 Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —
Кіші көліктер, жоғары стандарттар. Біздің шуақты проTOTYPE қызметі табиғатты тексеру процессін жылдамдаған және оңайластырады —

Дәстүрлі әдістерге қарағанда қосымша тапсырыс бойынша лазерлік кесу неге қосымша бөлшектер үшін тиімдірек

Талап бойынша лазерлік кесу деген не?
Бір ғана прототип үшін қажеттілікке қарай лазерлік кесілген бөлшек немесе жеке жоба үшін аз мөлшерде компоненттердің тобын ғана қажет еткен кезде? Дәстүрлі өндіріс сізді экономикалық тиімділік үшін жүздеген — немесе тіпті мыңдаған — бөлшек тапсыруға мәжбүр етеді. Осы жерде талап бойынша лазерлік кесу барлығын өзгертеді.
Талап бойынша өндіріс — бұл бөлшектер тек қажет болған кезде және қажетті мөлшерде ғана шығарылатын өндіріс жүйесі; бұл қоймада сақтау мен ең аз тапсырыс мөлшерінің қажеттілігін жояды.
Оны сізге қажетті тағамды тапсыруға ұқсатыңыз — бұл дайындалған тоңазытылған тамақтарды үлкен мөлшерде сатып алуға қарағанда. Сізге дәл қажеттісі, қажет болған уақытта беріледі, шығындар мен сақтау қиындықтарынсыз. Бұл қажеттілікке қарай лазерлік кесудің тәсілі — өндіріс әдетте ондаған жылдар бойы қалай жұмыс істегенінің негізгі өзгерісін көрсетеді.
Талап бойынша өндіріс революциясы
Дәстүрлі өндіріс қарапайым принципке негізделеді: бірлікке шаққандағы шығындарды төмендету үшін үлкен көлемде өнім шығару. Зауыттар арнайы құрал-саймандарға көп қаржы салады, күрделі өндірістік жолдарды құрады және мыңдаған бірдей бөлшектерді шығарады. Бұл массалық нарықтағы өнімдер үшін өте жақсы жұмыс істейді — бірақ егер сізге прототип үшін тек бес лазерлік кесілген бөлшек керек болса?
Мұнда мәселе анық көрінеді. Дәстүрлі өндіріс орындары төмендегілерді талап етеді:
- Құрал-саймандарға үлкен алғы қаржылық салымдар (жиі мыңдаған доллар)
- Минималды тапсырыс көлемі жүздеген немесе мыңдаған бірлікке дейін жетуі мүмкін
- Қондырғыны орнату мен өндірісті жоспарлау бойынша ұзақ кезекті уақыт
- Қоймалар мен ассортиментті басқару шығындары
Тапсырыс бойынша өндіріс осы теңдеуді толығымен өзгертеді. Xometry-дің өндіріс бағыттары бойынша зерттеулеріне сәйкес, бұл революциялық жүйе өндірушілерге дәстүрлі қосымша шығындарсыз жеке прототиптерді немесе аз сериялы өнімдерді шығаруға мүмкіндік береді. Сұраныс пайда болған кезде ғана ұсыныс қалыптасады — яғни, ешқандай шығын жоқ және сатылмаған қорлар жоқ.
Цифрлық жұмыс ағымдары бір бөлшекті өндіруді қалай қамтамасыз етеді
Онда осы заманауи контексте лазерлік кесу дегеніміз не? Бұл тек қана технология емес — бір бөлшекті өндіруді экономикалық тұрғыдан тиімді ететін бүкіл экожүйе. Осы «сірә» үш негізгі инновация арқылы іске асады:
Цифрлық файлды жіберу: Сіз өз дизайн файлдарыңызды тікелей онлайн лазерлік кесу платформаларына жүктейсіз. Телефон қоңыраулары жоқ, сатушылармен кері-алға электрондық пошта алмасуы жоқ. Сіздің CAD модельдеріңіз сәтті талданады.
Автоматтандырылған бағалау: Дамыған платформалар шығарылатын өнімге қатысты ұсыныстар мен дәл бағаларды секундтар ішінде құрады. Бұл автоматтандыру әдетте жобаның уақыттық кестесіне күнтізбелік кешігулерді қосатын қолмен бағалау процесін жояды.
Икемді өндірістік кестелеу: Жобаңызды қатты құрылған өндірістік кестеге сыйғызу күтпей, лазерлік өңдеу цехтары оны бос қуатқа орналастыра алады. Бұл икемділік жоғары қосымша төлемдерсіз тезірек жеткізу мүмкіндігін береді.
Нәтижесі қандай? Бұрын корпоративтік деңгейдегі бюджеттер мен ұзақ сатып алу процестерін талап ететін нәрсе қазір сіздің ұштарыңызда. Сіз бастаушы болсаңыз да, өзіңізге арналған дизайндарды зерттеп жүрсеңіз де немесе инженер болсаңыз да, идеяңыз бен дизайн файлыңыз бар әркімге кәсіби деңгейдегі лазерлі кесілген бөлшектерді қажетті уақытта қызмет көрсету арқылы қолжетімді етуге болады. 
CO₂ және талшықты лазерлік технологияларды түсіну
Сіз қажетті уақытта лазерлі кесу қызметтерін зерттеген кезде екі негізгі технологияға тап боласыз: CO₂ лазерлері мен талшықты лазерлер. Олардың айырмашылықтарын түсіну — бұл тек техникалық қызықтыру емес, ол сіздің қандай материалдарды кесе алатыныңызды, соңғы бөлшектердің сапасын және тіпті жобаңыздың құнын да тікелей әсер етеді. Сонда қай лазерлі кесу машинасы сіздің қолданысыңызға ең жақсы келеді?
Көңіл жетімді материалдарды өңдеуге арналған CO2 лазерлері
CO2 лазерлік кесу машиналары 1960-жылдардың басынан бері өнеркәсіптің негізгі жұмыс құралдары болып табылады. Бұл жүйелер күшті лазер сәулесін 10,6 микрометр толқын ұзындығында алу үшін газ қоспасын — әдетте көміртегі диоксиді, азот және гелий — қолданады. Бұл ұзын толқын ұзындығы органикалық материалдар мен бейметалдармен өте жақсы әрекеттеседі.
A-ны неге жасайды CO2 лазерлік кесу машинасы тиімді ме? Бұл технология инфрақызыл сәулелерді тиімді сіңіретін материалдармен жұмыс істеуге өте жақсы қабілетті. Xometry-дің техникалық талдауына сәйкес, CO2 лазерлері төмендегідей кең спектрдегі материалдармен жұмыс істей алады:
- Акрил мен пластиктер (PMMA, PETG, поликарбонат)
- Ағаш және фанера
- Тері мен мата
- Қағаз және тығыз картон
- Резеңке және корк
- Қалың металл парақтар (оттек көмегімен 10–20 мм немесе одан да қалыңырақ)
Алайда, осының артында қандай айырбас бар? CO2 жүйелері тек 5–10% ПӘК-пен жұмыс істейді, яғни олар лазерлік сәуле шығарған энергиядан 10–20 есе көп электр энергиясын тұтынады. Бұл жоғары энергия тұтынуы өндірістік шығындардың өсуіне әкеледі — бұл өндірістік сериялар үшін ескерілуі тиіс фактор.
Металл кесуге арналған талшықты лазерлер
Талшықты лазерлік технология — бұл металды кесуге арналған жаңа буын лазерлік машиналар. Бұл жүйелер лазер сәулесін 1,064 микрометрде (CO₂ толқын ұзындығынан шамамен он есе қысқа) генерациялау үшін оптикалық талшықтарды сирек кездесетін жер элементтерімен (әдетте иттербиймен) қоспалармен қосады. Бұл негізгі айырым металдармен жұмыс істеген кезде өте жоғары өнімділік көрсеткіштерін қамтамасыз етеді.
Неге толқын ұзындығы маңызды? Қысқа толқын ұзындығы энергияны дәлірек концентрлейді және металдың бетіне тиімдірек сіңеді. Нәтижесінде лазерлік метал кескіш машина қолданылатын материалдарға қарай ұқсас қуатты CO₂ машиналарымен салыстырғанда шамамен 3–5 есе жоғары өнімділік қамтамасыз етеді.
Талшықты лазерлер CO₂ жүйелерін қиындыққа ұшырататын жарқырағыш металдармен жұмыс істеген кезде ерекше тиімді болады:
- Нержавеющая болат
- Алюминий және алюминий қорытпалары
- Мыс және қола
- Титан
Бұл жерде әсерлілік туралы айтылған. Талшықты лазерлер әдетте 90%-дан астам әсерлілікке ие болады — яғни кіріс қуатының шамамен барлығын кесу энергиясына айналдырады. Әдетте 25 000 сағатқа (CO₂ құрылғыларына қарағанда шамамен 10 есе ұзақ) жететін жұмыс өмірімен қосылғанда, талшықты технология кесуге арналған ең жақсы лазер ретінде, бастапқы жабдықтау шығындары жоғары болса да, жиі дәлелденеді.
| СӘРЕПТІК | Co2 лазер | Талшықты лазер |
|---|---|---|
| Толқын ұзындығы | 10,6 мкм | 1,064 μм |
| Энергия тиімділігі | 5-10% | 90%-дан астам |
| Ең жақсы материалдарды пайдаланамыз | Органикалық заттар, пластиктер, қалың металдар | Металдар (әсіресе шағылысқыш түрлері) |
| Кесу жылдамдығы (металдар) | Стандарт | жұқа парақтарда 3–5 есе тезірек |
| Қыр сапасы | Қалың материалдарда өте жақсы | Жоғары дәлдік, тарырақ кесік |
| Еңбек өмірі | ~2 500 сағат | ~25 000 сағат |
| Типілік қолданулар | Таңбалар, дисплейлер, қалың плиталарды кесу | Автомобиль өнеркәсібі, электроника, дәлдік бөлшектері |
| Жарқырағыш металлмен жұмыс істеу | Жетістікке жетуге қиын | Керемет |
Сіз тапсырмаңызды тапсырмалық лазерлік кесу қызметіне берген кезде қызмет көрсетуші әдетте сіздің талаптарыңызға сәйкес металл немесе басқа материалдар үшін тиімді лазерлік кесу машинасын таңдайды. Бұл технологиялық айырмашылықтарды түсіну сізге әрбір жүйенің күшті жақтарын пайдалануға мүмкіндік беретін бөлшектерді жобалауға және жобаңызды қалай шығарылатыны туралы ақпаратты сұрауға көмектеседі.
Толық тапсырыс бойынша өңдеу жұмыс істеуі
Сізде белгілі бір дизайн идеясы бар және технологияны түсінесіз — бірақ сіздің файлды жүктегеннен бастап, дайын бөлшектерді үйіңізге алып келгенге дейін нақты қандай процестер жүреді? Сіз менің жақтағы лазерлік кесу қызметтерін іздеймін немесе қашықтан қызмет көрсететін ұйыммен жұмыс істейсіз, жұмыс істеуі әдетте тиімділікті максималдайды және күтпеген жағдайларды азайтады.
Сәттілікке жету үшін өзіңіздің дизайн файлдарыңызды дайындау
Мұнда көптеген бірінші рет пайдаланушылар қателеседі. Сіздің дизайн файлыңыз — барлығының негізі болып табылады, ал дәлдікке қойылатын талаптары жоғары лазерлік кесу үшін дәлдікке қойылатын талаптар да жоғары. Бұл процесті дұрыс бастау — қайта өңдеу циклдарын үнемдейді және лазерлік кесу қызметтерінің сіздің көз алдыңызға елестеген нәтижені дәл беруін қамтамасыз етеді.
Қабылданатын файл пішімдері:
- DXF (Сызу алмасу пішімі): 2D векторлық файлдар үшін универсалды стандарт. Көптеген лазерлік кесу CNC станоктары операторлары жазық бөлшектер үшін осы форматты қолдануды ұсынады.
- AI (Adobe Illustrator): Қисық сызықтар мен өнеркәсіптік элементтері бар күрделі дизайнерлік шешімдер үшін өте жақсы.
- SVG (Масштабталатын Векторлық Графика): Веб-ортада қолдануға ыңғайлы формат, ол кесу траекторияларына жақсы аударылады.
- STEP (Өнім Деректерін Алмастыру Стандарты): 3D бөлшектер үшін немесе иілу ақпараты маңызды болған кезде қажет.
Аулақ болу қажет болатын ортақ жобалау қателіктері:
Сіз өзіңізге идеалды деп санайтын файлды жіберіп, оның қажетті түрде кесілмейтіндігі туралы пікір алуыңызды елестетіңіз. Осы қателер тәжірибелі дизайнерлерді де қиналдырады:
- Өте жақын орналасқан сызықтар: Лазер сәулесінің ені бар (бұл керф деп аталады). Материал қалыңдығынан кем қашықтықта орналасқан элементтер бірігуі мүмкін немесе өте әлсіз бөліктер пайда болуы мүмкін.
- Тұйық контурлардың жоқтығы: Ашық жолдар кесу бағдарламасын шатастырады. Әрбір пішін толығымен тұйықталуы керек.
- Мәтін контурларға аударылмаған: Қаріптер жүйелер арасында дұрыс берілмеуі мүмкін. Жүктегенге дейін барлық мәтінді векторлық жолдарға түрлендіріңіз.
- Материалға тән ең кіші мәндерді ескермеу: 1 мм тесік 1 мм алюминийде жұмыс істейді, бірақ 6 мм болатта қиындықтар туғызады. Элементтерді сәйкесінше масштабтаңыз.
- Керфке қосымша есеп бермеу: Дәл келу маңызды болса, лазердің алып тастайтын 0,1–0,3 мм материалды ескеріңіз.
Нақты акрил лазерлік кесу қызметін іздейтін пайдаланушылар үшін ескеріңіз: оның жылу қасиеттері металдардан ерекшеленеді. Ішкі бұрыштарды стресс сызаттарын болдырмау үшін сәл үлкен етіп жобалаңыз және бұралуы мүмкін өте жіңішке бөліктерден аулақ болыңыз.
Жүктеуден бастап жеткізу аяғына дейін бес қадам
Сіздің файлыңыз дайын болғаннан кейін, тапсырыс бойынша қызметтің жұмыс істеуі ыңғайлы ретпен жүзеге асады. Бұл процестің артқы жағында нақты не болып жатқанын қарастырайық:
-
Файлды жүктеу және дер кезінде талдау
Сіз өз дизайн үлгіңізді қамтамасыз етушінің платформасы арқылы жібересіз. Автоматтандырылған жүйелер сіздің дизайн үлгіңізде ашық контурлар, қолданылмайтын геометрия немесе минималды шектерден төмен орналасқан элементтер сияқты ақауларды анықтайды. Көптеген платформалар сіздің дизайн үлгіңізде тікелей көрсетілген проблемалар туралы дер кезінде қайтарым береді. -
Автоматтандырылған бағалау және материалды таңдау
Жүйе геометрия күрделілігі мен жалпы қиып алу траекториясының ұзындығы негізінде қиып алу уақытын есептейді. Сіз өзіңізге қажетті материал мен оның қалыңдығын таңдайсыз, ал платформа материалдың құнын, станокта өңдеу уақытын және қосымша өңдеу талаптарын ескере отырып, баға ұсынады. Бұл әдетте дәстүрлі бағалау үшін кететін күндердің орнына бірнеше секунд ғана алады. -
Тапсырысты растау және өндірісті жоспарлау
Сіз бағасын бекіткеннен кейін және төлемді толық төлегеннен кейін сіздің тапсырмаңыз өндіріс кезегіне енеді. Икемді жоспарлау сіздің жеке бөлшек тапсырысыңызды партияның минималды көлемін күтпей-ақ қолжетімді станок уақытына қосуға мүмкіндік береді. Жеткізу мерзімі әдетте экспресс (1–3 күн) мен стандартты (5–10 күн) нұсқалары арасында болады. -
Кесу және сапаны тексеру
Операторлар сіз көрсеткен материалды орнатады және дәлдік лазерлік кесу бағдарламасын іске қосады. Кесуден кейінгі тексеру өлшемдік дәлдікті, жиектің сапасын және беттің күйін растайды. Маңызды шектеулер техникалық талаптарға сәйкес өлшенеді. Кез келген қабырға тегістеуі немесе екіншілік жабдықтау бұл кезеңде орындалады. -
Қаптама және тасымалдау
Бөлшектер көлік кезінде зақымданбау үшін ұқыпты түрде оралады. Қорғаныс пленкалары беттерде қалады, ал сынғыш компоненттерге қосымша амортизациялық қабат қосылады. Транспортық іздеу ақпараты сіздің электрондық поштаңызға жіберіледі, ал сіздің құрылған бөлшектеріңіз жолда.
Тезірек өңдеу үшін кеңестер:
- Егер шектеулер маңызды болса, маңызды өлшемдері бар 2D сызбаны қосыңыз
- Қай беттері көрінетін (декоративті), қай беттері қызмет атқаратын (функционалды) екенін көрсетіңіз
- Тапсырыс пікірлерінде ерекше талаптарды ескеріңіз
- Үлкен тапсырыстарға өтпес бұрын жаңа материалдар үшін үлгі кесінділерін сұраңыз
Бұл жұмыс құрылымының әдемілігі неде? Әрбір қадам қымбатқа түсетін мәселелерге айналмас бұрын оларды анықтау үшін құрылған. Қателер мыңдаған бөлшек шығарылғаннан кейін ғана анықталатын дәстүрлі өндірістен айырмашылығы неде? Менің жақындағы лазерлік кесу қызметін қолданушылар әрбір бөлшектің сапасын тексере алады — сізге бір прототип немесе жүз өндірістік бөлшек тапсырсаңыз да, сізге сенім береді. 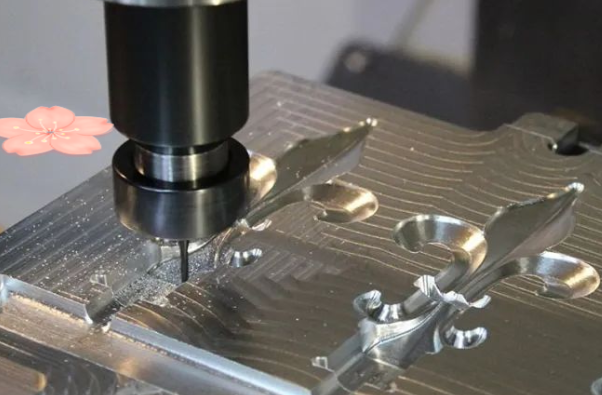
Материалды таңдау және үйлесімділік нұсқаулығы
Дұрыс материалды таңдау — бұл тек қағазда қалай көрінетіндігіне ғана байланысты емес; бұл негізінен сіздің бөлшегіңіздің жұмыс істеу сапасын, жиектің сапасын және соңғы құнын анықтайды. Тапсырыс бойынша лазерлік кесу қызметтерімен жұмыс істеген кезде әртүрлі материалдардың лазерлік энергиямен қалай әрекеттесетінін түсіну сізге ақылдырақ дизайн жасауға және аяқталған компоненттеріңізге нақты күт expectations қоюға көмектеседі.
Әр материал лазер энергиясына әртүрлі жауап береді. Кейбіреулері таза қиып, шеттері айнадай жылтыраған. Басқалары жылу жинақталуын, тотығуды немесе бетінің түсі өзгеруін басқару үшін арнайы әдістерді қажет етеді. Енді сіздер металл лазерлеу және одан да көп материалдарды сұраған кезде білулеріңіз керек мәліметтерді бөліп көрелік.
Металл материалдары мен қалыңдық мүмкіндіктері
Металлдар дәлдікпен лазерлік кесудің тірек сүйегі болып қала береді. Автомобильді ұстағыштан бастап электронды корпустарға дейін, металл табағын лазермен кесу нәзік фольгадан бастап, үлкен пластиналарға дейін барлық нәрсені жасайды. Бірақ әрбір металл отбасы кесу үстеліне ерекше қасиеттер береді.
Жай және көміртекті болат:
Өнеркәсіптік қолданбалардың жұмыс жылқысы, болат қалыңдығы кең диапазон бойынша болжамды түрде кесіледі. Лазерлік металл табақтарын жұмсақ болаттан кесу, әдетте, лазерлік қуатқа байланысты 0,5 мм-ден 25 мм-ге дейін немесе одан да көп. Бұл жерде екі негізгі кесу әдісі қолданылады:
- Реактивті кесу (көктегі көмегі): Ксометрияның материалдар нұсқаулығына сәйкес, оттегі тотығу арқылы кесуді жеделдетеді, бұл қалың бөліктерді тиімді өңдеуге мүмкіндік береді. Қайталама? Кесінді жиектерде жұқа оксид қабаты пайда болады.
- Құрылыспен кесу (азотты көмек): Таза, оксидсіз жиектер шығарады, бірақ қалың бөліктерде баяу жұмыс істейді.
Қызылтас:
Тұтқыр емес болатты лазермен кесу жылумен айналысуға мұқият назар аударуды қажет етеді. Материалдың хром құрамы коррозияға өте жақсы төзімділікті береді, бірақ сонымен қатар жылу энергиясына қалай жауап беретіндігіне әсер етеді. Тағамдық, медициналық немесе сәулет applicationswhere тотығу өнімділік немесе сыртқы көріністі бұзады үшін қажетті азот көмек газбен өңдеу кезінде таза, жарқын жиектер күтіңіз.
Лазермен тоқ кескенде, қалыңдығы 0,4 мм-ден 20 мм-ге дейін болады. Түйірек өлшеуіштер жылумен зақымданған аймақтармен (HAZ) ерекше таза қиып алады, ал қалың бөліктер біраз шеттің түсі өзгеруі мүмкін, оны кейіннен өңдеу арқылы оңай түзетуге болады.
Алюминий және алюминий қорытпалары:
Алюминийді лазермен кесу қиындықтарға әкеледі, себебі бұл металл жоғары шағылу қабілетіне және жылу өткізгіштігіне ие. Талшықты лазерлер мұнда өте жақсы көрсеткіш береді, олар CO₂ жүйелерінің тән шағылу мәселелерін жеңеді. Сіз алюминийді лазермен кескен кезде келесі нәтижелерді күтуіңізге болады:
- Жұқа парақтарда (6 мм-ге дейін) өте жақсы кесілетін жиектер
- Қалың бөліктерде кейбір жиектердің тегіс еместігі, оларды біріктіру арқылы кесу әдістерін қажет етеді
- Стандартты тапсырыс бойынша қызмет көрсету үшін типтік қалыңдық ауқымы — 0,5 мм-ден 12 мм-ге дейін
Алюминийдің жылу өткізгіштігі жылу тез шашырайтынын білдіреді — бұл, әдетте, жылу әсерінің аймағын (HAZ) азайту үшін жақсы, бірақ кесу жылдамдығын сақтау үшін жоғары қуат қажет етеді.
Допустимдік шектерін түсіну:
Сіз қандай дәлдікті күтуіңізге болады? Чарльз Дейдің допустимдік шектері бойынша , кәсіби лазермен кесу қызметтері әсерлі дәлдікке қол жеткізеді:
| Материалдың қалыңдығы | Допустимдік шектері (500 мм-ге дейінгі бөлшектер) | Рұқсат етілген ауытқу (500 мм ден 1500 мм ге дейін) | Рұқсат етілген ауытқу (1500 мм ден 3000 мм ге дейін) |
|---|---|---|---|
| 1,0 мм-ге дейін | ±0.12мм | ±0.12мм | ±0.12мм |
| 1,0 мм-ден 3,0 мм-ге дейін | ±0,15 мм | ±0,15 мм | ±0,15 мм |
| 3,0 мм-ден 6,0 мм-ге дейін | ±0,20 мм | ±0,20 мм | ±0,20 мм |
| 6,0 мм-ден 25 мм-ге дейін | ±0,25мм | ±0,25мм | ±0,25мм |
| 25 мм ден 50 мм ге дейін | ±0,50 мм | ±0,50 мм | ±0,50 мм |
Бұл рұқсат етілген ауытқулар бөлшектің өлшемі 3000 мм-ге дейін болған кезде әрқашан сақталады — яғни үлкен панельдер де тұрақты дәлдікті сақтайды. Мысалы, 3 мм қалыңдықтағы бөлшек үшін ±0,15 мм рұқсат етілген ауытқу — бұл сіздің элементтеріңіз олардың қажетті орнынан адам шашының қалыңдығына тең арақашықтыққа дейін ауытқиды дегенді білдіреді.
Пластикалық және арнайы материалдардың нұсқалары
Металлардан басқа, тапсырыс бойынша қызметтер әртүрлі бейметалл материалдарды өңдеуге мүмкіндік береді. Әрбір материалдың нәтижесін жақсарту үшін нақты кесу параметрлері қажет.
Акрил (PMMA):
Пластика ішіндегі жұлдыз түрі. Акрилды кесу қызметіне сұраныс әлі де жоғары, себебі CO2 лазерлері ешқандай қосымша өңдеуді қажет етпейтін отты-полирленген жиектерді қамтамасыз етеді. Қалыңдық мүмкіндіктері әдетте 1 мм-ден 25 мм-ге дейін өзгереді, ал жиектердің сапасы барлық ауқымда өте жоғары деңгейде қалады. Материал таза буланады, ол оптикалық таза, жылтыр беттер қалдырады, бұл таңбалар, көрсетулер және декоративті қолданыстар үшін өте қолайлы.
PETG:
Акрилға қарағанда соққыға төзімдірек, бірақ кесуге сәл қиынырақ. Жиектер акрилдың шыны тәрізді ашықтығымен емес, сәл қыртысты болуы мүмкін. Оптикалық жетілдікке қарағанда тұрақтылық маңызды болғанда қорғаныс қаптамалары мен тамаққа қауіпсіз қолданыстар үшін жақсы жұмыс істейді.
Поликарбонат:
Жиі қолданылатын пластика түрлерінің ішіндегі ең берікі, бірақ лазермен кесуге ең қиыны. Поликарбонат кесілген жиектерде сарғыш түске айналуы мүмкін және акрилға қарағанда беті сәл тұйық болуы мүмкін. Оның жоғары соққыға төзімділігі қажет болған жағдайларда жиектердің сәл түсінің өзгеруі әдетте қабылданады — немесе кейінгі өңдеу арқылы олардың түсін түзетуге болады.
POM (Делрин/Ацеталь):
Өлшемдік тұрақтылығы мен төмен үйкеліс коэффициентімен ерекшеленетін инженерлік пластик. Xometry-дің техникалық құжаттамасына сәйкес, POM CO₂ лазерлерімен өте таза кесіледі және жылу әсері аймағы (HAZ) минималды болады. Акрил үшін қолданылатын параметрлер POM үшін де жақсы жұмыс істейді, бірақ нәтижелердің оптималды болуы үшін жылдамдықты шамамен 25% баяулату қажет. Маңызды ескерту: қыздырылған POM улы газдар бөліп шығаратындықтан, дұрыс желдету міндетті.
Ағаш пен инженерлік ағаш өнімдері:
Фанера мен МДФ прототиптер, құрылғылар және декоративті бұйымдар үшін материалдық опцияларыңызды кеңейтеді:
- Фанера: Барлық түрлері лазермен кесілуге жарамды, бірақ шеттердің сапасы смола мазмұнына байланысты және дұрыс желдетуді қажет етеді. Жоғарылаған желдеткіш қысымы тазарақ кесілулер береді.
- МДФ: Тығыз және клейге бай МДФ баяу кесіледі және күйген, дақталған шеттерге бейім. 80 Вт лазер 10 мм МДФ-ті шамамен 3,5 мм/с жылдамдықпен өңдейді — бұл сәйкес фанерға қарағанда әлдеқайда баяу.
Жылу әсері аймағы және шеттердің сапасы бойынша күтілетін нәтижелер
Бұл — материалдық ғылым мен шынайы әлемдегі нәтижелердің қиылысу орны. Әрбір жылулық кесу процесі ыстыққа әсер ететін аймақты (HAZ) тудырады — бұл кесілетін аймаққа іргелес орналасқан, температураның көтерілуіне байланысты материал қасиеттері өзгеретін аймақ. HAZ-ды түсіну сізге дұрыс күтімдерді қоюға және сәйкесінше конструкциялауға көмектеседі.
A-Laser компаниясының техникалық талдауына сәйкес, HAZ бірнеше түрде көрінеді:
- Шлак пен қыртыстар: Кесу жиегінің бойымен балқыған материалдың қайта шөгуі, әсіресе бірнеше лазерлік өтуді талап ететін металдарда
- Бұрмалану: Жылу концентрациясы жұқа материалдарды деформациялауға немесе жиектердің жазық жатпауына әкелуі мүмкін
- Түсінің өзгеруі: Металдар мен пластиктер кесу жиегінің маңында түс өзгерістерін көрсетуі мүмкін — кейде тек косметикалық, кейде құрылымдық өзгерістерді көрсетеді
- Қабаттасу: Артық жылуға ұшырағанда қабаттасқан материалдар, мысалы, ламинаттар бөлінуі мүмкін
Бұл әсерлерді кәсіби тапсырыс бойынша қызметтер бақылайды: әрбір материал мен қалыңдық комбинациясы үшін лазерлік қуатты, кесу жылдамдығын және көмекші газ қысымын дәлме-дәл реттеу арқылы параметрлерді ұқыпты түрде оптимизациялау. Нәтижесінде барлық бөлшектеріңізде тұрақты жоғары сапалы кесілетін жиектер алынады.
| Материал | Қалыңдық диапазоны | Қыр сапасының сипаттамалары | Ең жақсы қолданулар |
|---|---|---|---|
| Жұмсақ болат | 0,5 мм – 25 мм | Оттегімен (O₂) — тотығу қабаты бар немесе азотпен (N₂) — жарқыраған | Қосалқылар, қораптар, конструкциялық бөлшектер |
| Нержавеющая болат | 0,4 мм – 20 мм | Азот көмегімен жарқыраған, тотығусыз | Тамақ өнеркәсібі жабдықтары, медициналық құрылғылар, архитектура |
| Алюминий | 0,5 мм – 12 мм | Жұқа материалдарда жақсы; қалың материалдарда оңашаланған тегіс емес бет | Электроника, жеңіл конструкциялар, жылу шашуыштар |
| Акрильді | 1 мм – 25 мм | Шамдан өткізілген, оптикалық тұрғыдан мөлдір | Таңбалар, дисплейлер, декоративті бұйымдар |
| PETG | 1 мм – 12 мм | Оңашаланған маттауылған жиектер | Қорғаныс қаптамалары, тағамдық қолданысқа арналған |
| Поликарбонат | 1 мм – 10 мм | Сарғыштау болуы мүмкін; акрилге қарағанда беті қаттырақ | Соққыға төзімді қорғаныс қақпақтары мен қаптамалары |
| POM (Delrin) | 1 мм – 15 мм | Өте таза, минималды жылу әсерінің аймағы (HAZ) | Тісті берілістер, подшипниктер, дәл механизмдер |
| Шыңғылдақ панель | 3 мм – 18 мм | Шеттерінде жеңіл көмірлену | Тәжірибелік үлгілер, бекітпелер, декоративті бұйымдар |
| MDF | 3 мм – 12 мм | Күйген жиектер, мүмкін болатын ластану | Үлгілер, декоративті емес қондырғылар |
Сіздің тапсырыс бойынша дайындалатын жобаңыз үшін материалдарды таңдаған кезде функционалдық талаптарыңызды нақты жиек сапасына қойылатын күтімдермен сәйкестендіріңіз. Декоративті акрил таңбасы мен жасырын болат орнату скобасы әртүрлі стандарттарды қажет етеді. Осы материалға тән сипаттарды түсіну сізге дұрыс спецификациялауға және дәл қажетті қызмет көрсететін бөлшектерді алуға көмектеседі.
Баға факторлары мен құнды тиімдестіру стратегиялары
Тапсырыс бойынша лазерлік кесу қызметтері үшін қанша төлеу керек? Ашық жауап — бұл жағдайға байланысты. Алайда, бағалар әдетте «қара қорап» секілді болып келетін дәстүрлі өндірістен айырмашылығы, лазерлік кесу бағасын анықтайтын айнымалыларды түсіну сізге тапсырыс бергенше өз дизайн шешімдеріңізді ақылды түрде қабылдауға және шығындарды оптимизациялауға мүмкіндік береді.
Шындығында, лазерлік кесу құны сіздің нақты жоба талаптарыңызға қарай әртүрлі болады. Дұрыс төртбұрышты кронштейн көптеген ойықтары бар күрделі декоративті панельге қарағанда әлдеқайда арзан тұрады. Енді сізге берілетін баға ұсынысына ненің кіретінін ашып көрсетейік.
Баға ұсынысыңызды анықтайтын негізгі факторлар
Әрбір лазерлік кесу бағасы ресурстардың тұтынуын — материалдардың, машина уақытының, еңбекақының және жалпы шығындардың — қосындысын көрсетеді. Сіздің соңғы бағаңызға нақты әсер ететіндер мыналар:
- Материал түрі мен құны: Сәйкес Strouse-тің құн талдауына сәйкес , материалдың құны жиынтық жоба шығындарының 70–80%-ын құрайды. Темірқорытпалардың құны қарапайым болатқа қарағанда жоғарырақ. Арнайы қорытпалар мен инженерлік пластиктер қосымша шығындарға әкеледі. Сіздің таңдаған материалдың түрі баға ұсынысыңыздың барлығын негіздейді.
- Материалдың қалыңдығы: Қалың материалдар таза жиектер алу үшін көбірек лазерлік энергия мен баяу кесу жылдамдығын талап етеді. 10 мм болат тақта 2 мм параққа қарағанда экспоненциалды түрде ұзағырақ кесіледі — ал бұл ұзақтаған машина уақыты сіздің құныңызды тікелей көтереді.
- Дизайнның күрделілігі мен кесу жолының ұзындығы: Қиынырақ дизайнерлік шешімдер ұзынырақ кесу жолдарын қажет етеді. Әрбір ойық үшін лазер кесуді бастайтын тесу нүктесі қажет. Komacut-тың бағалары туралы нұсқаулығында көптеген ойықтары бар дизайндардың жоғары дәлдікті және ұзақ кесу уақытын талап ететіндігі, сондықтан жалпы шығындардың артуына әкелетіндігі айтылады.
- Бөлшектердің өлшемдері: Ірі бөлшектер көп шикізатты тұтынады және ұзынырақ кесу жолдарын қажет етеді. Сондай-ақ, ірі бөлшектерді бір ғана параққа соншалықты тығыз орналастыруға болмайды, сондықтан материалдың пайдалану тиімділігі төмендейді.
- Тапсырыс берілген саны: Бастапқы құрылымдық шығындар сіздің тапсырысыңыздағы барлық бірліктерге бөлінеді. Бір бөлшекке қарағанда он бөлшек тапсыру әдетте он есе қымбат болмайды — файлды дайындау мен станокты орнату сияқты тұрақты шығындар көп мөлшерде тапсырыс берген кезде орташа есептеледі.
- Жеткізу уақыты: Ертең бөлшектер қажет пе? Тез өңдеу әдетте қосымша ақы талап етеді. Стандартты жеткізу мерзімдері цехтарға ұқсас материалдарды топтап өңдеуге және жоспарлауды тиімді ұйымдастыруға мүмкіндік береді, сондықтан осы тиімділіктер сізге қайтарылады.
- Екінші ретті өңдеу: Кесінділердің шеттерін тегістеу, фаска жасау, тісті беттік өңдеу, порошоктық бояу немесе басқа кейінгі өңдеу операциялары еңбек шығындарын және арнайы жабдықтарға кететін шығындарды арттырады. Таза шетті бөлшек (полирленбеген беттері бар) бөлшектен төмен құнымен ерекшеленеді.
Сіз қосымша металдан жасалған бөлшектерді тапсырған кезде, оларды жобалау кезеңінде осы факторларды ескеріңіз. Кіші өзгерістер — артық тесіктерді азайту, сипаттамаларды біріктіру немесе стандарттық дәлдіктерді қабылдау — сіздің таза пайданыңызға маңызды әсер етуі мүмкін.
Құнын тиімділету үшін дизайнын оптималдау
Мұнда стратегиялық ойлау тиімділік береді. Сіз шикізат бағасын бақылай алмайсыз, бірақ өзіңіздің жобалауыңыздың ресурстарды қаншалықты тиімді пайдаланатынын толығымен бақылай аласыз.
Материалды үнемдеу үшін қиып алу кезінде бөлшектерді бір-біріне тығыз орналастыруды пайдаланыңыз:
Тиімді біріктіріп орналастыру — бөлшектерді материалдың парағына стратегиялық түрде орналастыру — қалдықты үнемге айналдырады. Бұған QBuild Software талдауы сәйкес, оптимизацияланған біріктіріп орналастыру келесі артықшылықтарды ұсынады:
- Параққа көбірек бөлшек орналастыру арқылы материалдың пайдаланылуын максималдайды
- Қалдықтар мен шикізат шығындарын азайтады
- Лазердің жүру қашықтығын азайту арқылы қию уақытын қысқартады
- Машина тозуын тиімдірек траекториялық жоспарлау арқылы азайтады
Сіз құрылымдық металл кесу қызметтерін тапсырған кезде, қызмет көрсетушілер әдетте автоматты түрде бір-біріне орналастыруды (нестинг) орындайды. Алайда, бір-біріне орналастыруға назар аударып әзірлеу — материалдың шығынын тудыратын қиын пішіндерден аулақ болу, бөлшектер бойынша қалыңдықтарды біркелкі ұстау — бағдарламалық жасақтаманың тиімдірек орналасу нұсқаларын табуына көмектеседі.
Тәжірибелік үлгі дайындау мен сериялық өндірістің экономикалық салыстырмалы талдауы:
Жеке тәжірибелік үлгілер мен өндірістік партиялар арасында құны толығымен өзгереді. Тәжірибелік лазерлік кесу 50–100 бөлшектен тұратын шағын партиялар мен жылдам тәжірибелік үлгілер дайындау үшін өте жақсы жұмыс істейді. Сіз қымбат тұратын құрал-жабдықтарға инвестиция жасамай-ақ өз дизайндарыңызды растай аласыз.
Көлемі мыңдаған бөлшекке жеткен кезде экономикалық тиімділік басқа тәсілдерге қарай ығысуы мүмкін. Оптимизацияланған жабдықтарда толық көлемді өндіріс бірлікке есептегендегі төмен құнды мынадай жолдармен қамтамасыз етеді:
- Бастапқы орнату шығындарын көбірек бірліктерге тарату
- Материалдың көлемдік жеңілдіктеріне ие болу
- Станокты бағдарламалау мен өңдеудің ыңғайландырылуы
Тапсырыс бойынша лазерлік кесу үшін ең тиімді көлем — төменнен орта деңгейге дейінгі көлем: тәжірибелік үлгілер, шағын өндірістік партиялар, ауыстыру бөлшектері және индивидуалды бір реттік тапсырыстар. Үлкен көлемде тапсырыс берген кезде құрал-жабдықтардың арнайы дайындалуы немесе басқа әдістердің қолданылуы тиімдірек болуы мүмкін, сондықтан бұл мәселені өзіңіздің қызмет көрсетушіңізбен талқылаңыз.
Дизайнды ықшамдау стратегиялары:
Сіз қосатын әрбір элемент кесу уақытын ұзартады. Көркемдік элементтер шынымен құн қоса ма, әлде таза геометриялық пішіндер функционалдық мақсаттарыңызды қамтамасыз ете ме — ойланыңыз. Дизайны ықшамдау — тесіктер санын азайту, мүмкіндігінше қисық сызықтарды түзету және қажетсіз дәлдікпен белгіленген шектеулерді жою — лазерлік кесуге төленетін құны тікелей азайтады, бірақ өнімнің сапасы мен қызмет көрсету сапасына әсер етпейді.
Негізгі қорытынды қандай? Лазерлік кесу бойынша сіздің баға ұсынысыңызды кері байланыс механизмі ретінде қарастырыңыз. Егер баға жоғары болып көрінсе, өз дизайн-жобаңызды өндірістік көзқараспен талдаңыз. Жиі кездесетін кіші өзгерістер лазерлік кесу үшін тақталардың бағасын әлдеқайда төмендетеді, ал соңғы өнімнің функционалдық мүмкіндіктері толық сақталады — бұл қымбат тұратын прототипті арзан шығарылатын бұйымға айналдырады.
Лазерлік кесуді басқа әдістермен салыстыру
Сізде бөлшек жобасы дайын — бірақ лазерлік кесу шынында да ең тиімді таңдау ма? Тапсырыс бойынша лазерлік кесу өте жоғары икемділік пен дәлдік ұсынса да, ол әрбір жоба үшін әрқашан да ең оптималды шешім болып табылмайды. Оны сумен кесу, плазмалық кесу, CNC фрезерлеу және матрицалық кесуге салыстыру сізге сапа, құн және уақыт кестесін теңестіретін ақылды өндірістік шешім қабылдауға көмектеседі.
Әрбір кесу технологиясының өзіндік артықшылықтары бар. Қате әдісті таңдау сізге қосымша дәлдік үшін артық төлеуге немесе сапа стандарттарыңызға сай келмейтін бөлшектерге әкелуі мүмкін. Металл үшін лазерлік кескішті қашан қолданған жөн, ал қандай жағдайларда альтернативті әдістер нәтижелірек болатынын қарастырайық.
Лазерлік кесу мен басқа кесу әдістері
Лазер жылыту:
Сәйкес Wurth Machinery-дің салыстырмалы талдауына сәйкес , лазерлік кесу жұқа мен орташа қалыңдықтағы материалдарда хирургиялық дәлдік қажет болған кезде ерекше тиімді. Жинақталған сәуле өте таза шеттерді аз ғана соңғы өңдеумен қамтамасыз етеді. Негізгі артықшылықтары:
- Дәл допусктер мен күрделі детальдарды кесу мүмкіндігі
- Ешқандай немесе минимальді тазалауды қажет ететін өте жақсы шет сапасы
- Жұқа парақтарда жоғары кесу жылдамдығы
- Материалдың шығынын азайтатын аз керф ені
Ең тиімді қолданылу салалары: электроника, медициналық құрылғылар, дәл бөлшектерді өндіру және таза шеттер мен ірі детальдар маңызды болатын кез келген жоба.
Плазмалық кесу:
Сіз қалың өткізгіш металдармен жұмыс істеген кезде және шеткі жағының дәлдігінен гөрі құны маңызды болса, плазмалық кесу көбінесе жеңеді. Егер сіз «маған жақын плазмалық кесу» деп ізденген болсаңыз, сіз, мүмкін, ауыр болат өңдеумен айналысуға тура келеді. Плазмалық кесуде металдарды тез және экономикалық түрде өткізу үшін электр доғасы мен сығылған газ қолданылады. Алайда осы әдістің кемшілігі — лазерлік метал кесуінің дәлдігі бар құрылғылармен салыстырғанда шеттерінің тегіс еместігі мен жылу әсерінің аймағының кеңеюі.
- 1 дюймнан (25,4 мм) аса қалың болат плиталарында өте жақсы нәтиже береді
- Қалың металдарда су-жетінің 3–4 есе тезірек кесуін қамтамасыз етеді
- Лазерлік немесе су құйғышқа қарағанда жабдық пен пайдалану құны төменірек
- Құрылыс болаты, ауыр техника және кеме жасау үшін идеалды
Су құйғыш арқылы кесу:
Жылуға төзімсіз материалдарды кесу керек пе? Су-жеті жылу әсерін тигізбей, болаттан тасқа дейін және композиттерге дейін тәжірибелік түрде кез келген материалды кесуге арналған жоғары қысымды суды абразивпен араластыру арқылы жұмыс істейді. Сала бойынша болжамдарға сәйкес, су-жеті нарығы 2034 жылға дейін 2,39 миллиард доллардан асады, бұл жылу әсерінсіз кесуге деген сұраныстың өсуін көрсетеді. Негізгі артықшылықтары:
- Жылу әсерінің аймағы нөлге тең — деформация немесе материалдың қасиеттерінің өзгеруі болмайды
- Шыны, тас және көптеген қоспалар сияқты кез келген материалды кеседі
- Қалың материалдар үшін өте жақсы (бірнеше дюймге дейін)
- Жылуға сезімтал немесе қатайтылған материалдар үшін ең жоғары сапалы таңдау
Кемшілігі неде? Кесу жылдамдығы төмен және пайдалану шығындары жоғары болғандықтан, су-жетірткіш әдісі CNC лазерлік кесумен салыстырғанда жоғары көлемді жұқа парақтарды өңдеуде тиімді емес.
CNC фрезерлеу:
Ағаш, пластиктер, көпіршік материалдар және жұмсақ материалдар үшін лазерлік CNC машиналары механикалық фрезерлеу станоктарымен бәсекелестікке ұшырайды. CNC фрезерлеу лазерлік жылу әсерінен еріп кетуі немесе жануы мүмкін өте қалың бейметалл материалдар мен заттарды өңдеуге арналған айналмалы кескіш құралдарды қолданады. Алайда, фрезерлеу станоктары лазерлік дәлдікті күрделі өрнектер мен іріктелген детальдарды өңдеуде қамтамасыз ете алмайды.
Пішінмен кесу:
Сызықтық салыстыру, оқшаулама, жұқа пластиктер сияқты икемді материалдардан мыңдаған бірдей бөлшек алу керек болған кезде, қалыптау арқылы кесу әдетте бір бөлшектің өндірісінің ең төменгі құнын қамтамасыз етеді. Согласно ESPE Manufacturing салыстырмалы талдауына ди-каттинг әдісін қолдану үшін алдын ала құрал-жабдықтарға инвестициялар жасау қажет, бірақ реттелгеннен кейін ол бөлшектерді өте жылдам әрі біркелкі түрде шығарады. Алайда, мұның артықшылығы неде? Салыстырмалы түрде қымбат тұратын қосымша қалыптардың бағасы жүздеген немесе мыңдаған долларға дейін жетуі мүмкін — сондықтан бұл әдіс тек жоғары көлемдегі өндірісте ғана экономикалық тиімді.
| Кесу әдісі | Дәлдік | Материалдық ауқымы | Қыр сапасы | Ең жақсы көлем ауқымы | Салыстырмалы құны |
|---|---|---|---|---|---|
| Лазерлік кесу | ±0,12 мм – ±0,25 мм | Металдар, пластиктер, ағаш, мата | Өте жақсы — жиі қосымша өңдеудің қажеті жоқ | 1-ден 1000-ға дейін және одан да көп бөлшек | Орташа |
| Плазмалық кесу | ±0,5 мм – ±1,5 мм | Тек өткізгіш металдар | Қырлары груберақ; көбінесе шлак пайда болады | Төмен және орта деңгейдегі көлемдер | Төмен |
| Су жеткізушісі арқылы қияу | ±0,1 мм – ±0,25 мм | Таза кез-келген материал | Жақсы — жылу әсері болмайды | Төмен және орта деңгейдегі көлемдер | Жогары |
| CNC фрезерлеу | ±0,1 мм – ±0,5 мм | Ағаш, пластмассалар, көпіршік, жұмсақ металдар | Жақсы — құмдау қажет болуы мүмкін | Орта көлемдегі өндіріс | Орташа-Төмен |
| Қалыпты бөлу | ±0,25 мм – ±0,5 мм | Жұқа иілгіш материалдар | Таза — сериялар бойынша тұрақты | 1000+ бөлшек | Төмен (көлемі бойынша) |
Дұрыс өндірістік шешім қабылдау
Күрделі сияқты көрінеді ме? Төмендегі бес негізгі критерийге сүйеніп, қиғыш әдісіңізді таңдауға арналған тәжірибелік негіз берілген:
1. Материалдың түрі:
Сіз нені қиясыз? Металдар үшін лазерлік немесе плазмалық қию тиімді. Жылуға сезімтал композиттер үшін су-жетір қажет. Ағаш пен көпіршік материалдар сияқты жұмсақ материалдарды лазерлік немесе CNC фрезерлеу арқылы қиюға болады. Егер сіз мыс немесе қола сияқты шағылысушы металдарды қию қызметін қажет етсеңіз, талшықты лазерлік технология плазма немесе CO₂ жүйелеріне қарағанда оларды өңдеуге тиімдірек.
2. Материалдың қалыңдығы:
Жұқа парақтар (6 мм-ден аз) лазердің артықшылықтарын — жылдамдығын, дәлдігін және қиықтың сапасын — көрсетеді. Қалың болат пластинкалар (25 мм-ден астам) үшін плазма немесе су-жетір тиімдірек. Лазерлік қию қалың материалдарды өңдей алады, бірақ өңдеу уақыты мен шығындары әлдеқайда артады.
3. Дәлдік талаптары:
±0,25 мм-ден аз дәлдікке қажеттілік бар ма? Онда лазерлік немесе су-жетір қию тиімді. ±1 мм немесе одан да төмен дәлдікті қабылдауға бола ма? Онда плазманың төмен құны тиімдірек болуы мүмкін. Дәлдік талаптарыңызды технологияға сәйкестендіріңіз — артық дәлдік үшін төлеу шығындарды көбейтеді.
4. Жиектің сапасына қойылатын талаптар:
Сіздің бөлшектеріңіз көрінетін бола ма? Екіншілік жабдықтаусыз жинау қажет пе? Лазер металдан таза жиектер алуға мүмкіндік береді. Құрылыс компоненттері құрылғы ішінде жасырылған болса, плазманың қаттырақ жиектері толық қабылданады.
5. Өндіріс көлемі:
Бұл жерде құрал-жабдықтарды қолданатын дәстүрлі өндіріс кейде экономикалық тұрғыдан тиімдірек болуы мүмкін. Қалыпқа кесу үшін қымбат тұратын арнайы құрал-жабдықтар қажет, бірақ бірдей бөлшектерден мыңдаған тапсырыс берген кезде бір бөлшекке келетін құны әлдеқайда төмендейді. Тапсырыс бойынша лазерлік кесу прототиптер мен бірнеше жүз бөлшекке дейінгі өндіріс сериялары үшін өте тиімді; одан аса көп бөлшек өндірілетін жағдайда арнайы құрал-жабдықтардың құны тиімдірек болуы мүмкін.
Дәстүрлі өндіріс жеңіске жеткен кезде:
Тапсырыс бойынша қызметтер әрқашан да шешім емес. Келесі жағдайларда дәстүрлі әдістерді қарастырыңыз:
- Қарапайым геометриялық пішіні бар 5000-нан аса бірдей бөлшек қажет
- Жеткізу мерзімінен гөрі бір бөлшекке келетін құн маңызды
- Сіздің дизайныңыз қорытындыланған және өзгермейді
- Материалдар — арнайы қорытпалар, оларға арнайы өңдеу процестері қажет
Барлық басқа жағдайлар үшін — прототиптер, дизайн нұсқалары, қосымша бірліктер, ауыстырғыш бөлшектер және шағын өндіріс сериялары — тапсырыс бойынша лазерлі кесу қызметінің икемділігі мен құралдардың болмауы әдетте ең тиімді нәтиже береді. Негізгі мәселе — нақты жобаңыздың талаптарын оларды ең тиімді түрде қанағаттандыратын технологияға сәйкестендіру.
Салалар мен пайдаланушы түрлері бойынша қолданылулар
Шынымен де тапсырыс бойынша лазерлі кесу қызметтерін кім пайдаланады? Қысқаша жауап — бірден үйде қызығушылықпен айналысатын адамдардан бастап Fortune 500 компанияларының инженерлеріне дейін барлықтары. Бірақ мұндағы нюанс мынада: әрбір пайдаланушы тобы осы қызметтерді әртүрлі тәсілмен қолданады, олардың өзіндік басымдықтары мен мүмкін болатын қателіктері бар. Сіз жеке жобаңыз үшін «маған жақын лазерлі кесу құрылғысын» іздейсіз бе немесе кәсіби өндіріс үшін тәуліктік қызмет көрсетушілерді бағалайсыз ба — бұл қызметтерді тиімді пайдалану тәсілдерін түсіну барлығын анықтайды.
Тапсырыс бойынша өндірістің әдемілігі — оның дәлдікпен жасалған бұйымдарды шығаруды демократияландыруында. Енді сізге кәсіби деңгейдегі қосымша лазерлік гравюра мен кесу мүмкіндіктеріне қол жеткізу үшін зауыттық масштабдағы бюджет қажет емес. Әртүрлі пайдаланушы топтарының бұл қызметтерден қандай тәсілмен максималды пайда алуы мүмкін екенін қарастырайық.
- Құрал жасаушылар мен жасаушылар: Материалдарды сынауға және дизайн шектеулерін үйренуге назар аударыңыз. Металлдарға өтуге дейін акрил немесе фанера сияқты қолжетімді материалдардан бастаңыз. Көптеген адамдар шығармашылық жобаларға кіріскенде «маған жақында лазерлік ағаш кесу» немесе «маған жақында лазерлік ағаш кесу қызметі» іздейді — жергілікті қызмет көрсетушілер көбінесе итерациялық үйренуге тез нәтиже береді.
- Өнім дизайнерлері: Жылдам итерациялау мен көрнекі прототиптерге басымдық беріңіз. Өндіріс материалына көшу алдында формалар мен эстетикалық таңдауларды сынау үшін тапсырыс бойынша қызметтерді пайдаланыңыз. Шешім қабылдауды жылдамдату үшін бір уақытта бірнеше дизайн нұсқасын тапсырыңыз.
- Инженерлер: Өлшемдік дәлдікті және материалдық сипаттамаларды ерекше көрсетіңіз. Әрқашан маңызды толеранцияларды анық көрсетіңіз және функционалдық өнімділік маңызды болған кезде материалдың сертификаттарын талап етіңіз. Тапсырыстарды көбейтуге дейін прототип бөлшектермен құрама бұйымдар мен құрастыруларды сынаңыз.
- Кіші бизнес иелері: Бір бірлікке шаққандағы шығындарды қоймадағы қауіп-қатермен теңестіріңіз. Сұраныс бойынша өндіру нарықтық реакцияны ірі өндірістік тапсырыстарға дейін сынауға мүмкіндік береді. Қай өнімдер тұрақты сатылатынын бақылаңыз, сонда оларды бірлік бағасы төмен болатын көлемді тапсырыстарға ұсынуға болады.
Өнім әзірлеу үшін прототиптау стратегиялары
Сіз жаңа өнімнің корпусын әзірлегеніңізді елестетіңіз. Сіз бір немесе бес прототип тапсырысын бересіз бе? Согласно Meegle-дің прототиптау нұсқаулығы , сәтті лазерлік кесу прототиптары итерациялық тәсілді қолданады: материалдың үйлесімділігін сынау үшін негізгі дизайндардан бастаңыз, одан кейін реттелген нұсқалар арқылы жетілдіріңіз.
Тәжірибелі дизайнерлер ұсынатындары:
- Қарапайымнан бастаңыз: Күрделілікті қоспастан бұрын негізгі геометрия мен материалдың әрекетін сынаңыз
- Керфты ескеру: Лазермен алынып тасталатын материалдың жобаларын реттеу
- Барлық процестерді құжаттау керек: Келесі мақалаларда осы баптаулар мен түзетулер туралы мәлімет сақталсын
- Сыналатын материал үлгілері: Толық бөлшектерге кірісу алдында материалдардың қалай әрекет ететінін бағалау үшін кішкентай бөліктерді кесу
- Ертерек араласу: Жобаның жобаларын аяқтамас бұрын пікір жинақтау үшін прототиптерді мүдделі тараптармен бөлісіңіз
Маған жақын жерде ағаш кесу немесе лазерлік қазба қызметтерін іздеп жүрсіз бе? Жергілікті жеткізушілер көбінесе прототипті қайталау үшін жылдам кері байланыс циклдерін ұсынадыкейде бөлшектерді алыстағы жеткізушілерге қарағанда 24-48 сағат ішінде айналдырады. Бұл жылдамдық артықшылығы оқытуды жылдамдатады және даму мерзімдерін қысқартады.
Бір бөлшектен өндіріске дейін масштабтау
Сіз жобаңызды прототиптермен растадыңыз. Енді не? Бір бөлшекті прототиптерден өндіріс көлемдеріне көшу экономика мен тұрақтылық туралы стратегиялық ойлауды талап етеді.
Сәйкес Shopify-тің өндіріс туралы түсініктері сұраныс бойынша өндіріс осы өтуде нақты артықшылықтарға ие: сіз ірі тираждарға көшуге дейін кіші партиялармен нарықтық реакцияны сына аласыз. Егер нәрсе таусылып кетсе, бұл шығынды қоймалық мәселелерді туғызбастан, сұраныстың болатынын көрсетеді.
Масштабтау кезінде мына факторларды ескеріңіз:
- Көлемдік бағалау порогтары: Көпшілік қызмет көрсетушілер 25, 50 немесе 100+ данадан бастап бірлікке қатысты жақсырақ бағалар ұсынады — осы шектік нүктелерді анықтаңыз
- Материалдың біркелкілігі: Егер түстерді салыстыру немесе механикалық қасиеттер партиялар бойынша тұрақты қалуы керек болса, материал көздерін көрсетіңіз
- Сапа құжаттамасы: Тұрақтылықты растау үшін өндіріс сериялары бойынша тексеру есептерін сұраңыз
- Қоймалық стратегия: Қажетіңізше, қажет болған кезде ғана тапсырыс беріңіз — капиталды байланыстыратын қойманың дәстүрлі қауіпінен аулақ болыңыз
Тапсырыс бойынша қызметтер үшін ең тиімді көлем әдетте бірден бірнеше жүз бөлшекке дейінгі аралықта орналасады. Осы шектен асып кеткен жағдайда, арнайы құрал-жабдықтарды немесе басқа өндірістік әдістерді қолдану экономикалық тұрғыдан тиімдірек болуы мүмкін деп бағалаңыз. Алайда, көптеген шағын кәсіпорындар мен өнім әзірлеушілер үшін дәл қажеттісін тапсыру мүмкіндігі — минималды санын шектемей — бұл қызметтің негізгі құндылығын қалыптастырады және тапсырыс бойынша өндірістің қаншалықты күшті екенін көрсетеді.

Тапсырыс бойынша өндіріс серіктесін таңдау
Сіз технологияны меңгердіңіз, өз материалдарыңызды түсіндіңіз және құнын тиімді ету үшін өз дизайндарыңызды оптимизацияладыңыз. Бірақ көптеген жобалар осы жерде қателеседі — дұрыс емес қызмет көрсетушіні таңдау барлық осы ұқыпты дайындықтың нәтижесін бұзып жіберуі мүмкін. Менің маңымдағы лазерлік кесу қызметтерінің барлық нұсқалары бірдей сапа, жауап беру қабілеті немесе техникалық қолдау көрсетпейді. Жеткілікті тұтастай қызмет көрсетуші мен әрекетті өндірістік серіктестік арасындағы айырмашылық сіздің жобаңыздың сәтті аяқталуы немесе түзету циклдарындағы қиналысқа айналуын анықтайды.
Дәлдікпен жасалған лазерлік кесу қызметтерін көрсетушіні таңдауды іскерлік серіктес таңдау ретінде қарастырыңыз. Сіз тек станок уақытын сатып алмайсыз — сіз өз өніміңіздің сәттілігіне тікелей әсер ететін сараптама, сапа жүйелері және қарым-қатынас инфрақұрылымына инвестициялайсыз. Олай болса, потенциалды серіктестерді бағалаған кезде шынымен маңызды критерийлер қандай?
Қызмет көрсетушілерді бағалау үшін негізгі критерийлер
Сәйкес JP Engineering компаниясының қызмет көрсетушілерді таңдау бойынша талдауы бірнеше факторлар ерекше металл лазерлік кесу қызметтерін орташа альтернативалардан ажыратады. Бұл — сіздің бағалау тіркелісіңіз:
- Технология және жабдық сапасы: Лазерлік кесу технологиясы қарқынды дамыды. Қызмет көрсетушілердің сіздің нақты материалдарыңызды өңдей алатын және лазерлік кесудің дәлдік талаптарыңызға сай мүмкіндік беретін ең соңғы заманғы жабдықтарды пайдаланатынына көз жеткізіңіз. Машиналардың жасы, техникалық қызмет көрсету жоспары мен қабілеттілік сипаттамалары туралы сұраңыз.
- Материалдар бойынша білім: Әртүрлі материалдар әртүрлі кесу әдістерін талап етеді. Сенімді қызмет көрсетуші сіздің жобаңызға арналған нақты материалдармен жұмыс істеу бойынша мамандық көрсетуі тиіс. Сіздің жобаңызға ұқсас өткен жобалар туралы сұраңыз — тәжірибелі тараптар жаңа операторлардың қатарынан қалдыратын нюанстарды түсінеді.
- Дербес баптау және прототиптеу мүмкіндіктері: Итерациялық даму үшін икемділік маңызды. Тез прототиптеу қызметтерін ұсынатын қызмет көрсетушілер сізге дизайндарыңызды жылдам жетілдіруге көмектеседі. Прототиптерді 5 күн немесе одан да аз уақыт ішінде дайындай алатын серіктестерді іздеңіз — бұл оқу циклдарын қарқынды түрде қысқартады.
- Жұмыстың айналым уақыты және өндірістік қуаты: Уақыт өндірісте жиі өте маңызды болып табылады. Қарыздардың сапаны нашарлатпай, сіздің мерзімдеріңізге сай келетінін бағалаңыз. Уақыт шеңберлері бойынша ашық хабарласу сәтті серіктестік құру үшін өте маңызды.
- Сапа сертификаттары: Салада мойындалған сертификаттар тұрақты сапаға деген ұмтылысты көрсетеді. Дәлдік талап ететін қолданбалар үшін кемінде ISO 9001 стандартын іздеңіз. Автомобиль және әуе-ғарыш компоненттері үшін IATF 16949 Сертификаттау — бұл алтын стандарт болып табылады; ол жүйелі процестерді, дәлелдерге негізделген шешім қабылдауды және үнемі жақсарту мәдениетін көрсетеді.
- Ашық баға белгілеу: Жасырын қосымша төлемдер бюджеттің бұзылуына әкеледі. Ашық және толық сметалар ұсынатын қарыздарды іздеңіз. Жабдықтау, үдетілген жеткізу немесе дизайнды өзгерту сияқты қосымша шығындарды қамтитын шығындардың толық талдауын сұраңыз.
- Байланыс жауапкершілігі: Олар сұрақтарға қаншалықты тез жауап береді? Ұсыныс уақыты жиі жалпы реакция жылдамдығын болжайды. 12 сағат ішінде ұсыныс беретін қызмет көрсетушілер өндірістік коммуникацияны жақсартуға әкелетін инфрақұрылым мен ынтымақтастыққа деген ұмтылысын көрсетеді.
- Дизайндық қолдау қолжетімділігі: Әрбір дизайнер өндіріс саласындағы маман емес. DFM (Өндіріске арналған дизайн) қолдауын ұсынатын қызмет көрсетушілер сіздің дизайндарыңызды қиюдан бұрын оптималдауға көмектеседі — мүмкін болатын мәселелерді ерте анықтайды және шығындарды азайтатын жақсарту ұсыныстарын береді.
Интеграцияланған өндіріс қолдауының маңызы
DFM қолдауы неге осылай маңызды? Сіз дизайнды тапсырған соң, оны қиюдан кейін ғана оның белгілі бір элементі қажетті түрде өндірілуі мүмкін емес екендігін анықтаған кезді елестетіңіз. Толық DFM қарауы кезінде тәжірибелі инженерлер өндіріс басталмас бұрын осындай мәселелерді анықтайды, бұл уақыт пен ақшаны үнемдейді.
Smithers сертификаттау талдауына сәйкес, IATF 16949 стандарты бойынша сертификатталған өндірушілер нақты артықшылықтар ұсынады: сапаға берілген ұзақ мерзімді ұмтылу арқылы репутацияның қалыптасуы, қателерді азайтатын процестердің біріктірілуі және әрбір жүргізілетін жобаға пайдалы үздіксіз жақсарту мәдениеті. Автомобиль қолданысын қолдайтын CNC лазерлі кесу қызметтері үшін бұл сертификат міндетті — ол болмауы мүмкін емес.
Әлемдік деңгейдегі қызмет шынымен қалай көрінеді? Бір ғана ғимараттың ішінде бірнеше қабілетті біріктіретін өндірушілерді қарастырыңыз. Shaoyi (Ningbo) Metal Technology бұл интеграцияланған тәсілдің мысалы болып табылады — IATF 16949 стандарты бойынша сертификатталған өндіріс пен 5 күндік жылдам прототиптау, толық DFM қолдауы және 12 сағат ішінде баға ұсыну мүмкіндігін ұсынады. Жылдамдық, сапа сертификаты және оперативті коммуникацияның бұл үйлесімі сіз трубаларды лазермен кесу қызметтерін немесе дәл металдық жұмыстарды бағалаған кезде іздеуіңіз керек нәрсені дәл көрсетеді.
Сертификаттардан басқа, жобаларыңызға қажет болса, лазерлік түтік кесу қызметтері мен басқа да мамандандырылған мүмкіндіктерді ұсынатын қамтамасыз етушілерді іздеңіз. Кесу, иілу, жабдықтау, жинақтау сияқты бірнеше процесті өз құрамына қосатын интеграцияланған өндірушілер тізбегіңізді жеңілдетеді және координациялау қиындықтарын азайтады.
Қауіп белгілеріне назар аударыңыз:
- Тауарлар бойынша жеке көрсетілмеген, белгісіз баға ұсыныстары
- Құжатталған сапа басқару жүйесінің болмауы
- Сілтемелерді немесе үлгі жұмыстарды бөлісуге дайынсыздық
- Баға ұсынысы кезеңінде баяу жауап беру уақыты
- DFM (дизайнды өндіріске қолайлы ету) пікірінің немесе дизайнды қайта қарау процесінің болмауы
Сапалы серіктестерді көрсететін жасыл белгілер:
- Дизайн жақсартулары туралы белсенді хабарласу
- Допустимые ауытқулар мен мүмкіндіктер туралы анық құжаттама
- Қолданыңызға сәйкес өнеркәсіптік сертификаттар
- Итеративті даму үшін жылдам прототиптеу опциялары
- Қосымша құны жоқ анық бағалар
Дұрыс өндірістік серіктес сіздің дизайндарыңызды тек орындап қоймайды — оларды көтереді. Сарапшылық DFM бағдарламасы, сертификатталған сапа жүйелері және оперативті байланыс арқылы ерекше қызмет көрсетушілер сіздің өз командаңыздың ұзартылуына айналады. Сіз бір ғана компонентті прототиптеуге немесе өндірістік көлемге шығуға дейін қандай деңгейде болсаңыз да, дұрыс тәртіпке қойғышты таңдауға уақыт жұмсау сіздің жобаңыздың барлық кезеңінде пайданы әкеледі. Бағалау критерийлерін жауапкершілікпен қабылдаңыз, дұрыс сұрақтар қойыңыз — сонда сіз күтуден тыс дәлдікпен лазерлі кесу қызметін ұсынатын серіктестерді табасыз.
Лазерлі кесу бойынша жиі қойылатын сұрақтар
1. Лазерлі гравюраға сұраныс бар ма?
Иә, лазерлік гравюра және кесу ісі қоғамдық тауарларға деген сұраныс артуына байланысты өте тиімді болып табылады. Тапсырыс бойынша өндіріс моделі қоймадағы шығындарды жояды және бір бөлшекті өндіруді қамтамасыз етеді. Автомобильден бастап тұтыну тауарларына дейінгі әртүрлі салалар бұл қызметтерді прототиптер, қосымша бөлшектер және шағын сериялы өндірістер үшін пайдаланады, сондықтан бұл – салыстырмалы түрде төмен материалдық шығындармен жұмыс істеуге мүмкіндік беретін өте жақсы бизнес-мүмкіндік.
2. Лазерлік кесу қанша теңге минутына тұрады?
Лазерлік кесудің құны әдетте қарапайым минутына есептелетін бағаға негізделмейді, ол көптеген факторларға байланысты өзгереді. Негізгі баға анықтаушы факторлар: материал түрі мен қалыңдығы (жалпы құнның 70–80%-ын құрайды), дизайн күрделілігі мен кесу траекториясының ұзындығы, тапсырыс саны, орындалу мерзімі және жабдықтау талаптары. Көптеген тапсырыс бойынша қызметтер сіздің жүктеген дизайн файлдарыңызға негізделген уақытша баға ұсынады, сондықтан сіз тапсырыс бермес бұрын шығындарды оптимизациялай аласыз.
3. CO2 мен талшық лазерлік кесудің айырмашылығы неде?
CO2 лазерлері 10,6 микрометр толқын ұзындығында жұмыс істейді және органикалық материалдармен, пластиктермен және қалың металлдармен жақсы жұмыс істейді, бірақ олардың ПӘК-і тек 5–10% құрайды. Талшықты лазерлер 1,064 микрометр толқын ұзындығын қолданады, олар металдарды кесуде 90%-дан астам ПӘК-ке жетеді және кесу жылдамдығын 3–5 есе арттырады. Талшықты лазерлер алюминий мен мыс сияқты шағылысушы металдармен жақсы жұмыс істейді, ал CO2 лазері акрилде отқа қыздырылған (жанған) жиектер береді.
4. Тапсырыс бойынша лазерлік кесу үшін қандай файл пішімдері қабылданады?
Көптеген тапсырыс бойынша лазерлік кесу қызметтері 2D векторлық файлдар үшін универсалды стандарт ретінде DXF (Drawing Exchange Format), қисық сызықтары бар күрделі дизайндар үшін AI (Adobe Illustrator), веб-бағдарламаларға ыңғайлы пішімдер үшін SVG (Scalable Vector Graphics), ал 3D бөлшектер немесе иілу ақпараты қажет болған жағдайда STEP файлдарын қабылдайды. Файлды жүктегенге дейін мәтінді векторлық контурларға түрлендіріңіз және барлық контурлардың тұйықталғанын тексеріңіз.
5. Лазерлік кесуді басқа кесу әдістерінің орнына қашан таңдау керек?
Сізге дәлдік шектері тым аз (±0,12 мм – ±0,25 мм), жиегінің сапасы жоғары (аз ғана тазарту қажет) және жұқа мен орташа қалыңдықтағы материалдардан тез дайындалатын бұйымдар қажет болған кезде лазерлік кесуді таңдаңыз. Шығындар маңызды болса, ал жиектің идеалдылығы екінші орында тұрса, қалың өткізгіш металдарды плазмалық кесуге ұсыныс жасаңыз. Жылуға сезімтал материалдар немесе композиттер үшін сумен кесуді қолданыңыз. Дайындалатын бірдей бұйымдардың көлемі 1 000-нан асқан кезде ғана матрицалық кесу тиімді болады.