халықаралық сатып алу үшін құнды артықшылық болып табылады.
Өндірісті бақылау және жеткізу координациясы
Өндіріс басталған кезде сіздің рөліңіз техникалық талаптардан бақылауға өтеді. Өндірістің барлық кезеңінде белсенді қатысу ақауларды ерте анықтауға және дайын бөлшектің сіздің талаптарыңызға сай болуына көмектеседі.
Өндіріс реті әдетте мынадай болып жүреді:
- Термиялық өңдеу операциялары: Шикі болат білет шойын немесе тұйық қалыпта соғу арқылы шикі картаушаға айналады. Бұл кезең аяқталғаннан кейін растауды, сондай-ақ соғудың бастапқы өлшемдік тексерулерін талап етіңіз.
- Алғашқы өңдеу: CNC жабдықтары соғын дайын өлшемдерге жақындатады, бірақ соңғы өңдеу үшін материал сақталады. Бұл кезеңде журналдардың орны, тепе-теңдікті ұстау профилі мен жалпы геометрия анықталады.
- Ыстырма әдістері: Сіздің талаптарыңызға байланысты картауша қатайту, түзету және нитрлеу сияқты беттік өңдеу процестерінен өтеді. Цикл параметрлері мен қаттылық тестінің нәтижелері туралы термиялық өңдеу құжаттарын талап етіңіз.
- Қорытынды өңдеу: Жинақталған өлшемдік дәлдік дәлме-дәл өңдеу операцияларынан кейін пайда болады. Журнал диаметрлері, бет бетінің өңделуі және барлық маңызды допусстар бұл кезеңде тиісті талаптарға сәйкес келеді.
- Теңдестіру: Динамикалық тепе-теңдік коленвалдың жұмыс істеу жылдамдығында тегіс айналуын қамтамасыз етеді. Өлшенген тепе-теңдіксіздік пен түзету мәліметтері көрсетілген тепе-теңдік есебін талап етіңіз.
- Тексеру және сынақ: Толық сапаны тексеру өлшемдік тексеруді, магниттік бөлшектермен сынақты және бет өңделуінің өлшемін қамтиды. Барлық құжаттар дайын бөлшекпен бірге жеткізілу үшін жинақталуы тиіс.
- Пакеттейту және жеткізу: Коленвал тасымалдау кезінде зақымданудан сақтайтын қорғауыш орама алады. Маркировкада бөлшектердің нөмірлері, материал сорттары және тапсырысқа сілтеме ақпараты көрсетіледі.
Қазіргі заманғы өндірістік жұмыс үрдісінің бағдарламалық жабдығы ретінде саланың үрдістерінің сарапшылары сипаттайды , өндіру барысында автоматтандырылған бақылау мен бекіту жолын қамтамасыз етеді. Сапалы өндірушілер жиі күйін жаңартып, тұрақты шақыруларды қажет етпейді. Жеткізушіңіз білдірімді білдірмесе, негізгі кезеңдерде кездесу кестесін құрыңыз.
Жеткізу мәселері өндіру аяқталар алдында назар аударуға тиіс. Үйлік тапсырыстар үшін, ереже бойынша жүк көлігі жеткілікті, бірақ жоғары құнды иінді біліктер жеткізу сақтандыруы мен қол қойылған растауды қажет етеді. Халықаралық жөнелтуді қосымша жоспарлау қажет:
- Кеден құжаттамасы: Жөнелтумен бірге тарифтік жіктеулер мен шығу елінің құжаттамасының дұрыс болуын қамтамасыз етіңіз.
- Тасымалдау сақтандыруы: Халықаралық жүк тасымалдау зақымдану қаупі жоғары; толық ауыстыру құнына плюс жеткізу шығындарына сақтандырыңыз.
- Жеткізу уақыты: Лацпорттағы кешігулер мен кеден тазалауын жобаңыздың кестесіне енгізіңіз. Екі елде болатын демалыс кезеңдері тасымалдау уақытын әлдеқайда ұзарта алады.
- Импорттық міндеттемелер: Тауар келіп түскенге дейін қолданылатын борыштар мен салықтарды түсініп алыңыз, сондағы сәйкес мәселелерді болдырмаңыз.
Көрсетілген еңкіштің келіп түсуімен оны дер кезінде техникалық шарттар парағы мен сапа құжаттарына сәйкес тексеріңіз. Журнал өлшемдерін дәл өлшеу құралдарымен тексеріңіз, бет бетінің жағдайын тексеріңіз және құжаттаманың толықтығын растаңыз. Кез-келген сәйкессіздікті өндірушіге уақытылы хабарлаңыз; белгілі тауарлық қамтамасыз ететіндер көбінесе ерте хабарланған жағдайда нақты мәселелерді тез шешеді.
Әдеттегі емес еңкіш өнеркәсібі алғашқы ыстық жинаушыларға қызмет еткен кезден бастап қатты дамыды. Қазір сіз отандық жеткізушілерден немесе халықаралық өндірістік серіктестіктерді зерттеп отырған кезде болсын, еңкіштерді сатып алу процесі жүз жылдар бойы жетілдірілген жақсы тәжірибелерден пайда көреді. Осы дәлелденген қадамдарды қадам сайын қолдану бастапқы сұраудан табысты жеткізуге дейінгі қарапайым жолға айналдырады.
Сіздің қолыңыздағы тапсырыс бойынша иінді білікпен сіз қозғалтқышты жинауды аяқтауға дайынсыз. Соңғы бөлімде қарастырылған барлық мәселелер нақты ұсыныстар мен келесі тапсырыс беру жобасыңыз үшін тәжірибелік тізімге біріктірілген.
Сіздің Тапсырыс Бойынша Иінді Білік Жобаңызға Келесі Қадам
Сіз шартты түрде иінді біліктерді тапсырыс берудің толық циклін өттіңіз, оған неге шабу қажеттігін түсіну, өндірушілермен қарым-қатынас орнату және өндіріс мерзімдерін басқару да кіреді. Енді сол білімді іс-әрекетке айналдыру уақыты келді. Сіз бірінші рет тапсырыс беруші болсаңыз немесе қозғалтқыш жинау бойынша тәжірибелі маман болсаңыз да, құрылымдық тәсіл бар болғанда алға қарай жол түсініктірек болады.
Тапсырыс бойынша иінті осьті сатып алу сәттілігі төрт негізгі факторға байланысты: толық техникалық талаптарды дайындау, өндірушіні мұқият бағалау, сапаға қойылатын қатаң талаптар және уақыт кестесін нақты жоспарлау. Осы элементтердің біреуін ғана қалдырып алсаңыз, сіздің жобаңыз кешігуі, құнының артуы немесе өнімділік талаптарына сай келмейтін компоненттер пайда болуы мүмкін.
Сіздің Тапсырыс Бойынша Иінті Осьті Таңдау Тізімі
Өндірушілерге хабарласу алдында мына маңызды пункттердің әрқайсысына жауап бергеніңізді растаңыз:
- Қозғалтқыш конфигурациясы тіркелді: Маркасы, модельі, цилиндрлер саны, күтілетін айналым/мин диапазоны және қуат көрсеткіштері жазылды
- Өлшемдік сипаттамалар жиналды: Жүріс ұзындығы, негізгі журнальды диаметр, шатундық журнальды диаметр және цилиндрлер арасындағы қашықтық өлшенді немесе зерттелді
- Материал талаптары анықталды: Қолданылу мақсатына сәйкес болат маркасы таңдалды (көбінесе жоғары өнімділікті жинақтау үшін 4340)
- Үсті-үстіне қозғалатын жинақ массалары қолжетімді: Қарсы салмақтың дұрыс мөлшерін анықтау үшін поршень, сақина және сақинаның салмағы тіркеледі
- Өндірушілер тізімі құрылды: Байланысты тәжірибе мен расталған сертификаттары бар бірнеше жеткізушілер анықталды
- Бюджет ауқымы белгіленді: Күрделілік деңгейі мен материалдар талабына негізделген нақты баға күтімдері анықталды
- Уақыт кестесіне резерв қосылды: Жоба кестесі кенеттен туындайтын кешігулерге төтенше уақыт қосады
- Сапа құжаттамасы талаптары тізімделді: Материалдар сертификаты, тексеру актілері мен тепе-теңдік деректері алдын ала көрсетілген
Қалпына келтіру жобалары үшін ескі детальдардың орнына қолданылатын кривошипвалдарды іздеп отырған адамдар үшін құжаттамаға шығарылған жабдық спецификацияларын және рұқсат етілетін ауытқуларды қосу қажет. Ескі қозғалтқыштарға арналған кривошипвалдар тарихи өлшемдермен сәйкес келуі тиіс, бірақ материалдарды ұзақ пайдалану үшін жаңартуға болады.
Сеніммен Алға Қозғала отырып
Сіз алған білім көптегендер үшін қорқынышты процесс деп санайтын нәрсені басқарылатын жобаға айналдырады. Сіз штамповкалық серіппелерге қарағанда мықтырақ болатын штампталған иінді біліктердің неге артықшылығы бар екенін, өндірушілердің қандай техникалық талаптарға ие болуы керектігін, сапа бақылауы сіздің инвестицияңызды қалай қорғайтынын және шынайы баға мен уақыт шеңбері қандай болуы керектігін түсінесіз.
Ең сәтті тиімді иінді білік жобалары сенімділікті қамтамасыз ететін сапа, сіздің бюджетіңізге сәйкес келетін құны және сіздің кестеңізге сай келетін дайындық уақыты арасындағы үш қарама-қарсы басымдықты теңестіреді. Кез-келген жеке фактор бойынша тым көп жеңілсете отыру проблемалар туғызады. Ең маңызды жерлерде сапаға инвестиция жасаңыз, нақты резерв уақытпен жоспар құрыңыз және ең арзан нұсқа ұзақ мерзімді тұрғыдан ең жақсы құндылықты сирек ұсынатынын есте ұстаңыз.
Бірінші рет сатып алушылар бекітілген өндірушінің инженерлік тобымен жеке әңгімелеп бастауы керек. Өзіңіздің техникалық талаптар құжатыңызды әкеліңіз, еркін сұрақтар қойыңыз және шартты жасасу алдында олардың қаншалықты жауапкершілікпен және пайдалы болғанын бағалаңыз. Бастапқы өзара әрекет сіз кіргелі отырған серіктестіктің мәнін көрсетеді.
Тәжірибелі құрылысшылар бұл негіздемені бар процестерді жетілдіру үшін пайдалана алады. Мүмкін сіз белгілі бір сапа құжаттамасын қарастырмадыңыз немесе халықаралық өндірістің мүмкіндіктерін толық зерттемедіңіз. Әрбір жоба сіздің тәсіліңізді жақсарту үшін мүмкіндік береді.
Сіздің ерекше иінті оськеңіз сіздің қозғалтқыш құрылымыңыздың жүрегі болып табылады. Дәл нақты спецификацияларды жинаудан бастап, сапа сертификаттарын растауға дейінгі дұрыс тапсырыс беру үшін салынған еңбек сенімді жұмыс істеу мен ұзақ қызмет ету арқылы пайда әкеледі. Сіз Eagle Cranks деңгейіндегі жарыс қозғалтқыштарын жинасаңыз да, жеңілмототехниканың классикалық иінті оськесін қалпына келтірсеңіз де, негізгі принциптер бірдей болып қала береді.
Мұнда алған біліміңізді келесі жобаңызға қолданыңыз. Өндірушілер бар, технологиялар дәлелденді, ал сізде олармен сәтті жұмыс істеуге мүмкіндік беретін білім бар. Сіздің тапсырыс бойынша жасалған мойынтірегіңіз дайын.
Тапсырыс бойынша жасалған мойынтіректерді сатып алу бойынша жиі қойылатын сұрақтар
1. Қандай компания тапсырыс бойынша мойынтіректер жасайды?
Bryant Racing, Winberg Crankshafts және Eagle Specialty Products сияқты бірнеше белгілі өндірушілер Америка Құрама Штаттарында тапсырыс бойынша мойынтіректерге арналған мамандандырылған. Shaoyi (Ningbo) Metal Technology халықаралық компаниясы IATF 16949 сертификатталған өндіріс пен жедел прототиптеу мүмкіндіктерін ұсынады. Өндірушіні таңдаған кезде олардың сертификаттарын, инженерлік қолдауын, дайындалу мерзімдерін және нақты қолданылу түріңіз бойынша тәжірибесін бағалаңыз.
2. Мұржылатылған мойынтірең қанша ат күшін шыдай алады?
Сапалы 4340 шөмілтіп соғылған коленвал, ереже бойынша, 1500 ат күшіне дейін өндіретін қозғалтқыштарды сенімді түрде ұстайды. Бұл деңгейден жоғары қолдану жағдайларында материалдың біркелкілігі жағынан артықшылық беретін білетті коленвалдарды таңдау қажет. Алайда, нақты мүмкіндіктер материал маркасына, жылулық өңдеудің сапасына, журнал өлшеміне, противосалмақ конструкциясына және қозғалтқышта еріксіз индукция немесе азот тотығының болуына байланысты.
3. Тапсырыс бойынша жасалған соғылған коленвалдың құны қанша?
Тапсырыс бойынша жасалған соғылған коленвалдың бағасы әдеттегі 4340 болатын қарапайым конструкциялар үшін бірнеше мың доллардан бастап экзотикалық материалдармен жасалған күрделі конфигурациялар үшін он мыңнан астам долларға дейінгі ауқымда болады. Негізгі құн факторларына материалдың таңдалуы, конструкция күрделілігі, тапсырыс мөлшері, нитрлеу сияқты өңдеу талаптары мен теңестірудің дәлдігі жатады. Жеке дана тапсырыстар жабдықтау шығындарын бірнеше бұйымға тарату мүмкін болмағандықтан, бір данаға шаққандағы құны жоғары болады.
4. Тапсырыс бойынша иінті осьтердің әдетте жеткізу уақыты қанша?
Сатып алушының тапсырысы бойынша иінті осьтерге әдетте тапсырысты растағаннан бастап жеткізуге дейін төрттен сегізге дейін апта керек. Халықаралық тапсырыстар жолдау уақытын қосады, осылайша жалпы жеткізу уақыты алтыдан он екіге дейін аптаға созылады. Жұмыс істеу мерзіміне әсер ететін факторларға қазіргі өндірістік мүмкіндіктер, материалдардың болуы, конструкцияның күрделілігі, жылулық өңдеу талаптары мен сапа тексеру ережелері жатады. Кейбір өндірушілер бастапқы үлгілер үшін 10 күн ішінде жедел прототиптеу қызметін ұсынады.
5. Тапсырыс бойынша иінті осьті тапсырғанда қандай техникалық сипаттамаларды көрсетуім керек?
Негізгі техникалық сипаттамаларға двигательдің маркасы мен конфигурациясы, жүріс ұзындығы, негізгі сақина диаметрі, шатундық мойынтірек диаметрі, цилиндрлер арасындағы қашықтық, табан салмағының талаптары және ілгері-шегініп қозғалатын топтың салмағы жатады. Сонымен қатар материал классының талаптарын, жылумен өңдеу талаптарын, күтілетін айналым/мин диапазонын, қуат мақсаттарын және двигательде мәжбүрлі толықтыру пайдаланылатынын көрсету керек. Түпнұсқа құжаттама қолжетімсіз болған кезде дәл өлшемдерді қамтамасыз ету үшін тәжірибелі двигатель жинаушымен бірге жұмыс істеу керек.